Аппарат для сварки отводов пнд
Обновлено: 16.05.2024
На сегодняшний день полимеры и пластики обширно используются практически во всех сферах деятельности человека. Особой популярностью сегодня пользуется полиэтилен низкого давления (ПНД). Из него изготавливается основная часть трубопроводов. Главное преимущество труб ПНД- это лёгкость монтажа, он может выполняться одним человеком благодаря небольшому весу труб по сравнению с трубами из металла.
В данном разделе рассматриваются стыковые аппараты для сварки пластиковых труб. Метод стыковой сварки является наиболее распространенным и эффективным. Его используют в не зависимости от типа прокладки труб. На рынке большой ассортимент аппаратов для сварки пластиковых труб разных производителей. В компании Инжпласт мы готовы предоставить вам выгодные цены на следующие аппараты для сварки пластиковых труб:
- Georg Fischer (Италия);
- Yuda Plastic (Китай);
- Hochweld (Турция);
- Робу(Россия);
- Волжанин (Россия);
- Turan Makina (Турция);
- Erbach (Германия);
- Suda (Китай)
- HDC (Китай)
Сварка встык и ее особенности
Сам стыковой сварочный аппарат для сварки пластиковых труб – это паяльник, с набором специальных насадок-колец. Диаметры насадок совпадают со стандартными размерами спаиваемых труб. Данный аппарат спаивает трубы от 40 диаметра и выше. Соединение труб происходит за счет нагрева торцов труб с дальнейшим соединением их под давлением. Расплавленный пластик образует литое соединение, которое по прочности не уступает цельной трубе. Для того чтобы соединить трубу с помощью стыковой сварки концы труб плотно фиксируют в специальных фиксаторах аппарата. Перед началом сварки встык необходимо подготовить трубы. С помощью торцевателя подготавливают края трубы, после этого их оплавляют и стыкуют. Для этого используют торцеватель, чтобы трубы вплотную прилегали друг к другу.
После того как труба подготовлена можно приступать к сварке. Сварочный аппарат нагревают до определенной температуры, указанной в инструкции, или в соответствии со специальной таблицей, в которой рассчитана необходимая температура для каждого диаметра труб. Не следует прилагать больших усилий для сжатия концов труб, в противном случае внутри в месте соединения труб образуется слишком большой грат, это в несколько раз ухудшит показатели трубопровода в эксплуатации. Чтобы этого не произошло, важно строго соблюдать табличные данные, где для каждого диаметра труб указываются: температура нагрева, усилия, давление, время, которое затрачивается на стыковку, а затем, и остывание. После того как шов остынет, фиксаторы снимают и трубы извлекают из аппарата для сварки пластиковых труб.
Купить сварочный аппарат для пластиковых труб в Инжпласт
Мы готовы предложить вам самый выгодные условия на поставку сварочных аппаратов для пластиковых труб, к преимуществам покупки у нас можно отнести:
- Широкий ассортимент сварочных аппаратов;
- Бесплатная доставка по России транспортной компанией;
- Цены ниже завода производителя;
- Большой опыт использования данной продукции, и вследствие возможность консультации по использованию;
- Гарантия качества;
- Возможность покупки в лизинг.;
Также крайне рекомендуем ознакомиться с нашими предложениями на на электромуфтовые сварочные аппараты. По любым возникшим вопросам обращайтесь в нашим менеджерам любым удобным для вас способом.
Электромуфтовая сварка
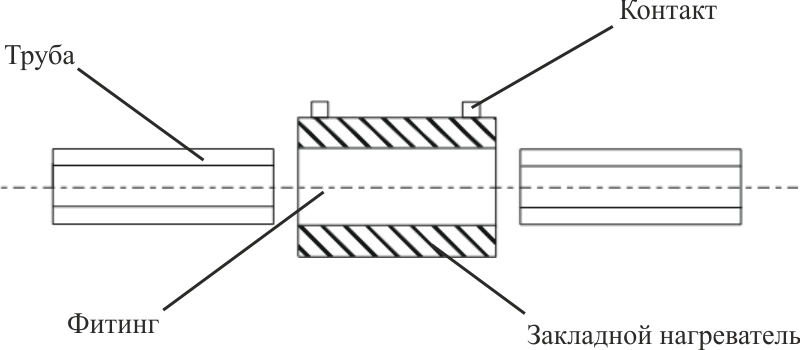
Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
Процесс сварки пластиковых труб с помощью электросварных фитингов (чаще всего – полиэтиленовых, реже технология используется для полипропилена и других материалов) состоит в соединении труб с помощью закладных нагревателей (металлическая спираль, установленная внутри пластиковой соединительной детали – фитинга). Сварочный аппарат подключается к контактам фитинга и подает на спираль ток строго определенных параметров. Выделяемое при этом тепло расплавляет полиэтилен, материал пластифицируется и соединяет свариваемые элементы, заполняет пространство между ними. После остывания и кристаллизации полиэтилена трубы и соединительная деталь образуют единую конструкцию. Получающееся с помощью данной технологии сварное соединение считается наиболее надежным вариантом сварки ПЭ труб.
Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Низкая стоимость электромуфтовых сварочных аппаратов: по сравнению с аппаратами для сварки встык цена оборудования может быть ниже на порядок, особенно это актуально для труб больших диаметров;
- Оборудование для электромуфтовой сварки легче, компактнее и универсальное. Работы по сварке могут вестись в стесненных условиях, где нет возможности выполнить сварку встык, в том числе при ремонте существующих сетей. Кроме того, при использовании электросварных фитингов становится возможной сварка трубопроводов не только в горизонтальной плоскости, но и под различными углами, в том числе наклонных и вертикальных участков.
- Немаловажный момент: технологический процесс электромуфтовой сварки выполнить значительно проще, чем сварку встык. Это сводит к минимуму вероятность человеческой ошибки. Собственно, сам процесс сварки выполняется сварочным аппаратом автоматически. Большее значение здесь приобретает правильное выполнение подготовительных операций: фиксация свариваемых элементов, зачистка и обезжиривание рабочих поверхностей и т.п.
- Сварка закладными нагревателями позволяет соединять между собой элементы с разными SDR и изготовленные из разных композиций полиэтилена (PE80, PE100 и т.д.).
- При электромуфтовой сварке, в отличие от сварки встык, не образуется внутренний грат (выдавленные внутрь валики расплавленного материала) – пропускная способность трубопровода не снижается.
Видео сварки муфт ПНД:
Рекомендации к процессу муфтовой сварки напорных ПЭ трубопроводов
Электромуфтовую сварку необходимо выполнять в соответствии с инструкциями производителя используемого фитинга, действующими национальными правилами и нормативными документами, а также с учетом следующих общих рекомендаций:
- Подготовьте зону сварки: она должна быть защищена от атмосферных осадков, ветра, песка, пыли, чрезмерно низких или высоких температур (не ниже -10°C и не выше +40 °С). При необходимости воспользуйтесь защитной палаткой для сварки с установленными в ней обогревателями.
- Очистите концы труб от загрязнений.
- Обрежьте трубы перпендикулярно оси (отклонение от перпендикуляра не должно превышать 0,5 толщины стенки трубы). Для резки пластиковых труб допускается использовать специальные труборезы, либо не требующие смазки режущих элементов пилы.
- Если присутствует овальность труб (разность между максимальным и минимальным наружным диаметром), используйте приспособления для скругления (скругляющие накладки, калибровочные зажимы, позиционеры с функцией скругления). Овальность не должна превышать значения, установленные нормативными документами.
- Проверьте соответствие фитинга типу трубы (по диаметру и SDR).
- С помощью маркера отметьте на концах трубы зону сварки на длину не менее 0,5 длины муфты от торца трубы, либо зону зачистки в месте установки седелки (при использовании седелок).

Угол излома труб и фитинга не должен превышать 5 градусов. Чтобы избежать выхода расплавленного материала из зоны сварки, не допускается оказывать любую механическую нагрузку на трубы и фитинги до остывания сварного соединения. По этой причине использование позиционеров особенно актуально при сварке труб, поставляемых в бухтах, а также при сварке фитинга и участка трубы рядом с точкой выхода трубопровода, проложенного методом направленного бурения. В случае сварки седелок – установите их в соответствии с инструкциями производителя. При наличии у седелки резьбовых соединений закручивайте их до конца (во избежание деформации при нагреве после расширения материала)
Стыковые сварочные аппараты для полиэтиленовых труб
Сварочные аппараты для стыковой сварки полиэтиленовых труб и фитингов диаметром до Ø1200 мм марки Nowatech
Уже более 20 лет под брендом Nowatech в Польше выпускается профессиональное оборудование, предназначенное для качественной сварки полимерных труб и фитингов, в том числе полиэтиленовых (ПЭ, ПНД, PE-RT). Аппараты для сварки встык отличаются простотой управления, скрупулезно продуманной конструкцией, эргономичным дизайном. Цена на оборудование на сегодняшний день остается наиболее привлекательной среди аппаратов европейского производства.
Завод выпускает четыре серийных модификации сварочных машин:
- аппарат оснащен 4-мя зажимами и позволяет, не смотря на отсутствие гидропривода, выполнять сварку напорных ПЭ трубопроводов, в том числе SDR17 и SDR11;
- зажимы сводятся с помощью зубчатой передачи, усилие измеряется пружинным динамометром;
- нагреватель управляется кнопками встроенного в рукоятку электронного контроллера с функцией таймера;
- параметры сварочного процесса приведены в прилагающейся таблице.
от 330 000 ₽
- управление гидроцилиндрами осуществляется при помощи рычага;
- параметры сварочного процесса отображены в таблице, давление регистрирует манометр, временные интервалы отмечает секундомер;
- аппарат можно оборудовать прибором протоколирования Nowatech RZEN-2000.
от 584 250 ₽
3 Nowatech ZHCN-E – полуавтоматические гидравлические стыковые сварочные аппараты с электронным управлением и функцией протоколирования параметров сварки
- управляющая программа выводит на дисплей пошаговые руководства для оператора;
- встроенная память вмещает до 3-х тысяч сварочных протоколов;
- зафиксированный протокол можно передать на ПК, на флэш-накопитель или непосредственно на принтер для печати.
от 853 375 ₽
- "человеческий фактор" сведен к минимуму;
- электронная память фиксирует и хранит до 4 тысяч протоколов;
- предусмотрен USB-порт для скачивания протоколов на компьютер, мобильный носитель или передачи на принтер прямо на объекте;
- модель можно оснастить устройством для автоматического выброса нагревателя, в этом случае она будет классифицироваться как аппарат с высокой степенью автоматизации.
от 1 040 500 ₽
Основные элементы аппаратов стыковой сварки Nowatech

Центратор UMSN/UMSN-R
Центраторы сварочных аппаратов Nowatech имеют относительно малый вес. Часто это позволяет осуществлять погрузку и транспортировку аппарата к месту сварки вручную в тех случаях, когда для транспортировки аппаратов других производителей уже потребуется специальное подъемное оборудование.

Торцеватель FRDN
Устройство обладает легковесной алюминиевой конструкцией. Ножи торцевателя заточены с обеих сторон. В случае, если одна из сторон затупилась, лезвие можно перевернуть на 180° и использовать вторую сторону. На каждом торцевателе имеется надежная страховочная система для исключения случайного запуска вне центратора.

Нагреватель PGEN
Нагреватели аппаратов для сварки встык Nowatech оборудованы сменным покрытием из PTFE ткани. Данный материал обеспечивает исключительную легкость отрыва торцов свариваемых труб от нагревателя, в том числе при сварке труб большого диаметра – никаких специальных приспособлений не требуется.
Температуру нагревателя регулирует микропроцессорная система.

Стенд PNRN для размещения нагревателя и торцевателя
Стенд обеспечивает удобство транспортировки компонентов, защиту от загрязнений, притупления ножей торцевателя во время перевозки. Тепловые экраны уменьшают время, за которое нагреватель достигает заданной температуры, и оберегают оператора машины от ожогов.
Как работают аппараты стыковой сварки полиэтиленовых труб
Сварка ПЭ труб и фитингов встык – это соединение 2-х торцов полимерных изделий, нагретых до нужной температуры, с последующим сжатием нагретых торцов с соответствующим усилием, без применения дополнительных соединяющих элементов. Условием правильного выполнения процесса сварки встык является обеспечение технологического контроля параметров, таких как:
- усилие прижима (достигается путем регулирования давления в гидроцилиндрах сварочного аппарата);
- температура нагрева;
- продолжительность последовательных этапов технологического процесса.
Процесс стыковой сварки труб может быть разбит на пять основных этапов:
- Подготовка труб. Установка и закрепление труб в центраторе и на роликовых опорах. Определение давления перемещения, затем – процедура торцевания.
- Предварительный нагрев (до возникновения начального грата) и основной нагрев.
- Извлечение нагревателя.
- Соединение труб и достижение давления сварки.
- Охлаждение сварного соединения.
Свариваемые трубы (фитинги) должны быть выполнены из одного материала (PE80, PE100, PERT и пр.), совпадать по диаметру и SDR, а также принадлежать к одному классу давления.
Компания «ПЭСВАР» предлагает лучшие цены на стыковые сварочные аппараты марки Nowatech всех представленных в каталоге моделей.
Аппараты стыковой сварки пнд труб
Применение сварочных аппаратов стыковой сварки пластиковых труб ПЭ И ПНД
- Сварка труб [плоским] нагретым инструментом встык (академическое название), чаще называемая стыковой сваркой труб – один из трех методов сварки пластиковых труб с прочностью сварного соединения не ниже прочности свариваемых деталей (фактор сварки ≥1).
- Два других метода – раструбная сварка и электромуфтовая сварка.
- Сварка встык наиболее выгодна для напорных трубопроводов сравнительно больших диаметров, при их горизонтальном расположении, особенно при наличии длинных прямых участков.
- Поэтому наиболее часто применяется при монтаже наружных полиэтиленовых газопроводов и водопроводов. Для разветвления трубопровода используют литые или сварные фасонные изделия с трубными (не раструбными) концами.
- Стыковые аппараты для полиэтиленовых труб с равным успехом сваривают трубы из: ПП, ПЭ, ПЭ100, ПБ, ПВДФ и ПВХ.
- Однако для этих материалов более целесообразными чаще оказываются другие методы соединения.
Конструкция аппаратов для стыковочной сварки полиэтиленовых труб
Требования к сварочному аппарату стыковой сварки определены в ISO 12176-1 и идентичном ГОСТ Р ИСО 12176-1 и сводятся к следующему:
• фиксировать соосно (с нормативной точностью) подвижное и неподвижное свариваемые изделия;
• перемещать подвижное изделие с нормативной скоростью;
• контролировать усилие прижима торцов с нормативной точностью;
• торцевать изделий (выравнивать торцы) с нормативной параллельностью;
• обеспечить нормативную точность нагрева плоского нагревателя (т.н. сварочного зеркала), который в свою очередь обязан иметь антиадгезионное покрытие с шероховатостью не выше нормативной;
• иметь достаточную прочность конструкции, чтобы в любых режимах сохранить соосность свариваемых изделий в пределах допуска.

Состав стыкового сварочного аппарата полиэтиленовых труб ПНД и ПЭ Tecnodue:
- Электронный термостат (TLK-39 опционально)
- Цифровой термометр на зеркале
- Микроконтакт защиты сварочного торцевателя
- Ограничитель торцевателя для торцовки одной стороны пнд трубы
- Щелчковые редукционные вкладыши располагаются на центраторе (изготовлены из Силумина *) для крепления меньшего диаметра пластиковых труб (быстрый монтаж)
- Система подключения 3 хомута станка сварочного
- Система отрыва сварочного зеркала (применяется для отделки "прилипшего" нагревательного элемента от торцов труб)
- Гидравлическая станция с монометром, плавной регулировкой клапана и клапана байпас
- БРС влагозащищенный

Все продаваемые машины для стыковой сварки с автоматической центровкой соответствуют стандартам и соответствуют нормативным требованиям ( UNI 10565 и нормативным документам CE).
Требования ISO и ГОСТ жесткие, выполнять их – дорого, в реальности их выполняют считанные мировые производители оборудования.
Таблица подбора аппарата с гидравлическим приводом Tecnodue по диаметру трубы ПЭ
| Модель стыкового аппарата PT | Диапазон свариваемых диаметров полиэтиленовых труб, D / мм |
| PT 125 | 40-125 |
| PT 160 | 40-160 |
| PT 200 | 63-125 |
| PT 250 | 63-250 |
| PT 315 | 90-315 |
| PT 355 | 90-355 |
| PT 500 | 200-500 |
| PT 630 | 315-630 |
| PT 800 | 450-800 |
| PT 1000 | 630-1000 |
| PT 1200 | 630-1200 |
| PT 1600 | 1000-1600 |
Степень автоматизации стыковых сварочных аппаратов с гидравлическим и механическим приводом
- Согласно СП 62.13330 и ГОСТ Р ИСО 12176-1, аппараты для стыковой сварки полимерных труб могут иметь 3 основных степени автоматизации. В переводе с "бюрократического" языка на русский:
- "С ручным управлением", или "Низкая" степень автоматизации – когда оператор определяет сварочные параметры (температура, давление, время) по сварочной таблице, без всяких гаджетов, и вручную управляет аппаратом.
- "Средняя" – когда на аппарат установлен электронный навигатор-протоколер с обратными связями. Оператор вручную управляет аппаратом, но навигатор указывает оптимальные сварочные параметры и следит за их соблюдением. Затем сохраняет в памяти параметры сварочного цикла в виде протокола.
- "Высокая" – когда электронный модуль управления не только вычисляет оптимальные параметры и протоколирует сварочный цикл, но и непосредственно управляет исполнительными механизмами аппарата.
Таблица подбора по степени автоматизации гидравлического сварочного аппарата встык ПНД И ПЭ Труб TECNODUE
| Ручная автоматизация с низким давлением | Ручная автоматизация с высоким давлением | Средняя степень автоматизации с низким давлением | Средняя степень автоматизации с высоким давлением | Высокая степень автоматизации с низким давлением | Высокая степень автоматизации с высоким давлением |
| PT-160 | PT-160-HP | PT-1254-LDU | PT-200-CSE | PT-200-CSE | PT-1200-HP |
| PT-200 | PT-200-HP | PT-160-LDU | PT-160-HP-LDU | PT-315-CSE | |
| PT-250 | PT-250-HP | PT-355-HP | PT-200-HP-LDU | PT-500-CSE | |
| PT-315 | PT-315-HP | PT-500-LDU | PT-355-HP-LDU | PT-630-CSE | |
| PT-355 | PT-355-HP | PT-630-LDU | PT-500-HP-LDU | PT-800-CSE | |
| PT-500 | PT-500-HP | - | PT-630-РЗ-LDU | PT-1000-CSE | |
| PT-630 | PT-630-HP | PT-800-LDU | PT-1200-HP-LDU | PT-1200-CSE | |
| PT-800 | PT-1200-HP | PT-1000-LDU | - | PT-1600-CSE | |
| PT-1000 | - | PT-1200-LDU | - | PT-2000-CNC | |
| PT-1200 | - | PT-1600-LDU | - | PT-2000-CAR-CNC | |
| PT-1600 | - | PT-2000-LDU | - | ||
| PT-2000-CAR-CNC | - | PT-2000-HR-LDU | - | ||
| - | - | PT-2000-H-LDU | - | | |
| - | - | PT-2000-LDU | - |
Сертификат официального дистрибьютора Tecnodue
Оборудование для сварки полиэтиленовых (ПНД) труб
Современные аппараты для сварки позволяют герметично соединять полиэтиленовые трубы практически любого диаметра. Устройства способны работать с трубопроводами низкого и высокого давления. Оборудование для сварки создает швы, не уступающие по прочности основному материалу.


Технология сварки
Неразъемные сварные соединения полиэтиленовых труб выполняют двумя основными способами: стыковым и электромуфтовым (при помощи специальных муфт, оборудованных закладным нагревательным элементом).
Стыковой метод включает следующие этапы:
- выравнивание торцов свариваемых труб торцевателем сварочной машины для удаления загрязнений и формирования ровной поверхности;
- разогрев торцов с помощью нагревательного элемента под давлением для получения первичного грата и прогрев труб на сниженном давлении;
- когда соединяемые трубы прогреты необходимое время, торцы труб быстро отводят от соприкосновения с нагревательным элементом, убирают из зоны соединения нагревательный элемент и соединяют торцы труб под давлением, строго выдерживая соосность, при этом очень важно соблюсти минимальное время для данной процедуры для получения качественного соединения;
- после остывания шов осматривается на предмет любых дефектов, способных нарушить герметичность или ухудшить прочностные свойства.
Преимуществом данного метода сварки является отсутствие необходимости приобретать дополнительные соединительные элементы для труб при сварке протяженных линейных магистралей, достаточно иметь только трубу и стыковой сварочный аппарат.


Последовательность действий при электромуфтовой сварке труб следующая:
- выравнивание и тщательная очистка торцов свариваемых труб от загрязнений;
- снятие оксидного слоя с поверхностей соединяемых труб в зоне их сопряжения с электросварной муфтой;
- снятие фаски с торцов труб и обезжиривание рабочих поверхностей;
- установка муфты с интегрированным закладным нагревательным элементом, при помощи которой будут соединяться трубы;
- центровка собранной конструкции и ее фиксация в неподвижном положении при помощи специальных устройств (позиционеров);
- подключение разъемов сварочного кабеля электромуфтового аппарата к контактам муфты с закладным нагревательным элементом;
- ввод сварочных параметров муфты в сварочный аппарат;
- запуск процедуры сварки на аппарате, при котором сварочный электромуфтовый аппарат автоматически, по заранее заданному алгоритму, нагревает встроенный в муфту нагревательный элемент до температуры плавления материала в зоне сопряжения труб и муфты и происходит соединение труб;
- после выдержки времени охлаждения производится визуальный осмотр стыка на предмет видимых дефектов.


Данный метод сварки более универсален и гибок, его обычно применяют при сварке трубопроводов небольших диаметров с большим количеством поворотов и разветвлений, либо для ремонта магистральных трубопроводов большого диаметра, в случае их локальных повреждений, из-за невозможности использования для таких работ стыковой сварочной машины. Электромуфтовая сварка является незаменимой в стесненных местах, где невозможно разместить стыковую сварочную машину. Несмотря на свою универсальность этот способ соединения труб гораздо менее экономически выгоден, т.к. для каждого соединения необходимо приобретать электромуфты, а также иметь в своем арсенале специальный инструмент и оснастку в виде устройств снятия оксидного слоя, фаскоснимателей, специальных зачистных скребков, позиционеров, обезжиривающих салфеток и т.п.
Разновидности оборудования для стыковой сварки:
Оборудование для стыковой сварки ПЭ-труб делится на ручное и механическое или электрогидравлическое. Устройства первого типа легче и проще в освоении, однако подходят только для соединения не ответственных трубопроводов малых диаметров. Механические и электрогидравлические модели созданы специально для сварочных работ повышенной сложности. Они совместимы с трубопроводами из большинства полимеров, включая полипропилен, поливинилиденфторид, и полибутен. Такое оборудование покупают организации, нуждающиеся в машинах с максимальной производительностью.
Ассортимент ООО «ЦСП»:
В нашем каталоге представлены профессиональные сварочные аппараты для полиэтиленовых труб индустриального лидера – HÜRNER Schweisstechnik GmbH (Германия). Техника спроектирована и изготовлена с учетом строжайших на сегодняшний день стандартов сварки DVS, действующих в Германии. Оборудование HÜRNER рассчитано на длительную бесперебойную работу в трудных условиях и способно обеспечивать высококачественную сварку труб сверхбольших диаметров.
Особенности продукции HÜRNER:
- оборудование адаптировано к суровым условиям эксплуатации в России;
- возможность выбора из линейки оборудования модели под конкретную задачу;
- широкий выбор моделей с возможностью протоколирования сварочных параметров (особенно необходимо для ответственных трубопроводов);
- точный и удобный контроль температурного режима и давления сварки;
- надежные электронные компоненты, рассчитанные на работу при нестабильном напряжении (особенно актуально при работе от генераторов);
- 100% производство оборудования в Германии в соответствии с высочайшими немецкими стандартами качества к сварочному оборудованию;
- Оборудование сертифицировано по стандартам ISO и DVS, на все модели сварочного оборудования HÜRNER, при необходимости, возможно получение аттестации в НАКС (выдается индивидуально на конкретную модель оборудования с определенным заводским номером).
Наряду со сварочными аппаратами, в продаже имеется вспомогательное оборудование для сварки: скребки, позиционеры, фаскосниматели, труборезы, опорные ролики для труб, передавливатели. Специалисты ООО «ЦСП» помогут подобрать технику с нужными характеристиками и организуют доставку.
Читайте также: