Аргоновая сварка из полуавтомата своими руками
Обновлено: 12.05.2024
Сварочный полуавтомат является довольно востребованным устройством среди профессиональных и домашних мастеров, особенно тех, кто занимается кузовным ремонтом. Данный агрегат можно приобрести уже в готовом исполнении. Но многие владельцы сварочных инверторных аппаратов задаются вопросом: а можно ли переделать инвертор в полуавтомат, чтобы не покупать еще один сварочник? Сделать полуавтомат из инвертора своими руками — задача довольно сложная, но при сильном желании вполне осуществимая.
Способы переделки
Для начала, рассмотрим возможные варианты превращения инвертора в сварочный полуавтомат.
Способ 1
Для создания полуавтомата обязательно понадобится так называемое головное устройство. Это, собственно, сварочный аппарат, который и будет формировать рабочие параметры для возникновения дугового разряда. В качестве такого головного устройства подойдет не каждая модель инвертора.
Необходимо выбрать достаточно мощный сварочный аппарат. Его вольт-амперные характеристики можно изменить при помощи контроллера широтно-импульсной модуляции. Однако, во-первых, такое устройство есть не у каждого домашнего мастера. Во-вторых, процесс проведения измерений весьма долгий и трудоемкий. Наконец, провести все исследования сможет только человек с достаточно высоким уровнем знаний в электротехнике.
Так как вариант с ШИМ-контроллером не будет доступен среднестатистическому сварщику, рекомендуется пойти более простым путем. Во-первых, выбранный аппарат-донор должен нормально выполнять все необходимые операции. Во-вторых, для создания самодельного полуавтомата понадобится дроссель. Данную деталь, предназначенную для ламп дневного света, можно купить в любом магазине запчастей. Выходное напряжение дросселя используется в качестве входа обратной связи. Как именно сделать схему подключения и провести необходимые монтажные операции, показано в ролике ниже.
Способ 2
Данный вариант создания самодельного полуавтомата подойдет только счастливым владельцам качественного оборудования. А именно, инверторов, способных работать в режиме строго заданной вольт-амперной характеристики. Сварочники такого класса дорогие, однако максимально подходят для решения поставленной задачи.
Чтобы сделать собственный полуавтоматический аппарат, потребуется:
- купить механизм подачи проволоки, в комплекте к которому поставляются все необходимые провода и коммутационные разъемы;
- подключить механику подачи к инверторному сварочному аппарату;
- подобрать вольт-амперную характеристику для работы с конкретным типом проволоки.

Механизм подачи проволоки с Aliexpress
В сущности, механизм подачи выступает в роли приставки, которая расширяет возможности сварочного инвертора. Однако такая схема обладает повышенной надежностью, не требует от пользователя специальных знаний. Кроме этого, полученный полуавтомат показывает максимальный уровень гибкости и неприхотливости: может быть быстро настроен для работы с конкретным материалом и проволокой.
Способ 3
Данный способ потребует от пользователя немалой подготовки. Во-первых, ему понадобится найти не среднестатистический инверторный сварочный аппарат подходящей мощности. Необходимо выбрать как можно более простого донора определенного класса. Идеальным будет аппарат, у которого:
- есть шунт на выходе;
- в блоке первичного преобразования используется трансформатор тока;
- компоновка ZX-7.
Рекомендуется выбирать аппараты без дополнительных опций контроля и функционала для облегчения жизни сварщика. У инвертора не должно быть никаких горячих стартов, простого поджига, форсажа дуги.
Для создания собственного самодельного полуавтомата потребуется точно установить вольт-амперные параметры выбранного инвертора. Также понадобится сделать настройку нарастания тока. Порядок и списочный состав необходимых работ не универсальный. Он отличается у разных моделей инверторов.

Вольт-амперная характеристика сварочного инвертора
Подробный алгоритм переделки
Данный способ переделки достаточно сложный для рядового пользователя. Однако домашнему умельцу, который любит собирать инструмент своими руками и разбирается в электросхемах, он вполне подойдет.
Необходимые материалы и инструменты
Для сборки агрегата понадобятся следующие элементы:
- инверторный сварочный аппарат;
- горелка, а также специальный гибкий шланг, внутри которого проходят газопровод, направляющая для проволоки, силовой кабель и электрический управляющий кабель;
- механизм для равномерной автоматической подачи проволоки;
- модуль управления, а также контролер скорости двигателя (ШИМ-контроллер);
- баллон с защитным газом (углекислотой);
- электромагнитный клапан для отсекания газа;
- катушка с электродной проволокой.
Чтобы собрать самодельный полуавтомат из сварочного инвертора, последний должен вырабатывать сварочный ток не менее 150 А. Но его придется немного модернизировать, поскольку вольтамперные характеристики (ВАХ) инвертора не подходят для сварки электродной проволокой в среде защитного газа.
Но об этом позже. Сначала нужно сделать механическую часть полуавтомата, а именно механизм подачи проволоки.
Механизм подачи электродной проволоки
Поскольку подающий механизм будет размещаться в отдельном коробе, то для этой цели идеально подойдет корпус от системника компьютера. К тому же, не нужно выбрасывать блок питания. Его можно приспособить под работу механизма протяжки.
Для начала, нужно измерить диаметр катушки с проволокой или, обрисовав ее на бумаге, вырезать окружность и вставить ее в корпус. Вокруг бобины должно быть достаточно места для размещения других узлов (блока питания, шлангов и механизма протяжки проволоки).

Устройство протяжки проволоки изготавливается из механизма стеклоочистителя от автомобиля. Под него необходимо спроектировать раму, которая также будет удерживать прижимные ролики. Макет необходимо нарисовать на плотной бумаге в реальном масштабе.

Совет! Разъем для подключения шланга горелки и сам шланг с горелкой можно изготовить своими руками. Но правильнее будет купить готовый комплект, который имеет доступную цену.
Устройство подачи должно быть установлено в корпусе так, чтобы разъем располагался в удобном месте.

Чтобы проволока подавалась равномерно, все составляющие должны закрепляться точно друг напротив друга. Ролики необходимо отцентрировать относительно отверстия для входного штуцера, который находится в разъеме для подключения шланга.

В качестве роликовых направляющих можно использовать подходящего диаметра подшипники. На них с помощью токарного станка протачивается небольшая канавка, по которой будет двигаться электродная проволока. Для корпуса механизма можно использовать фанеру толщиной 6 мм, текстолит или прочный листовой пластик. Все элементы закрепляются на основе, как показано на следующем фото.

В качестве первичной направляющей для проволоки используется просверленный вдоль оси болт. В результате получится подобие экструдера для проволоки. На входе штуцера одевается кембрик, усиленный пружиной (для жесткости).

Штанги, на которых закреплены ролики, также подпружиниваются. Сила прижима устанавливается с помощью болта, расположенного снизу, к которому крепится пружина.

Совет! Если у вас по каким-либо причинам нет возможности изготовить механизм для протяжки проволоки своими руками, то его можно купить в Китае. В продаже имеются механизмы на 12 В и на 24 В. Данном случае, поскольку используется БП от компьютера, потребуется устройство с питанием от 12 В.

Основу для закрепления бобины можно изготовить из небольшого куска фанеры или текстолита и обрезка пластиковой трубы подходящего диаметра.

Далее, все компоненты нужно аккуратно разместить в корпусе.

Схема управления механикой
Чтобы добиться хорошего качества шва при сварке, необходимо обеспечить подачу проволоки с определенной и постоянной скоростью. Поскольку за скорость подачи оснастки отвечает двигатель от стеклоочистителя, то необходимо устройство, способное изменять скорость вращения его якоря. Для этого подойдет уже готовое решение, которое также можно приобрести в Китае, и называется оно ШИМ-контроллер.

Ниже приведена схема, из которой становится понятно, как подсоединяется контроллер оборотов к двигателю. Регулятор контроллера с цифровым табло выводится на переднюю панель корпуса.

Далее, нужно установить реле, управляющее газовым клапаном. Оно же будет управлять и запуском двигателя. Все данные элементы должны активироваться при нажатии кнопки пуска, расположенной на рукоятке горелки. При этом подача газа в место сварки должна быть с опережением (примерно на 2-3 сек) начала подачи проволоки. В противном случае дуга зажжется в окружении атмосферного воздуха, а не в среде защитного газа, в результате чего электродная проволока расплавится.
Реле задержки для самодельного полуавтомата можно собрать на основе 815-го транзистора и конденсатора. Чтобы получить паузу в 2 секунды, будет достаточно конденсатора на 200-2500 мкФ.
Совет! Поскольку питание идет от компьютерного БП, который выдает напряжение 12 В, вместо самостоятельного изготовления модуля можно использовать автомобильное реле.
Электромагнитный запорный клапан размещается в любом месте, где он не будет мешать работе подвижных узлов, и подсоединяется к цепи согласно схеме. Можно использовать воздушный клапан от ГАЗ 24 или купить специальный, предназначенный для полуавтоматов. Клапан отвечает за автоматическую подачу защитного газа на горелку. Включается он после нажатия на кнопку пуска, расположенную на горелке полуавтомата. Наличие этого элемента значительно экономит расход газа.


Далее, после установки всех узлов в корпус, приставка к инвертору для полуавтоматической сварки будет готова к работе.


Но как уже было отмечено, для полноценной работы полуавтомата вольтамперные характеристики (ВАХ) инвертора не подходят. Поэтому, чтобы приставка полуавтомат работала в паре с инвертором, в его электрическую схему требуется внести небольшие изменения.
Изменение ВАХ инвертора
Чтобы изменить ВАХ инвертора, существует множество схем, но самый простой способ сделать это заключается в следующем:
- соберите устройство с использованием дросселя от лампы дневного света по схеме, приведенной ниже;

- для подключения собранного устройства потребуется собрать еще один блок по следующей схеме;

- чтобы на инверторе не срабатывал датчик перегрева, к нему необходимо припаять (параллельно) оптрон, как показано на следующей схеме.

Но если управление сварочным током в инверторе происходит с помощью шунта, то можно собрать простую схему из трех резисторов и переключателя режимов, как показано ниже.

В итоге, переделка сварочного инвертора в полуавтомат обойдется в 3 раза дешевле уже готового агрегата. Но конечно же, для самостоятельной сборки аппарата потребуется иметь определенные знания в радиоделе.
Как модернизировать инвертор для сварки аргоном
Аргонная сварка из инвертора своими руками — решаемая задача даже в условиях личного гаража, не говоря уже о мастерской или металлообрабатывающем цехе.

Сварка цветных металлов и сплавов — сложная операция даже для опытного мастера. Кто хоть раз стыкался с необходимостью сваривания алюминия или титана, тот знает цены на эти услуги. Часто они столь высоки, что от сварки приходится отказываться и покупать новую деталь или менять целый узел. Но чаще всего, 80-90% цены — это не стоимость оборудования, а оплата услуг сварщика.
Не хочу утверждать, что сварка аргоном, а именно она применяется в этом случае, очень сложна и сильно отличается от сварки ММА. Да, она несколько сложнее в техническом плане и требует определенных навыков, но если вы освоили сварку покрытым электродом, то, после небольшой практики, сможете варить и аргоновой сваркой ТИГ.
Закономерный вопрос — где взять аппарат? Решить его можно двумя путями — купить инвертор с режимом TIG или переделать свой аппарат. Аргонная сварка из инвертора своими руками — вполне решаемая задача даже в условиях личного гаража, не говоря уже о мастерской или металлообрабатывающем цехе.
Особенности аргоновой сварки
Сварка в аргоновой атмосфере отличается от обычной ММА такими особенностями:
- производится при постоянном обдуве аргоном;
- ток может использоваться как переменный, так и постоянный (обратной полярности);
- необходимо использовать вольфрамовый электрод;
- без присадочной проволоки варить можно только особо тонкие листы;
- для розжига дуги необходим осциллятор;
- техника проводки электрода имеет определенную специфику.
Рассмотрим все пункты по отдельности. Может показаться, что они напрямую не относятся к теме, как из обычного инвертора сделать профессиональную аргоновую сварку, но, зная эти тонкости, станет легче учесть все особенности аппарата и технологии.
Схема аргонной сварки:

Зачем нужен аргон
Этот элемент (Ar) входит в группу (18) инертных (можно посмотреть в периодической таблице) газов, которые в обычном состоянии практически не взаимодействуют с большинством веществ, включая металлы, кислоты, соли и щелочи. По распространенности в природе он находится на третьем месте после кислорода и азота, что определяет его достаточно невысокую цену по сравнению, например, с гелием.
Практические свойства при сварке определяет его вес — он тяжелее азота и кислорода более чем в два раза, появляясь в зоне сварного шва, он попросту вытесняет эти газы и окутывает ванну, не допуская возникновения химических реакций окисления. Этот факт необходимо учитывать при сварке на открытом воздухе — сильный или умеренный ветер может ухудшить качество сварки.
Сварочный ток
Электрический ток напряжением 30-80 В и силой 20-200 А — диапазоны, применяющиеся при сварке цветных металлов в инертной атмосфере. Выбор параметров тока производится согласно специальных таблиц и зависит от диаметра электрода и толщины свариваемого металла. Правильно выбрав характеристики тока, вы сможете выполнить самый сложный шов даже на самодельном аппарате.
Электрод
- он не плавиться (Т плавления выше 3000 0 С, даже при красном калении он не размягчается) при температурах сварки цветных металлов;
- позволяет получить очень тонкую дугу, дает возможность формирования компактного шва;
- испарение электрода составляет не более 0,01 грамма на 1 м шва.
При этом промышленность выпускает такие электроды в более чем 25 видах, выбрать нужный не составит особого труда.

Присадочная проволока
Дополнительный материал, который при сварке плавиться электрической дугой и заливает шов. При застывании он образует монолитное соединение. На особо тонких листах проволока практически не нужна, но для сварки объемных деталей она необходима.
Материал проволоки выбирается в соответствии со свариваемым металлом: для алюминия — алюминиевая, для нержавейки — из легированной стали определенной марки.
Осциллятор
При сварке постоянным током вольфрамовым электродом довольно сложно разжечь электрическую дугу. Если выполнять эту операцию касанием, как при сварке ММА, то возможно пригорание электрода, проплавление металла, приварка части материала к острию электрода и прочие неприятности.
Осциллятор — специальный аппарат, который вырабатывает высокочастотный ток для подачи импульса розжига. В дальнейшем он периодически генерирует поддерживающие импульсы, стабилизирующие дугу и позволяет сварщику уверенно работать как при постоянном, так и при переменном токе.
Перед тем, как сделать полноценную аргоновую ТИГ сварку самому, необходимо купить осциллятор, например УВК 7, или собрать его самостоятельно по одной из схем:


Но практика показывает, что осциллятор заводского изготовления работает намного надежнее. А цена его не столь высока, чтобы тратить неделю времени на поиск деталей, сборку и настройку самодельного устройства.
Тем более, что заводской осциллятор подключается очень просто практически к любому аппарату инверторного или трансформаторного типа — достаточно при помощи специальных разъемов навесить его на сварочные электрокабели. Он работает параллельно с аппаратом и на сварочный ток влияния не оказывает, поддерживая только стабильность дуги.
Техника сваривания
К конструкции аппарата отношение имеет косвенное, но в виде справочной информации необходимо знать, что при сварке ТИГ используется максимально короткая дуга — около 2 мм. Электрод ведется только прямолинейно, не осуществляя характерных для ММА движений перпендикулярно направления шва в двух плоскостях.
Этим достигается две цели — поток аргона не уходит из зоны сварочной ванны и не позволяет ей окислиться и появляется возможность выполнения очень тонкого шва, практически незаметного на поверхности металла.
Самодельный аппарат ТИГ на инверторе
Основными частями такой установки являются:
- инвертор с возможностью сварки ММА;
- горелка TIG;
- баллон с аргоном;
- манометр;
- осциллятор;
- соединительные шланги и кабели.
Собрать их нужно в соответствии со следующей схемой:

После настройки параметров тока, включить инвертор, подготовить металл и начинать сварку.
При выборе составных частей аппарата особое внимание следует уделить сварочной горелке. Промышленность производит их очень много разновидностей, рассчитанных на разные диаметры электродов и величину сварочного тока. Для бытового применения, а именно так и используются самодельные аппараты, нужно выбирать горелку, рассчитанную на минимальные диаметры вольфрамового стержня и токи до 200 А.
На максимальных параметрах работать все равно не придется, а переплачивать вдвое за горелку промышленного уровня нет смысла. Многие сайты интернета рекомендуют сделать горелку самостоятельно. В принципе, это возможно. Но если купить все детали и собрать самостоятельно, то по стоимости она сравняется с заводской, а по качеству сборки и возможности регулировок и настроек будет хуже на порядок. В этом случае остается только успокаивать себя тем, что горелка сделана своими руками.
Можно сделать вывод, что переделка инвертора ММА в установку ТИГ не требует вмешательства в работу самого аппарата — необходимо только докупить периферию и правильно все собрать. По сравнению с покупкой инвертора, в котором предусмотрен режим TIG, это обойдется почти вдвое дешевле.
О собственном опыте трансформации инвертора в аппарат TIG редакция предлагает поделиться на страницах сайта. Нас и наших читателей интересуют советы и личные разработки практиков. Пишите нам, самые интересные разработки будут опубликованы под именем автора.
Как сделать аргонную сварку

Аргонная сварка подходит для работы с цветными металлами, титаном, нержавеющей сталью, другими сплавами. Высокая производительность, отличное качество шва, универсальность делают ее пригодной для использования на производстве и в быту. Однако оборудование для этого вида сварки стоит дорого, поэтому не окупается при бытовом использовании. Поэтому домашние умельцы задумываются над тем, как сделать аргонную сварку самостоятельно.
Прежде чем делать оборудование для аргонной сварки, посредством которого возможны качественные сварные соединения, нужно разобраться в технологии этой работы. Несмотря на кажущееся сходство с электродуговой и газовой сваркой, ее основные принципы существенно отличаются.
Аргонная сварка как процесс

Аргонная сварка предполагает соединение заготовок из металла в среде защитного газа – аргона. Газ предотвращает окисление металлов в сварочной зоне. Окисление, в результате которого на поверхности заготовок появляется оксидная пленка, происходит из-за взаимодействия металлов с воздухом. Благодаря защитному газу воздух не поступает в зону сварки, что позволяет работать с цветными металлами, различными сталями.
Существует три технологии аргонной сварки, разница между которыми заключается в используемом оборудовании и материалах:
- Ручная, выполняемая с помощью вольфрамовых электродов.
- Автоматическая, при которой для соединения заготовок используются неплавящиеся электроды.
- Полуавтоматическая, позволяющая работать с плавящимися электродами, вольфрамовыми стержнями, присадочной проволокой.
Особенности аргонной сварки
Прежде чем говорить о том, как сделать аргонную сварку своими руками, отметим ее особенности:
- выполняется в защитной среде аргона;
- для сварных работ подходит как переменный, так и постоянный ток обратной полярности;
- в процессе обработки металлов используются вольфрамовые электроды;
- для сварки нужна присадочная проволока, без нее можно соединять только тонколистовые заготовки;
- дуга разжигается осциллятором;
- электроды при выполнении сварки перемещаются определенным образом.
Поговорим об этих пунктах подробнее. Хотя на первый взгляд особенности технологии не относятся к вопросу о том, как сделать аргонную сварку, однако они помогают учитывать все нюансы при изготовлении оборудования.
Технология и применение аргонной сварки

В отличие от обычной дуговой сварки, в аргонной соединение деталей происходит в защитной газовой среде. Аргон, используемый в этой технологии, обладает следующими свойствами:
- Так как газ на 38 % тяжелее воздуха, он заполняет сварочную ванну, вытесняя из нее кислород. Это улучшает качество сварного шва, на котором не образуется оксидной пленки.
- Аргон – составной элемент воздуха, побочный продукт, образующийся за счет атмосферного кислорода и азота. Кроме того, это самый недорогой защитный газ, используемый в процессе сварочных работ.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для того чтобы сделать аргонную сварку, необходимо за секунду до розжига дуги подать в горелку защитный газ. Затем поднести электрод к свариваемой заготовке и включить аппарат. Так как для того, чтобы разжечь дугу в защитной среде, нужна высокая ионизация аргона, используется осциллятор. Последний производит высокочастотные и высоковольтные импульсы, которые ионизируют газ и активируют дугу.
Рекомендуем статьи по металлообработке
Присадочную проволоку подают в зону сварки вручную или автоматически после того, как дуга активирована. Соединение деталей происходит за счет расплавленного металла присадки, скрепляющего края свариваемых деталей.
В процессе аргонной сварки для соединения заготовок используют неплавящиеся вольфрамовые электроды и присадки (пруток или проволоку). Этот вид сварки обозначают международной аббревиатурой «TIG».
Эта технология используется:
- В каркасном строительстве, поскольку сварные швы устойчивы к постоянным высоким нагрузкам.
- Для сварки труб из стали, цветных металлов, сплавов.
- Для соединения заготовок из разных металлов.
- Для сварки титановых, медных, алюминиевых, бронзовых, латунных, чугунных деталей, заготовок из нержавеющей стали. Это особенно важно для сферы автомобилестроения.
- В ювелирном деле, для изготовления декоративных элементов.
Комплектующие для самодельного аппарата для аргонной сварки

Чтобы самостоятельно сделать оборудование для аргонной сварки из трансформатора, нужны:
- схема (или фотография);
- трансформатор;
- специальная горелка.
Выбирая трансформатор, нужно определиться с соединяемыми заготовками. Напряжение вторичной обмотки без нагрузки не должно превышать 65–70 В.
Новичкам самостоятельно сделать трансформатор будет проблематично: для этого нужен соответствующий опыт, а не только электрическая схема и рекомендации по намотке обмоток. Им проще купить уже готовый трансформатор (от любого электрического сварочного аппарата), позволяющий работать с током соответствующей величины.
Поскольку оборудование для аргонной сварки работает на постоянном напряжении, то не обойтись без выпрямителя тока. Сделать его можно самостоятельно.
Корректная работа горелки определяет не только качество сварного шва, но также простоту и удобство работы самодельного оборудования, поэтому ее изготовление требует ответственного подхода.
Один из самых важных элементов горелки – зажим (цанга), необходимый для фиксации электрода. Он должен соответствовать диаметру вольфрамового прутка (около 2-3 мм).
К одному из концов зажима присоединяется медная трубка диаметром 6 мм. Она нужна для подачи напряжения, поддерживающего сварочную дугу, а также аргона, поступающего в сварочную зону. Припой, соединяющий трубку и зажим, должен выдерживать высокие температуры.
С другой стороны зажим соединяется с керамической или кварцевой трубкой диаметром 8–10 мм и длиной около 5 см. Эта трубка служит для подачи в зону сварки защитного газа. Еще одно назначение трубки – защита расположенного в ее центральной части электрода от соприкосновения со свариваемыми заготовками.
Порядок изготовления устройства для сварки в среде аргона

Итак, поговорим о том, как самостоятельно сделать аппарат для аргонной сварки из инвертора и не только. У вас есть все необходимые элементы, а значит, можно приступить непосредственно к изготовлению оборудования:
- Сначала из трубки подходящего диаметра нужно сделать удобный держатель. Обмотайте его в два слоя изолирующим материалом (стеклотканью). Пространство между слоями заполните силиконовым герметиком. Придайте держателю изогнутую форму, тогда с ним будет проще работать. Присоедините к нему микровыключатель, открывающий и закрывающий газовый клапан.
- Прикрепите к горелке трубку диаметром 6–8 мм для подачи защитного газа, соединив ее обратный конец с газовым баллоном. К горелке прикрепите два провода, один из которых соединяет микровыключатель и газовый клапан, второй – передает ток на электрод, его сечение (площадь среза) должно быть не меньше 8 мм 2 . Диаметр имеет значение, так как питающий провод подвергается серьезным нагрузкам.
- Важно, чтобы поступающий в сварочную зону газ отключался спустя 5–7 секунд после окончания работы. В заводских сварочных аппаратах для задержки отключения газа используется специальная электроника. Она делает устройство оборудования более сложным и более дорогим. Если делать аппаратуру для аргонной сварки самостоятельно, то для этой цели подойдет ручной микровыключатель.
Если вы решите сделать оборудование для аргонной сварки из полуавтомата и не только своими руками, не используйте в процессе работы смесь газов. Опытные сварщики говорят о том, что благодаря чистому аргону (минимум 99 % чистоты) обеспечивается наиболее качественный и надежный сварочный шов.
Тонкости выполнения аргонной сварки
Но мало сделать аппарат для аргонной сварки, важно в процессе работы учесть все тонкости технологии. Поговорим о них подробнее:
- Защитный газ и сварочный ток подводятся к самой горелке. Для соединения второго питающего провода и свариваемых заготовок используется пружинный зажим. Электрическая дуга, расплавляющая края деталей и присадочную проволоку, разжигается между электродом из вольфрама и свариваемыми элементами. Присадка, формирующая сварное соединение, поступает в рабочую зону, на которую воздействует электрическая дуга.
- Чтобы обеспечить стабильность дуги, следует заточить конец электрода, придав ему конусообразную форму. Длина обработанного конца должна быть равна двум или трем диаметрам стержня.
- Во избежание загрязнения и оплавления электрода разжигать электрическую дугу нужно не на поверхности свариваемых заготовок, а на специально предназначенной для этого угольной пластине.
Так как аргон ионизируется при повышенном напряжении (в сравнении с кислородом, азотом и металлическими парами), то для разжигания дуги необходимо использовать источник тока с более высоким значением напряжения холостого хода или осциллятор. Последний предназначен для выработки высокочастотного тока с увеличенным напряжением, благодаря которому дуга не только быстро активируется, но и стабильно горит во время работы.
Сварной шов, формируемый в процессе электродуговой сварки, можно сделать тремя движениями электрода:
- продольным (электрод проводится вдоль оси соединения);
- осевым (при проведении электрода вдоль оси шва);
- поперечным (движения совершаются перпендикулярно оси соединения).
Чтобы сделать аргонную сварку, электрод и присадочную проволоку необходимо перемещать только продольно. Ни вручную, ни при автоматизации процесса другие движения не совершаются.
Это правило требует строгого соблюдения в силу следующих причин:
- электрод не плавится в процессе аргонной сварки, потому нет смысла перемещать его вдоль оси сварного соединения;
- поперечное перемещение электрода в данной технологии неприменимо, поскольку при этом расплавленный металл выйдет из области, защищаемой аргоном.
Продольное перемещение электрода и присадки обеспечивает получение в результате аргонной сварки узкого и аккуратного шва.
При выборе присадки для аргонной сварки необходимо изучить ее химический состав, обращая внимание на его соответствие составу соединяемых заготовок. Электрическая дуга при использовании этой технологии разжигается на специальной угольной пластине, а гасится на расстоянии от свариваемых элементов.
Сварочная зона должна быть надежно защищена от попадания в нее кислорода, поэтому и электрод, и присадочная проволока должны полностью находиться в зоне, защищаемой аргоном. Чтобы свести к минимуму разбрызгивание металла, требуется медленное и плавное введение присадки в зону сварных работ.
Чтобы сделать аргонную сварку качественно, важно тщательно проплавить края свариваемых заготовок. Для этого обратите внимание на форму сварной ванны, она должна быть не круглой или овальной, а вытянутой в сторону выполнения сварки.
Техника безопасности при аргонной сварке

Решив сделать аргонную сварку своими руками, важно соблюдать требования техники безопасности:
- Используемое оборудование должно быть исправным: обратите внимание на рабочую резьбу накидных гаек, надежность соединения шланга для подачи газа, аргонного редуктора.
- Собирая конструкцию, убедитесь, что элементы питания не подключены к сети. Для заземления аппаратуры нужен кабель, сечение которого минимум 25 мм.
- Осмотрите обмотку силовых кабелей. Электродержатели должны быть надежными и заизолированными, не допускающими соприкосновения электричества с рабочими поверхностями или руками. Прежде чем начать делать аргонную сварку, убедитесь, что помещение хорошо проветривается. Вентиляция важна, поскольку аргон может стать причиной отравления.
- Использование спецодежды, защитной маски и перчаток – обязательное условие для тех, кто решит сделать аргонную сварку. Использовать синтетические легкоплавкие материалы в процессе работы запрещено, т. к. брызги металла могут их прожечь. Обувь нужна на толстой подошве. Руки обязательно защищать перчатками из грубой кожи, не стесняющими движений.
Мы поделились с вами теоретической информацией, которая поможет вам сделать аргонную сварку самостоятельно и получить качественно и надежно соединенные заготовки.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Аргонная сварка своими руками – схема, фото, видео
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
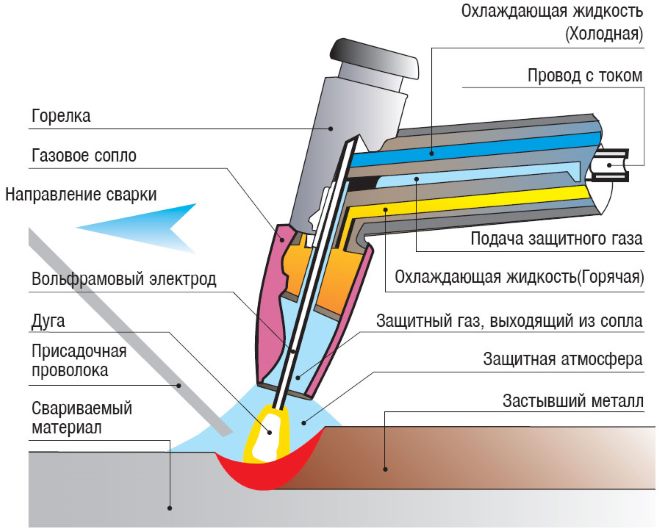
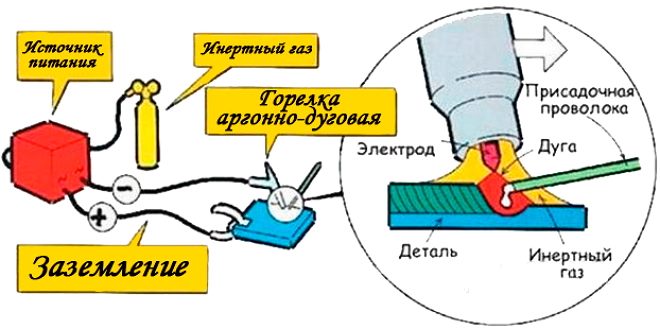
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
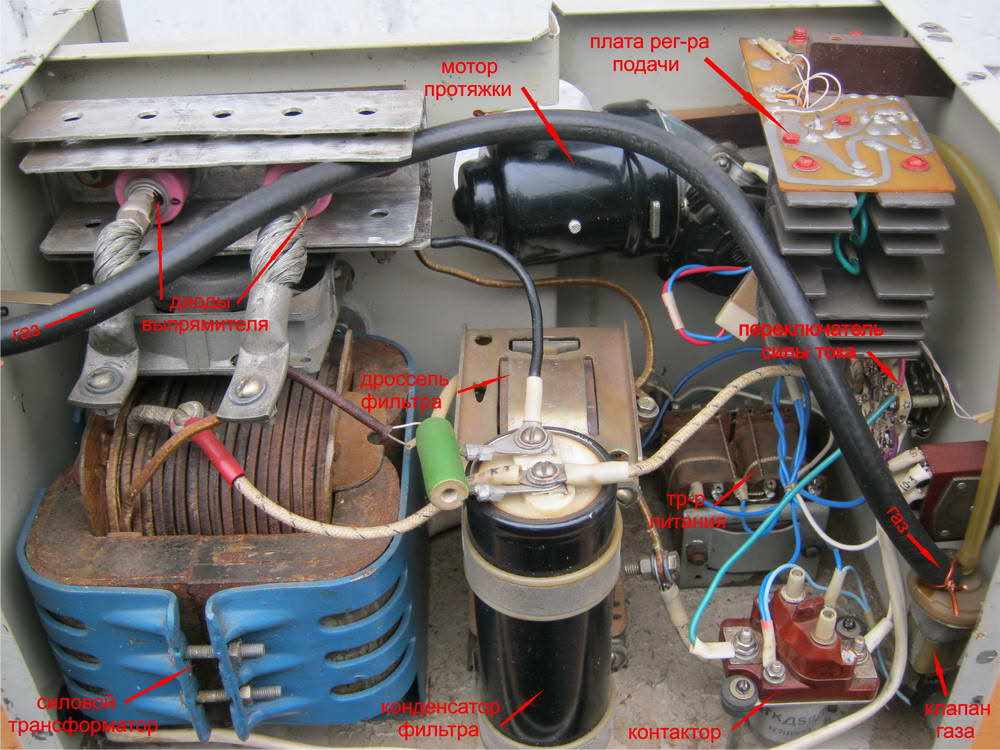
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.

Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.

Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.

Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.

Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
Читайте также: