Автомат дуговой сварки адс 1000
Обновлено: 21.09.2024
Автомат предназначен для дуговой сварки под флюсом на переменном токе 400-1200 А электродной проволокой диаметром 3-6 мм стыковых соединений с разделкой и без разделки кромок и угловых соединений с поворотом и без поворота изделий "в лодочку", расположенных на горизонтальной и наклонной до 15° к горизонту поверхностях.
В комплект автомата АДС-1000-2 входят сварочный трактор, шкаф управления и сварочный трансформатор.
Общий вид сварочного трактора показан на рис. 1. Сварочный трактор состоит из сварочной головки с бункером для флюса, кассеты для электродной проволоки, пульта управления и каретки с электродвигателем, обеспечивающим перемещение трактора.
В комплект автомата АДС-1000-2 входят сварочный трактор, шкаф управления и сварочный трансформатор. Основные технические характеристики автомата приведены в табл.7.
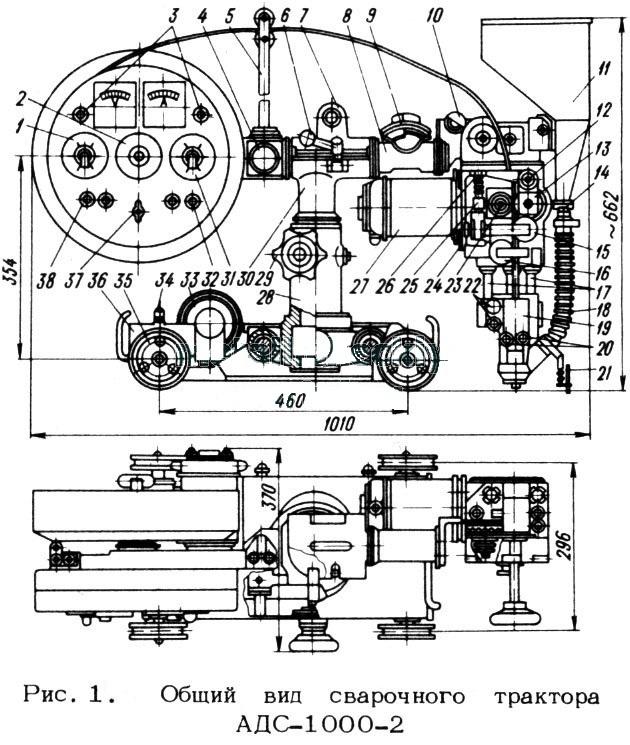
Сварочная головка состоит из механизма подачи электродной проволоки с предварительной ее рихтовкой. Электродная проволока подается электродвигателем 27 типа ДГ с регулируемым числом оборотов до 2650 в минуту. Электродвигатель через редуктор, состоящий из одной цилиндрической и одной червячной передач, размещенных в корпусе головки, приводит во вращение ведущий ролик 23. Передаточное число редуктора 160. Диаметр ведущего ролика 46 мм.
Скорость подачи электродной проволоки при напряжении дуги 35 В может регулироваться от 0,5 до 2 м/мин.
Электродная проволока прижимается к ведущему ролику 23 роликом 13, укрепленным на конце рычага 12. Сила нажатия ролика регулируется натягом пружины 26 гайкой 25. Механизм подачи электродной проволоки обеспечивает тяговое усилие не менее 60 кг. Для выпрямления электродной проволоки служат два дополнительных ролика 15 и 16. Ролик 15 устанавливается в положение, обеспечивающее необходимую степень выпрямления электродной проволоки, и закрепляется болтом 24. Механизм рихтует проволоку с прогибом, не превышающим 25 мм на 1 м длины проволоки.
Токоподвод 19 сварочной головки укреплен на цилиндрических направляющих 17 и перемещается в вертикальном направлении на 80 мм. Токоподвод сотсоит из двух токоподводя-щих колодок: подвижной и неподвижной. Подвижная колодка прижимает электродную проволоку при помощи пружин, сила нажатия которых регулируется винтами 20. Сварочный кабель подключается к неподвижной колодке болтами 22. Для увеличения срока службы контактных колодок к ним крепятся сменные вкладыши. Автомат комплектуется сменными вкладышами на электродную проволоку диаметром 3-4 мм и 5-6 мм. Токо-подвод заканчивается прикрепленной к нему воронкой, обеспечивающей концентрическую (относительно конца электрода) подачу флюса, поступающего в нее из бункера. Наблюдение за движением электрода по шву производится при помощи указателя 21.
Бункер 11 для флюса укреплен с боковой стороны головки и соединяется с воронкой гофрированной трубкой 18. Открытие и закрытие подачи флюса производится заслонкой 14. Бункер закрыт сеткой, предотвращающей попадание в зону сварки флюса, загрязненного кусками шлака и инородными предметами. Сварочная головка вместе с бункером и токоподводом подвешена к одному концу горизонтального рукава 8 и может быть наклонена в плоскости, перпендикулярной оси рукава, на угол 45°. Установленное положение головки фиксируется зубчатыми полумуфтами путем поворота рукоятки 10. На другом конце горизонтального рукава 8 установлены пульт управления и кассета для электродной проволоки.
На пульте управления смонтированы: амперметр и вольтметр для измерения сварочного тока и напряжения дуги, потенциометр 1 для регулирования напряжения дуги, потенциометр 31 для регулирования скорости сварки, кнопки 32 для дистанционного регулирования сварочного тока, кнопки 38 для установочного перемещения электрода вверх и вниз перед началом сварки, кнопки 3 "пуск" и "стоп" для пуска и прекращения работы автомата, переключатель 37 для управления ходом каретки "вправо" или "влево" и выключатель холостого хода каретки 2.
Кассета (барабан) для электродной проволоки устроена так, что проволока не наматывается на нее, а укладывается внутрь и ограничивается обечайкой. Благодаря своей упругости проволока, стремясь выпрямиться, прижимается к обечайке. Для поддержания и направления проволоки к сварочной головке на горизонтальном рукаве установлена вилка 5. Установленные на этом же рукаве скобы 9 служат для укрепления сварочных проводов. На горизонтальном рукаве у пульта управления укреплена многогнездная розетка штепсельного разъема 4 для соединения гибким кабелем сварочного трактора со шкафом распределительного устройства.
Горизонтальный рукав 8 вместе с головкой, пультом управления и кассетой можно повернуть относительно горизонтальной оси, осуществляя угол наклона сварочной головки, а следовательно, и электрода в плоскости, перпендикулярной шву, на 45° в каждую сторону от вертикали. При повороте горизонтального рукава освобождение его от зажатия в стакане вертикальной стойки производится рукояткой 6.
Вертикальная стойка 30 вместе с горизонтальным рукавом и укрепленными на нем сварочной головкой, пультом управления и барабаном может быть повернута относительно вертикальной оси в гильзе 28. на угол 90° в каждую сторону от продольной оси каретки сварочного трактора. Такой поворот одновременно дает возможность установить сварочную головку на нужном расстоянии по одну и другую стороны от продольной оси каретки сварочного трактора в пределах 0-32 5 мм.
Закрепление вертикальной стойки в необходимом положении производится поворотом маховика 29. Стойка установлена на горизонтальных направляющих каретки и вращением маховика может перемещаться по ним вместе с головкой в направлении, перпендикулярном свариваемому шву, на 30 мм в одну и другую стороны от середины каретки. Колеса трактора имеют канавки для перемещения по направляющей.
Движение каретки осуществляется электродвигателем 33 типа ДК, передающим вращение на ось ведущей пары колес 35 через редуктор 36. Редуктор состоит из двойной червячной передачи с общим передаточным числом 784. Скорость сварки регулируется от 15 до 70 м/ч. Сцепление и расцепление ведущих колес с приводом осуществляется зубчатыми полумуфтами. Подвижная полумуфта перемещается поводком 34.
Для перемещения трактора краном предусмотрен рым 7.
При перемещении трактора краном должны быть надежно закреплены горизонтальный рукав в стакане рукояткой 6 и вертикальная стойка маховиком 29.
Вес трактора 65 кг без электродной проволоки и флюса. Вес электродной проволоки 12 кг, вес флюса в бункере 12 кг.
Трактор рассчитан на сварочный ток от 200 до 1000 А и электродную проволоку диаметром от 1,6 до 5 мм. Скорость сварки трактором от 16 до 126 м/час при скорости подачи проволоки от 52 до 403 м/час. Скорость сварки и скорость подачи проволоки регулируется сменными шестернями.
Трактор имеет корректирующий механизм для направления электрода по шву во время сварки и для поперечного наклона головки с мундштуком при сварке угловых швов. Вес трактора без проволоки 42 кг, вес электродной проволоки 8—10 кг, емкость флюсового бункера 4,5 дм3 (10 кг флюса).
Регулировка скорости сварки и подачи производится плавно путем изменения оборотов электродвигателя
Сварочный трактор АДС-1000-2 относится к универсальным сварочным автоматам. Он имеет автоматическое регулирование скорости подачи электрода в зависимости от напряжения на дуге.
Трактор АДС-1000-2 поставляют с трансформатором ТСД-1000-3. Сила сварочного тока регулируется дистанционными кнопками, расположенными на пульте управления трактора. Скорость сварки изменяется плавно путем изменения числа оборотов двигателя постоянного тока.
Верхняя часть трактора поворотная. Это дает возможность вести сварку как внутри колеи колес, так и вне ее.
Трактор предназначен для сварки валиковых и стыковых швов с разделкой и без разделки кромок при толщине металла от 6 до 30 мм.
Сварка на этом тракторе производится электродной проволокой диаметром от 3 до 6 мм со скоростью ее подачи от 0,5 до 2,0 м/мин, при сварочном токе 400—1200 а я скорости сварки от 15 до 70 м/час.
Электрическая схема автомата АДС-1000-2
Принципиальная электрическая схема автомата приведена на рис. 2. Подача электродной проволоки и перемещение сварочного трактора производятся двигателями постоянного тока Ml и М2.

Якорь каждого из этих двигателей питается от своего генератора Г1 и Г2. Генераторы приводятся во вращение асинхронным двигателем МЗ. Независимые обмотки возбуждения двигателей и генераторов питаются от сети переменного тока через понижающий трансформатор Тр1 и селеновый выпрямитель Д1.
Автоматическое регулирование скорости подачи электродной проволоки осуществляется в зависимости от напряжения дуги. Для этой цели генератор Г1, питающий якорь двигателя Ml, подающего электродную проволоку, кроме независимой обмотки Г1-0В1 и компаундной обмотки Г1-0ВЗ, имеет еще обмотку Г1-0В2, подключенную через выпрямитель Д2 на зажимы дуги. Обмотки возбуждения Г1-0В1 и Г1-0В2 создают потоки противоположного направления. При работе одной независимой обмотки Г1-ОВ1 двигатель сварочной головки вращается в сторону подачи электродной проволоки вверх, а при работе одной дуговой обмотки Г1-ОВ2 - в сторону подачи электродной проволоки вниз. При сварке работают обе обмотки, создавая результирующий поток, определяющий значение напряжения и полярность генератора, а следовательно, частоту и направление вращения двигателя Ml, подающего электродную проволоку. Благодаря такой зависимости скорость (а при зажигании дуги и направление) подачи электродной проволоки изменяется с изменением напряжения дуги. Напряжение дуги поддерживается относительно постоянным и таким по значению, при котором скорость подачи электродной проволоки равна скорости ее плавления.
Напряжение дуги задается потенциометром R1, включенным в цепь независимой обмотки генератора. При уменьшении напряжения на этой обмотке напряжение дуги уменьшается и, наоборот, при увеличении напряжения на ее зажимах напряжение дуги увеличивается. Для расширения диапазона изменения задаваемого напряжения дуги в цепь дуговой обмотки возбуждения включено добавочное активное сопротивление R2. Это сопротивление может быть шунтировано выключателем В2. При включении сопротивления напряжение на дуге увеличивается.
Частота вращения двигателя каретки М2, а следовательно, и скорость сварки регулируются потенциометром R 3 в цепи независимой обмотки возбуждения Г2-ОВ1 генератора Г2. Для изменения направления движения каретки ("вправо" или "влево") как при сварке, так и при холостом ходе в цепи якоря двигателя каретки установлен пакетный переключатель ВЗ. Перемещение каретки вхолостую, без сварки, осуществляется выключателем В4.
Для установочных перемещений электродной проволоки перед сваркой в схеме имеются кнопка Кн1 для опускания электрода и кнопка Кн2 для подъема электрода. При нажатии кнопки Кн1 дуговая обмотка Г1-ОВ2 генератора Г1 подачи электродной проволоки через свой выпрямитель подключается на зажимы вторичной обмотки трансформатора Тр1. При нажатии кнопки Кн2 замыкается цепь независимой обмотки возбуждения Г1-ОВ1 генератора Г1.
Амперметр А включен в сварочную цепь через трансформатор тока ТТ с параллельно включенным сопротивлением R4 .
Сварочный ток предварительно устанавливается кнопками, расположенными на сварочном трансформаторе ТрС, по указателю тока. Последующее уточнение значения сварочного тока в процессе сварки производится кнопками, расположенными на пульте управления, по амперметру.
Напряжение дуги устанавливается регулятором напряжения дуги, расположенным на пульте управления сварочного трактора. Скорость сварки устанавливается регулятором скорости сварки, расположенным также на пульте управления сварочного трактора.
Подключение цепей управления автомата к сети осуществляется трехполюсным пакетным выключателем В1.
Перед сваркой нажатием кнопки Кн1 электрод опускается до соприкосновения с изделием, после чего поворотом маховика на бункере открывается подача флюса.
Пуск автомата осуществляется нажатием кнопки Кн2 ("пуск"). При этом срабатывает промежуточное реле Р1 и включает элементы электрической схемы, в том числе и линейный контактор КЛ. Остановка автомата производится нажатием кнопки КнС ("стоп") двойного действия. При этом сначала размыкается цепь двигателя головки, и двигатель останавливается. Подача электродной проволоки прекращается, происходит растяжка дуги. При последующем дожатии этой кнопки отключается промежуточное реле Р1, и схема приходит в исходное положение.
Напряжение питающей сети, В…………………….380
Сварочный ток, А…………………………400–1200
Диаметр электродной проволоки, мм………………… 3–6
Скорость подачи электродной проволоки, м/ч…………….36–120
Скорость сварки, м/ч……………………………….15–70
Величина вертикальной настройки мундштука, мм……………80
Поперечное перемещение мундштука, мм……………………60
Угол наклона электрода, град:
Масса проволоки в кассете, кг……………………………12
Емкость бункера для флюса, дм 3 …………………………..12
номинальная мощность, кВа……………………………….125
Кинематические схемы головки и каретки трактора приведены на рисунке 3.


Рисунок 3. – Кинематическая схема трактора: а – головки; б – каретки; 1 – цилиндрическая передача; 2 – червячная пара; 3 – подающий ролик; 4 – муфта; 5 – червячные пары; 6 – ведущие колеса
Автоматы и полуавтоматы для дуговой сварки под флюсом
Автоматы АДС-1000-2 комплектуются сварочным трансформатором ТСД-1000-3 либо ТСД-1000-4. Эти трансформаторы имеют одинаковые технические данные и отличаются лишь материалом обмоток.
Сварочный трансформатор ТСД-1000-4 предназначается для питания дуги при автоматической дуговой сварке под флюсом однофазным переменным током частотой 50 Гц. Трансформаторы выпускаются на напряжение сети 220 или 380 В. Вторичное напряжение холостого хода при номинальном напряжении сети составляет 69 В. Кроме того, предусмотрено переключение для получения вторичного напряжения холостого хода 78 В.
Регулирование сварочного тока обеспечивается (при номинальном напряжении сети и колебаниях его от +10 до -15%) в пределах 400-1200 А. Регулирование тока осуществляется кнопками, смонтированными непосредственно на трансформаторе, а для дистанционного регулирования кнопки могут быть смонтированы на пульте управления автомата, который может находиться на значительном расстоянии от трансформатора.
Регулирование тока осуществляется за счет изменения зазора между подвижной и неподвижной частями магнитопрово-да сварочного трансформатора. На неподвижной части снизу смонтированы первичная и вторичная обмотки трансформатора, а сверху - реакторная обмотка. Перемещение подвижной части производится с помощью механизма, состоящего из винтового устройства, червячной передачи и трехфазного асинхронного электродвигателя мощностью 0,27 кВт, 1400 об/мин.
При перемещении подвижной части в верхней горизонтальной части магнитопровода образуется зазор, изменением которого достигается регулирование индуктивного сопротивления вторичной цепи сварочного трансформатора. Благодаря этому создается падающая характеристика, и сварочный ток изменяется в необходимых пределах. При увеличении зазора индуктивное сопротивление уменьшается, а сварочный ток увеличивается; при уменьшении зазора индуктивное сопротивление возрастает, вследствие чего сварочный ток уменьшается.
На трансформаторе установлен токоуказательный механизм со шкалой, градуированной в амперах. Шкала подведена под окно крышки трансформатора с рамкой и целлулоидной пластинкой, что дает возможность устанавливать сварочный ток при предварительной настройке трансформатора на необходимое значение. Точность показаний шкалы составляет около 10%. Таким образом, шкала может служить только ориентировочным токоуказателем. Более точная настройка сварочного тока должна производиться по амперметру, установленному на пульте управления автомата. Ввиду того что настройка сварочного тока по амперметру может выполняться только в процессе сварки, предварительная настройка по механическому токо-указателю представляет в эксплуатации значительные удобства.
Принципиальная электрическая схема автомата приведена на рис. 20. Подача электродной проволоки и перемещение сварочного трактора производятся двигателями постоянного тока Ml и М2.

Сварочный автомат АДС-1000-3
Сварочный автомат АДС-1000-3 предназначен для дуговой сварки под флюсом постоянным током 300 - 1200 А электродной проволокой диаметром 3-6 мм. В комплект автомата АДС-1000-3 входят сварочный трактор, шкаф распределительного устройства и сварочный преобразователь ПС-1000.
Конструкция сварочного трактора АДС-1000-3 идентична конструкции трактора автомата АДС-1000-2, за исключением установки на пульте амперметра и вольтметра для измерения постоянного тока. Шкаф управления автомата отличается от шкафа автомата АДС-1000-2 тем, что в нем размешен шунт вместо трансформатора тока.
Сварочный автомат АДС-1000-4
Сварочный автомат АДС-1000-4 является модернизированным вариантом автомата АДС-1000-2. Сохраняя такое же назначение, он несколько отличается от АДС-1000-2 техническими характеристиками, которые полностью удовлетворяют требованиям ГОСТ 8213-69:

Автомат имеет указатель скорости сварки, установленный на пульте управления сварочного трактора.
В автомате нет отдельного шкафа управления. Автомат комплектуется сварочным трансформатором типа ТДФ-1001, в котором предусмотрена ниша для установки блока управления с элементами электрической схемы.
Принципиальная электрическая схема автомата аналогична схеме автомата АДС-1000-2.
Повышение скорости подачи электродной проволоки и скорости сварки достигнуто соответствующим изменением передаточного числа редукторов сварочной головки и тележки сварочного трактора.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Для дуговой сварки под флюсом весьма широкое применение нашли сварочные автоматы тракторного типа. В табл. 7 приведены технические характеристики наиболее распространенных, серийно выпускаемых одноэлектродных автоматов тракторного типа.

До 1974 г. одноэлектродные автоматы тракторного типа выпускались преимущественно на токи 500-1000 А. В соответствии с ГОСТ 8213-69 "Автоматы одноэлектродные тракторного типа для электродуговой сварки плавящимся электродом" намечается выпуск одноэлектродных автоматов тракторного типа из унифицированных узлов для сварки под флюсом на токи 500, 1000, 1600 А.
Ниже приводится подробное описание некоторых, наиболее широко применяемых в промышленности одноэлектродных автоматов тракторного типа.
Сварочный автомат АДС-1000-2
Общий вид сварочного трактора показан на рис. 19. Сварочный трактор состоит из сварочной головки с бункером для флюса, кассеты для электродной проволоки, пульта управления и каретки с электродвигателем, обеспечивающим перемещение трактора.

Масса сварочного трактора без проволоки и флюса составляет 62 кг.
Шкаф распределительного устройства рассчитан на подключение к трехфазной сети напряжением 220 или 380 В. В шкафу размешены аппаратура и оборудование, входящие в схему автомата.
На боковой наружной стенке шкафа установлены панель управления и доска с зажимами. На панели управления смонтированы: трехполюсный пакетный выключатель для подключения автомата к питающей трехфазной сети переменного тока, выключатель для включения и выключения сопротивления в цепи дуговой обмотки генератора головки (для изменения напряжения дуги), розетка штепсельного разъема для подключения гибкого кабеля, идущего к сварочному трактору.
В процессе эксплуатации корпус шкафа распределительного устройства должен быть надежно заземлен. Для этого ниже панели управления расположен болт заземления.
2. Оборудование и материалы
Плакаты: схема трансформатора ТД-500; схема генератора ГС и ГСО.
Измерительные приборы: амперметр, вольтметр.
3. Порядок выполнения работы
Ознакомиться с требованиями к источникам тока для ручной дуговой сварки.
Изучить устройство и работу однопостовых сварочных генераторов и трансформаторов и составить их описание.
Для данного типа сварочного аппарата выполнить следующие работы:
а) ознакомиться со схемой экспериментальной установки;
б) зачистить стальную пластину и закрепить ее на сварочном столе;
в) для двух-четырех различных положений механизма плавного регулирования тока определить значения I и U при холостом ходе, нагрузке и коротком замыкании. Опыты выполнить для диапазона больших и малых токов;
г) результаты наблюдений занести в таблицу и построить внешние характеристики.
4. Содержание отчета по работе
Общие требования к источникам тока для ручной дуговой сварки.
Описание устройства трансформатора ТД-500 и сварочного генератора типа ГС и ГСО (пп. 1 - 2 выполняются студентами дома, в порядке подготовки к работе).
Таблицу результатов измерения при снятии внешних характеристик трансформатора ТД-500.
Графические изображения внешних характеристик трансформатора ТД-500, полученных при крайних положениях регуляторов тока.
Выводы по работе.
Работа № 3 определение влияния технологических параметров автоматической сварки под флюсом на форму и размеры шва
Цель - ознакомиться с устройством и работой сварочного автомата и полуавтомата и определить влияние некоторых технологических параметров на форму и геометрические размеры шва.
1. Теоретическая часть Описание устройства автомата адс-1000-2
Автомат типа АДС-1000-2 предназначен для автоматической дуговой сварки под слоем флюса стыковых и угловых швов переменным током от 400 до 1200 А электродной проволокой диаметром от 3 до 6 мм. Работает по принципу автоматического регулирования скорости подачи электродной проволоки в зависимости от напряжения на дуге.
При изменении длины дуги и соответствующем изменении напряжения на дуге Uд через систему управления автоматом подается сигнал на двигатель подачи электродной проволоки. Если произошло удлинение дуги, то происходит увеличение числа оборотов двигателя подачи проволоки, и соответствующее увеличение скорости подачи проволоки. Если дуга укорачивается, то число оборотов двигателя снижается, а затем восстанавливается до уровня, соответствующего нормальной длине дуги.
Автомат состоит из сварочного трактора, шкафа распределительного устройства, сварочного трансформатора ТСД-1000-4.
Сварочный трактор представляет собой самоходную тележку III с установленными на ней строчной головкой II с бункером для флюса 13, барабаном для электродной проволоки 17 и пультом управления I. Все позиции смотри в тетради лабораторных работ.
Сварочная головка состоит из электродвигателя 1 с редуктором и двух пар роликов. Верхняя пара роликов 2, 3 - подающие ролики, а нижняя пара 4, 5 - правильные.
Верхняя пара роликов состоит из ведущего и прижимного роликов. Двигатель головки обеспечивает плавное регулирование подачи электродной проволоки от 0,5 до 2 м/мин при напряжении на дуге 35 В. Тяговое усилие механизма подачи электродной проволоки не менее 60 кг. Bo избежание пробуксовки проволоки давление подвижного ролика регулируется пружиной 7.
Правильные ролики должны обеспечивать выпрямление электродной проволоки с допустимым прогибом не более 25 мм на длине 1 м.
Токоподвод 10 сварочной головки укреплен на цилиндрических направляющих 8 и перемещается в вертикальном направлении на 80 мм. Он состоит из двух токоподводящих колодок: подвижной и неподвижной. Подвижная колодка прижимает электродную проволоку при помощи пружин, сила нажатия которых регулируется винтами.
Сварочный кабель подключается к неподвижной колодке 6 болтами 11.
Для увеличения срока службы токоподводящих колодок к ним крепятся сменные вкладыши.
Токоподвод заканчивается прикрепленной к нему воронкой 12, обеспечивающей концентрическую (относительно конца электрода) подачу флюса, поступающего из бункера. Наблюдение за движением электрода по шву производится при помощи указателя.
Бункер для флюса 13 укреплен к боковой стороне головки и соединяется с воронкой гофрированной трубкой 14.
Сварочная головка вместе с бункером подвешена на одном из концов горизонтального рукава и может быть повернута относительно оси крепления нa угол 45° в ту или другую сторону от вертикали; угол поворота фиксируется винтом. Сварочная головка может быть установлена для сварки «углом вперед». Это положение фиксируется зубчатыми полумуфтами 9 и винтом 15. На другом конце горизонтального рукава установлены пульт управления 1 и барабан 16 для электродной проволоки 17.
На пульте управления смонтированы измерительные приборы: амперметр и вольтметр 18, потенциометр 19 для регулирования напряжения на дуге, потенциометр 20 для регулирования скорости сварки, кнопки 21 для дистанционного регулирования сварочного тока, кнопки 22 для перемещения электрода вверх и вниз перед началом сварки, кнопки 23 «пуск» и «стоп» для пуска и прекращения работы автомата, переключатель 24 для управления ходом каретки «вправо» и «влево» и выключатель холостого хода 25.
На горизонтальном рукаве укреплена розетка 26 штепсельного разъема для соединения гибким шлангом сварочного трактора и шкафа управления.
Горизонтальный рукав вместе с пультом управления, барабаном и сварочной головной крепится на вертикальной стойке и может быть развернут относительно ее на угол 90° в ту или другую сторону. Этот поворот фиксируется винтом 27, находящимся на этой стойке. Поворот горизонтального рычага вокруг собственной оси на угол до 45° фиксируется винтом 28.
Вертикальная стойка крепится на самоходной тележке, винтом 31 и может перемещаться вместе с надстройкой в пределах ±30 мм относительно продольной оси шва.
Тележка имеет свой двигатель 29, который через редуктор 30 приводит в движение тележку. Скорость сварки регулируется в пределах 15 – 70 м/ч.
Конспект урока "Сварочный автомат АДС-1000-2"
Тема: Изучение сварочного автомата АДС-1000-2.
Цель: Приобрести навыки по исследованию характеристик сварочного автомата АДС-1000-2.
Исходные материалы и данные:
1. Сварочный автомат АДС-1000-2.
3. Электродная проволока.
1. Николаев А.А., Герасименко А.И. Электрогазосварщик – Ростов-на-Дону: Феникс, 2019.
Состав задания: изучить принцип действия и устройство сварочного автомата АДС-1000-2.
Вопросы для повторения:
1. Как условно обозначаются сварочные автоматы? [1], с. 203
2. Достоинства и недостатки сварочных автоматов. [1], с. 210
Методические указания
Автомат АДС-1000-2 предназначен для сварки под флюсом стыковых швов с разделкой и без разделки кромок, угловых швов вертикальным и наклонным электродом, а также соединений внахлестку.

рис. 1. Конструкция трактора АДС-1000-2.
Конструкция автомата позволяет сваривать швы, расположенные на горизонтальных и наклонных до 15 [0,26 рад] к горизонту поверхностях.
В комплект автомата входят сварочный трактор, шкаф распределительного устройства, сварочный трансформатор ТСД-1000-4, набор запасных частей и специального инструмента.
Конструкция трактора (рис. 1). Трактор представляет собой четырехколесную карету 12, на которой укреплена стойка 14, несущая на себе горизонтальное коромысло 27. На левом конце этого коромысла расположены пульт управления 20 и кассета 21 для электродной проволоки, а на правом - сварочная головка 4 и бункер 1 для флюса. Для подъема трактора служит рым - болт 25, а для ручного перемещения его-скобы11.
Сварочная головка состоит из электродвигателя 3 постоянного тока, редуктора подающего и прижимного роликов, правильного механизма и токоподвода 7 с колодочным мундштуком. К токоподводу двумя болтами 8 крепят сварочный провод.
Бункер для флюса крепится к боковой стенке сварочной головки. Ссыпной патрубок бункера гибкими металлическими шлангами 6 связан с воронкой 10. Конструкция воронки обеспечивает концентрическую подачу флюса вокруг электрода. Флюс подается поворотом заслонки при помощи маховичка 5. Сверху бункер закрыт металлической сеткой, предназначенной для отсева шлаковых корок. Ёмкость бункера составляет 12кг флюса.
Путь управления снабжен электроизмерительными приборами (амперметр и вольтметр ) и потенциометрами для плавного регулирования скорости сварки и скорости подачи электродной проволоки. Кроме того, на пульте смонтированы кнопки управления.
Кассета для электродной проволоки расположена рядом с пультом управления. Конструкция ее - обычная, с внутренней укладкой проволоки. Вместимость кассеты около 12 кг проволоки. Для поддерживания и направления проволоки между кассетой и сварочной головкой установлен ролик 23 с вилкой.
Каретка трактора представляет собой шасси на четырех колесах 15 с резиновыми ободами. Задние колеса являются ведущими. Сцепляются и расцепляются они с привод при помощи рукоятки 17, разводящей две зубчатые полумуфты. Движение каретки осуществляется электродвигателями 18 постоянного тока через червячный редуктор 16.
Подготовка к работе. Пакетным выключателем выключается питание аппаратуры шкафа распределительного устройства. При этом включается электродвигатель и начинает вращать якоря генераторов. Ручками потенциометров устанавливают необходимое напряжение на дуге и скорость сварки. Трактор вручную устанавливают в исходное положение, включают сцепления зубчатых полумуфт и пакетным переключателем устанавливают в исходное положение, включают сцепление зубчатых полумуфт и пакетным переключателем устанавливают необходимое направление сварки. Кнопками электрод приводится в легкое соприкосновение с изделием.
При нажатии кнопки селеновый выпрямитель подключается ко вторичной обмотке понижающего трансформатора. Под действием магнитного потока обмотки возбуждения двигатель головки подает поволоку к изделию. Кнопкой к селеновому выпрямителю подключается обмотка возбуждения, в результате чего двигатель будет подавать поволоку вверх. После замыкания электрода с изделием открывается подача флюса.
Пуск автомата. Автомат включается нажатием кнопки. При этом обмотка промежуточного реле подключается ко вторичной обмотке понижающего трансформатора. Реле срабатывает и своими нормально открытыми контактами выполняет следующие выключения:
1) контакт шунтирует пусковую кнопку.
2) контакт замыкает цепь катушки линейного контактора, в результате чего последний срабатывает и своими силовыми контактами включает сварочный трансформатор;
3) контакт шунтирует балластное сопротивление
4) контакт подключает якорь двигателя каретки.
Так как в момент пуска сварочная цепь была замкнута накоротко, то напряжения на дуговой обмотке равна нулю. Двигатель под действием только одной обмотки открывает электрод от изделия, в результате чего возбуждается дуга. С увеличением длины дуги ток в обмотки будет возрастать, движения электрода вверх будет замедляться и при заданном напряжении на дуге двигатель начнет вращаться в обратную сторону и подавать проволоку в дугу со скоростью ее плавления. Одновременно с этим начнет перемещаться и каретка трактора, после чего начинается устойчивый процесс сварки.
Выключение автомата. Автомат выключается кнопкой двойного действия. Сначала при неполном нажатии кнопки выключается якорь двигателя головки, подача электродной проволоки прекращается и дуга растягивается.
При дожатии кнопки разрывается цепь катушки промежуточного реле, в результате чего контакт размыкает блокировку пусковой кнопки, контакт выключает линейный контактор, контакт вводит в цепь якоря генератора головки балластное сопротивление (что ускоряет процесс остановки двигателя головки), контакт выключает двигатель каретки.
При сварке на постоянном токе вместо сварочного трансформатора включается сварочный преобразователь, силовые контакты контактора соединяются параллельно и включаются в сварочную цепь, а электроизмерительные приборы (амперметр и вольтметр) заменяют приборами постоянного тока.
1. Ознакомиться с устройством сварочного автомата.
2. Произвести подготовку сварочного автомата к работе.
3. Произвести пуск сварочного автомата.
4. Произвести выключение сварочного автомата.
5. Записать технические данные сварочного автомата (сварочный ток, диаметр электродной проволоки, скорость подачи проволоки, вес, габариты скорость сварки, расход защитного газа).
Читайте также: