Автоматическая линия сварки двутавровой балки
Обновлено: 18.05.2024
Двутавровые балки являются одним из наиболее востребованных видов металлургической продукции. Они используются в металлоконструкциях всех размеров. Высокая популярность двутавров объясняется крайне удачной формой. Н-образная форма сечения обеспечивает наилучшую несущую способность при одинаковой площади по сравнению с сечениями всех других форм, которые можно получить металлургическими методами. Другими словами, среди всей металлургической продукции двутавровая балка может выдержать наиболее высокую нагрузку при одинаковой массе и длине балки.

Значительный спрос на двутавры обеспечивается автоматизированными линиями, которые обладают крайне высокой производительностью. По способу изготовления выделяют горячекатаные и сварные двутавры. Изделиям, полученным горячей прокаткой, свойственна несколько более высокая прочность. Главным достоинством сварных двутавров является весьма низкая цена. Также оборудование, производящее сварные двутавровые балки, отличается простотой переналадки, поэтому данным способом легче выполнять продукцию нестандартных размеров.

Современные линии по производству двутавров из листового металла имеют высокую степень автоматизации. Это позволяет максимально увеличить производительность и минимизировать влияние человеческого фактора. Исходный лист разрезается на полосы, которые последовательно свариваются.
Раскрой листа
Если требуется произвести балку длиной более 6 м, то длины одного листа будет недостаточно. Поэтому стыковой сваркой приваривается второй лист или его часть. Для этой операции используется установка стыковой сварки, которая имеет специализированный источник питания. Он работает от стандартного трехфазного промышленного тока, напряжением 380 В и частотой 50 Гц. Источник сварочного тока выступает в качестве преобразователя. Ток на выходе из него имеет силу в пределах 150 – 1300 А и напряжение 16 – 46 В.
Стыковой сваркой можно соединить листы толщиной до 30 мм за одну операцию. Данная установка позволяет значительно уменьшить потребность в обслуживающем персонале и повысить общую производительность линии.
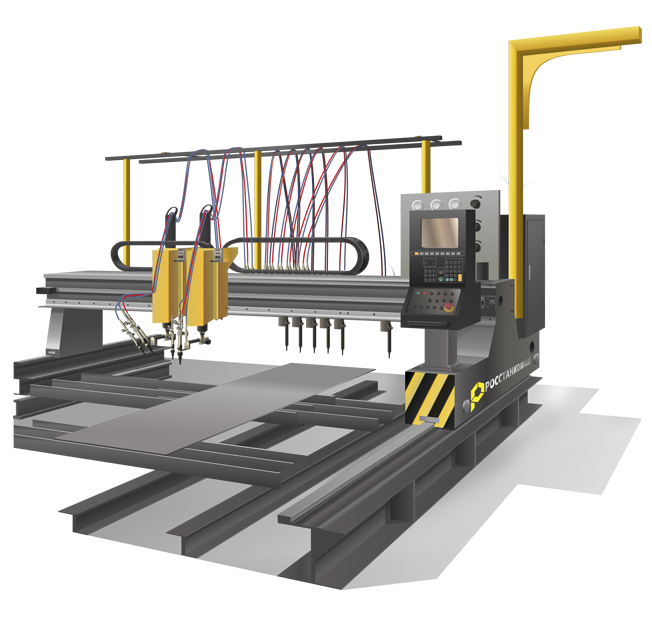
После сварки лист подается на машину, которая выполняет резку газопламенным способом. Высокую эффективность показывают машины портального типа. Лист размещается на рабочем столе машины на рельсах и разрезается на продольные полосы. Из одного листа можно выполнить до 9 полос за один проход. Машина может выполнять поперечный и даже криволинейный рез. Эти функции требуются для получения заготовок под балки поперечного сечения. Для сложных операций используются две горелки с ЧПУ, которые могут выполнять рез под любым углом.

Регулировка скорости работы машины для резки позволяет настроить её нужным образом в зависимости от толщины листа. Для резки используется ацетилен и кислород, возможно применение пропана. Управление работой машины выполняется программой Australian FASTCAM 1, которая разработана специально для устройств такого типа. Её достоинствами являются:
- Глубокая интеграция автоматического управления;
- Возможность работы в ручном режиме;
- Оптимизация раскроя листового материала;
- Возможность управления несколькими режущими головками;
- Просчет минимального рабочего пути.
Максимальная ширина листа, доступного для резки, — 4 м, а длина – 14 м. Минимальная ширина резки составляет 80 мм. Машина для резки имеет 9 продольных горелок и две поперченные. При их совместной работе можно резать листы толщиной 6 – 50 мм. Сталь толщиной до 100 мм может быть разрезана, когда используется не более 5 горелок. Энергопотребление установки составляет всего 1,5 кВт.
Сборка балки
После резки листового материала, заготовки подаются на сборочный стан. Их перемещение производится краном. Сборка балки выполняется при помощи зажимов, фиксирующих детали по горизонтали и вертикали. Сначала собирается тавровая балка – на конвейере размещается горизонтальная полоса, положение которой задается боковыми направляющими. На полосе размещается вертикальная стойка, которая центрируется и зажимается боковыми направляющими упорами.
Собранная конструкция подается до вертикального упора, который автоматически выполняет выравнивание торца, и перемещается в сварочный портал. Там она дополнительно фиксируется гидравлическим прижимом сверху, чтобы исключить зазор между деталями. Конвейер подает балку вперед, она проваривается с обеих сторон автоматической сваркой. Используется точечная сварка, которая формируется через заданный шаг. Сварочная установка расположена в той же плоскости, что и фиксирующий гидроцилиндр.
Полученная тавровая балка подвергается кантовке на 180° и передается обратно на сборочный участок, где на неё размещают заготовку для второй полки. Дальнейшие операции аналогичны – позиционирование, фиксирование зажимами и пропуск через сварочный портал. Таким образом получается предварительно собранная балка. Выполненное сварочное соединение имеет невысокую прочность и предназначается для удобства дальнейшего манипулирования балкой, а не полноценного восприятия нагрузки.
Станок для сборки балок позволяет собирать изделия разных видов Н-образных профилей:
- Симметричные;
- Несимметричные;
- С переменным сечением.
Скорость сварной сборки составляет 500 – 6000 мм/мин при максимальном потреблении электроэнергии 107 кВт. Станок позволяет создавать балки с такими параметрами:
- Толщина стойки – 6-32 мм;
- Толщина полка – 6-40 мм;
- Высота стойки – 200-1500 мм;
- Ширина полки – 200-600 мм;
- Длина балки – 4000-15000 мм.

По размерам видно, что станок дает возможность собрать двутавровую балку, размеры которой значительно превышают максимальные размеры изделий, описанных в ГОСТе 26020–83 для горячекатаных двутавровых балок с параллельными полками. Согласно этому документу, наибольшие размеры имеет балка 100Б4 с высотой 1014 мм и шириной полки 320 мм. Производство нестандартных горячекатаных балок ведется только при большой партии из-за высокой стоимости инструментов. Также максимальный размер балки ограничивается размерами прокатного стана.
Подача балки на первые сварочные установки
Балка, которая выходит из установки точечной сварки, находится в вертикальном положении. Она перемещается по конвейеру в таком положении и попадает к кантователю, который выполняет поворот балки на 90°. Он укладывает балку на конвейер горизонтально.
Балка передается на пару гидравлических тележек.

Они располагаются последовательно, между сварочными установками. Тележки работают в паре и имеют общую грузоподъемность 20 т. Они поднимают балку на высоту до 140 мм. Потребление электроэнергии тележкой составляет 1,5 кВт.
Когда балка попадает на тележки, конвейер останавливается. Они выполняют подъем балки над конвейером. Далее тележки перемещаются по рельсам, расположенным перпендикулярно к конвейеру. Тележки доставляют балку к гидравлическому кантователю, который поворачивает её на 45°.

Грузоподъемность кантователя также составляет 20 т. Он может работать с балками высотой 200 – 2000 мм и шириной 200 – 1000 мм.
После этого производится первый сварочный шов. Балка находится в положении «в лодочку». Установка для сварки перемещается по рельсам и выполняет сварочный шов. Она может сваривать металл толщиной 6 – 40 мм. Допустимая высота балки составляет 200 – 2000 мм, а ширина 200 – 800 мм. Длина шва может доходить до 15 м. Скорость сварки находится в пределах 350 – 1500 мм/мин. Мощность сварки составляет 65 кВт, а приводных механизмов – 5,1 кВт.

Далее кантователь придает балке обратно горизонтальное положение. Тележки принимают балку и передают на кантователь второй сварочной установки, которая располагается параллельно. Эта установка имеет точно такую же конструкцию. По окончанию выполнения второго сварочного шва балка ложится горизонтально и при помощи тележек возвращается на конвейер.
Поворот и проварка остальных швов
В результате предыдущих операций получается балка, с одной стороны которой швы выполнены. Однако она находится на конвейере в горизонтальном положении, готовыми швами вверх. Поэтому используется дополнительный кантователь, который переворачивает балку, и она располагается на конвейере выполненными швами вниз. Данный кантователь также имеет гидравлический привод и грузоподъемность до 20 т. Он может работать с изделиями габаритами 1000 х 2000 мм. Скорость поворота составляет 1000 мм/мин. Кантователь потребляет 18 кВт электроэнергии.

Третий и четвертый сварочные швы производятся аналогичным способом. Также балка кантуется на 45° и последовательно провариваются швы на паре сварочных установок.
Поворот и правка балки
После проварки всех швов балка находится на конвейере в горизонтальном положении. Кантователь поворачивает балку на 90°, устанавливая её вертикально. После этого балка попадет на установку, которая выполняет правку грибовидности полок. Потребность в этой операции возникает, потому что при сварке сплошным швом возникают деформации полок.
Установка выполняет прокатку роликами нижней полки. После этого конвейер возвращает балку на кантователь, который выполняет поворот балки на 180°. Балка оказывается выпрямленной полкой вверх. После этого она снова проходит установку для правки полок.
Дробеструйная обработка
Сваренная и выправленная балка чаще всего имеет загрязнения, в первую очередь ржавчину и окалину. Для очистки профиля применяется дробеструйная машина. Она также улучшает качество поверхности двутавра, что упрощает нанесение на него покрытия.
Дробеструйная машина разгоняет стальную или чугунную дробь до скорости 60 – 70 м/с и подает её в камеру обработки. Камера имеет восемь дробеметов, которые располагаются по кругу. По два дробемета приходятся на внешние стороны полок и стойку. Внутренние грани полок обрабатываются одним дробеметом.

Мощность дробеструйных машин находится в пределах 11-15 кВт. Изделие проходит через камеру со скоростью 0,6 – 3 м/мин, расход дроби – 90-120 т/ч. Данными машинами можно выполнить обработку профиля размером 1200х2000 мм.
Общая эффективность линии и дополнительная обработка
Автоматизированная линия может производить изделия размерами 2000х1000 мм. Толщина обрабатываемой листовой стали доходит до 40 мм. Возможно изготовление профилей переменного сечения с углом наклона до 15°. Общая производительность составляет 15 тыс. т в год. Размеры линии 150х24 м.
Дополнительно балка может подвергнуться обработке торцов на фрезерном станке. Балка располагается горизонтально и жестко закрепляется, чтобы избежать погрешностей. Для этого используются рамы с вертикальными стойками, в которых располагаются гидроцилиндры. Управление их работой ведется гидрораспределителем, который направляет поток масла, подаваемое гидравлической станцией под высоким давлением. Фрезерный станок может обрабатывать балки максимального размера, производимые автоматизированной линией. Глубина обработки за одни проход достигает 5 мм, скорость подачи 200 – 650 мм/мин. Для обработки используются фрезы диаметром 160 – 200 мм.
Также линия может снабжаться установкой для сверления балок. Она позволяет выполнить отверстия максимально быстро и с высокой точностью. Установка снабжена системой ЧПУ, которая не требует предварительной ручной разметки изделия. Автоматическое выполнение отверстия позволяет снизить до минимума процент брака.
Установка для сверления состоит из таких элементов:
- Каркас;
- Конвейер;
- Подающие ролики;
- Фиксирующая гидросистема;
- Три сверлильных узла.

Сверлильные узлы имеют сервоприводы, которые позволяют позиционировать инструмент с крайне высокой точностью, ±1.0 мм на 10 м. Контроллер устройства имеет цветной монитор, что делает работу оператора максимально простой.
Установка может выполнять обработку стали толщиной 5 – 40 мм. Диаметр отверстий находится в пределах 12 – 32 мм. Для работы используется двигатель мощностью 5 кВт. Он придает сверлу до 440 об/мин. Скорость позиционирования составляет 5 м/мин, а скорость подачи до 300 мм/мин. Общее потребление энергии установкой 32 кВт.
Станки Россииского
производства
Стан одновременно осуществляет предварительную и окончательную сборку балки, сварку, правку сварочных деформаций полок (грибовидности) и выгрузку готовых балок на выходной рольганг.
Стан позволяет производить операции сборки балки с необходимой точностью позиционирования, особое внимание уделяется симметрии расположения и взаимной перпендикулярности полки и стенки.
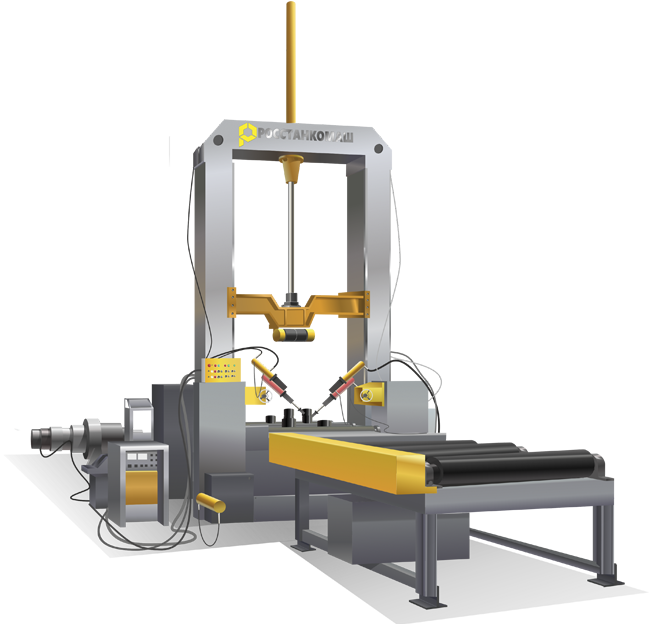
Предназначена для автоматизированной дуговой сварки под слоем флюса одной или двух двутавровых балок или колонн, находящихся в горизонтальном положении на стапелях.
Предназначен для правки геометрии полок двутавровой балки путем ее прокатки через систему роликов, используя при этом свойства упругости металла.

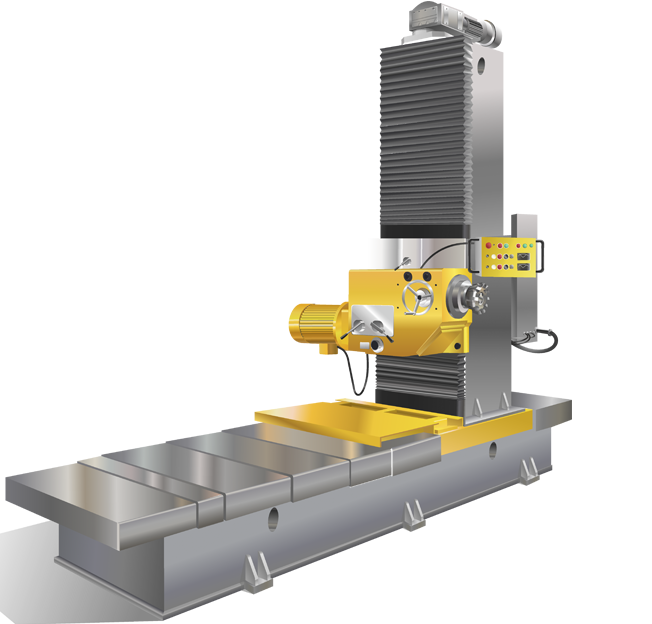
Предназначен для фрезерования торцов сварных или горячекатаных двутавровых балок, балок коробчатого сечения или других видов стального профиля.
Наш каталог


Завод «Росстанкомаш»
Торговая марка "РОССТАНКОМАШ" и компания "ТД СТАНКОМАШ", являющаяся ее дилером, давно и прочно занимает лидирующие позиции на российском рынке оборудования для производства сварной двутавровой балки, торцефрезерных станков, машин термической и плазменной резки по объемам поставок, качеству изделий и глубине локализации производства.

Наше конструкторское бюро занимается поиском оптимальных решений при разработке нестандартных моделей. При этом за прототип принимается ESAB.

Постоянный диалог с клиентами позволяет Росстанкомаш совершенствовать наши станки, адаптируя их под нужды рынка.

На наших станках установлено сварочное оборудование Lincoln electric и системы управления газовой и плазменной резкой Hypertherm.
Принято считать, и чаще всего вполне обосновано, что российские товары уступают европейским по своим потребительским качествам. Соответственно, выбирать нужно европейское, ну уж точно не азиатское, а тем паче китайское, предлагаемое через Сеть Интернет из каждого гаража. Давайте попробуем разобраться, как выбрать качественное оборудование и при этом сохранить деньги.
Наши менеджеры готовы ответить
на ваши вопросы в любое удобное
для вас время.
© 2021 ООО "ТД СТАНКОМАШ"
Копирование и использование информации с сайта возможно только при согласии владельцев сайта.
Линии для сварки
Линии по производству Н-образного профиля предназначены для изготовления балки двутаврового сечения из листового металла. Линия состоит из нескольких основных агрегатов, последовательность работы которых указаны ниже:

Линия типа "лодочка"
Линия состоит из трех основных отдельных станков - сборочный станок, сварочный портал для сварки балок в положении под наклоном в 45 градусов, стан для правки деформаций после сварки. Линия типа "лодочка" обеспечивает максимально качественный сварной шов (величина катета шва не ограничена).

Технические характеристики
| Максимальная высота изделия, мм | 1500 |
| Максимальная ширина изделия, мм | 600 |
| Максимальная толщина стали, мм | 40 |
| Максимальный угол профиля переменного сечения, градусов | 15 |
| Производительность линии, т/год | 5000 |
Автоматическая линия повышенной производительности
Данная линия максимально автоматизирована, что дает значительное повышение производительности и уменьшает влияние человеческого фактора.

| Максимальная высота изделия, мм | 1200 |
| Максимальная ширина изделия, мм | 1000 |
| Максимальная толщина стали, мм | 40 |
| Максимальный угол профиля переменного сечения, градусов | 15 |
| Производительность линии, т/год | 12 000 |
Универсальный стан
Назначение: стан предназначен для сборки, сварки, правки деформаций "грибовидности" и "саблевидности" двутавровой балки. Это одно из самых недорогих решений позволяющее на небольших площадях производить двутавровую балку отличного качества.
Данная машина заменяет собой три станка - предварительной сборки на точечной сварке, станок сварки под флюсом и станок правки грибовидности.

| Максимальная ширина изделия, мм | 600 |
| Максимальная толщина стали, мм | 30 |
| Максимальный угол при сборке профиля переменного сечения, градусов | 5 |
| Производительность линии, т/год | 6000 |
*при сварке двутавровой балки высотой более 600 - 700 мм катет сварного шва может быть недостаточно большим. В этом случае необходимо дополнительно проварить шов на стапеле 5 положении "в лодочку".
Линия горизонтальной сварки
Установка горизонтальной сварки включает в себя несколько основных агрегатов собранных в компактную линию:

- Подающий рольганг (конвейер)
- Установка сборки и точечной сварки
- Установка шовной сварки
- Поворотное устройство
- Установка шовной сварки
- Выходной рольганг (конвейер)
| Максимальная высота изделия, мм | 1200 |
| Максимальная ширина изделия, мм | 500 |
| Максимальная толщина стали, мм | 16 |
| Максимальный угол профиля переменного сечения, градусов | 8 |
| Производительность линии, т/год | 7500 |
Линия обработки двутавровой балки
Назначение: Линии предназначены для обработки готовой двутавровой балки с целью придания ей окончательной конфигурации в соответствии с чертежами, и подготовки ее к окончательной сборке. К подобным операциям относятся - сверление двутавровой балки, обрезка концов балки ленточной пилой, фигурная обрезка полок балки на концах, для конструкций со сложной конфигурацией.
Станок трехмерного сверления двутавровой балки
Назначение: для максимальной автоматизации процесса разметки и сверления отверстий в балках двутаврового сечения.

Использование данного оборудования позволяет в разы увеличить скорость сверления балки, а благодаря наличию системы ЧПУ устраняется необходимость предварительной разметки балки.
Установка состоит из каркаса, приводного конвейера, подающих роликов, гидравлической системы и системы управления. Оборудование имеет три сверлильные установки, находящиеся справа, слева и с верхней стороны рамы. Все три сверлильных узла имеют сервоприводы по трем осям, что позволяет позиционировать сверло с высокой скоростью и точностью. Точность позиционирования отверстий достигает ±1.0 мм/10 м.
Зажим заготовки происходите помощью гидравлики. Подача балки осуществляется с помощью конвейера и подающих роликов.
Пилы ленточные
Назначение: предназначен как для одиночной работы, так и для использования в составе промышленных линий. Зачастую данный станок компонуется совместно с другими станками, что дает расширенные возможности по обработке металлоконструкций.

| Габариты балки, мм | 200x75-1250x600 1 |
| Размер полотна, мм | 8300x54x1.6 |
| Скорость полотна, м/мин | 20-80 |
| Высота стола, мм | 800 |
| Угол поворота, градусов | 0-45 |
| Мощность, кВт | 13 |
Установка плазменной резки фасонных деталей с функцией пробивки
Назначение: изготовление фасонных изделий для металлоконструкций, где требуется вырезать нелинейный наружный и внутренний контуры, и осуществить координатную пробивку отверстий под крепеж.

| Максимальное усилие пробивки, кН | 1100 |
| Габариты детали, мм | 2000x700 |
| Толщина заготовки, мм | 5-25 |
| Максимальный диаметр пробивки, мм | 35 |
| Количество станций пробивки, шт | 7 |
| Источник плазмы | Hypertherm 2000 |
| ЧПУ | FAGOR 8035 |
| Точность пробивки, мм | 0,1 |
| Скорость подачи, мм/мин | 18 |
| Скорость пробивки, уд/мин | 22 |
| Максимальный вес детали, кг | 150 |
Примеры технических предложений
Пример технического предложения – Линия сборки, сварки и выпрямления двутавровой балки (3 в 1)
Машина комбинированного действия – это высокоэффективное оборудование для производства двутавровых сварных балок. Преимуществом данного оборудования является компактный внешний вид, экономически выгодная технология объединяющий функции сборки, сварки и выпрямления балок.
- Высота стенки двутавровой балки h: 200-1500 мм;
- Толщина стенки а: 6-32 мм;
- Ширина полки b: 180-800 мм;
- Толщина полки s: 6-40 мм;
- Длина заготовки l: 4000-15000 мм;
- Скорость сборки, сварки и выпрямления: одинаковая 0.2-2 м/мин;
- Загрузочный конвейер: общая длина 10 м, 3 сегмента, один из которых с двигателем;
- Разгрузочный конвейер: общая длина 10 м;
- Мощность станка: общая мощность 20 кВт.
Предел прочности σb≈345 MПa, макс. толщина выпрямления 30 мм
Предел прочности σb≈235 MPa, макс. толщина выпрямления 40 мм

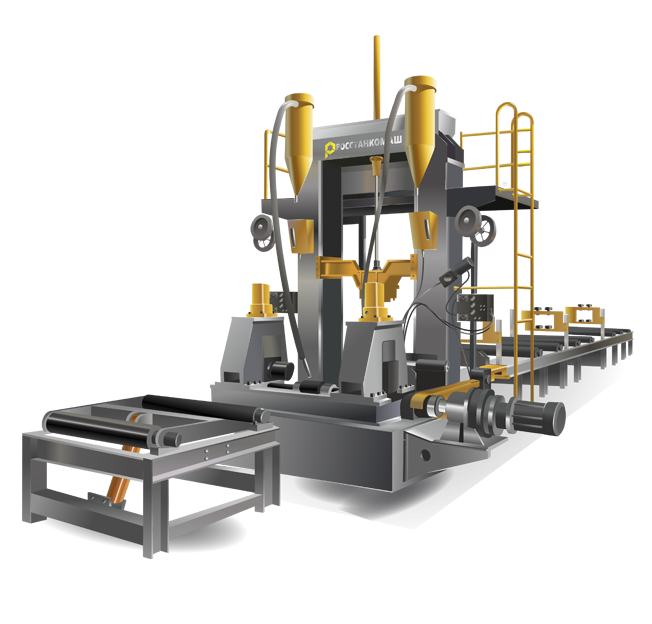
Машина комбинированного действия для двутавровой балки – это современное и высокопроизводительное оборудование, объединяющее в себя точную сборку, устойчивую сварку под флюсом, выпрямление и сварку двутавровой балки. К его преимуществам относятся: компактная структура, небольшая площадь занимаемой поверхности, автоматика и производительность.
Основные компоненты машины: сборочный агрегат, сварочный агрегат, агрегат выпрямления, конвейер, гидравлическая система, система управления и т.д.
Сборочный агрегат имеет 3 комплекта манипуляторов между погрузочными конвейерами оборудования для грубого выравнивания положения полки и стенки. После того, как листы подняты на оборудование, эти манипуляторы осуществляют их поддержку и выравнивание, предотвращая заваливание листов, обеспечивая надежный и безопасный процесс сборки. Имеется 2 комплекта оборудования позиционирования, отдельно для полки и для стенки.
После того, как стенка и полка отправлены в оборудование, автоматически поднимается хвостовая секция выравнивания, обеспечивая торцевое расположение полок и стенки.
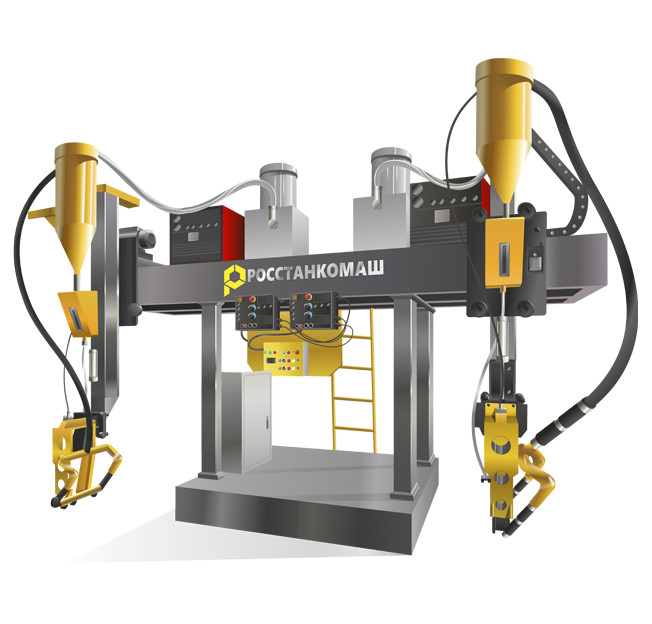
Два комплекта системы используются для сварки 2 швов вдоль обеих сторон двутавровой балки под флюсом методом двойной дуги (проволока Ø1.6), обеспечивая высокую эффективность и хорошее качество. Также сварочный агрегат может поддерживать однопроволочный (Ø2.4 mm) сварочный пистолет. Расположение сварочной горелки может регулироваться и легко наблюдаться во время сварки.
Два комплекта систем автоматической рециркуляции флюсов используются для передачи флюса к сварочному шву, просеивания и рециркуляции неиспользованного флюса всасывающим отверстием в задней стенке горелки, а так же всасывания флюса обратно в бункер для повторного использования.
Станки для производства двутавровой балки в России

3
Стан (он же: балкосвар, стан по производству балки, стан сборки балки) предназначен для изготовления сварных двутавровых и тавровых балок.
Релизуем линию сварки двутавровой балки CORIMPEX BWM-NC-1200-600-4-12, г/в 2013. Комплектная. С малой экспалуатацией. Рассмотрим все предложения.

4
Полуавтоматическая установка по производству сварной двутавровой балки. Сварная линия произведена в г. Волгоград ООО "АГРОБЛОКСТРОЙ" . Линия.

Автоматическая линия сварки. Производитель: MECOME (Италия). Модель : IPS, год 2008. Автоматическая линия сварки. Рельсы budback, балки высотой до.

Находится в Красноярске Линия для изготовления сварной балки от 20 Б1 до 1500мм., с последующим исправлением грибовидности цена 4 000 000 р. Станок.

ЛИНИЯ СВАРКИ ДВУТАВРОВОЙ БАЛКИ ПРЕДНАЗНАЧЕНА ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОГО Н ПРОФИЛЯ (СВАРНОЙ БАЛКИ) ТРЕБУЕМЫХ РАЗМЕРОВ ПОСРЕДСТВОМ СВАРКИ.

Стан 3 в 1 комплектации ССВД. EVRO-HEA позволяет изготавливать сварную двутавровую евробалку с высотой стенки до 1500 мм. Балка данного стандарта.

омплектность: Рольганги - 12 м Стан сварной - 1 шт Сварочные аппараты - Lincoln Idealarc DC-1000 Расходные материалы согласно паспорта.
Установка для механизированной сборки, автоматической сварки под слоем флюса и исправления усадочных деформаций полки двутавровой.

Стан TWH 6015 предназначен для изготовления двутавровых и тавровых балок симметричного, переменного и нессиметричного сечения. Стан одновременно.

Сборочный стан TWH.6015 для изготовления сварных двутавровых и тавровых балок. Основные техническиехарактеристики: Параметр Значение.

Автоматизированная сборка двутавровой балки и сварка на прихватках. Для получения более детальной информации и КП отправьте запрос или позвоните.

Автоматическая линия сварки балок в среде защитных газов. Производитель: MECOME (Италия). Р-р свариваемых балок: 24000х2000 м . Цена: 55.000 Euro.

Линия APS для пробивки и обрезки уголка и полосы

Продам новый прокатный стан для изготовления гофрированного листа для производства гофрированной балки . На сегодняшний день это новая технология в.

Состав: Станок для сборки двутавровой балки, высота балки от 200 мм до 1500 мм. Стан провара двутавровой балки под флюсом + трактор автоматической.

Стан для сборки двутавровой балки: Автоматизированная сборка двутавровой балки и сварка на прихватках. Портально-сварочная установка: Сварка.

Установка для сварки балок Corimpex BWM-MD/2000-1000 BWM-MD/3000-1000 (тандемная - 2 агрегата) с кантовочной системой. Возможна продажа отдельно.

Продам стан для изготовления сварной балки. Предназначен для изготовления тавровых, двутавровых равнополочных и неравнополочных симметричных балок.

Автоматический стан для производства сварных двутавровых балок осуществляет полный цикл производства сварной двутавровой балки - сборку.
Газовая полуавтоматическая резка двутавровой балки до 1500 мм.. Цена 75 000 р.

Сварочная колонна для сварки балок - ESAB Оборудование для сварки балок, шасси полуприцепов, кран-балок, металлических конструкций.. 2 сварочные.

Исправление грибовидности полок после сварки двутавровой балки. Для получения более детальной информации и КП отправьте запрос или позвоните.

Станок для производства сварных двутавровых балок TWH6015 Производство сварных двутавровых и тавровых балок различного сечения. В процессе.

Автоматическая линия сварки балок в среде защитного газа. Производитель: Corimpex (Италия). Модель: TMASTER BMW 1250x2500. Сварочный процесс.

Это высокотехнологичное оборудование осуществляет сборку, сварку и правку геометрии балки. Компактность станка позволяет добиться.

Основные технические характеристики: - Параметр HW HHX1200 - высота двутавровой балки, мм 200-1200 - ширина полки балки, мм 200-600 - длина.

Металлопрокатное оборудование. Производство – Турция. Установлено и запущено в 2007-2008 годах. Проектная мощность – 27 000 тонн год сортового.

Продажа автоматизированного стана TWH 6015 Важно! Автоматизированный стан TWH 6015 модернизирован: 1. Установлена дополнительного разрыва прижимных.
Станки для производства двутавровой балки купить в России вы можете на сайте Оборудуй.ком. У нас самый широкий выбор предложений от продавцов со всей России. Если вы хотите продать свое оборудование, технику или инструмент, то просто добавьте бесплатно свое объявление
Автоматическая линия сварки двутавровой балки
Читайте также: