Аппарат для сварки пвх пленки своими руками
Обновлено: 05.07.2024
Из поливинихлоридных нитей производят несколько типов тканей разных сортов и свойств. Направления использования материалов охватывают многие сферы. Из ПВХ тканей шьют рабочую и спортивную одежду, туристическое оснащение, делают обивку мебели, шторы для душевых кабин.
Полотна высокой плотности и большой толщины применяют в качестве тентов для широкого круга объектов: от торговых павильонов, автостоянок до бассейнов и многофункциональных ангаров. Из отдельной группы ПВХ материалов делают рекламные баннеры. Они отличаются эстетичным внешним видом, хорошо декорируются пленками, фотопечатью. Отрезки ПВХ ткани сшивают между собой или используют для более надежного соединения сварку.
Достоинства продукции из винила
Материалы из поливинилхлоридных волокон обладают высокими водоотталкивающими свойствами. Эти ткани не изменяются в агрессивной среде, переносят действие солнечного ультрафиолета, сохраняют форму при колебаниях температуры воздуха.
Даже при совокупном влиянии всех факторов одновременно они смогут прослужить более 5-7 лет без существенной потери внешнего вида. Важный этап получения продукции из ПВХ – соединение заготовок из полотен.

Для шитья обычных изделий из синтетических материалов используют швейные машины. При изготовлении баннеров, тентовых покрытий требуется сварка ПВХ тканей. Другими методами качественную продукцию получить не удастся.
В зависимости от толщины и назначения синтетического материала ПВХ определяют выбор метода его сваривания. В целом подходы подобны тем, которые применяют при работе с любым другим виниловыми сырьем. Можно воспользоваться:
- автоматическим методом;
- ручной сваркой.
Автоматические машинки, позволяющие сваривать длинные швы, выпускает несколько европейских известных компаний, представительства которых есть в России. Ручной метод применяют, если надо сварить небольшие полоски ПВХ ткани. В каждом из методов применяются свои технологии.
Автоматические технологии

Сварка тентовой ткани может быть проведена с использованием токов высокой частоты. Технология требует наличия специальных генераторов тока с требуемыми значениями частот.
Станок для сварки ТВЧ имеет большие размеры, работает автоматически с большой производительностью, стоит дороже, чем остальное оборудование. Метод используется в основном на определенных видах производств.
Чаще применяют оборудование для сварки ПВХ горячим потоком воздуха. В этом процессе главное расплавить поливинилхлорид и прижать полотна друг к другу.
Существует несколько видов агрегатов. Популярны модели компании Leister. Ролики придавливают место будущего шва, вмонтированное сопло подает горячую струю. Сварка происходит быстро с образованием прочного шва.
Оператору нужно только легким движением рук корректировать направление движение машинки. Автомат регулирует показания температуры, силу работы пресса в электронном режиме. От сварщика требуются минимальные навыки работы с полотнами, умение выбрать правильную настройку оборудования для сварки ПВХ ткани.
Некоторые компании, например RiverFord, поставляют недорогие, удобные в работе станки. Нагревательный элемент этого оборудования сделан фирмой Leister. Вместо него можно установить фен другой марки.
Степень прижатия полотен регулируется механизмами трех видов. В зависимости от характеристик ПВХ ткани можно выбрать наиболее подходящий вариант. Станок способен легко перемещаться на роликах, может быть использован для сваривания швов любой формы.
Устройства для ручной работы
Большое количество мастеров предпочитают ручную работу. На место требуемого внахлест соединения направляют горячий воздушный поток феном для сварки ПВХ ткани.
После расплавления феном шов придавливают специальным валиком. Образующийся монолитный стык герметичен и зрительно не заметен, хотя имеет несколько большую толщину, чем остальная часть полотен. Разницу в плотности ПВХ ткани можно почувствовать только на ощупь.
Если есть необходимость в изготовлении шва встык, применяют другую технологию сварки. В этом случае между краями укладывают прут или стрежень присадочного материала, сделанного также из поливинилхлорида.
На рабочую зону направляют горячий воздух, добиваясь расплавления и слияния полимера в единое целое.
Очень удобны для использования в этих целях ручные экструдеры. Они имеют сопло для выхода нагретой воздушной массы и блок, подающий присадку.
Экструдеры для сварочных работ имеют регуляторы температуры, скорости подачи присадочного прута и воздушного потока. Модели отличаются по мощности, рекомендуемому диаметру ПВХ присадки, наличием дополнительных функциональных возможностей, цене.
Особенности баннеров

При выборе аппарата для сварки баннера, необходимо учитывать специфику дальнейшей обработки полотна. Баннерные полотна, используемые для изготовления рекламной продукции, имеют особенности.
Они приспособлены для последующего нанесения печати, самоклеющейся пленки, имеют иное плетение ПВХ ткани, требуют специальных приемов сварки. Выбирая аппарат, согласуйте с продавцами возможность его применения для изготовления баннеров своими руками.
Поливиниловые ткани отличаются размерами раппорта (количеством нитей в рисунке плетения), пористостью, заполнением, многими другими параметрами. Они имеют разную толщину поверхностного слоя, нанесенного на стержень нити.
Желательно перед сваркой изделия сделать пробу на маленьком лоскуте. Это поможет выбрать как технологию в принципе, так и режим ее реализации.
Грамотная сварка ПВХ ткани – задача, доступная для профессионалов и домашних умельцев.
Устройства для сварки ПВХ пленки
Из поливинилхлоридной (ПВХ) пленки в настоящее время выпускается огромное количество товаров. Это могут быть фасовочные мешки, геомембраны для бассейнов и прудов, тенты для автомобилей и летних кафе, надувные лодки и плоты, линолеум, билборды и множество других изделий.
Разнообразие размеров и форм предполагает их соединение каким-нибудь надежным способом. Самым качественным вариантом соединения полимерной пленки оказалась сварка горячим воздухом.

Суть технологий
Процесс сваривания заключается в следующем. Предварительно разогретый участок ПВХ пленки на каждом куске материала соединяется и прижимается.
Температура и давление обеспечивают образование надежного и качественного шва, не уступающего по прочности самой свариваемой пленке. Чтобы добиться такого результата, необходимо точно соблюдать технологию сварки. Это не зависит от того, какое оборудование используется, автоматическое или ручной инструмент.
Поливинилхлорид имеет достаточно высокую температуру плавления. При автоматической сварке ПВХ пленки, если температура атмосферы составляет 15-20 °C, то поток воздуха должен быть прогрет примерно до 500 °C.
Прижим при этом составляет 10 кг, а скорость движения устройства вдоль шва 2-2,5 м/мин. Кроме этого, обеспечивается расстояние от сопла до оси прижимного колеса 45 мм, выход за край колеса 1-2 мм.
При более высокой температуре в ПВХ пленке происходят изменениям на молекулярном уровне, что отражается на качестве сварки. Проверка качества соединения и регулировка аппаратуры производится через 200 м шва.
Работа автоматом

При сваривании ПВХ тента, одну из соединяемых частей раскатывают по длине так, чтобы отсутствовали морщины. Затем расправляют второй кусок ткани и с нахлестом укладывают на первый. Величина нахлеста зависит от толщины материала и длины шва.
После этого устанавливают аппарат для сварки на линии соединения. Прижимное колесо должно проходить по краю пленки, при необходимости добавляется груз.
Сопло сварочного аппарата устанавливается между соединяемыми поверхностями, и устройство автоматически начинает двигаться. Пока идет процесс сваривания ПВХ пленки нужно контролировать траекторию движения прижимного колеса.
Оно должно перемещаться вдоль по краю верхнего полотна без каких-либо отклонений. При сварке пленки шов будет немного дымить, это нормально.
Ручная сварка
При ручной сварке, прежде чем приступить к соединению материалов, нужно сварить обрезки ПВХ пленки, потренировавшись на них. Отрегулировав температуру и прижим, можно приступать к работе с основным материалом.
По возможности все швы нужно делать в горизонтальной плоскости, тогда можно точно отрегулировать усилие прижима. Используемое сопло должно быть 20 мм, а ролики 20 и 40 мм.
Для получения качественного шва необходимо предварительно прогреть свариваемый участок ПВХ пленки, слегка придавливая его роликом. Сама сварка производится следующим образом.
Фен перемещается вдоль линии соединения. Сопло и соответственно ролик находятся под углом 45 ° к краю пленки, при этом нужно избегать перегрева нижнего слоя материала.

Если требуется сварка широкого шва, то она производится по методу предварительного сваривания. Сначала формируется шов в глубине, на расстоянии 2 см от края ПВХ пленки.
Затем осуществляется окончательное формирование шва. На последней стадии нужно следить за тем, чтобы верхний край сопла выходил за границу пленки на 3 мм.
Ролик передвигают параллельно срезу сопла, следя, чтобы расстояние между ними было 10-15 мм.
Рекомендации
Перед тем как проводить сварку ПВХ своими руками, необходимо изучить инструкцию по эксплуатации и режимы работы устройства. У разных производителей для одних и тех же пленок режимы могут быть разные, потому что сварка зависит и от скорости потока горячего воздуха.
В качестве прокаточных роликов предпочтительнее использовать тефлоновые или силиконовые. При вытекании расплавленного ПВХ не будет прилипания.
Сварка ПВХ пленки для изготовления бассейнов имеет свои особенности. Сначала нужно подготовить геотекстиль. Он защитит пленку от линейных деформаций и трения о чашу бассейна.
Раскрой материалов нужно проводить при температуре выше +10 ⁰C, встраиваемые детали необходимо смонтировать заранее. При сваривании используется специальный фен с автоматическим контролем и поддержанием необходимой температуры потока горячего воздуха.
Перед свариванием поверхности тщательно очищают растворителем. Режимы фена и устанавливаемых насадок выбирают в строгом соответствии с параметрами ПВХ пленки. Сварка чаш бассейнов трудоемкий и ответственный процесс, который рекомендуется доверить профессионалам.
Сварка с прутком
Кроме сваривания внахлест существует метод сварки пленочных материалов с использованием прутка. Выбор метода зависит от толщины и свойств материала.

Например, при укладке линолеума из ПВХ требуется сваривание с использованием присадочного прутка. Линолеум предварительно готовят. Он должен быть плотно уложен на пол.
Все стыки должны подгоняться без образования щелей или зазоров. Качественный шов без использования специального оборудования очень трудно. Обычный фен сделать это не способен из-за значительной толщины линолеума.
Требуется специальное приспособление и оборудование. Перед свариванием прутком кромки необходимо подготовить, расплавленный пруток обеспечит их надежное соединение. Образовавшиеся наплывы удаляют специальным ножом.
Сварка током
Для соединения ПВХ и других полимерных пленок используются токи высокой частоты (ТВЧ). Такие технологии обычно встречаются в станках для производства натяжных потолков и спецодежды.
Суть метода заключается в нагреве свариваемых поверхностей за счет действия токов высокой частоты, примерно как в СВЧ-печке. За счет электронной регулировки параметров швы получаются высокого класса, главное, чтобы толщина материала была постоянной.

Сварка полиэтиленовой пленки осуществляется теми же аппаратами, как и ПВХ. При их отсутствии полиэтиленовую пленку можно сварить простым утюгом благодаря низкой температуре плавления материала.
Куски пленки накладывают с нахлестом, укладывают на ровную поверхность, покрывают термостойким по сравнению с полиэтиленом материалом, типа бумаги, и проглаживают. В результате получается соединение, не уступающее по прочности основному полотну полиэтилена.
Все свариваемые поверхности пленки предварительно нужно очистить от загрязнений, в первую очередь от жировых. Это делается с помощью различных растворителей
Сварка должна осуществляться на ровной поверхности. Если по каким-то причинам шов получился некачественным при сварке ПВХ, то повторять операцию по тому же месту не следует. Нужно отрезать испорченный участок пленки и провести сварку заново.
На качество сварного шва, кроме загрязнений, большое влияние оказывают погодные условия, особенно влажность и температура. Физические и химические параметры свариваемых ПВХ и полиэтиленовых материалов также влияют на результат.
Кроме этого, сварка зависит и от температуры горячего воздуха, скорости потока, перемещения вдоль шва и давления на него. Научиться соблюдать все требования технологии можно при многократных тренировках.
Аппараты для сварки кровельной ПВХ мембраны
Геосинтетические полотна – это материалы многофункционального применения. Если при производстве за основу был взят поливинилхлорид, полученная мембрана идеально подходит для изготовления кровельного покрытия.
Геотекстильный слой может быть использован для защиты крыш любой конструкции, проявляя при этом дополнительно гидроизолирующие и теплостабилизирующие качества. Полотна можно соединять механически или приклеиванием к основе. Такие способы не требуют больших затрат времени и средств, но мало надежны.
Лучший способ монтажа – сварочное соединение ПВХ мембран. Достижение полноценного эффекта возможно только в случае, если сварка геомембраны проведена правильно. Для этого нужен опыт проведения подобных работ и качественное оборудование для сварки.

Автоматы и полуавтоматы
Производители современного сварочного оборудования для пластика поставляют устройства, предназначенные для ручной и автоматической работы. Минимальные усилия мастера требуются при сварке ПВХ мембраны с помощью специальных автоматов.
Они надежно соединяю стыки полотен как на горизонтальной, так и на вертикальной поверхностях. Сварщику нужно только задать режим работы и направлять движения агрегата. Скорость перемещения, показатели температуры сварки ПВХ мембран определяются самостоятельно системой управления аппарата.
Электроника корректирует величину нагрева рабочей зоны при понижении скорости движения агрегата. Это исключает возможность локальных перегревов ПВХ мембраны при сварке, обеспечивает получение эстетического, герметичного шва.
Для обретения уверенности в правильности заданного режима желательно сделать пробную сварку на небольшом образце материала. Существует несколько популярных моделей аппаратов для сварки мембранной кровли.
В среднем в течение 1 минуты они термически соединяют от 2 до 8 м полотен. Примером может быть оборудование компании Leister. Так, модель Varimat V или аппарат производителя Herz модель Laron быстро и качественно делают швы, шириной достигающей 40 мм.
Для выполнения швов внахлест в сложно доступных местах сварка ПВХ мембран проводится полуавтоматическим оборудованием.
Агрегаты удобны при выполнении соединений на вертикальной или сильно наклоненной основе, на парапетах и других рельефах, где автомат невозможно разместить, тем более перемещать. Полуавтоматами сваривают геомембраны при перекрестном расположении материалов. Удобны в работе аппараты Leister Varimat, Triac Drive, Herz Laron.
В местах, абсолютно недоступных для любой автоматизированной техники сварка ПВХ мембран проводится вручную термофенами. Ручными аппаратами делают швы в зонах примыкания к стенам, выполняют криволинейные стыки, соединения коротких торцевых сторон полотен.
Возможности
На большинстве современных агрегатов для работы вручную есть небольшой дисплей, информирующий о заданных и реальных значениях температуры направленного горячего потока.
Сварщик может визуально оценить соответствие показателей. На более дорогих моделях фенов предусмотрены дополнительные возможности:
- электронное регулирование терморежима;
- автоматическое отключение аппарата при экстренных ситуациях.
Конечно, скорость выполнения шва у термофенов значительно меньше, чем у автоматических агрегатов. За 1 минуту в среднем можно сварить 40 см геомембраны.
Некоторое неудобство заключается в необходимости тщательно выбирать толщину ПВХ мембран. Толстые материалы вручную могут провариться не очень хорошо.
Для геомембран, имеющих толщину до 3 мм, выпускают специальные аппараты повышенной мощности. При наличии навыков сварщика, фен является надежным помощником в работе на специфических участках крыш.
Торговые марки

Из импортной техники мастерам нравится сварочный аппарат Leister модели PID или Triac S, оборудование Herz Rion или Eron. Хорошее качество сварки ПВХ мембран обеспечивают фены компании FORSTHOFF GmbH, опыт производства которой составляет уже четверть века.
Последние модели оснащены очень удобной панелью с кнопками на торце аппарата. Случайно нажать их невозможно. Качественное, относительно недорогое оборудование поставляет LANSITE.
Хорошее качество соединения ПВХ геомембран обеспечивает шведский агрегат SIEVERT TW 5000, способный сваривать полотна любой толщины. Оборудование легко выполняет прямые и заостренные швы.
Особую группу составляют ручные экструдеры, предназначенные для соединения полотен с использованием присадочных прутков.
Выбирая модель, следует обратить внимание на рекомендации производителей, поставщиков. Возможность работы с ПВХ мембранами заложена не во все аппараты. Консультанты помогут подобрать ручной экструдер для требуемых материалов и условий работы.
Имеющиеся в продаже агрегаты позволяет выполнять комплексную сварку ПВХ мембраны во всех местах любых кровель, надолго защитить крышу от ветров, осадков, колебаний температуры.
Подготовка полотна
Качественную сварку можно обеспечить только при условии тщательной подготовки ПВХ полотен:
- обычную грязь на ПВХ мембране вытирают влажной тканью;
- остатки клеев, битума, другой органики удаляют растворителями;
- затем мембрану расстилают на поверхности. При этом на ткани не должно быть никаких натяжений, напряжений.
Минимальный нахлест ПВХ мембран при сварке составляет 50 мм. Можно увеличивать его до 80 мм. При такой величине нахлеста рекомендуемая ширина шва 20 мм.
Если работу проводят при низкой температуре воздуха (5 °C), мембранное полотно следует предварительно нагреть до восстановления нормальной пластичности.
При низких температурах оно может слегка коробиться. Тогда кровля получится некрасивой. Сварка ПВХ мембран проводится на расправленном, ровно разложенном материале.
Геоткань размещают так, чтобы она не скользила и не смещалась во время работы. В местах перпендикулярной ориентации мембран с помощью специального ножа и ролика формируют скосы. Делают это аккуратно, исключая образования микроскопических каналов.
Грамотно выполненная сварка ПВХ мембран гарантирует защиту крыш на несколько десятилетий. Однажды вложив средства, усилия, время, можно наслаждаться результатом вплоть до полувека.
Конструкция и принцип работы фена для пайки: температура и мощность
Фен для пайки пластика – многофункциональный инструмент, которому всегда найдется применение, как в быту, так и на производстве.Конструкция практически идентична обычному прибору для сушки волос. Единственное отличие заключается в температуре горячего воздуха. У некоторых аппаратов этот параметр достигает 650 Сº.
Принцип действия термофена
Все аппараты можно разделить на две группы:

Бытовой фен для пайки пластика – отличный прибор, с помощью которого можно выполнить множество работ: от монтажа линолеума до сварки ПВХ.
Некоторые аппараты оснащают регулятором температуры, что позволяет подобрать оптимальные параметры для различных материалов. Наличие регулировочного механизма расширяет сферу применения: можно выполнить пайку медных труб феном или провести восстановительный ремонт микросхем.
[stextbox if=’info’]Перед работами необходимо идентифицировать материал детали, поскольку нагревать можно только полимеры из группы термопластов – после нагрева они возвращаются в исходное состояние без потери эксплуатационных характеристик.[/stextbox]

Степень температурного воздействия можно регулировать путем изменения расстояния от сопла до поверхности заготовки. Это требует определенных навыков, поскольку при чрезмерном удалении деталь не прогреется до нужной температуры по всей глубине, что негативно скажется на параметрах шва. Например, некачественная сварка ПВХ ткани приводит к потере герметичности соединения.
Особенности
Процесс пайки строительным феном сопровождается большим расходом энергоресурсов, поскольку мощность нагревателя порой достигает 2,5 кВт. Это обеспечивает высокую производительность – 300-400 л/мин. Поток горячего воздуха воздействует на большую площадь, что не всегда удобно при необходимости точечного воздействия. Сварку пластика феном выполняют с насадкой для быстрой сварки, которые позволяет подать присадочный материал непосредственно в зону соединения.
Конструкция

Строение аппарата не имеет принципиальных отличий от других приборов для генерации потоков горячего воздуха. Основными узлами конструкции являются:
- Рукоятка и корпус. К материалу изготовления предъявляется единственное требование – устойчивость к длительным температурным воздействиям. Чаще всего в качестве основы используют керамику или эбонит. Если производственные условия подразумевают длительную эксплуатацию, например, держатель дополнительно обматывают жаропрочной тканью.
- Сопло. Изготавливается из стали. Как показала практика, этот металл лучше всего справляется с постоянными перепадами температур. Стоимость насадок из других сплавов гораздо выше.
- Нагревательный элемент. К термоэлементу предъявляют особые требования – сохранение формы при нагреве. Данному требованию лучше всего соответствует витая проволока из нихрома.
- Вентилятор. Прибор имеет ограниченные размеры, поэтому вентилятор должен сочетать в себе компактные габариты и высокую производительность для создания устойчивого потока воздуха.
Основные характеристики
На качество работы воздушного паяльника оказывают влияние следующие параметры:
- Мощность. Зависит от типа соединяемых изделий. Для работы с электронными схемами 300 Вт будет более чем достаточно, а для сварки баннеров феном необходимо минимум 1,5 кВт.
- Напряжение. Самого безопасного показателя – 12 В будет недостаточно для достижения рабочих параметров, поэтому современные агрегаты работают с напряжением 24-36 В. Сопротивление нагревательного элемента из нихрома должно составлять 6 Ом.
Изготавливаем воздушный паяльник из обычного

Модернизация аппарата не займет много времени. В результате мастер получит удобный нагревательный инструмент, которым можно расплавить любой припой, включая особо твердые материалы.
В качестве основы можно использовать обычный электрический паяльный прибор, мощностью 40 Вт. Для создания устойчивого потока воздуха необходим миниатюрный компрессор, типа аквариумного. Этапы создания фена:
- Для начала необходимо удалить контактный стержень прибора.
- С обратной стороны присоединяемой переходную втулку, которая будет служить местом подключения воздушной магистрали.
- Сверлим отверстия в корпусе, для вывода проводов питания.
- Металлический наконечник, к которому крепилось жало, необходимо защитить от утечек тепла. Нет необходимости использовать дорогой изоляционный материал – с функцией сохранения тепла справится фольга и медная проволока.
- Герметизируем все отверстия на корпусе.
- На место стержня устанавливаем стальную трубку аналогичных размеров. В этом случае ее люфт будет минимальным.

На этом сборка фена для пайки своими руками заканчивается. Такой прибор способен прогревать поверхность до 300 Сº. Этого достаточно для работы с любыми пластмассовыми изделиями в домашних условиях. Основное преимущество аппарата заключается в простоте конструкции – для сборки не нужно вытачивать какие-либо детали на станке или использовать специальный инструмент.
Принцип работы сделанного своими руками
В первую очередь необходимо определится с длиной воздушной магистрали. Если разместить компрессов на большом расстоянии, мощность потока воздуха снизится, за счет постоянного трения с внутренней части трубок. Оптимальной считают длину 30-40 см.
Попадая в корпус паяльника, воздух проходит через нагревательный элемент с увеличенной теплоемкостью, а затем поступает на обрабатываемую поверхность через стальную трубку.
Минусы самодельной конструкции – отсутствие механизма для регулировки температуры и относительно слабый поток воздуха.
[stextbox if=’info’]Для увеличения давления воздуха необходимо собирать миниатюрную турбину, однако это приведет к увеличению стоимости аппарата.[/stextbox]
Мини станция с большими возможностями
Для сборки более совершенного устройства для генерации горячих потоков понадобится заготовка под корпус достаточного размера. Можно использовать пластиковый футляр от старой автомобильной аптечки.
Особенностью конструкции является нагревательный элемент, который устанавливается непосредственно в трубку. Такая схема использовалась в старых конденсаторах. В отличие от предыдущего прибора, компрессор размещают непосредственно в корпусе, что увеличивает его производительность, за счет снижения силы трения.
Для регулировки температуры используют блок питания с регулировкой на микроконтроллере. Компактные размеры позволяют использовать такую паяльную станцию в любых условиях.
Как правильно собрать самодельный?
Рассмотрим схему сборки надежного фена для домашних работ:
- Сборка температурного узла. В качестве материала для нагревательного элемента рекомендуют использовать нихромовую спираль, сечением 0,5 мм. Для надежной фиксации ее наматывают на цилиндрическое основание. Важно, чтобы в процессе намотки витки не соприкасались друг с другом. Выводы спиралей следуют закрепить с помощью температурного клея.
- Температурный узел помещают в полый цилиндр, изготовленный из термоизоляционного материала. Выходы спиралей соединяют с проводами питания. Токоведущие части проводят через пускатель и реостат, с целью регулировки входящего напряжения.
- С одной стороны трубки устанавливают фен для создания потока воздуха.
- С обратной стороны устанавливают сопло, величина сечения которого зависит поставленных задач.
Сделать подобный сварочный фен совсем не сложно. Для расширения его возможностей рекомендуем разработать механизм замены сопел.
Инструмент для сборки
Для сборки компактного ручного фена следует подготовить следующий инструмент:
- Дрель;
- Мультиметр;
- Ножовка;
- Пассатижи;
- Набор отверток;
- Электрический паяльник.
- Измерительные приборы;
Делаем аппарат для пайки микросхем

Узлы данного устройства не отличаются от приборов, которые были рассмотрены выше. Особое внимание следует уделить корпусу, поскольку он будет испытывать постоянные температурные нагрузки. Сложность в том, что стоимость теплоизоляционных материалов достаточно высока, поэтому в качестве основы лучше всего использовать старый фен.
Место крепления сопла – самый ответственный участок, требующий тщательной изоляции. В противном случае тепло будет передаваться на другие участки фена, что усложнит процесс пайки.
Регулятор температуры лучше всего разместить на ручке. Это позволит изменять базовый параметр, не отвлекаясь от работы. В качестве переключателя рекомендуем использовать элементы от старых бытовых приборов.
Заключение
Фен для пайки – полезный в домашнем хозяйстве прибор, который можно собрать своими руками. В этом случае затраты на сборку не превысят 20 % от стоимости заводского устройства при практически аналогичных характеристиках.
[stextbox по ремонту оргтехники Годунов Евгений Дмитриевич. Опыт работы – 10 лет: «На один из праздников мне подарили строительный фен. Дома я не нашел ему применения и поэтому отнес на работу – хотел приспособить для пайки электросхем. Однако с началом работы обнаружилась проблема: мощным потоком воздуха можно было сдуть всю обвязку с плат. Сначала попробовал заглушить всасывающие отверстия – поток снизился, но фен начал перегреваться в процессе работы. Пришлось ставить регулятор оборотов двигателя и рабочей температуры – это решило все проблемы».[/stextbox]
Сварка полиэтиленовой пленки, какими инструментами можно соединить куски полиэтилена, в чем особенности технологии

Способы сварки полиэтиленовой пленки
Температура плавления полиэтилена зависит от его толщины. При сварке полиэтилена в домашних условиях необходимо соблюдать технологический режим. Полиэтилен – очень тонкий материал, от 30 до 200 микрон. Как сварить его, чтобы образовалось прочное соединение:
- необходим нагрев оборудования до нужной температуры (от 130 до 160°С);
- выбирается оптимальная скорость сварки, при медленной — полимер повреждается, при большой — не образуется прочный шов.
- монтируются только однородные материалы, они должны совпадать по фактуре, толщине, плотности;
- поверхность в области шва хорошо очищается, посторонние включения нарушают герметичность соединения;
- свариваются только нетронутые участки, необходимо отступать от кромки хотя бы 5 мм, иначе не получится однородной структуры.
Разметочный шаблон помещают под прозрачную пленку или накладывают сверху, тогда бумага предохраняет полимер, ее убирают после окончания работ. На качество шва она не влияет, так как не успевает плотно приклеиться. На поверхности остаются только микроскопические волокна.
Основные принципы сваривания пленки и применяемые методы
Под сваркой полиэтилена понимают соединение отдельных слоев материала путем нагрева до температуры плавления и сжатия слоев с образованием сварочного шва. В период расплавления поверхности пленки происходит соединение слоев на молекулярном уровне, в результате после остывания образуется моноструктура в теле сварочного шва. Коэффициент прочности стыка равняется приблизительно 0.7-0.85. То есть 70-85% от исходной прочности свариваемого полиэтилена. В идеальных условиях коэффициент может быть и выше, но для этого требуется специальное оборудование, чистота материала и подобранная температура нагрева. Температура расплавления полиэтиленовой пленки приблизительно равна 120-160°С и зависит от ее применения.
Если свариваются загрязненные поверхности, то прочностные характеристики стыка снижаются, так как в расплавленную массу попадают примеси, нарушающие молекулярную структуру в шве. Для получения качественного и прочного соединения требуются следующие условия:
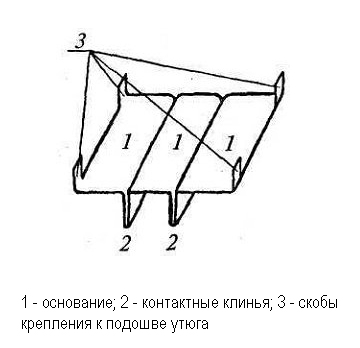
Рисунок 2. Схема насадки для утюга.
- однородность свариваемых кусков пленки (имеется в виду ее принадлежность к одной партии изготовления);
- чистота соединяемых поверхностей;
- подобранный температурный режим (при недогреве резко падает прочность, а при перегреве возможна деформация стыка и предшовного участка);
- приложение нужного сжатия во время нагрева.
Для качественного соединения не допускается повторное сваривание кусков по тем же кромкам, в подобных случаях их обрезают.
Чаще всего в быту и при выполнении строительных операций применяются следующие способы соединения нагревом:
- сварка при помощи паяльника (может включать использование насадок);
- стыковка в результате нагрева и расплавления слоев пленки утюгом;
- нагрев выжигателем;
- использование для создания шва специальных промышленных приспособлений.
Инструменты и приборы

Прочное соединение полиэтиленовой пленки может быть произведено утюгом, паяльником, либо специальным оборудованием.
Спайка утюгом

Это достаточно простой способ соединения частей полотен, ведь бытовые утюги есть почти в каждом доме.
Чтобы соединить полиэтилен таким способом, нужно установить на стол деревянный брусок. На этой своеобразной подставке располагаются края соединяемых полотен.
Они должны выступать от кромок бруска миллиметров на двадцать. Сверху полиэтилен накрывается листом тугоплавкого материала (целлофана, фторопластовой пленки).
Ускорить формирование шва можно последующим охлаждением. Для этого после воздействия высоких температур стык обрабатывается мокрой тряпкой.
Важно помнить про пороги температур. Регулятор на утюге должен находиться на уровне 120-150 градусов.
Полотнища пленок складываются внахлест. Вместо целлофана можно использовать листы бумаги.
При проведении по месту соединения утюг наклоняется на пять градусов. Продвигать его нужно медленно, вдоль стыка. Одного раза для формирования прочного шва недостаточно, процедуру нужно повторить около четырех-пяти раз.
Также для работы с утюгом применяются специальные паяльные насадки, которые закрепляются поверх прибора. Они имеют плоскую форму ребристой основы.
Эта ребристость помогает крепче соединить полотна. Насадка формирует сразу два параллельных соединения.
Спайка паяльником

Для сварки двух полотнищ пленки применяется домашний паяльник мощностью в 40-60Вт. Однако для выполнения такой работы этот аппарат требует некоторого улучшения.
Использование паяльника без модификаций в виде насадок вероятно испортит материал, переплавив его, либо неравномерно сформировав шов.
Для работы с полиэтиленовым материалом с паяльника снимается окончание жала. После этого создается пропил, в который вставляется пластина из алюминия либо меди. Пластина закрепляется заклепкой, обрабатывается и округляется надфилем.
Воздействие на стык полотен производится под углом в сорок пять градусов. Паяльник прижимается к поверхности, после чего медленно продвигается вдоль стыка. Движение должно быть равномерным, без рывков и остановок.
Как и в случае со сваркой утюгом под полотна стоит положить основу из дерева (брусок или доску).
Как сварочную насадку можно применять колесико. Для этого глубина пропила должна быть больше, чем радиус подобранного колеса. Помимо пропила создается отверстие-ось, диаметр которого около трех-пяти миллиметров.
Колесико представляет собой диск диаметром восьми-десяти миллиметров. Материалом диска может служить алюминий или медь.
Его можно изготовить самому. Металлическое колесико помещается в пропил, в котором закрепляется осью. Метод соединения колесиком основан на его разогреве с дальнейшим прокатыванием вдоль стыка.

При сваривании ПВХ тента, одну из соединяемых частей раскатывают по длине так, чтобы отсутствовали морщины. Затем расправляют второй кусок ткани и с нахлестом укладывают на первый. Величина нахлеста зависит от толщины материала и длины шва.
Виды сварки полиэтилена
Контактная сварка

Вначале работы выставите на приборе режим, его выбор зависит от свойств полимера, типа пленки и толщины.
Наиболее простой и экономичный способ соединения отдельных фрагментов пленки. В результате получается очень надежное соединение. Для этого края полиэтилена соединяются и нагреваются горячим воздухом, или так называемым горячим клином, до достижения температуры плавления. Соединение краев пленки и ее сжатие происходит с помощью специальных зажимных роликов. Получается одинарный или двойной шов очень высокой прочности.
Горячий воздух представляет собой воздушный поток, нагретый до определенной температуры. Он доводит свариваемую пленку до температуры, при которой она начинает плавиться. По такому же принципу работает горячий клин. Это обыкновенный нагревательный элемент. Он контактирует со свариваемым материалом с 2 сторон и образует прочный шов. Прочность его достигает 90%.
Экструзионная сварка
Работает по следующему принципу: расплавленный полимер под давлением подается на место сварки, свариваемые поверхности становятся тягучими. В таком состоянии они плотно прижимаются и свариваются. Прочность сварки около 70%.
Горячая сварка
Специальный аппарат через нагревательный элемент, выполненный из металла, нагревает полиэтилен. Далее происходит то же, что и при других способах соединения. Горячую сварку применяют для соединения не только полиэтилена, но и для сварки полипропилена, ПНД, ПВХ и других полимеров.

Схема сварки аппаратом серии ТН.
Аппарат для сварки пленки имеет довольно простой принцип работы. Двигатель приводит через редуктор в движение 2 колеса. С помощью штатива между листами свариваемого материала вставляется горячий клин. Специальный терморегулятор обеспечивает поддержание постоянной температуры горячего клина. Скорость движения материала регулируется. Аппарат соответствует всем требованиям противопожарной и электробезопасности.
В результате применения такого аппарата получается двойной шов. Прочность его составляет около 85%. Процесс сварки происходит автоматически. Вручную только изменяется температура горячего клина, а также скорость подачи пленки. Используется аппарат в основном в промышленности, но можно его применять и для личного использования.
Ручной аппарат горячего воздуха является разновидностью фена промышленного применения. Он имеет ряд преимуществ. Аппарат отличается малым весом, большой мощностью, соответствием техническим требованиям. Может работать с ПВД, ПНД и ПВХ.
Применение паяльника для сваривания пленки
Соединение листов полиэтилена с помощью обычного паяльника (40-60 Вт) позволяет получить прочный шов, при этом потребуется незначительная доработка инструмента. Использование паяльника без специальных насадок не даст качественного результата. Стык будет неравномерным, возможно образование мест растекания материала. Стыковку слоев пленки паяльником без насадок можно рекомендовать при малых объемах работ (например, аварийное заделывание разорвавшейся части полиэтилена).

Схема сваривания пленки.
Для получения хорошего результата и сварки значительных по длине стыков потребуется использование дополнительных приспособлений. Существует несколько вариантов доработки паяльника.
Берется обычный паяльник, затем у него удаляется окончание жала. При помощи ножовки создается пропил. После этого в пропил вставляется пластина из меди или алюминия, которая закрепляется заклепкой. Поверхность пластины обрабатывается, ее края скругляют надфилем. Сваривание ведется путем небольшого прижима паяльника под углом 45° и равномерного движения им. Температура и прижим выбирается опытным путем. Во время создания стыка рекомендуется подложить под нижний слой пленки ровную деревянную или текстолитовую подложку, а паяльник центровать по ровному бруску. В некоторых случаях между пластиной и пленкой помешают тонкую бумагу. Это актуально, если ведется сварка тонкой пленки. После создания шва бумагу аккуратно отделяют.
Примерный образец насадки показан на рис.1 (1 – пластина; 2 – паяльник и его стержень).
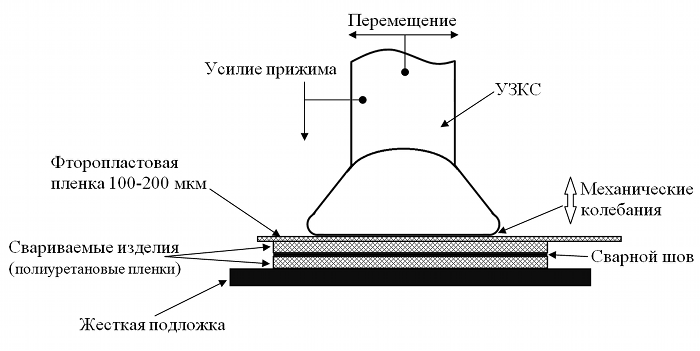
Схема ультразвуковой сварки.
Если требуется сварка широкого шва, то она производится по методу предварительного сваривания. Сначала формируется шов в глубине, на расстоянии 2 см от края ПВХ пленки.
Сварка пленочного полиэтилена вполне осуществима в домашних условиях. Для нее применяются простые бытовые приборы вроде утюга или паяльника. Паяльник, правда, потребует некоторых модификаций.
Для более крупных работ стоит использовать специальное оборудование. Оно имеет список улучшающих качество и скорость формирования швов настроек.
Выполнение сваривания полиэтиленовых материалов любым из возможных приборов требует четкого соблюдения технологий и внимательности. Помимо этого нужно соблюдать личную безопасность, защитившись от вероятных травм.
В этом поможет защитная одежда, не оставляющая обнаженных участков кожи, перчатки. Желательны также очки и маска для защиты лица, глаз.
При отсутствии понимания нюансов технологий и минимального опыта сварки полиэтилена нужно обратиться к профессионалам.
Сварка ПВХ пленки для изготовления бассейнов имеет свои особенности. Сначала нужно подготовить геотекстиль. Он защитит пленку от линейных деформаций и трения о чашу бассейна.

Например, при укладке линолеума из ПВХ требуется сваривание с использованием присадочного прутка. Линолеум предварительно готовят. Он должен быть плотно уложен на пол.

Сварка полиэтиленовой пленки осуществляется теми же аппаратами, как и ПВХ. При их отсутствии полиэтиленовую пленку можно сварить простым утюгом благодаря низкой температуре плавления материала.
Кол-во блоков: 22 | Общее кол-во символов: 30751
Количество использованных доноров: 6
Информация по каждому донору:
Читайте также: