Аппарат для микроимпульсной сварки
Обновлено: 28.06.2024
Тип аппарата: инверторный, TIG (аргонодуговая), 3500 Вт, 150 А, 220 В
Макс. диаметр электрода
Макс. сварочный ток
Тип аппарата: инверторный, TIG (аргонодуговая), 6200 Вт, 200 А, 220 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 6200 Вт, 200 А, 220 В
Тип аппарата: инверторный, TIG (аргонодуговая), 8900 Вт, 315 А, 380 В
Тип аппарата: инверторный, TIG (аргонодуговая), 18900 Вт, 500 А, 380 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 4600 Вт, 217 А, 220 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 6300 Вт, 250 А, 380 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 8900 Вт, 300 А, 380 В
Тип аппарата: инверторный, MMA (дуговая, электродом), 6200 Вт, 200 А, 220 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 8900 Вт, 315 А, 380 В
Тип аппарата: инверторный, MIG/MAG/MMA/TIG (комби), 10000 Вт, 330 А, 380 В
Макс. диаметр проволоки
Тип аппарата: инверторный, MMA+TIG (дуговая), 6400 Вт, 180 А, 220 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 6600 Вт, 200 А, 220 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 14000 Вт, 315 А, 380 В
Тип аппарата: инверторный, TIG (аргонодуговая), 13000 Вт, 400 А, 380 В
Тип аппарата: инверторный, TIG (аргонодуговая), 12000 Вт, 400 А, 380 В
Тип аппарата: инверторный, MIG/MAG/MMA/TIG (комби), 10500 Вт, 300 А, 380 В
Тип аппарата: инверторный, MIG/MAG/MMA/TIG (комби), 9000 Вт, 350 А, 380 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 12000 Вт, 320 А, 380 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 8200 Вт, 315 А, 380 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 6800 Вт, 200 А, 220 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 9500 Вт, 320 А, 220 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 13000 Вт, 500 А, 220 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 6000 Вт, 200 А, 220 В
Тип аппарата: инверторный, MIG/MAG/MMA (полуавт./дуговая), 15700 Вт, 350 А, 380 В
Тип аппарата: инверторный, MMA+TIG (дуговая), 8000 Вт, 300 А, 380 В
Последние отзывы
АртурАртур , 13 сентября 2022 г.
Отличный аппарат. Полностью себя оправдал. Покупал приблизительно в 2017году, до сих пор работает без каких либо нареканий. Очень доволен! Рекомендую!
Дмитрий , 27 июля 2022 г.
Аппаратом сварию уже 4 года,единственное что поменял это куллер на охлаждение(попал камешек и сломал лопости),кстати оно принудительное. Брал в 2018г и досих пор варит,проблем не вижу.
Глеб , 10 июля 2022 г.
Отличный полуавтомат, можно сказать варит сам, я не сварщик и специальности у меня нет но когда приобрел этот полуавтомат просто влюбился в него, все настройки очень легко поддаются, варит просто сказка только успевай проволоку менять да углекислоту. Порошковой проволокой варить не советую, самый лучший вариант это с углекислотой.
Сварочные импульсные инверторы в Барнауле
Сварочные импульсные инверторы - три шага к покупке:
Предлагаем различные варианты доставки и оплаты заказа, гарантийное и сервисное обслуживание, удобный сервис. Приобретайте "Сварочные импульсные инверторы" в "220 Вольт"!
Преимущества покупки в 220 Вольт
Более 400 000 товаров —
закажите всё и сразу.
240+ магазинов и пунктов
выдачи по всей стране.
Бесконтактная доставка во все города России,
Беларуси и Казахстана.
Стоит ли брать импульсный сварочный аппарат?
Понятие «универсальный сварщик» говорит много хорошего об уровне квалификации специалиста. Тем не менее, это определение вовсе не тождественно тому, что для всех операций по свариванию металлов годится один и тот же аппарат. Действительно, вариантов оборудования много, и у каждого своё назначение. Наверняка многие слышали об импульсной сварке, но что это такое в деталях?
Для чего нужен импульсный сварочный аппарат, какие плюсы и минусы у оборудования, чем его получится заменить, если такое вообще возможно — на эти и другие вопросы ответим в этой статье.
В процессе сварки неразъёмное соединение металлов создаётся путём расплавления кромок. При высоких температурах на стыке металлов образуется сварочная ванна, которая при охлаждении кристаллизуется с образованием шва.
В аппаратах импульсной сварки (к примеру, FUBAG INTIG 200 DC PULSE ) повышение температуры до необходимых параметров осуществляется посредством кратковременных импульсов сварочного тока. В результате получается своеобразный точечный нагрев, затрагивающий только необходимую для соединения область без изменения характеристик прилегающих зон.
Такой метод идеально подходит для сварки металлов и сплавов, то есть для всех случаев, когда требуется выполнить максимально равномерный и прочный шов. Ниже показан результат сварки TIG-аппаратом в импульсном режиме и без него.


Как работает полуавтоматическое оборудование MIG в режиме импульсной сварки
- Исключить прямое соприкосновение свариваемого металла с присадочным материалом (чтобы не допустить короткого замыкания).
- Свести к нулю перегрев зоны сварки.
- Снизить образование брызг в результате понижения температуры нагрева в момент отрыва капли.
- Исключить варианты с прожигом изделия.
- Увеличить производительность.
- Обеспечить чистоту образования шва.
Импульсный аппарат для сварки точечно размещает металл по определенной траектории. Иными словами, каждый импульс аппарата позволяет перейти в расплав одной капле.
В процессе импульсной сварки полуавтоматом MIG в межимпульсный период величина силы тока уменьшается, благодаря чему свариваемые поверхности остывают. Таким образом, прилегающие к сварочной ванне участки не испытывают влияния структурных изменений, связанных с разогревом. Это идеальные условия для применения сварочных импульсных аппаратов для соединения листовых, в том числе тонкостенных, металлов и сплавов.

Дымообразование и разбрызгивание сводятся к минимуму. В процессе работы аппарата в сварочную ванну попадает только металл от присадочной проволоки. Такая схема образования неразъёмного соединения в разы увеличивает однородность и прочностные характеристики шва.
Самое приятное то, что импульсный сварочный аппарат могут использовать даже сварщики без многолетнего опыта. Работа оборудования при минимальных навыках мастера практически гарантирует получение добротного шва.
Эксплуатационные ограничения
Если предполагается варить низкоуглеродистые или низколегированные стали, то использовать импульсное оборудование нецелесообразно.
Помним, что в процессе переноса капли значение тока снижается и температура падает, а затем снова возрастает в момент прохождения следующего импульса. Такие тонкие настройки совершенно ни к чему во время сварки указанных сталей. Разумеется, такой режим им не навредит, а снижение разбрызгивания и дымообразования даже пойдёт на пользу, но, в общем и целом, стали низких марок прекрасно сплавляются и обычными сварочниками.
Как работает импульсная сварка TIG

Аргонодуговые сварочные аппараты с функцией импульсного нагрева (например, FUBAG INTIG 200 AC/DC PULSE) работают по тому же принципу: в цикле прохождения одного импульса металл разогревается (максимальный ток) и остывает (на токе паузы).
Импульсный режим настраивается в зависимости от толщины свариваемых металлов. Чем чаще подаётся пиковый ток, тем более концентрированной будет дуга. Это уменьшит и размер отдельных чешуек, образующих линию шва.
Обратное действие приводит к следующему: снижение частоты импульсов сварочного аппарата позволяет лучше контролировать состояние сварочной ванны (что актуально для новичков). Кроме того, понижение частоты оказывается полезным при работе импульсной сваркой в неудобных положениях.
Применение импульсного режима в оборудовании TIG

- Сваривание в импульсном режиме позволяет лучше контролировать состояние зоны расплава в сравнении с обычной TIG–сваркой.
- Скорость процесса оказывается выше, проплавление лучше, деформации прилегающих зон сводятся к минимуму, а сам шов получается более аккуратным.
- Функция используется для соединения тонколистовых металлов и сплавов, в том числе нержавейки, где требуется снизить до возможного минимума тепловложения от сварочной дуги.
- На высоких частотах TIG–дуга становится концентрированней и точнее, что улучшает и облегчает сварочный процесс.
В процессе сваривания легированных сталей образующийся шов приобретает дополнительную устойчивость к коррозии за счёт образования микрокристаллической структуры.
Импульсная сварка: преимущества и возможности.
«Сварка – процесс создания неразъёмного соединения в результате расплавления кромок, образования общей сварочной ванны и последующей её кристаллизации» - так звучит определение хорошо известного многим сварочного процесса.
Как известно, сварка в своём нынешнем виде была изобретена в 30-е – 40-е годы прошлого века. За столь долгий срок некогда простой процесс обрёл вид сложной технологической операции, на смену неплавящемуся угольному электроду пришла расходуемая сварочная проволока, трансформаторы уступили место электронике и инверторам, а качество соединений повысилось за счёт применения различной газовой и порошковой защиты.
В последнее время наибольшее распространение получила полуавтоматическая сварка плавящейся проволокой в среде защитных газов благодаря простоте использования, обширному диапазону свариваемых материалов и толщин, невысокой цене на оборудование при его малых габаритах и возможности автоматизации и роботизации. Многие сварщики как частники, мелкие конторки так и рабочие промышленных гигантов государственного масштаба остановили свой выбор именно на полуавтоматах, подчёркивая повышенный КПД (в сравнении с применяемой ранее ручной дуговой сваркой плавящимся электродом), неприхотливость в работе и значительное сокращение дефектов шва на выходе изделий.
Прогресс не стоит на месте, а значит и без того простые в применении аппараты для полуавтоматической сварки с каждым годом приобретают всё новые технологии по улучшению сварочного процесса и предотвращению возникновения дефектов и напряжений в сварочном шве.
Одной из таких технологий является возможность импульсной сварки.
Процесс создания сплошных сварных швов посредством расплавления металла с управляемым переносом «один импульс – одна капля» получил название импульсной сварки.
Используя импульсную дугу в виде источника тепла, можно существенно расширить возможности традиционной сварки в защитной газовой среде.
Импульсная MIG/MAG сварка представляет собой вариант обычного процесса сварки MIG/MAG, в котором ток пульсирует с частотой. Некоторые современные аппараты позволяют регулировать частоту импульса. Поскольку скорость подачи электродной проволоки не равна скорости её плавления, был введён дополнительный импульс для контроля переноса металла при работе на малых токах путем наложения импульсов высокого тока короткой длительности. Цикл состоит из применения многократного импульсного тока в течение постоянного фонового тока, что обеспечивает образование капли на конце электрода.
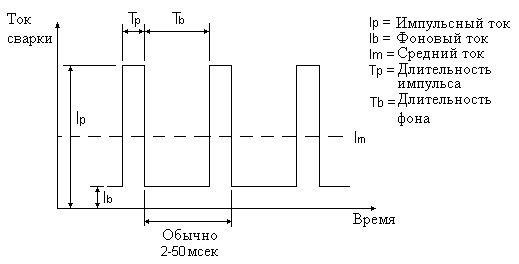
Электродинамические силы, резко увеличиваясь, сужают шейку капли, сбрасывая ее в сварочную ванну. В данном случае можно применять как одиночные, так и целую группу импульсов.
Стабильность всего MIG/MAG процесса напрямую зависит от соотношения длительности и величины импульсов и пауз между ними.
Методом подбора тока импульса и дуги можно ускорить плавку проволоки электрода, способствовать изменению формы и размеров сварочного шва. Наконец, можно уменьшить нижний предел сварочного тока, который отвечает за стабильность горения дуги.
Управляемый перенос металла помогает улучшить качество сварки. Данный метод является одним из самых лучших и эффективных. Во время осуществления импульсной сварки разбрызгивания совершенно отсутствуют, не образуются несплавления.
По сравнению со сваркой неплавящимся электродом импульсная сварка позволяет в 3—8 раз повысить производительность процесса и значительно снизить сварочные деформации при практически одинаковом качестве сварных соединений. Импульсная сварка может применяться для конструкций ответственного назначения из разных марок сталей, алюминиевых, медных, никелевых сплавов и титана толщиной от 1 до 50 мм при выполнении швов во всех пространственных положениях. Благодаря высокой пространственной стабилизации дуги и возможности применения вылета электрода большой длины этот процесс может быть успешно применен для сварки стыковых соединений толстолистовых материалов с узкощелевой подготовкой кромок.

Наибольшее распространение импульсная сварка получила для соединения алюминиевых сплавов толщиной ≥1,5 мм и специальных сталей толщиной > 1 мм.
Для каждого сварочного тока должны быть выбраны оптимальные частота и энергия импульсов. Частоту 50 Гц следует применять при малых токах, когда использование частоты 100 Гц невозможно. При токах свыше 70—100 А следует применять частоту 100 Гц, так как при частоте 50 Гц увеличивается чешуйчатость шва, его пористость и дымообразование.
Современные сварочные аппараты позволяют использовать широкий диапазон амплитуд импульсов различной длительности и формы волны на частотах от нескольких герц до нескольких сотен герц. Амплитуда и длительность импульса, объединённые должным образом, создают дугу, способную расплавить и отсоединять каплю электродной проволоки диаметром, близким к толщине этой проволоки.
Такая дуга в паузах между возбуждениями импульса не оказывает существенного влияния на глубину расплавления металла. За счет этого достигается устойчивое горение дуги в пространстве, улучшается качество сварки: отсутствует разбрызгивание расплавленного металла проволоки, целиком устраняются кратеры из сварных точек при уменьшении требуемых участков перекрытия в месте сварного шва. Выбор целесообразного отношения токов дуг (импульсной и дежурной) способен также значительно ускорить процесс сварки, но этот процесс является сложной операцией. Высота и длительность импульса зависят от состава проволоки, её диаметра и в меньшей степени от состава защитного газа.
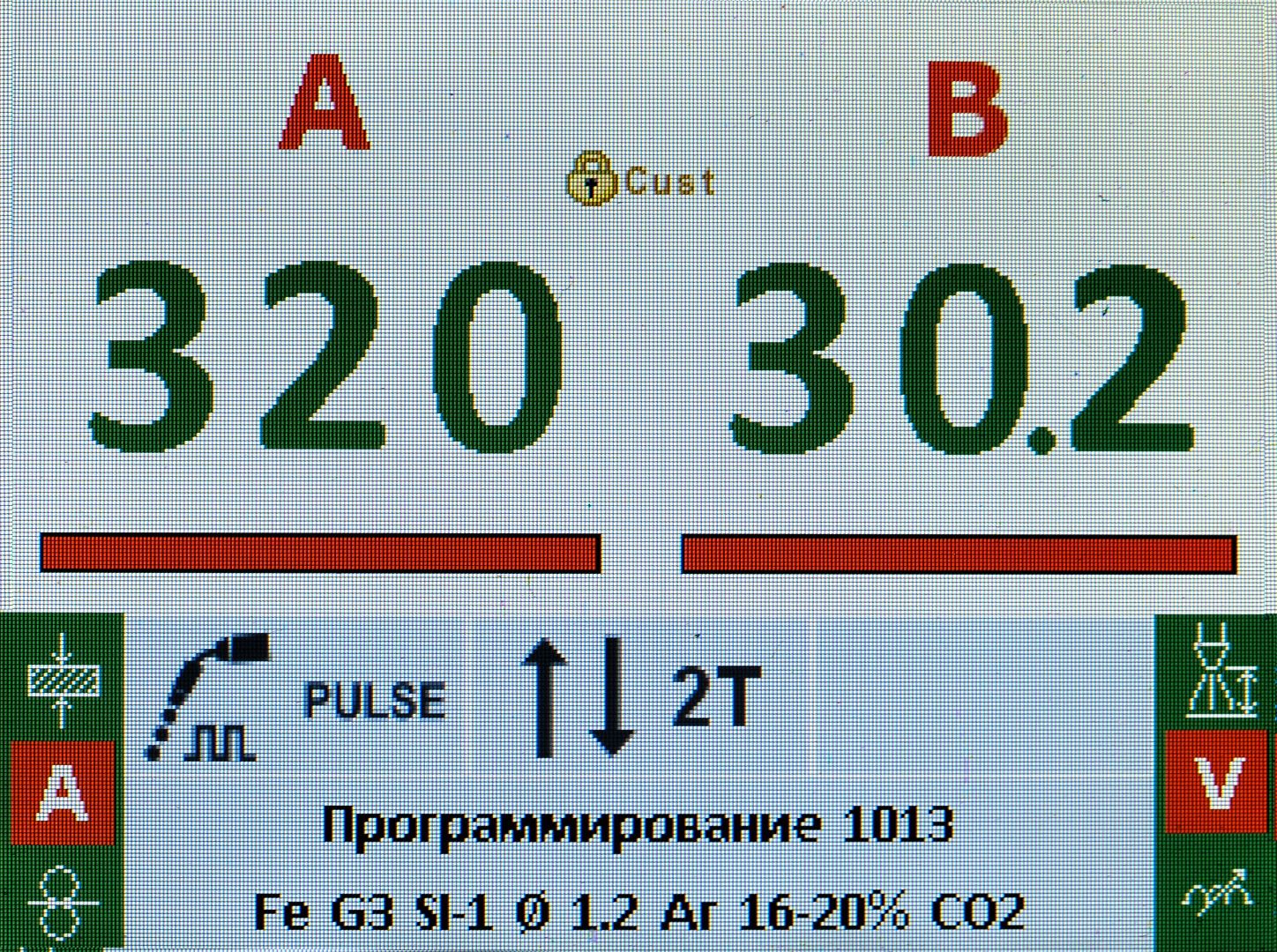
Более всего для контроля параметров импульса подходят аппараты с синергетической системой управления. Такие аппараты позволяют не только настраивать основные параметры сварочного процесса: величину фонового и импульсного тока, времени их протекания, длину дуги и т.д., но и отталкиваться от предустановленных программ, рассчитанных специально под конкретные данные, как свариваемого материала, так и используемых «расходников»: состава газовой защиты и присадочной проволоки. Подобные настройки хорошо заметны на приведённых ниже изображениях меню аппарата CEA DIGITECH .
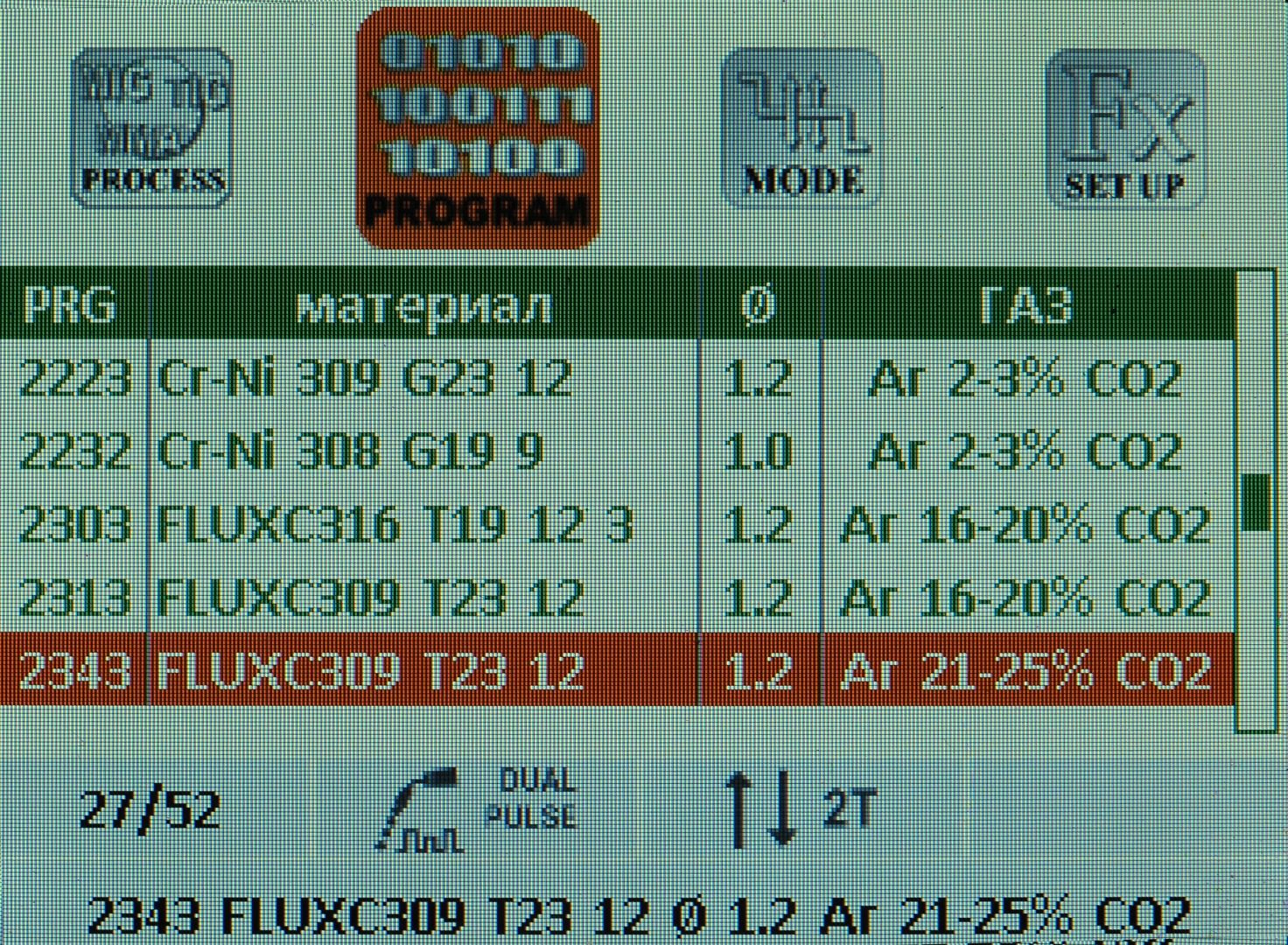
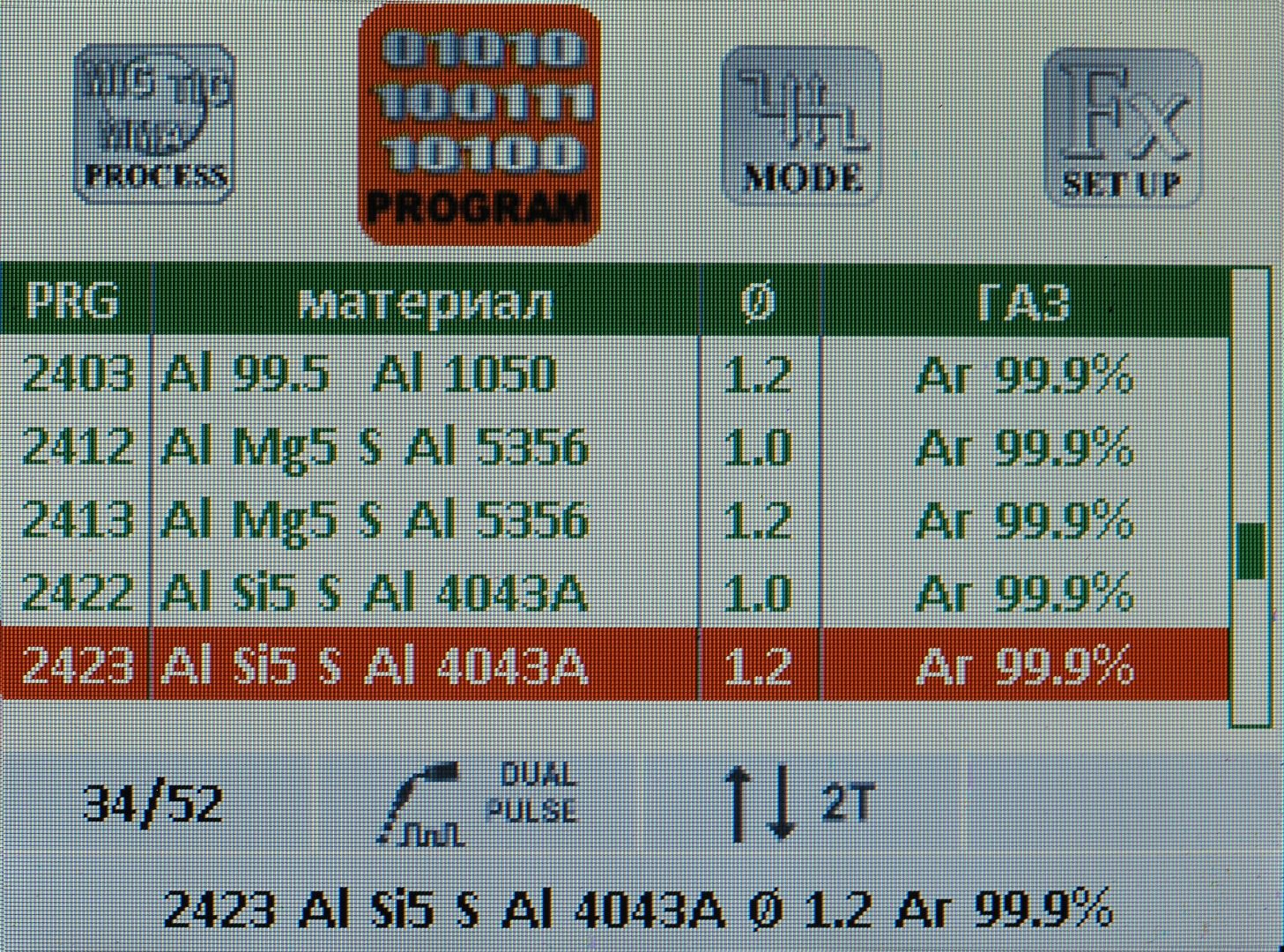
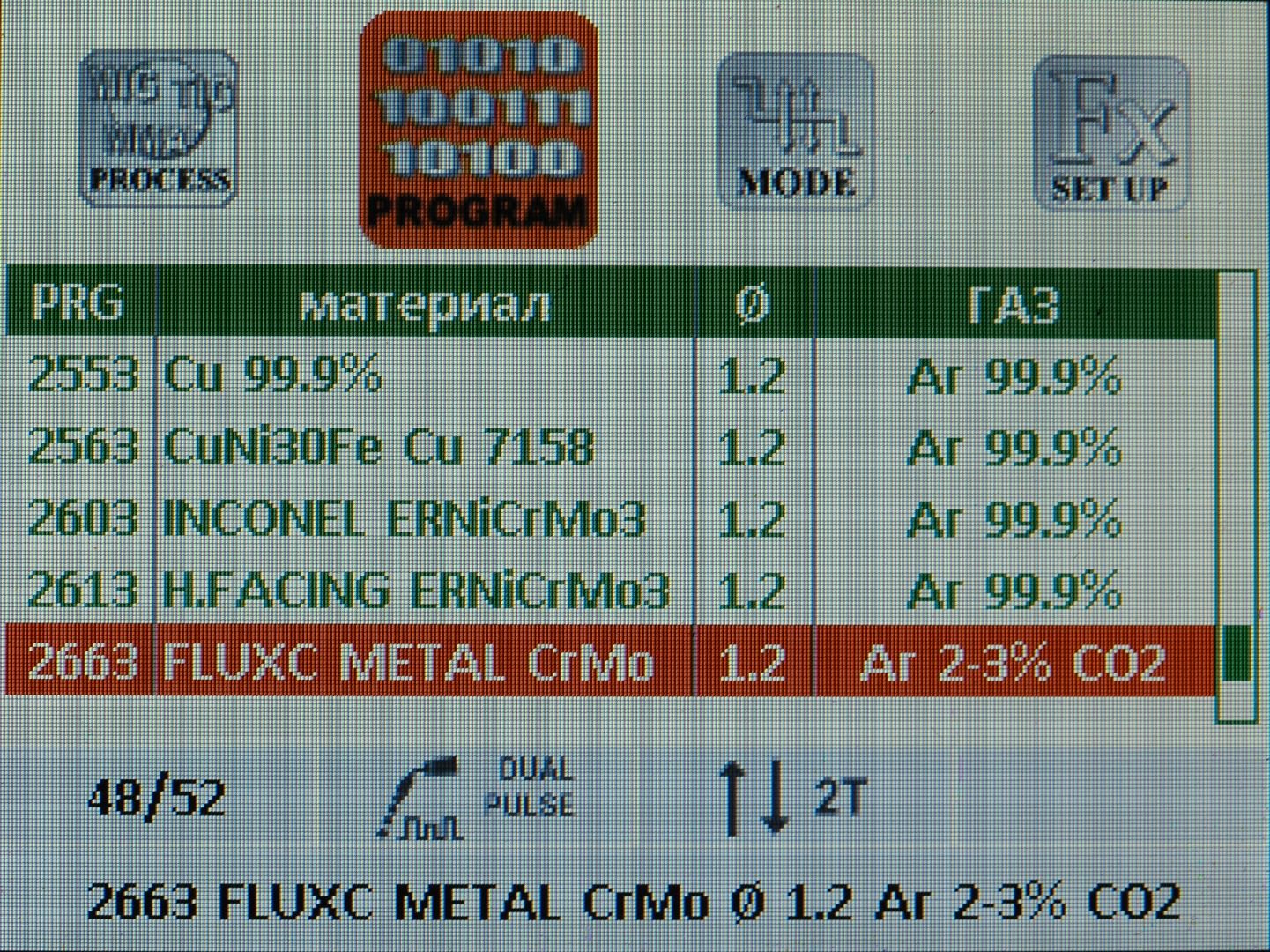
Меню выбора программ для сварки различных материалов аппарата DIGITECH
Основные преимущества импульсного режима MIG/MAG сварки:
• Она позволяет добиться плавной, без брызг сварки на средних токах (50-150A), которые иначе подходят только для сварки короткой дугой с непериодичной подачей металла в зону сварки и, как следствие, появление брызг металла.
• Импульсная передача является промежуточной между струйным переносом и сваркой короткой дугой, которая может быть слишком "холодной" (из-за прерывистого образования электрической дуги, дуга эффективно 'выходит' между каждым циклом плавления). Это делает его идеальным для сварки больших толщин, где необходим контроль тепловложения, но для которых струйный перенос будет уже слишком "горячим".
• Импульсный режим MIG сварки позволяет сваривать при более высоких скоростях там, где погружённая дуга или струйный перенос не применимы.
• Возможность перехода капельного переноса в мелкокапельный и струйный.
Двойной импульс
Сутью MIG/MAG процесса с двойными импульсами является модулирование высокочастотного несущего сварочного тока, вырабатываемого силовым инвертором, с низкочастотными импульсами, которые формируются вторичным инвертором. При этом существенно изменяется форма импульса и соотношения ток/пауза.
За счет изменения формы импульса и угла наклона фронта волны импульса появляется возможность получения управляемого мелкокапельного переноса в режиме короткого замыкания.
Режим короткого замыкания характеризуется плавным перетеканием капли с конца электродной проволоки в сварочную ванну.
Размер капли практически соответствует диаметру электродной проволоки, что позволяет уменьшить размер ванны жидкого металла и улучшить растекание капли в ванне. Уменьшение размера ванны ведет к правильному равномерному формированию обратного валика, повышая качество корневого прохода и улучшая условия сварки тонкого металла.
При работе с тавровыми швами двойной импульс тока позволяет получить шов с вогнутым катетом и избежать появления вероятных концентраторов напряжений в зоне сплавления.
Что касается системы настроек режима сварки, то она, прежде всего, зависит от назначения аппарата, цены и, если есть возможность, предустановленных программ, расширяющих функции. Так, аппарат СЕА DIGITECH , помимо наглядного интуитивно понятного меню, обладает гибкими настройками параметров сварки как импульсной, так и двойным импульсом на всех этапах процесса.
Регулировочные параметры отображены квадратами, настраиваемый параметр подсвечен зелёным.
Слева направо: предварительная подача газа, стартовая скорость, горячий старт, начальный ток, начальная длина дуги, начальное нарастание, конечное затухание, конечный ток, конечная длина дуги, растяжка дуги, послесварочный газ.
Диаграмма двойного импульса с настройками: первая модуляция (от I1 до I2), разность токов двойного импульса, длительность двойного импульса, баланс двойного импульса, частота двойного импульса, вторая модуляция (от I2 до I1).
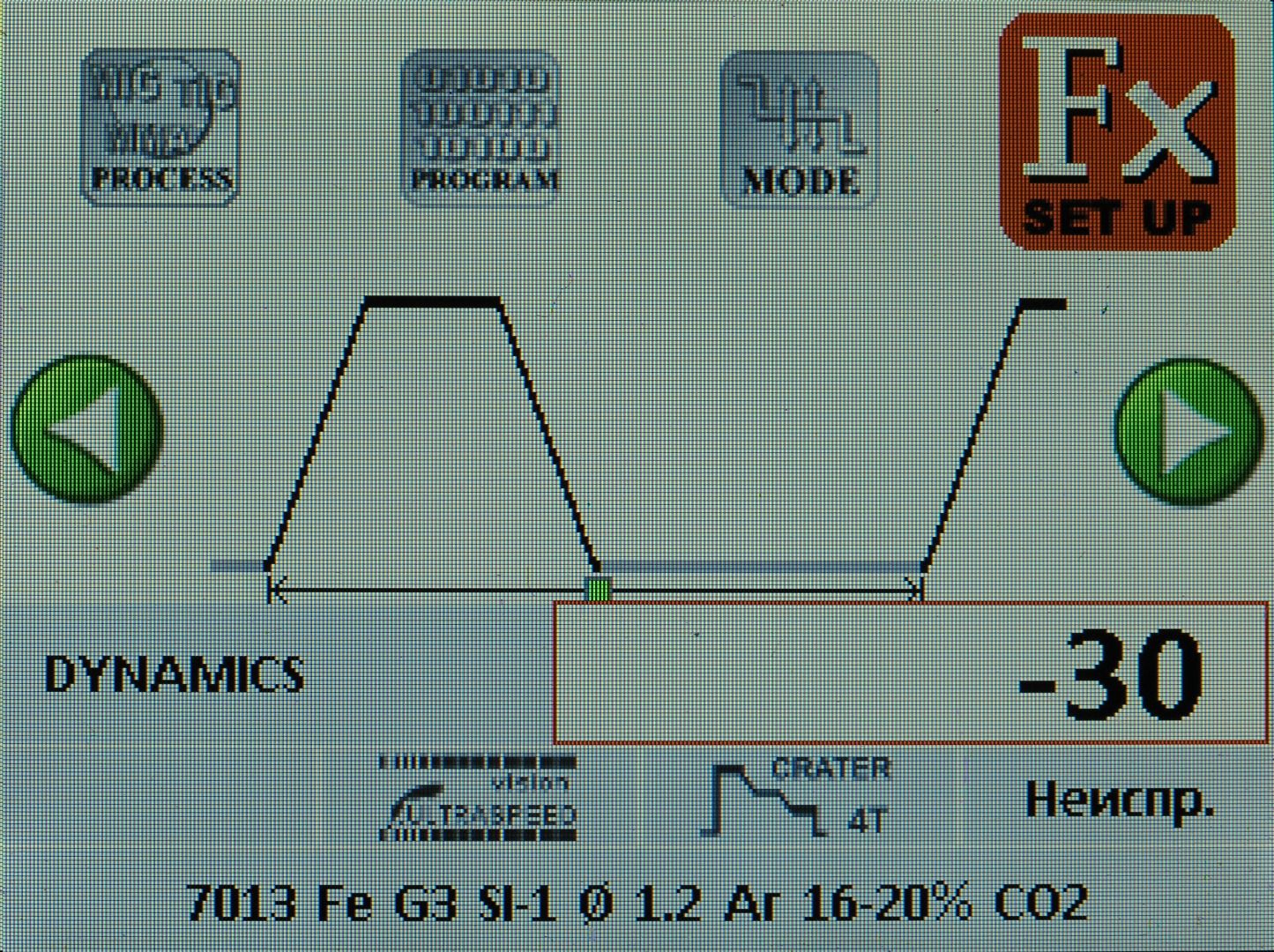
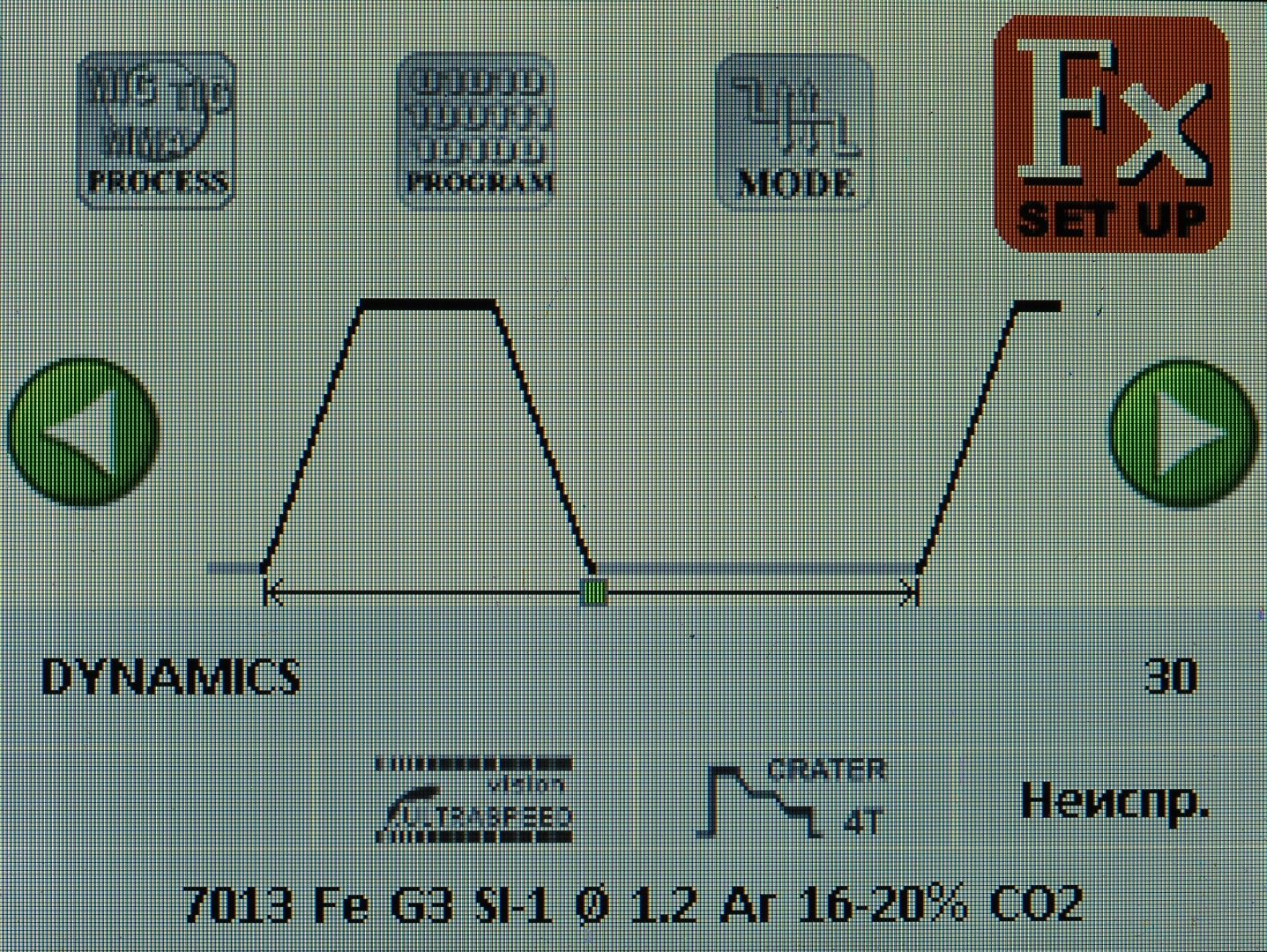
Регулировка динамики/частоты импульса для режима ULTRASPEED (специальная функция полуавтоматов СЕА).
В линейке СЕА следующие аппараты имеют возможность полуавтоматической сварки MIG / MAG с использованием импульса/двойного импульса: DIGISTAR 250 , DIGITECH VISION PULSE 5000 . C описанием аппаратов Вы можете ознакомиться, просто нажав на интересующую модель.
Импульсные сварочные полуавтоматы
Малогабаритный универсальный сварочный полуавтомат TRITON ALUMIG 200 SPULSE SYNERGIC позволяет выполнять сварку в режиме MIG/MAG, TIG и MMA. Инвертор поддерживает импульсный режим сварки в режиме MIG/MAG, что позволяет сваривать алюминий (чистый и сплавы), сталь, нержавеющую сталь, медь, чугун, никель с более высоким качеством соединения, по сравнению с классической полуавтоматической сваркой. Возможность регулировать индуктивность дуги, управлять предварительной и финишной продувкой газа, режим Burn-back и 2Т/4Т позволяют добиться полного контроля над сварочным соединением и высокого качества шва. А запрограммированный Job List сокращает время настройки инвертора и определяет его как профессиональный источник для работ высокой сложности.
Универсальный сварочный полуавтомат с двойным пульсом TRITON ALUMIG 250P DPULSE SYNERGIC предназначен для сварки в режимах MIG/MAG PULSE и MMA. Инвертор подходит для сварки алюминия (чистого и сплавов), стали, меди, чугуна и никеля. Двойной импульсный режим, реализованный в аппарате, позволяет сваривать заготовки с более высоким качеством соединения, чем при использовании классической полуавтоматической сварки.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, сварки металлов медной проволокой CuSi, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Аппарат предназначен для полуавтоматической сварки MIG/MAG Pulse, аргоно-дуговой сварки на постоянном токе TIG DC и сварки покрытыми электродами ММА.
Профессиональный многофункциональный сварочный полуавтомат VIKING MIG 200 DOUBLE PULSE SYNERGIC PRO предназначен для использования в широком диапазоне сварочных видов работ.
START ALUWELD 200 MIG PULSE это инверторный сварочный аппарат нового поколения с импульсным режимом и синергетическим управлением
Профессиональный многофункциональный сварочный полуавтомат VIKING MIG 200 DOUBLE PULSE SYNERGIC предназначен для использования в широком диапазоне сварочных видов работ.
Полуавтомат с двойным пульсом и синергетическими настройками управления. Наличие слотов памяти и предустановленных программ для сварки алюминия и стали в среде углекислого газа и в сварочной смеси. Дополнительная функция TIG и MMA сварки. Гарантия 2 года.
SKYWAY 350 DUAL PULSE – 3-х фазный синергетический инвертор для полуавтоматической сварки стальной проволокой в среде инертного/активного защитного газа MIG-MAG, а также для ручной дуговой сварки штучным электродом MMA.
Инверторный многофункциональный цифровой полуавтомат с синергетическим управлением, созданный для промышленных предприятий среднего и тяжёлого машиностроения. Синергетические программы аппарата адаптированы для работы со диаметрами проволок от 0.8 мм до 1.6 мм и с большим количеством защитных газов и смесей.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, сварки металлов медной проволокой CuSi, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе
Мощный сварочный инвертор TRITON ALUMIG 500P Dpulse Synergic DW – многофункциональный аппарат, который гарантирует чистую и точную сварку алюминия (чистого и сплавов), стали, нержавеющей стали, меди, никеля и чугуна с качественной проваркой корня шва.
Универсальный сварочный полуавтомат с двойным пульсом TRITON ALUMIG 250P DPULSE SYNERGIC 380v предназначен для сварки в режимах MIG/MAG PULSE и MMA. Инвертор подходит для сварки алюминия (чистого и сплавов), стали, меди, чугуна и никеля. Двойной импульсный режим, реализованный в аппарате, позволяет сваривать заготовки с более высоким качеством соединения, чем при использовании классической полуавтоматической сварки.
Представляем Вашему вниманию сварочный инверторный аппарат PICOMIG 180 PULS для полуавтоматической сварки MIG/MAG.
SKYWAY 350 DUAL PULSE – 3-х фазный синергетический инвертор для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для ручной дуговой сварки штучным электродом MMA, а так же для аргонодуговой сварки в режиме TIG DC.
Helvi TP 220 XL Pulse - многофункциональный сварочный инвертор MIG Pulse/TIG/MMA c синергетическим управлением. Аппарат предназначен для полуавтоматической сварки MIG/MAG Pulse, аргоно-дуговой сварки на постоянном токе TIG DC и сварки покрытыми электродами ММА.
Профессиональный полуавтомат MULTIMIG200 PFCDUAL PULSE SYN – мощный источник сварки с двойным импульсным режимом и синергетическим алгоритмом управления, что делает работу максимально эффективной и качественной.
Инверторный сварочный полуавтомат AuroraPRO SKYWAY 350 DUAL PULSE с водяным охлаждением и выносным подающим механизмом – это 3-х фазный аппарат, используемый для полуавтоматической сварки MIG-MAG, ручной дуговой сварки MMA и сварки в режиме TIG DC
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, меди, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Сварочный инверторный аппарат PHOENIX 355 PROGRESS PULS для импульсной полуавтоматической сварки MiG/MAG, стандартной полуавтоматической сварки MiG/MAG, сварки покрытым электродом MMA и сварки неплавящимся электродом TIG DC.
Универсальный трехфазный инверторный источник питания с максимальным током 300 Ампер для MIG-MAG, MMA и TIG LIFT DC сварки.
Полуавтоматы МС-501 МX Pulse являются сложной высокотехнологичной установкой с инверторным источником питания, основой которого служат высокочастотные преобразователи последнего поколения – модули IGBT.
SAGGIO MIG 500-NS DOUBLE PULSE — инверторный сварочный полуавтомат с полностью цифровым управлением, построенный на новейших IGBT модулях, предназначен для широкого использования в автоматизации сварочных процессов, в отраслях по производству различных стальных конструкций.
На строительной площадке, при монтаже, в мастерской или в заводском цеху - cоответствующий аппарат оснащен для использования в любом месте и для решения любой задачи.
FUBAG INMIG 500 T DW SYN PULSE – промышленный сварочный полуавтомат, оснащенный выносным 4-х роликовым механизмом подачи проволоки DRIVE INMIG и горелкой FB 400
Инверторный аппарат EWM Picomig 355 puls TKG с поддержкой нескольких методов импульсной сварки с простой однокнопочной панелью управления Synergic и интегрированным приводом механизма подачи проволоки.
Инверторный аппарат для импульсной сварки постоянным током, с жидкостным охлаждением с двумя отдельными устройствами подачи проволоки Мультипроцесс: Сварка MIG/MAG, сварка TIG с контактным зажиганием, сварка стержневыми электро-дами и строжка Строжка угольным электродом сечением до 13 мм² (551) Очень большие резервы мощности позволяют применять длинные промежуточные пакеты шлангов: 70 мм² до 30 м 95 мм² до 40 м Декомпактное, передвижное исполнение под кран и штабелер Progress: Настройка всех параметров сварки и функций, а также индикация параметров сварки на устройстве подачи проволоки, однокнопочное управление (Synergic) – удобная регулировка рабочей точки, запрограммированные сварочные задания (JOBs), выбор из списка сварочных заданий (JOB) Более эффективная сварка с применением технологий forceArc и rootArc Возможность подключения дистанционного регулятора (кроме R40) и функциональной горелки Оснащены серийными интерфейсами для соединения с ПК 4-роликовый подающий механизм для стальной проволоки 1,0 мм + 1,2 мм Мощная система охлаждения с центробежным насосом, пневматическим выключателем и большим баком емкостью 12 л.
Мощное трехфазное сварочное оборудование размером всего в один механизм подачи проволоки: это главная особенность CONVEX MOBILE 255 PULSE, инновационного многопроцессорного синергетического оборудования для сварки в режимах MIG / MAG, MMA и TIG с режимом «Lift».
Модульный инверторный аппарат для импульсной сварки MIG/MAG с отдельным механизмом подачи проволоки
Современный энергоэффективный источник питания FastMig Pulse 450 обеспечит оптимальное техническое и экономическое решение вне зависимости от того, какие задачи сварки стоят перед вами. Ему доступны следующие сварочные процессы: стандартные, 1-MIG, импульсная сварка, сварка с двойными импульсами и MIG/MAG.
Полуавтоматы МС-351 МX Pulse являются сложной высокотехнологичной установкой с инверторным источником питания, основой которого служат высокочастотные преобразователи последнего поколения – модули IGBT.
Инверторный сварочный полуавтомат TELWIN Inverpulse 60.30 Wave - микропроцессорное многофункциональное сварочное оборудование MIG-MAG / FLUX / BRAZING / MMA / TIG DC-Lift с 4-х валковым механизмом подачи проволоки
Линейка универсальных промышленных полуавтоматов Fubag расширилась новой флагманской моделью XMIG 500T DW PULSE LCD. Наличие специальных сварочных процессов и импульсного режима повышают качество и производительность сварки при решении технологически сложных производственных задач
Сварочные аппараты сериии ТСС PULSE PMIG - это многофункциональные цифровые аппараты для импульсной полуавтоматической сварки широкого спектра металлов.
Особенности и технология импульсной сварки
Импульсная сварка – одна из методик, нашедших широкое применение в монтаже трубопроводов и строительстве. В статье пойдет речь о том, что собой представляет такая сварка, какими достоинствами и недостатками обладает. Кроме того, мы рассмотрим основные нюансы ее выполнения.


Что это такое?
Основой импульсной сварки является электродуговой метод сваривания в защитных газах. Однако подача тока в данном случае идет в импульсном режиме. В ходе процесса происходит накладывание дополнительных импульсных токов на сварочный ток. Причем его сила составляет 10-15% от импульсного тока. Соединение происходит из-за запаса энергии аккумулятора, подключенного к электроцепи. По сути, это образование шва ровными каплями расплава. При использовании тока в фоновом режиме за счет импульсов происходит увеличение силовой нагрузки. На электроде образуются равномерно падающие капли расплава. Согласно ключевому правилу методики 1 импульс равен 1 капле, отрывающейся от электрода, ввиду сужения электродинамических сил.
Методика обеспечивает неразъемность соединений металлов с разнородным составом. В ходе ее выполнения используют расходники и импульсный сварочный аппарат, за счет которого дозируется энергия сварочных импульсов. Расходниками при такой сварке являются плавкие и неплавкие электроды. Технология подразумевает регулировку пауз между каплями. Благодаря этому можно обеспечить контроль за формой соединения, ходом образования ванны и параметрами образующегося валика. Самостоятельный выбор режима сварки – ее ключевая особенность.
Эту методику изобрели и разработали как улучшенную версию электродуговой сварки с целью устранения ее недостатков.
Плюсы и минусы
Ключевыми достоинствами импульсной сварки являются:
- возможность контроля дуги и управления рабочим процессом;
- чистота сварки при соединении металлов любого типа;
- качество результата при работе без высокой квалификации;
- низкая доля вероятности прожигания металла;
- экономичность расхода дополнительных материалов.
В работе используют сварочные аппараты, благодаря которым удается ускорить провар. Это актуально при сварке тонких алюминиевых листов. Причем образующиеся валики отличаются равномерностью и ровностью кромок. Такие швы не нужно зачищать. Кроме того, можно не бояться и непроваров. Вероятность брака при подобной сварке практически исключена. Это возможно только в случае нестабильности напряжения, и то – в исключительных случаях. Наряду с достоинствами, у сварочных работ в импульсном режиме есть и недостатки.
Например, этой сваркой нельзя пользоваться на больших площадях. Кроме того, в процессе работы нагревается преобразователь. Поэтому приходится заботиться о системе охлаждения.
Еще одним минусом является высокая цена приборов промышленного назначения. К тому же не все модели рассчитаны на бытовое применение.
Читайте также: