Аппарат точечной сварки на конденсаторах
Обновлено: 19.05.2024
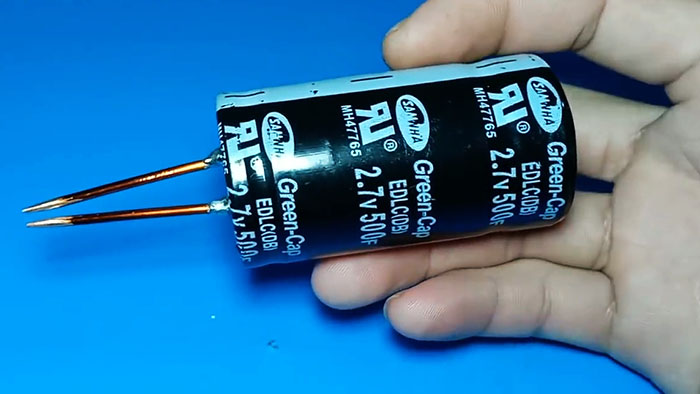
Наверняка, при работе с аккумуляторами по их замене, вам требовалась контактная сварка. Так как литии-ионные батареи очень нежелательно паять обычным припоем, есть опасность перегрева. Покупать или мастерить дорогостоящее оборудование для двух-трех случаев точно не выгодно и затратно. А вот такой аппарат для контактной сварки доступен абсолютно каждому. Ведь он по сути состоит всего из одной детали, под названием - суперконденсатор.
Это почти такой же конденсатор, только высокой емкости. Обладающий всеми теми же плюсами, что и обычный конденсатор.

Понадобится
- .
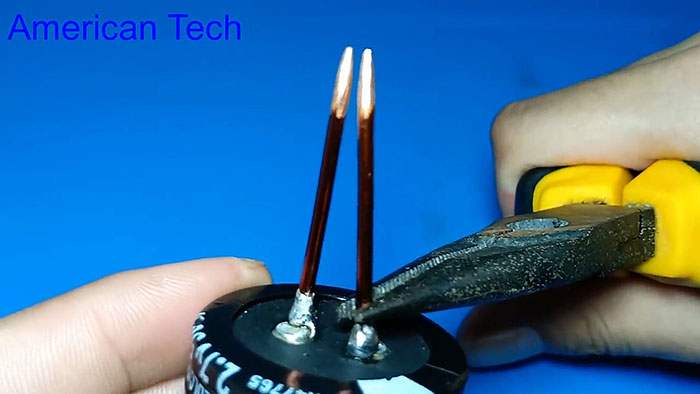
- Толстая проволока, сечением не менее 2 кв. мм.
Изготовление простейшего аппарата для контактной сварки из суперконденсатора
Выпрямляем их кусачкам или плоскогубцами, чтобы они были очень ровные. Теперь с одной стороны у каждого отрезка напильником зачищаем край, снимая лаковую изоляцию.




Напряжение не должно превышать 2,7 В. Хотя, как видите на фото, у меня оно больше на одну десятую. Это конечно не критично, но лучше не рисковать.

Контактная сварка
Теперь разберемся как сваривать. Поскольку наш аппарат до невозможности простой, он не может регулировать длину импульсов. Вся задача тем самым ложится на вас. Поэтому выдержку придется делать интуитивно.
Вот пример, как припаять металлическую полоску к батарейке. Кладем полоску на батарейку. Теперь подносим контакты аппарата и тем самым быстро замыкаем его.
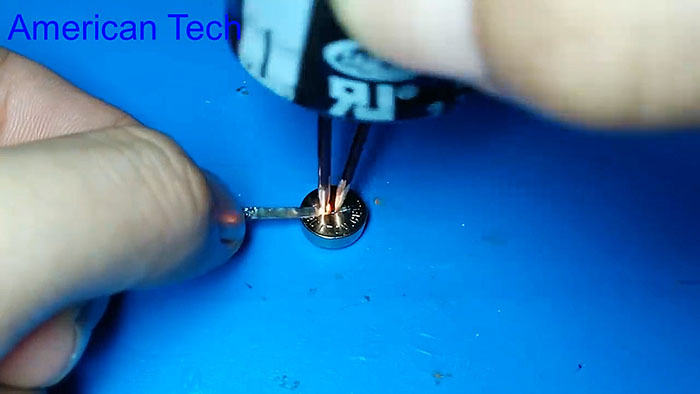




Все надежно и точно не отвалится. Главный упор делайте на тренировки, а дальше все пойдет как по маслу. Одной зарядки ионистора хватит на десяток таких сварок.
Смотрите видео
Простой аппарат для точечной сварки

Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.

Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.







То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.


Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.







Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
Как сделать точечную сварку из конденсаторов

Аппарат контактной точечной сварки, собранный на основе конденсаторов, станет полезным дополнением для домашней мастерской радиолюбителя. А сделать его (при наличии всех необходимых деталей) — не составит особого труда. Даже для начинающего электронщика.
В этой статье рассмотрим очень интересную идею, которой с нами поделился автор YouTube канала «Делай Вcё Сам * Do It Yourself*».
Главным элементом точечной сварки выступает конденсатор. А точнее — несколько конденсаторов большой ёмкости (на 47000 мкФ, напряжение 25 В).

Также нам потребуются и другие комплектующие:
- симистор;
- вольтметр (подойдёт самый дешёвый);
- аккумуляторы 18650 и бокс для их установки;
- кнопка включения;
- лампочка;
- электроды из медной проволоки.
Как выглядит самая простейшая схема самодельного аппарата точечной сварки, можно увидеть на фото ниже.

Состоит устройство из двух аккумуляторов, кнопочного выключателя, повышающего преобразователя напряжения, вольтметра и конденсатора.
Однако возможности данного варианта сборки ограничены. Поэтому мы будем мастерить более серьёзный аппарат.
Основные этапы работ
Если кому интересна схема сборки контактной конденсаторной сварки, то можете ознакомиться с ней на фото ниже.

Это самая популярная в интернете схема. Мы не будем её повторять в точности, а сделаем более крутой вариант.
Но позаимствуем из предыдущей сборки одну важную часть — электронный ключ, который состоит из симисторов.
Берем несколько симисторов (в данном случае три штуки) и спаиваем их параллельно, чтобы увеличить их мощность.

Обратите внимание: включать симисторы нужно обязательно через резистор с сопротивлением примерно 100 Ом.
«Черновая» (незавершенная) сборка выглядит так:
- связка из пяти конденсаторов ёмкостью 47000 мкФ, которые в сумме дают 235000 мкФ);
- вольтметр;
- два аккумулятора 18650;
- электронный ключ на базе симисторов;
- кнопка включения;
- самодельные электроды из медной проволоки.

Обратите внимание: пиковые токи в момент разряда могут достигать 2000 А. Это даёт возможность получить качественный результат сварки.
Чтобы повысить скорость сварки, можно отказаться от повышающего преобразователя напряжения и использовать связку из шести аккумуляторов 18650, которые будут работать напрямую.
В итоге скорость сварки возрастёт, при этом соединение металла будет получаться таким же надёжным и прочным.
Дополнительно в разрыв между аккумуляторами и конденсаторами можно установить лампочку. Она будет служить ограничителем тока заряда конденсаторов, что положительно скажется на работе аккумуляторов.

Кроме того, лампочка выступает в качестве индикатора заряженности конденсаторов, что очень удобно.
Плюсы и минусы конденсаторной точечной сварки
Очевидным преимуществом самодельного аппарата является портативность и мобильность — можно работать как в мастерской, так и в полевых условиях.
Среди минусов можно выделить несколько наиболее ощутимых:
- нужна подзарядка аккумуляторов;
- нет возможности регулировать ток.
Видео по теме
Подробно о том, как изготовить своими руками аппарат точечной сварки, собранный на конденсаторах, настоятельно рекомендуем посмотреть в авторском видеоролике ниже.
Конденсаторная сварка: изготовление аппарата своими руками
Впервые конденсаторная сварка была опробована в 30-е годы 20-го века. Метод оказался настолько успешным, что до сих пор применяется в промышленности, частных мастерских, быту. Конденсаторный аппарат прост по конструкции и его нетрудно сделать своими руками из доступных деталей.

Особенности конденсаторной сварки
Конденсаторную сварку выполняют короткими импульсами, которые нагревают очень маленькую площадь, что предотвращает образование термических напряжений и деформаций. При этом скорость сварки на автоматических линиях достигает 600 точек/минуту.
К преимуществам относят компактность и небольшой вес аппарата. Для работы не требуется мощный источник электроэнергии, так как блок конденсаторов заряжается во время перехода от одной точки к другой. Мощность разряда расходуется только на нагрев точки соединения, поэтому у технологии высокий КПД.
При конденсаторной сварке не выделяются вредные для здоровья газы, нет инфракрасного и ультрафиолетового излучения. Аппарат не нуждается в принудительном охлаждении, поскольку при работе в импульсном режиме элементы схемы сильно не нагреваются. За счет регулирования мощности и продолжительности разряда можно сваривать очень мелкие детали. Поэтому элементная база, которую использует микроэлектроника, изготавливается с применением конденсаторной технологии.
Конденсаторную сварку применяют для соединения деталей толщиной до 1,5 мм из любых марок стали, цветных и тугоплавких металлов. При этом одна заготовка может быть значительно толще другой. Также сваривают детали из разнородных металлов или сплавов. За счет стабильности энергии разряда все точки шва получаются с одинаковым качеством.
Из недостатков отмечают кратковременность сварочного импульса и ограниченность толщины заготовок. Поэтому в большинстве случаев конденсаторная сварка не сможет заменить дуговую.
Однако при работе с тонкостенными деталями ее экономичность, качество, производительность значительно выше.
Принцип работы
Принцип работы основан на способности конденсатора накапливать электроэнергию при подключении к источнику питания. Свариваемые детали плотно прижимают одна к другой между электродами, через которые пропускают короткий разряд электроэнергии, накопленной конденсатором. Ток, протекающий между ними, расплавляет металл.

Детали удерживают в сжатом положении до тех пор, пока металл не затвердеет. После повторной зарядки конденсатора переходят к следующему месту соединения. Операцию повторяют по всей длине шва.
Во время работы возможно появление помех в электросети.
Разновидности
По способу выполнения конденсаторная сварка подразделяется на 3 типа:
- контактную;
- ударно-конденсаторную;
- точечную.
Контактная сварка выполняется через электроды, приложенные к плотно сжатым деталям. В точке касания электродов образуется дуга с током 10 — 15 кА, длительностью 3 мс.
При ударно-конденсаторной сварке один электрод подсоединяют к заготовкам, а другим кратковременно ударяют по месту соединения. Продолжительность импульса сокращается до 1,5 мс, что способствует уменьшению зоны термического влияния.
Точечный способ отличается тем, что дуга образуется между деталями и электродами. Продолжительность импульса в зависимости от толщины заготовок 10 — 100 мс. Заготовки соединяются на небольшой площади на месте воздействия дуги.
По способу наложения шва конденсаторная сварка выполняется как:
- Контактная. Применяется на приборостроительных и предприятиях производящих радиоэлектронную аппаратуру. Этот вид используют автомастерские для ремонта кузовов легковых автомобилей, так как при конденсаторной сварке не деформируются тонкостенные листы обшивки.
- Шовная или роликовая позволяет создавать герметичные соединения. Это достигается за счет перекрытия соседних точек шва, которые выполняются электродами в виде роликов. Они прокатываются по заготовкам, уложенных внахлест. Этим способом сваривают мембраны и сосуды из тонкого металла.
- Стыковая выполняется методом оплавливания или сопротивления. В первом варианте разряд пропускают между заготовками. После того, как возникшая дуга оплавит места соединения, детали осаживают. При втором варианте запуск разряда и сварка осуществляются, когда заготовки соприкоснутся. Таким способом удобно сращивать медные и алюминиевые провода. В отличие от обычной скрутки контакт между ними не окислится.
Конденсаторная сварка своими руками
Прежде чем начинать делать аппарат конденсаторной сварки своими руками нужно выбрать тип устройства. Они бывают бестрансформаторными и трансформаторными. Первый вариант чаще применяют для ударной сварки, второй для соединения заготовок прочными швами. В бестрансформаторных аппаратах конденсаторы разряжаются на соединяемые детали, в трансформаторных на первичную обмотку выходного трансформатора. Со вторичной обмотки которого импульс тока поступает на место соединения.
Трансформаторный аппарат
Трансформаторная схема конденсаторной сварки собирается из следующих деталей:
- сетевого трансформатора мощностью 5 — 20 Вт со вторичным напряжением 5 В;
- двух выпрямительных мостов;
- тиристора КУ 202 или аналога для управления разрядом;
- одного или нескольких конденсаторов с суммарной емкостью 1000 — 2000 мкФ;
- выходного трансформатора мощностью не меньше 1 кВт;
- предохранителя, кнопочного переключателя любого типа.
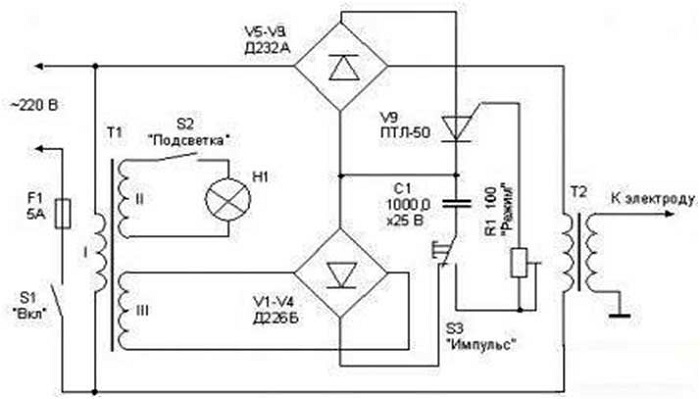
При безошибочном монтаже устройство начинает работать сразу без дополнительных настроек. Таким аппаратом можно проводить точечную сварку на конденсаторах со скоростью до 5 импульсов в секунду.
В качестве выходного можно использовать трансформатор от микроволновой печки с небольшой доработкой. Магнитные шунты убирают, вместо вторичной обмотки наматывают 3 — 5 витков медной шины сечением 20 — 35 мм².
Если трансформатор от микроволновой печки добыть не получилось, самодельный собирают на сердечнике из пластин Ш 40 с толщиной набора 70 мм. Для первичной обмотки потребуется 300 витков провода диаметром 0,8 мм, для вторичной 10 витков шины.
Качество конденсаторной сварки зависит не только от характеристик сварочного аппарата, но и от электродов. Их можно прижимать к деталям руками или зажимами, но лучше сделать рычажную конструкцию.
Она состоит из нижнего электрода из медного стержня диаметром 8 мм, длиной 1 -2 см, закрепленного на неподвижном основании. Для лучшего контакта с заготовками верхний конец округляют. Подвижный электрод крепят на рычаге, с помощью которого можно быстро сжимать заготовки между собой. Основание с нижним контактором должно быть изолировано от рычага.
Бестрансформаторный вариант
Бестрансформаторная схема может быть собрана на высоковольтных или низковольтных конденсаторах.
Чтобы собрать конденсаторный аппарат по первому варианту, потребуются повышающий трансформатор, высоковольтные диоды для выпрямительного моста. Также понадобятся один или несколько конденсаторов с рабочим напряжением не меньше 1 кВ общей емкостью 1000 мкФ. Схема обеспечивает 100 А в импульсе длительностью 5 мс. Режим разряда регулируют изменением числа витков вторичной обмотки переключателем SA1. Элементы схемы находятся под высоким напряжением, поэтому нужно строго соблюдать правила техники безопасности при работе с электроинструментом.

Низковольтную схему собирают из понижающего трансформатора мощностью 100 — 500 Вт и блока конденсаторов с рабочим напряжением 50 В общей емкостью от 40 до 100 тысяч мкФ. Такой аппарат выдает ток 1 -2 кА в течение 600 мс. При монтаже конденсаторов на печатной плате соединительные дорожки нужно усилить медным проводом, иначе они могут расплавиться при разряде.
Конструкция низковольтного бестрансформаторного аппарата получается громоздкой, так как батарея конденсаторов занимает много места, да и весит немало. Вместо нее можно использовать ионистор, но цена прибора на порядок больше стоимости всей батареи.
Также следует учитывать, что срок службы электролитических конденсаторов невелик.
Технология применения конденсаторной сварки
Технология несложная и доступна для применения в домашних условиях. Прежде чем приступить к сварке, места соединений на заготовках очищают от грязи, ржавчины, окалины. Затем детали совмещают в нужном положении и кладут между электродами. С помощью рычага подвижным электродом заготовки прижимают друг к другу и нижнему контактору. Пусковой кнопкой подают импульс тока.
После окончания разряда электроды кратковременно удерживают в сжатом положении, чтобы расплавленный металл затвердел под давлением. Затем под верхний электрод подставляют следующее место сварки. Этой паузы достаточно для зарядки конденсатора. Операцию повторяют необходимое количество раз. По размеру участок сварки должен в 2 -3 раза превышать толщину тонкой заготовки.
Если требуется сварить деталь толщиной до 0,5 мм с массивной заготовкой, пользуются упрощенным способом. Один из электродов крепят зажимом к любому месту толстой заготовки, а вторым рукой прижимают тонкую к точке сварки. Нажимают пусковую кнопку и т. д.
После сборки конденсаторного аппарата можно заняться его усовершенствованием. Сделать пусковую кнопку в виде педали, чтобы освободить руки, собрать светодиодный блок индикации уровня заряда конденсаторной батареи. Если вместо простого использовать автотрансформатор, можно регулировать напряжение разряда в широком диапазоне. Полезно составить таблицу режимов сварки в зависимости от марки и толщины металла, изменяя количество витков и сопротивление резистора в цепи управления тиристором.
Читайте также: