Аппарат сварочный пилотфюз 250
Обновлено: 20.09.2024
Принцип стыковой сварки полиэтиленовых труб заключается в нагреве торцов свариваемых труб и фитингов до пластичного состояния и последующего их сжатия. Чем сильнее это сжатие, тем более надежным становится стык и тем выше может быть давление транспортируемой жидкости по сваренным трубам.
Существуют аппараты с двумя способами осуществления сжатия свариваемых частей, это механический способ и гидравлический. Само собой, механические аппараты не могут произвести большое усилие на нажим, все таки этот способ ограничен физической возможностью человека, производящего сварку, поэтому такие аппараты используют только для сварки водопроводных труб с максимальным диаметром 250 мм.
Сварочные же аппараты с гидравлическим приводом обладают высокой силой сжатия, поэтому использование их не ограничивается как для сварки водопроводных, так и газовых труб, при этом трубы могут быть диаметром до 1600 мм.
Стыковой сварочный аппарат, вне зависимости от своего класса, состоит из нескольких составных частей, которые самостоятельны друг от друга и каждый выполняет свою функцию. Все части аппарата поставляются в комплекте и составляют стыковой аппарат готовый к работе.
Составные части сварочного аппарата:
- Центратор. Это базовый элемент сварочного аппарата, его станина, в нем надежно закрепляются концы свариваемых труб и фасонных частей для их подготовки к сварочному процессу и последующей сварке. Центратор имеет четыре металлических зажима два из которых подвижны, называют их подвижными суппортами, и два неподвижно закрепленых на направляющих станины.
- Торцеватель. Это дисковое устройство, снабженное электродвигателем для механической обработки (торцевания) концов свариваемых труб и фитингов.
- Нагреватель. Это нагревательный элемент, сварочное зеркало, которое служит для нагрева и оплавления свариваемых поверхностей труб и соединительных частей. Как правило, поверхность нагревательного элемента, покрыто тефлоном для предотвращения прилипания разогретого полиэтилена.
- Редукционные вкладыши, это набор встраиваемых полуколец для сварки труб различного диаметра. Вкладыши могут входить в комплект со сварочным аппаратом или приобретаться отдельно.
- Гидравлический привод. Данная часть аппарата обеспечивает постоянный уровень давления, необходимого для работы сварочной машины с возможностью ее точной регулировки на всех стадиях сварочного процесса. Гидравлический привод поставляется только с гидравличекими сварочными аппаратами. В комплект ручных механических аппаратов привод не входит.
Стыковой сварочный аппарат с механическим приводом
Как уже говорилось выше, механические аппараты имеют упрощенную конструкцию механизма для сведения свариваемых частей и весь процесс сварки производится вручную. Механический аппарат состоит из станины, основания аппарата с ручным механизмом сведения свариваемых частей, торцевателя с электродвигателем, предназначенного для снятия верхнего аксидного слоя полиэтиленовой трубы, нагревательного элемента для расплавления свариваемых частей.
Сварочный аппарат WELD 160 (диаметр свариваемых труб от 40 до 160 мм)
При сварке полиэтиленовых труб аппаратом WELD 160, производится сварной шов позволяющий выдерживать максимальное рабочее давление: 40 – 110 мм до 10 атмосфер (PN10), 125 мм – 6 атмосфер (PN6), 160 мм – 4 атмосферы (PN4). Данный показатель необходимо учитывать при выборе сварочного аппарата.
Сварочный аппарат WELD 160 – это стыковой сварочный аппарат с механическим приводом для сварки водопроводных полиэтиленовых труб диаметром от 40 до 160 мм.
В комплект со сварочным аппаратом входит:
- Центратор с механическим приводом;
- Нагревательный элемент с терморегулятором 230 В, 800Вт, сверху нагревательный элемент покрыт тефлоном;
- Торцеватель с электрическим приводом 230 В, 420Вт;
- Набор вкладышей диаметром 40, 50, 63, 75, 90, 110, 125, 140 мм (для сварки диаметра 160 мм вкладыши не нужны, так как диаметр колец центратора и есть 160 мм4
| Артикул | Наименование | Вес, кг | Цена с НДС [руб/шт]* | Корзина |
| WELD160 | Сварочный аппарат WELD 160 | 40 | 183 750,00 |
Сварочный аппарат WELD 250 (диаметр свариваемых труб от 90 до 250 мм)
При сварке труб между собой или с фасонными частями сварочным аппаратом WELD 250 получается сварной шов, позволяющий использовать трубы при максимальном давлении: от 90 до 160 мм – 10 атмосфер (PN10), от 200 до 225 мм – до 6 атмосфер (PN6), 250 мм – 3,2 атмосферы (PN3,2). Данный показатель необходимо цчитывать при выборе сварочного аппарата.
В комплекте со сварочным аппаратом поставляется:
- Центратор с механичсеким приводом;
- Нагревательный элемент с терморегулятором 230 В, 1500 Вт;
- Торцеватель с электрическим приводом 230 В, 550 Вт;
- Набор вкладышей диаметром 90, 110, 125, 140, 160, 180, 200, 225 мм (для сварки труб диаметром 250 мм вкладыш не требуется);
| Артикул | Наименование | Вес, кг | Цена с НДС [руб/шт]* | Корзина |
| WELD250 | Сварочный аппарат WELD 250 | 108 | 275 475,00 |
Сварочный аппарат “ПАЙПФЮЗ-EURO 160” (диаметр труб от 40 до 160 мм
При сварке полиэтиленовых труб сварочным аппаратом “ПАЙПФЮЗ-EURO 160” достигается надежное соединение труб со сварным швом хорошего качества, способного обеспечить работоспособность трубопровода диаметром от 40 до 90 мм – 16 атмосфер (PN16), 110 мм – 10 атмосфер (PN10), от 125 до 160 мм – 6 атмосфер (PN6).
Данный аппарат имеет центратор с механическим приводом и применяется для сварки водопроводных полиэтиленовых труб и фитингов диаметром от 40 до 160 мм.
Вместе со сварочным аппаратом поставляется:
- Центратор с механическим приводом;
- Нагревательный элемент с терморегулятором 230 В;
- Торцеватель с электрическим приводом 230 В;
- Ящик для хранения принадлежностей;
- Набор вкладышей 40, 50 63, 75, 90, 110, 125, 140 мм (для сварки труб диаметром 160 мм вкладыш не требуется);
| Артикул | Наименование | Вес, кг | Цена с НДС [руб/шт]* | Корзина |
| EURO160 | Сварочный аппарат “ПАЙПФЮЗ-EURO 160” (40-160) | 73 | 94 000,00 |
Сварочный аппарат “ПАЙПФЮЗ-WORLD 250” (диаметр труб от 40 до 250 мм)
Стыковой сварочный аппарат с механическим приводом “ПАЙПФЮЗ-WORLD 250” применяется для сварки водопроводных полиэтиленовых труб и фасонных частей диаметром от 40 до 250 мм. При помощи данного аппарата также можно сваривать фасонные части, отводы (вплоть до 15 о ), тройники, крестовины, переходы.
С использованием сварочного аппарата “ПАЙПФЮЗ-WORLD 250” получается стык прекрасного качества, позволяющий использовать трубопровод с максимальным рабочим давлением от 40 до 110 мм – 16 атмосфер (PN16), от 125 до 140 мм – 10 атмосфер (PN10), 160 мм – 6 атмосфер (PN6), от 180 до 115 мм – 4 атмосферы (PN4), 250 мм – 3,2 атмосферы (PN3,2).
В комплектацию поставки вместе с аппаратом входит:
- Центратор с механическим приводом;
- Нагревательный элемент с терморегулятором 230 В;
- Торцеватель с электрическим приводом 230 В;
- Деревянный ящик для хранения принадлежностей;
- Набор вкладышей 40, 50, 63, 75, 90, 110, 125, 140, 160, 180, 200, 225 мм (для сварки труб диаметром 250 мм вкладыши не требуются).
| Артикул | Наименование | Вес, кг | Цена с НДС [руб/шт]* | Корзина |
| WORLD250 | Сварочный аппарат “ПАЙПФЮЗ-WORLD 250” | 105 | 216 000,00 |
Стыковой сварочный аппарат с гидравлическим приводом
В гидравлических сварочных аппаратах сведение свариваемых частей, после разогрева торцов, производится не в ручную, как у механических аппаратов, а при помощи гидравлики, что позволяет производить стыки высочайшего качества не отличающиеся по своей структуре и эксплуатационным характеристикам от сариваемой трубы.
В свою очередь, стыковые сварочные аппараты с гидравлическим приводом, разделяются на три основные степени автоматизации сварочного процесса. Они могут быть с ручным управлением, это аппарат ПАЙПФЮЗ. С ручным управлением и блоком протоколирования всего процесса, это аппарат ПРОТОФЮЗ. И полность автоматизированный аппарат ПИЛОТФЮЗ.
В аппаратах с ручным управлением процесс нагрева торцов труб и извлечение нагревателя производится оператором в ручном режиме, а у автоматических весь процесс сварки, от зачистки труб, их нагрева до извлечения нагревателя и сведения свариваемых частей, производится в автоматическом режиме.
Сварочный аппарат “ПАЙПФЮЗ”
Стыковой сварочный аппарат “ПАЙПФЮЗ” имеет центратор с гидравлическим приводом и ручным управлением процессом сварки. Предназначен аппарат “ПАЙПФЮЗ” для сварки водопроводных и газовых полиэтиленовых труб в городских и полевые условия.
В комплектацию сварочного аппарата “ПАЙПФЮЗ” входит:
- центратор с усиленной жесткой конструкцией, с мощными гидроцилиндрами, с четырьмя зажимами, с возможностью сварки фитингов,
- гидрогруппа в защитном пластиковом корпусе с бай-пассным сбросным клапаном, с быстроразъемными гидравлическими соединениями,
- нагревательный элемент с антиадгезионным покрытием PTFE с высокоточным электронным регулятором температуры,
- торцеватель закрытой конструкции с предохранительным микровыключателем, суппорт для транспортировки и хранения зеркала и торцевателя.
| Артикул | Модель | Вес, кг | Цена с НДС [руб/шт]* | Корзина |
| PIPEFUS160m | Сварочный аппарат “ПАЙПФЮЗ-160” (63-160) | 85 | 467 000,00 | |
| PIPEFUS250m | Сварочный аппарат “ПАЙПФЮЗ-250” (63-250) | 114 | 487 000,00 | |
| PIPEFUS315m | Сварочный аппарат “ПАЙПФЮЗ-315” (90-315) | 162 | 580 000,00 | |
| PIPEFUS500m | Сварочный аппарат “ПАЙПФЮЗ-500” (225-500) | 353 | 998 800,00 | |
| PIPEFUS630m | Сварочный аппарат “ПАЙПФЮЗ-630” (315-630) | 469 | 1 195 000,00 | |
| PIPEFUS800m | Сварочный аппарат “ПАЙПФЮЗ-800” (400-800) | 918 | 1 748 000,00 | |
| PIPEFUS1000m | Сварочный аппарат “ПАЙПФЮЗ-1000” (500-1000) | 1743 | 2 400 000,00 | |
| PIPEFUS1200m | Сварочный аппарат “ПАЙПФЮЗ-1200” (630-1200) | 2114 | 3 200 000,00 | |
| PIPEFUS1600m | Сварочный аппарат “ПАЙПФЮЗ-1600” (800-1600) | 4230 | 5 028 000,00 |
Сварочный аппарат “ПРОТОФЮЗ”
Сварочный аппарат Протофюз имеет центратор с гидравлическим приводом и микропроцессорный блок Барбара, установленный на гидрогруппе, который осуществляет автоматизированный контроль всего процесса сварки.
Последовательности этапов технологического процесса в заданном программой режиме, регистрирует параметры сварки, возможные ошибки и сбои. Протоколы сварки могут быть распечатаны на принтере или переданы на персональный компьютер, используя параллельный, последовательный или USB интерфейсы.
| Артикул | Модель | Вес, кг | Цена с НДС [руб/шт]* | Корзина |
| PRTFUS160ma | Сварочный аппарат “ПРОТОФЮЗ-160” (63-160) | 85 | 631 800,00 | |
| PRTFUS250ma | Сварочный аппарат “ПРОТОФЮЗ-250” (63-250) | 114 | 702 000,00 | |
| PRTFUS315ma | Сварочный аппарат “ПРОТОФЮЗ-315” (90-315) | 162 | 804 000,00 | |
| PRTFUS500ma | Сварочный аппарат “ПРОТОФЮЗ-500” (225-500) | 353 | 1 140 480,00 | |
| PRTFUS630ma | Сварочный аппарат “ПРОТОФЮЗ-630” (315-630) | 469 | 1 348 160,00 | |
| PRTFUS800ma | Сварочный аппарат “ПРОТОФЮЗ-800” (400-800) | 918 | 2 093 600,00 | |
| PRTFUS1000ma | Сварочный аппарат “ПРОТОФЮЗ-1000” (500-1000) | 1743 | 2 688 000,00 | |
| PRTFUS1200ma | Сварочный аппарат “ПРОТОФЮЗ-1200” (630-1200) | 2114 | 3 448 000,00 | |
| PRTFUS1600ma | Сварочный аппарат “ПРОТОФЮЗ-1600” (800-1600) | 4230 | 5 800 000,00 |
Сварочный аппарат “ПРОТОФЮЗ-Микст”
Сварочный аппарат Протофюз Микст является совмещенным сварочным аппаратом для электромуфтовой и стыковой сварки, который имеет в своем составе отдельный модуль Барбара Микст, являющийся полноценным электромуфтовым аппаратом с характеристиками, соответствующими аппарату Барбара Компакт USB.
Также осуществляет автоматизированный контроль процесса сварки встык по всему циклу, последовательности этапов технологического процесса в заданном программой режиме, регистрирует параметры сварки, возможные ошибки и сбои.
| Артикул | Модель | Вес, кг | Цена с НДС [руб/шт]* | Корзина |
| PRTFUS160mix | Сварочный аппарат “ПРОТОФЮЗ-Микст-160” (63-160) | 104 | 714 600,00 | |
| PRTFUS250mix | Сварочный аппарат “ПРОТОФЮЗ-Микст-250” (63-250) | 133 | 782 000,00 | |
| PRTFUS315mix | Сварочный аппарат “ПРОТОФЮЗ-Микст-315” (90-315) | 181 | 970 000,00 | |
| PRTFUS500mix | Сварочный аппарат “ПРОТОФЮЗ-Микст-500” (225-500) | 372 | 1 296 000,00 | |
| PRTFUS630mix | Сварочный аппарат “ПРОТОФЮЗ-Микст-630” (315-630) | 937 | 1 492 000,00 |
Сварочный аппарат “ПИЛОТФЮЗ”
Стыковой сварочный аппарат “Пилотфюз”, это полностью автоматический аппарат для сварки водопроводных и газовых полиэтиленовых труб и фитингов. Гидрогруппа аппарата Пилотфюз объединена с блоком автоматизации Барбара.
Этот блок осуществляет управление всем процессом сварки и последовательностью этапов технологического процесса в заданном программой режиме. Барбара управляет гидравлическим приводом центратора, задает и контролирует температуру нагревательного элемента, регистрирует параметры сварки, возможные ошибки и сбои. Различают сварочный аппарат “ПИЛОТФЮЗ” на следующие модификации:
ПАЙПФЮЗ-WORLD 250
Аппарат Пайпфюз-250W является сварочным аппаратом с механическим приводом, который предназначен для сварки встык труб и фасонных изделий из полиэтилена, полипропилена и других термопластов на стройплощадке и в цехе.
Усилие сжатия устанавливается вручную и регулируется по наглядной шкалединамометра. Съемный нагревательный элемент со специальным покрытием против прилипания и торцеватель установлены на станине и перемещаются по штоку, обеспечивая быстрое и эффективное проведение сварки. Небольшой вес и компактность аппарата данного класса облегчают проведение сварочных работ и его транспортировку.
Сварочный аппарат Пайпфюз-250W имеет возможность сваривать трубы диаметром от 40 до 250 мм и сварные фасонные части с углом поворота 0-15° для.
Техничсекие характеристики:
- Напряжение 230В + 50Гц;
- Суммарная мощность 2900;
- Размер транспортировочной упаковки 81-65-91 см;
- Общий вес 105 кг;
- Максимальная сила сжатия 1000Н
- Диапазон свариваемых труб: 40-110 мм до 16 атмосфер (PN16), 125-140 мм – до 10 атмосфер (PN10), 160 мм – до 6 атмосфер (PN6), 180-225 мм до 4 атмосфер (PN4), 250 мм до 3,2 атмосферы (PN 3,2).
Конструкция и органы управления
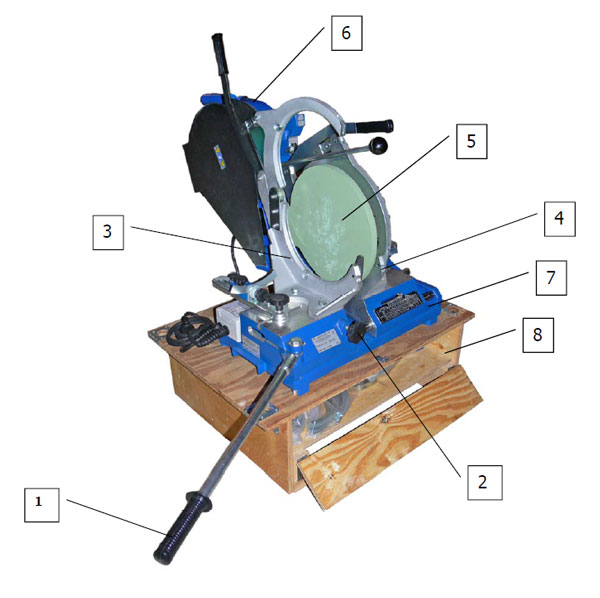
Перечень элементов сварочного аппарата:
- Рычаг для передвижения суппортов
- Рукоятка блокировки давления
- Зажим трубы левый
- Зажим трубы правый
- Нагревательный элемент
- Торцеватель
- Рама сварочного аппарата
- Ящик для инструментов и принадлежностей
*Существует гибкая система скидок
Описание компонентов сварочной машины:
В стандартном комплекте машины включены следующие компоненты:
- Передвижной корпус машины, который состоит из 2 зажимов диаметром 300 мм, которые благодаря своей конструкции обеспечивают надежную блокировку свариваемых частей с возможностью регулировки угла поворота 45°. Точная регулировка блокировки зажимов обеспечивается с помощью зажима труб, который имеют различные допуски по внешнему диаметру. Корпус машины также состоит из двух задних суппортов, регулируемых в любом положении, и рукоятки суппортов, которые включает в себя систему блокировки давления (1000 Н). Регулировка давления производится с помощью градуированной шкалы. Таблица сварки находится на фронтальной части корпуса основания.
- Торцеватель, это механизм для торцевания труб и фитингов перед их сваркой. Торцеватель по специальным направляющим передвигается вдоль задней части сварочной машины. Ножи имеют два резца, обеспечивающих надежное снятие верхнего аксидного слоя полиэтиленовых труб и фитингов.
- Нагревательный элемент, сверху покрыт специальным антипригарным слоем, исключающим налипание разогретого пластика. Диаметр нагревательного элемента 300 мм. На рукоятке расположено управление термостатом с возможностью его регулировки от 0 до 300°С. Также на термостате имеется индикатор работы термостата (зеленый) и напряжения сети (белый).
- Набор вкладышей для четкой установки свариваемых труб диаметром 63, 75, 90, 110, 125, 140, 160, 180, 200, 225 мм.
Инструкции по использованию:
- Распакуйте машину и сохраните упаковочный материал. Установите аппарат в горизонтальном положении, поднимите корпус машины, наклоняя его поперек трубообразного стального каркаса. Во время установки следите за тем, чтобы зажимы были зафиксированы на
специальных вставках блокировки. В неблагоприятных погодных условиях (дождь, снег и т.д.) необходимо защищать зону сварки тентом. Для сварки труб дополнительный свет не требуется, достаточно дневного света. Перед подключением торцевателя и нагревательного элемента убедитесь, что источник электрического питания в рабочем состоянии отвечает требуемым характеристикам. - в соответствии с диаметром свариваемых труб или фитингов вкладыши на зажимы, зафиксируйте их с помощью специальных рукояток с насечкой. Зафиксируйте также насадки такого же диаметра на боковые суппорты. Помните, что сварка труб и фитингов возможна только одного качества, т.е. полиэтилен с полиэтиленом, полипропилен только с полипропиленом. Кроме того, толщина двух свариваемых частей должна быть одинаковой. После этих операций сварочная машина подготовлена к эксплуатации.
- Зафиксируйте трубы или фитинги так, чтобы они выступали вперед от зажимов на 1-1,5 см. Небольшие случайные деформации трубы компенсируются с помощью гайки с насечкой. Под давлением сомкните зажимы, регулируйте сжатие с помощью винта с насечкой. Переведите электрическую фрезу в рабочее состояние. Воздействуйте на рычаг закрывания зажимов, слегка подталкивая окончания труб к дискам
11 торцевателя. По завершении операции приподнимите торцеватель и соедините фрезерованные окончания труб, чтобы проверить их параллельность и коаксиальность. - Вставьте нагревательный элемент, при этом зеленый индикатор должен погаснуть. Это говорит о том, что поверхность нагревательного элемента достигла необходимой температуры (контролируемая термостатом). Приблизьте трубы к разогретому нагревателю, установив с помощью рычага среднее давление. При формировании кромки 1,5-2 мм. отделите расплавленные трубы от нагревательного элемента и отодвиньте его.
- После удаления нагревателя соедините трубы под давлением, указанным в таблице. После сведения труб зафиксируйте достигнутое давление с помощью специальной рукоятки (поворачивая ее по часовой
стрелке) и оставьте охлаждаться до температуры 40-50°С. По окончании охлаждения поверните рукоятку против часовой стрелки для полного снятия давления. Разомкните зажимы и извлеките сваренную трубу. В
случае следования вышесказанным операциям, сварка будет успешно завершена.
Пример:
Труба, материал – ПЭ100;
Внешний диаметр трубы или фитинги – 160 мм;
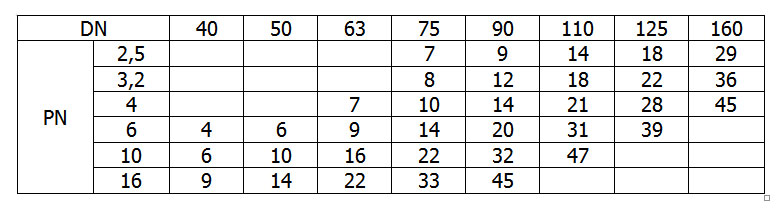
Номинальное давление – PN 4;
Толщина стенки трубы или фитинга – 6,2мм;
Температура нагревательного элемента – 210°С;
Давление на табло – 45 кг;
Давление сварки – 45 кг.
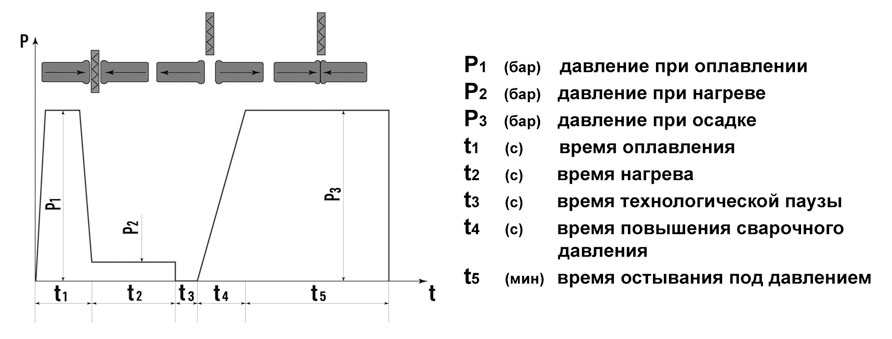
Фаза 1-2: формирование шва 1,5 мм.
под давлением 45 кг.
Фаза 3: отвод нагревательного элемента
Фаза 4: постепенный подъем давления
до отметки 45 кг.
Фаза 5: охлаждение до температуры 40°С
под постоянным давлением 45 кг.
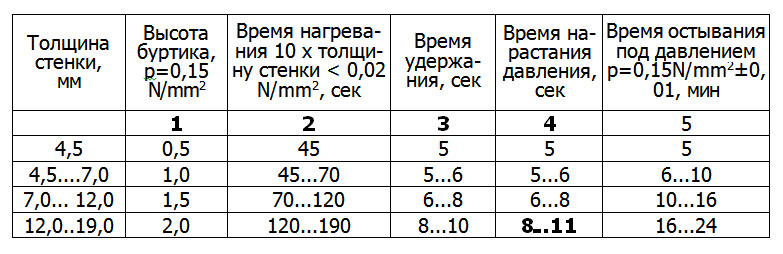
Сварочные параметры согласно стандарта DVS 2207/1
![Сварочные параметры стыковой сварки]()
Сварочное давление
![Сварочное давление стыковой сварки]()
Основные дефекты сварки труб и фитингов и способы их исправления:
1. Высота и ширина сварочного грата менее нормы.
Причина и способ устранения:
- Температура нагревательного элемента ниже нормы – необходимо повысить температуру нагревательного элемента.
- Давление при прогреве и осадке ниже нормы – Увеличить усилие прижатия труб к нагревательному элементу при оплавлении, прогреве или осадке.
- Время оплавления или прогрева ниже нормы – Увеличить время выдержки торцов труб на нагревательном элементе при прогреве.
2. Неравномерные формы и размеры сварочного грата.
- Неровные торцовые поверхности труб – Добиться перпендикулярности торца к оси трубы.
- Плохая центровка труб (перекос труб при сварке, смещение торцов свариваемых труб) – Повысить точность сборки при сварке вручную, отрегулировать точность центровки труб и деталей в приспособлении, применяемом для сборки и сварки.
- Изменение температуры труб по их периметру, вследствие солнечного нагрева – Выполнить сварку под навесом.
- Нестабильность температуры по периметру нагревательного элемента – Заменить или отремонтировать нагревательный элемент.
- Сварка труб различного типа без снятия внутренней фаски на более толстостенной трубе – Выполнить внутреннюю фаску на более толстостенной трубе.
3. Несимметричный сварочный грат.
- Большое различие в вязкости расплава материала свариваемых труб – Проверить характеристики свариваемых труб.
- Неравномерная температура с двух сторон нагревательного элемента – Заменить или отремонтировать нагревательный элемент.
- Неравномерное давление при оплавлении и прогреве с двух сторон нагревательного элемента из-за повышенного трения при его продольном перемещении – Уменьшить трение в механизме перемещения инструмента.
4. Высота и ширина сварочного грата более нормы.
- Чрезмерное давление при прогреве или осадке – Уменьшить усилие прижатия труб к нагревательному элементу при прогреве или осадке.
- Температура нагревательного элемента выше нормы – Уменьшить температуру нагревательного элемента.
- Время оплавления или прогрева выше нормы – Уменьшить время оплавления или прогрева.
5. Чрезмерное смещение кромок сваренных труб по наружной или внутренней поверхностям.
- Плохая центровка труб – Улучшить центровку труб в сварочном оборудовании.
- Большая овальность концов труб – Заменить свариваемые трубы или произвести калибровку их концов.
- Сварка труб различного типа (с различной толщиной стенки) – Выполнить внутреннюю фаску на более толстостенной трубе.
5. “Рваный” сварочный грат. Налипание расплава полимера на нагревательный элемент в следствии:
ПИЛОТФЮЗ
“ПИЛОТФЮЗ” является сварочным аппаратом высокой степени автоматизации, который предназначен для стыковой сварки полиэтиленовых труб и фасонных изделий.
В составе сварочного аппарата имеется микропроцессорный блок Барбара, который управляет гидравлическим приводом подвижных частей позиционера, где закрепляются свариваемые трубы и детали. Таким образом микропроцессорный блок управляет процесом сварки, а также осуществляет его автоматизированный контроль по всему циклу, регистрируя параметры сварки и позволяя предоставить их в виде распечатанного протокола.
Барбара хранит информацию (протоколы) о параметрах проведенной сварки по каждому сварному стыку, а также следующую контрольную информацию: данные об объекте, операторе, дополнительную информацию. Вся эта информация по каждому стыку может быть распечатана на принтере, для обеспечения контроля технологического процесса сварки.
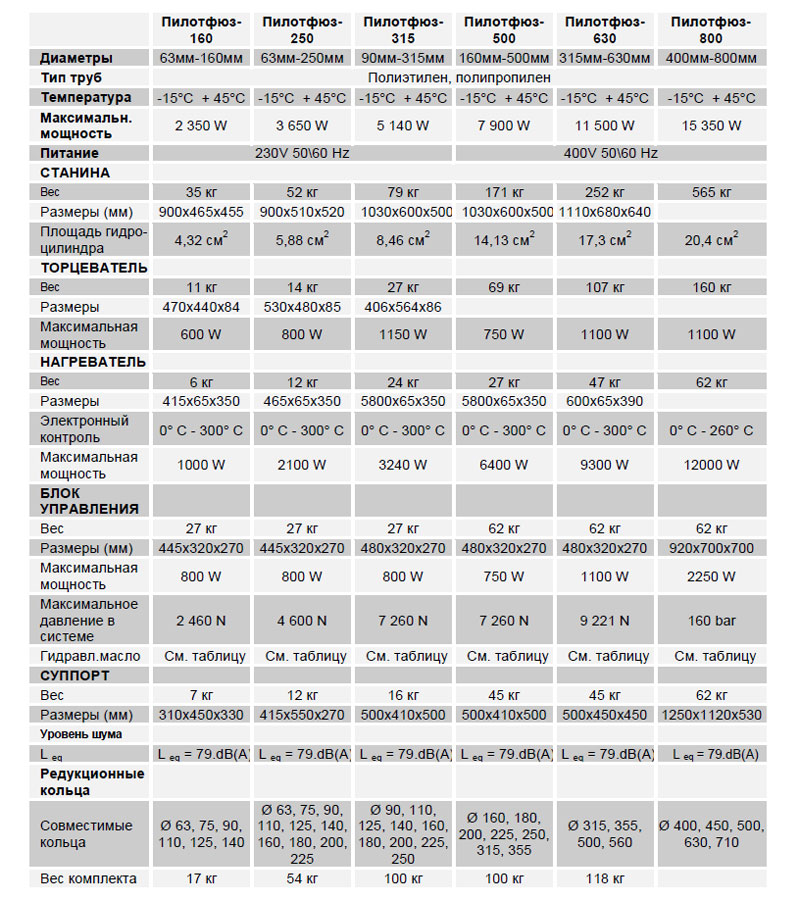
Технические характеристики
![Технические характеристики ПИЛОТФЮЗ]()
Сварочный аппарат “ПИЛОТФЮЗ”
| Артикул | Модель | Вес, кг | Цена с НДС [руб/шт]* | Корзина |
| PILOTFUS160a | Сварочный аппарат “ПИЛОТФЮЗ-160” (63-160) | 101 | 964 800,00 | |
| PILOTFUS250a | Сварочный аппарат “ПИЛОТФЮЗ-250” (63-250) | 132 | 1 020 000,00 | |
| PILOTFUS315a | Сварочный аппарат “ПИЛОТФЮЗ-315” (90-315) | 188 | 1 199 600,00 | |
| PILOTFUS500a | Сварочный аппарат “ПИЛОТФЮЗ-500” (225-500) | 374 | 1 592 000,00 | |
| PILOTFUS630a | Сварочный аппарат “ПИЛОТФЮЗ-630” (315-630) | 490 | 1 858 000,00 | |
| PILOTFUS800a | Сварочный аппарат “ПИЛОТФЮЗ-800” (400-800) | 918 | 2 496 000,00 |
![Конструкция и органы управления ПИЛОТФЮЗ]()
Позиционер-центратор

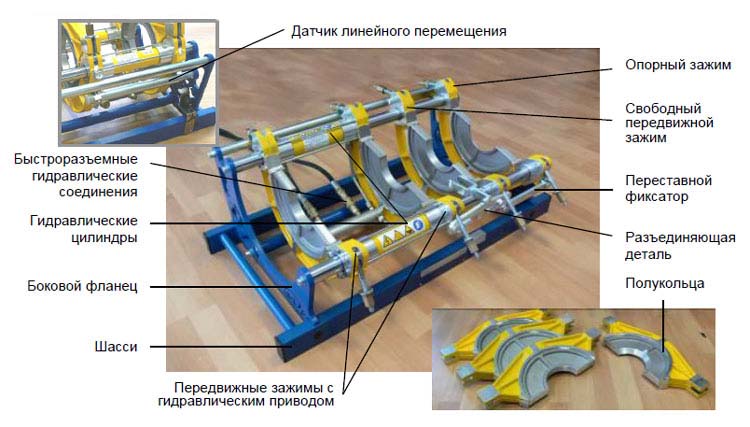
Позиционер-центратор состоит из следующих элементов:
- два гидроцилиндра;
- две направляющие подвижных зажимов и цилиндров;
- два передвижных зажима с гидравлическим приводом, смонтированных на гидроцилиндрах;
- один передвижной свободный зажим, смонтированный на направляющих;
- один опорный зажим;
- гидравлический система с быстроразъемными соединениями;
- усиливающее конструкцию шасси;
- два боковых поддерживающих фланца;
- разъединяющая деталь для равномерного отсоединения труб от зеркала (устанавливается на аппаратах до 500-го диаметра);
- переставной фиксатор для определения подвижной части станины;
- четыре фиксирующих полукольца (ответные части зажимов);
- датчик линейного перемещения.
Торцеватель

Электрический торцеватель состоит из следующих элементов:
- корпус торцевателя;
- электромотор;
- два вращающихся диска с резцами;
- концевой выключатель, который срабатывает при установке торцевателя на станину;
- колесо управления скоростью вращения;
- кнопка включения торцевателя;
- кнопка фиксации кнопки включения.
Нагревательный элемент (зеркало)
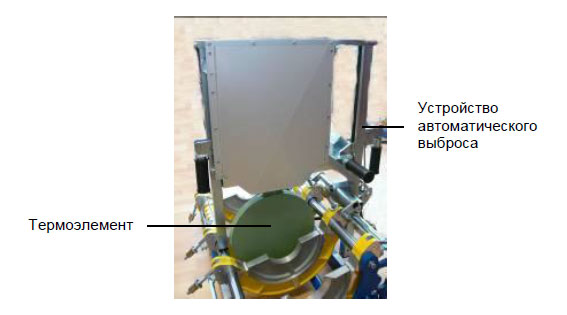
Нагревательный элемент состоит из следующих элементов:
- термоэлемент с защитным покрытием;
- индикатор температуры;
- электрический разъем;
- устройство автоматического выброса.
Гидрогруппа с микропроцессорным блоком Барбара

Гидрогруппа состоит из следующих элементов:
- рама;
- закрытый блок гидрогруппы с гидромотором;
- два гидравлических шланга;
- сетевой кабель питания;
- микропроцессорный блок Барбара.
Микропроцессорный блок Барбара

На лицевой панели расположены ЖК-дисплей и клавиши управления. ЖК-дисплей представляет собой двухстрочный 16-ти разрядный индикатор, предоставляющий всю необходимую оператору информацию в доступном для него виде. Управление дисплеем осуществляется при помощи следующих кнопок управления:
- “VALID” – позволяет подтвердить текущий этап и перейти к следующему;
- “STOP” – позволяет отменить текущий этап и вернуться к предыдущему;
- стрелки “вверх” и “вниз” – позволяют выбрать конкретный параметр или ввести его значение;
- стрелки “влево” и “вправо” – позволяют перемещать курсор по экрану.
Микропроцессорный блок Барбара управляет гидравлическим приводом подвижных частей позиционера, где закрепляются свариваемые трубы и детали. Таким образом микропроцессорный блок управляет процессом сварки, а также осуществляет его автоматизированный контроль по всему циклу, регистрируя параметры сварки и позволяя предоставить их в виде распечатанного протокола.
Барбара хранит информацию (протоколы) о параметрах проведенной сварки по каждому сварному стыку, а также следующую контрольную информацию: данные об объекте, операторе, дополнительную информацию.
Подставка-держатель (суппорт)

Суппорт служит подставкой для торцевателя и нагревательного элемента.
Подготовка аппарата к работе
Прежде чем начать подключение аппарата, следует проверить:
- характеристики источника питания в соответствии с техническими характеристиками сварочного аппарата);
- при применении удлинителя, правильность соотношения сечения используемого кабеля и его длины;
- осуществить внешний осмотр с точки зрения механических повреждений;
- кабели и разъемы.
Прежде чем подключать сетевой кабель к источнику питания, убедитесь, что тумблер включения микропроцессорного блока Барбара находится в положении ВЫКЛ.
При применении генератора, прежде чем включить аппарат следует подождать стабилизации режима работы двигателя (1-3 минуты).
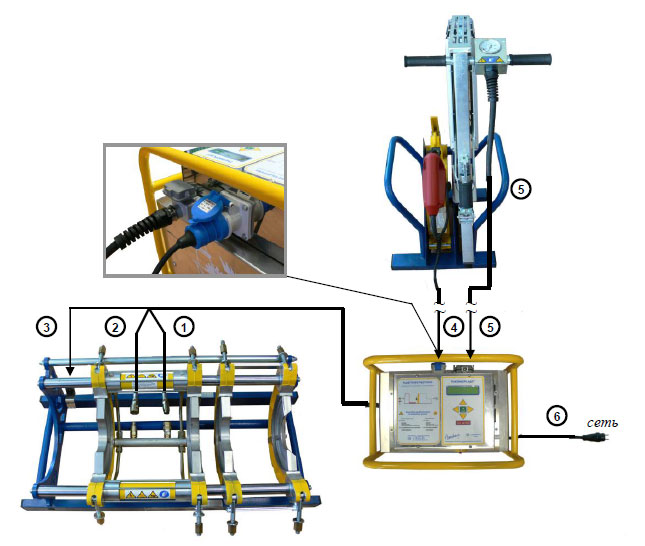
Перед включением аппарата необходимо соединить все его узлы с помощью специальных соединительных кабелей в соответствии со схемой, представленной на рисунке выше. Разъемы всех соединений имеют уникальную конструкцию (все отличаются друг от друга) для предотвращения неправильного подключения.
1. Подключите гидрогруппу к позиционеру-центратору гидравлическими шлангами (кабели 1 и 2 на рис. выше) с помощью специальных разъемов (быстроразъемных соединений), для этого:
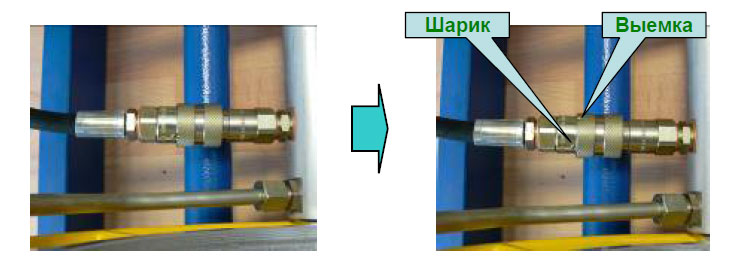
- для предотвращения случайного разъединения соединения необходимо прокрутить вращающуюся часть разъема так, чтобы выемка и шарик не находились друг напротив друга.
Стыковые сварочные аппараты CTF J.SAURON

Стыковой сварочный аппарат ПайпФюз EURO 160 CTF J.SAURON подходит для сварки труб с трубами и фасонными изделиями диаметром от 40 до 160 мм.

Стыковой сварочный аппарат EURO 200 CTF J.SAURON позволяет сваривать пластиковые трубы и фитинги диаметром 40…200 мм. Центратор имеет механический привод.

Стыковой сварочный аппарат ПайпФюз WORLD 250 CTF J.SAURON предназначен для сваривания полиэтиленовых труб и фитингов диаметром 40-250 мм.

Стыковой сварочный аппарат Пайпфюз EURO 315 CTF J.SAURON рассчитан на сварку труб и фитингов диаметром 90-315 мм, в том числе под углом до 45 градусов.
![]()
Стыковой сварочный аппарат ТРАНСПИЛОТ 630 CTF J.SAURON – инновационная, полностью автоматизированная установка на гусеничном ходу. Сваривает трубы диаметром 315-630 мм.

Стыковой сварочный аппарат Пилотфюз 160 CTF J.SAURON подходит для сварки полиэтиленовых и полипропиленовых труб диаметром 50…160 мм.
Стыковой сварочный аппарат Пилотфюз 250 CTF J.SAURON соединяет полиэтиленовые и полипропиленовые трубы диаметром 63-250 мм.

Стыковой сварочный аппарат Пилотфюз 315 CTF J.SAURON рассчитан на работу с трубами и фитингами диаметром 90-315 мм. Материал труб – полиэтилен и полипропилен.

Стыковой сварочный аппарат Пилотфюз 500 CTF J.SAURON позволяет соединять полиэтиленовые и полипропиленовые трубы и фитинги диаметром 225-500 мм.

Стыковой сварочный аппарат Пилотфюз 630 CTF J.SAURON – самая мощная модель в линейке. Трехфазная машина для соединения труб и фитингов из полиэтилена и полипропилена диаметром 315-630 мм.

Стыковой сварочный аппарат Пайпфюз 160 CTF J.SAURON сваривает полиэтиленовые и полипропиленовые трубы диаметром 50-160 мм.
Стыковой сварочный аппарат Пайпфюз 250 CTF J.SAURON соединяет полиэтиленовые и полипропиленовые трубы диаметром 63-250 мм.

Стыковой сварочный аппарат Пайпфюз 315 CTF J.SAURON работает с трубами и фитингами диаметром 90-315 мм.

Стыковой сварочный аппарат Пайпфюз 500 CTF J.SAURON позволяет сваривать трубы из полиэтилена, полипропилена, а также фитинги с диаметром 225-500 мм.

Стыковой сварочный аппарат Пайпфюз 630 CTF J.SAURON предназначен для соединения труб и фасонных деталей с диаметром 315-630 мм.

Стыковой сварочный аппарат Пайпфюз 800 CTF J.SAURON сваривает полиэтиленовые и полипропиленовые трубы и фитинги диаметром 400-800 мм.

Стыковой сварочный аппарат Пайпфюз 1000 CTF J.SAURON рассчитан на сварку труб и фитингов диаметром 500-1000 мм. Машина работает с такими материалами, как полиэтилен и полипропилен.

Стыковой сварочный аппарат Пайпфюз 1200 CTF J.SAURON предназначен для соединения труб и фитингов диаметром 630-1200 мм.

Стыковой сварочный аппарат Пайпфюз 1600 CTF J.SAURON – самая мощная модель в линейке. Сваривает трубы и фитинги диаметром 1000-1600 мм.

Стыковой сварочный аппарат Протофюз 160 CTF J.SAURON – оборудование средней степени автоматизации. Сваривает трубы диаметром 50-160 мм.
Осуществляем бесплатную доставку до транспортной компании с дальнейшей отгрузкой в города: Воронеж, Пенза, Волгоград, Астрахань, Краснодар, Сочи, Петрозаводск, Мурманск, Архангельск, Вологда, Ижевск, Уфа, Пермь, Сыктывкар, Ухта, Тюмень, Нижневартовск, Сургут, Челябинск, Омск, Барнаул, Кемерово, Новокузнецк, Абакан, Красноярск, Иркутск, Чита, Хабаровск, Благовещенск, Владивосток и другие города России.
Данный сайт носит исключительно информационный характер и не является публичной офертой, определяемой Статьёй 437 (2) ГК РФ. Актуальную информацию о внешнем виде, технических характеристиках, наличии на складе и стоимости товаров запрашивайте в отделе продаж. Каждый раз, оставляя свои данные в любой форме обратной связи на нашем сайте, Вы даёте своё согласие на обработку персональных данных.
Читайте также: