Автоматическая сварка под слоем флюса автоматическая наплавка
Обновлено: 17.05.2024
Автоматическая сварка и наплавка под слоем флюса
В последние годы на заводах по ремонту дорожных машин и тракторов нашла широкое применение автоматическая сварка и наплавка деталей под слоем флюса. Это объясняется большой производительностью по сравнению с ручной дуговой сваркой (в 2—5 раз) и более высоким качеством наплавленного шва.
Применение автоматической наплавки создает возможность восстанавливать детали.индустриальным способом большими партиями.
При сварке и наплавке под слоем флюса дуга горит не на открытом воздухе, а в закрытой полости, защищенной от действия атмосферы эластичной коркой расплавленного шлака (рис. 137). В этом случае флюс выполняет роль электродного покрытия, надежно закрывая место сварки и предотвращая возможность разбрызгивания жидкого металла. Электродная проволока при сварке под флюсом применяется без обмазки. Этот способ сварки устраняет целый ряд недостатков электродуговой сварки, вследствие чего качество сварного шва получается значительно выше, так как металл более однороден по химическому составу, а плотность шва увеличивается.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 137. Сварка под слоем флюса:
а — схема процесса сварки; б — продольный разрез зоны сварки; 1 и 4 — трубки; 2 — бункер; 3—кассета с электродной проволокой; 5 — подающий механизм; 6 — шлаковая корка; 7 — деталь; 8 — электродная проволока; 9 — газовый пузырь; 10 — расплавленный металл; 11 — сыпучий флюс
Дуга горит между свариваемой деталью и электродной проволокой, диаметр которой принимается 2, 6 и 8 мм. По мере расплавления сварочной проволоки она постепенно подается из катушки (бухты) в зону сварки механизмом сварочного аппарата (головкой, трактором, полуавтоматом и т. д.). Флюс поступает в зону шва из бункера, при этом некоторое количество его плавится вместе с проволокой и кромками детали. По мере удаления дуги жидкий металл затвердевает, образуя сварочный шов, а расплавленный флюс образует легкоудаляемую шлаковую корку. Часть неиспользованного флюса отсасывается в бункер и может быть использована повторно.
При увеличении сварочного тока возрастают объем жидкой ванны и глубина провара основного металла, ширина же провара остается практически неизменной.
При увеличении сечения электрода при неизменном токе увеличивается ширина и уменьшается глубина провара. Уменьшение диаметра электрода при неизменном токе увеличивает глубину провара.
Опыт показывает, что при увеличении скорости сварки более 40 м/ч глубина и ширина провара заметно уменьшаются, а высота валика увеличивается.
Высокая производительность при сварке под флюсом достигается благодаря применению больших токов (высоких плотностей тока — 70—150 а/мм2) и использованию тонкой проволоки.
Значительные успехи в области разработки технологии механизированной сварки и наплавки под слоем флюса, конструкции сварочного оборудования и составов специальных флюсов достигнуты институтом электросварки им. Е. О. Патона АН УССР.
Флюсы, применяемые для автоматической и полуавтоматической сварки и наплавки, совместно с соответствующей электродной проволокой должны обеспечивать устойчивое горение дуги, требуемый химический состав и механические свойства металла шва, отсутствие пор и трещин в шве, а также легкое удаление шлаковой корки с поверхности шва.
По способу изготовления флюсы делятся на плавленые, получаемые путем сплавления компонентов шихты в печах, и неплавленые, или керамические. Наличие различных ферросплавов в составе керамического флюса при наплавке способствует получению легированного наплавленного металла, в то время как при использовании плавленых флюсов легирующие примеси вводятся только через легированную электродную проволоку.
Наиболее широко при ремонте деталей дорожных машин применяются плавленые флюсы АН-348Ш и АН-348А, используемые совместно с электродной проволокой марок Св-08А, Св-08ГА, Св-ЗОХГСА, Св-20ХГСА и Св-13ГДХ.
Химический состав флюса АН-348А, %: Si02 — 41,0—43,5; МпО — 34,5—37,5; CaF2 — 3,5—5,5; А1203 — до 3; MgO — 5,5—7,5; S —до 0,15; Р — до 0,75.
При применении мягкой проволоки практикуется добавка к флюсу АН-348 75%-ного ферромарганца в количестве 3,5—4,0% и графита 1 % по весу, что позволяет увеличить износостойкость и твердость наплавленного металла с НВ 200-240 до НВ 420. Однако твердость наплавленного металла получается по всей поверхности неоднородной.
В последнее время испытан и применяется флюс марки ДН-ЮЛ8, состав которого следующий, %: Si02— 20—23; А1203 — 19—21; МпО — 29,5—33,5; СаО — 3—7; MgO — до 1,2; К20 и Na20 — 0,4—0,6; Fe —до 1,2; CaF2—18—24; S —до 0,15 и Р — до 0,2.
К флюсу АН-10 добавляется в количестве 6—8% по весу специальная порошкообразная лигатура из А1 (85%) и Fe (15%).
Твердость металла, наплавленного малоуглеродистой проволокой под флюсом АН-10Л8, составляет НВ 340—400 и получается равномерной. Указанный флюс используется при наплавке верхних и нижних катков, натяжных колес и звеньев гусениц, ножей бульдозеров и автогрейдеров, а также для других деталей, где требуется высокая поверхностная твердость.
Флюс ОСЦ-45 предназначен для автоматической сварки стали марок МСт.1, МСт.2, МСт.З и МСт.4, электродной проволокой марок Св-08; Св-08А, СВ-08Г и Св-08ГА.
Химический состав флюса ОСЦ-45, %: Si02 — 43—45; МпО — 38—45; CaF — 6—8; СаО — до 5; MgO — до 1; А1 — до 2,5; F203— до 1,5; S — до 0,15; Р — до 0,15.
При флюсе ОСЦ-45 качественные швы получаются на малоуглеродистых сталях; в швах, сваренных по умеренно коррозированному металлу, отсутствует пористость и механические свойства шва высокие. К недостаткам рассмотренного флюса относятся выделение сравнительно большого количества вредных фтористых газов и недостаточная устойчивость дуги при питании от источника переменного тока с напряжением холостого хода 65—70 в.
Оборудование для механизированной наплавки под слоем флюса должно обеспечить подачу электрода, регулирование и перемещение дуги вдоль свариваемого шва.
Регулирование дуги сводится к поддержанию постоянства длины дугового промежутка. Надежное возбуждение дуги получается при относительно высоких плотностях тока.
Гашение дуги для окончания сварки производится прекращением подачи электродной проволоки. Подвод сварочного тока к электроду производится мундштуком, расположенным на небольшом расстоянии от детали.
При автоматической сварке подача электрода и передвижение Дуги вдоль шва механизированы. При полуавтоматической сварке механизирована только подача электрода, а продвижение дуги вдоль шва производится сварщиком вручную.
На ремонтных предприятиях для восстановления деталей тракторов и дорожных машин (катков и натяжных колес гусениц, валов, осей и др.) применяется наплавочный аппарат типа А-409 конструкции института электросварки им. Е. О. Патона АН УССР, предназначенный для автоматической наплавки тонкой электродной проволокой под слоем флюса деталей, имеющих поверхности тел вращения диаметром от 40 до 700 мм.
Наплавка аппаратом А-409 производится на специальном или токарном станке, непригодном для эксплуатации по прямому назначению. Аппарат устанавливают и закрепляют на суппорте станка, а наплавляемую деталь — в патроне или центрах. Подкладками под переднюю и заднюю бабки повышают высоту центров станка до 300—350 мм.
Рис. 138. Установка для наплавки цилиндрических деталей аппаратом А-409:
1 — замедляющий редуктор; 2 — наплавляемая деталь; 3 — бункер; 4 — наплавочный аппарат А-409; 5 — поддон для шлаковой корки; 6 — токарный станок; 7 — аппаратный ящик; 8 — сварочный преобразователь ПС-300
Для получения малых окружных скоростей детали при наплав-, ке со скоростью 12—40 м/ч:число оборотов шпинделя станка необходимо снизить за счет дополнительного редуктора в пределах 0,5; 1,5; 2; 3 и 4 об/мин. Наплавка производится на постоянном токе от сварочных агрегатов типа СУГ-2Р, ПС-300 или ПС-500.
Установка для наплавки аппаратом А-409 на токарном станке показана на рис. 138.
Аппарат А-409 (рис. 139) состоит из следующих основных узлов: сварочной головки, мундштука, вертикального суппорта 2У бункера и пульта управления, установленных на суппорте токарного стана.
Рис. 139. Наплавочный аппарат А-409
Кроме того, можно наплавлять детали из высокоуглеродистых сталей без риска получения в наплавленном металле горячих трещин.
Наплавка цилиндрических поверхностей деталей производится непрерывно по винтовой линии с заданным шагом, что обеспечивает высокую производительность работы. Вследствие равномерного нагрева деталь во время наплавки не деформируется.
Детали, ранее наплавлявшиеся электродами с меловой обмазкой, должны быть предварительно проточены до полного удаления металла прежней наплавки.
Рис. 140. Схема наплавки цилиндрических деталей:
1 — сварочный генератор; 2— подача флюса; 3 — электрод; 4 — электрическая дуга; 5 —шлаковая корка; 6 — наплавленный металл; 7 — деталь
Вовремя наплавки сварщик сбивает шлак, следит за показанием приборов и нормальным поступлением флюса в зону горения дуги.
Автоматическая наплавка и сварка под слоем флюса
Сварка и наплавка деталей вручную не всегда обеспечивают требуемое качество наплавленного металла, которое во многом зависит от квалификации сварщика. Производительность в этом случае весьма низкая. Кроме того, из-за таких особенностей ручной сварки, как большой нагрев, невозможность наплавки внутренних поверхностей и др. она не может быть применена для восстановления ряда деталей. Поэтому находят большое применение механизированные способы наплавки и сварки, обеспечивающие высокую производительность и качество работ.
для восстановления деталей применяют способы механизированной сварки и наплавки:
1) автоматическая наплавка и сварка под слоем флюса;
2) автоматическая наплавка и полуавтоматическая сварка в защитной среде углекислого газа;
3) автоматическая электроимпульсная наплавка;
4) контактная сварка.
Идея сварки под флюсом принадлежит Н.Г.Славянову. Способ автоматической наплавки и сварки под слоем флюса в том виде, в каком он в настоящее время применяется, разработан в Институте электросварки АН УССР имени академика Е.О.Патона. Сущность этого способа заключается в следующем. Между наплавляемой деталью и электродной проволокой образуется электрическая дуга . В зону горения дуги из бункера с помощью специального устройства сыплется сухой зернистый флюс, покрывающий толстым слоем наплавляемый участок поверхности детали. Выделяющееся при горении дуги тепло плавит электродную проволоку, основной металл детали и часть флюса. Над ванной расплавленного металла образуется полость (пузырь), заполненная газами и парами, выделяющимся при горении дуги. Расплавленный флюс (жидкий шлак) образует эластичную оболочку, надежно защищающую всю зону горения дуги от влияния атмосферного воздуха. Эта оболочка при повышенном давлении во флюсовом пузыре не мешает газам, образующимся в процессе наплавки, выходить наружу.
При наплавке Цилиндрической поверхности деталь вращается, для того чтобы металл не стекал с наплавляемой поверхности, электродную проволоку смещают с зенита (точки, находящейся над осью) детали в сторону, противоположную направлению вращения, на величину, которая в зависимости от режима наплавки и диаметра детали принимается равной 3…12мм.
По мере удаления расплавленного металла от места горения дуги происходит его кристаллизация и затвердевание шлака. В результате на поверхности детали образуется металлический валик, покрытый шлаковой коркой и нерасплавленным зернистым флюсом, который постепенно ссыпается вниз. Неиспользованный флюс возвращается в бункер. Электродная проволока подается в зону горения дуги с помощью подающего механизма, являющегося составной частью наплавочной головки, устанавливаемой на суппорте токарного станка. Скорость подачи проволоки составляет 80…160м/ч. Наплавляемую деталь устанавливают в центрах станка.
Наплавку производят постоянным током обратной полярности. Источниками тока обычно служат сварочные преобразователи ПС—З00, ПС—500 и др.
Наплавку цилиндрических поверхностей деталей чаще всего производят по винтовой линии. Наплавляемые валики накладывают так, чтобы каждый последующий перекрывал предыдущий. При этом валики металла должны быть хорошо сплавлены между собой (проварены) и не содержать шлаковых включений, для этого шлаковую корку необходимо удалять с поверхности наплавленного валика до того, как к нему будет приварен следующий валик, т.е. за время, меньшее, чем требуется для одного оборота детали ударами заостренного молотка.
При продольной наплавке шлицев деталь, установленная в центрах токарного станка, остается неподвижной, а суппорт станка наплавочной головкой совершает продольную подачу. После наложения одного продольного валика деталь поворачивают на 180°, с противоположной стороны ее наплавляют следующий валик.
В такой последовательности производят весь процесс продольной наплавки. При этом конец электродной проволоки должен находиться на середине впадины между шлицами. Величина продольной подачи наплавочной головки (суппорта станка) составляет 3,4— 12 мм/об (большие величины принимают при наплавке шлицев).
Круговую наплавку деталей производят электродной проволокой д1,2 или 1,4 мм, а продольную —2,0 мм наплавочной проволокой из сталей марок Нп-40, Нп-50 и сварочную проволоку из сталей марок Св-08,СП-ГА, Св-1ОГА, Св-I8ХГСА и др.
При наплавке используют аналогичные флюсы. Флюс служит не только для защиты наплавленного металла от атмосферного воздуха, но и для легирования, уменьшения обрызгивания и угара, а также сохранения тепла дуги.
Автоматической наплавкой под слоем флюса можно восстанавливать, цилиндрические поверхности и резьбы деталей диаметром более 35 мм, а также шлицы, возможна наплавка плоскостей и поверхностей отверстий, в последнем случае применяют специальные изогнутые мундштуки.
Удаление шлаковой корки при наплавке поверхности отверстия связано с известными трудностями. В этом случае наплавку производят в два прохода. Вначале наплавляют поверхность отверстия, чтобы соседние нитки не перекрывались (увеличивают шаг наплавки). Затем удаляют шлаковую корку специальным резцом или с помощью зубила и молотка, после чего оплавляют вторично (при том же шаге наплавки), но сдвинув электрод так, чтобы наплавляемый валик попадал посередине между нитками первого прохода. Твердость металла после наплавки может быть повышена термической обработкой (закалкой и отпуском). Режим наплавки:
Напряжение, В 25-40
Сила тока, А а) для круговой наплавки 75…140
б) Для продольной наплавки шлицев 170…270
Наплавленную поверхность детали подвергают механической обработке (точению, фрезерованию, шлифованию) до требуемых размеров и шероховатости поверхности. В некоторых случаях для облегчения механической обработки и уменьшении внутренних напряжений деталь после наплавки подвергают отжигу или отпуску, твердость наплавленного металла снижается.
Автоматическую наплавку под слоем флюса применяют для восстановления: коленчатого вала (наплавка шеек), полуоси (наплавка шлицевого конца), карданного в (наплавка шлицевого конца и сварка вилки с трубой), трубы оси (наплавка шеек под подшипник и под резьбу), распределительного вала (наплавка концевой шейки под резьбу) и других деталей
Особенно эффективно использование этого способа для восстановления коренных и шатунных шеек коленчатых валов. На ремонтных предприятиях освоены различные технологические процессы наплавки шеек коленчатых валов под слоем флюса.
Восстановлению подлежат коленчатые валы, не имеющие подрезанных галтелей и трещин любого характера. Перед наплавкой шейки коленчатого вала зачищают наждачной шкуркой до металлического блеска, изолируют отверстия для смазки асбестовыми пробками и заполняя их сверху огнеупорной глиной. Уровень глиняного заполнения должен быть ниже поверхности шейки на 1…1,5 мм, отверстия не залавляются (расплавленный металл к ним не пристает) и поэтому отпадает необходимость в сверлении.
Наплавку шеек коленчатого вала производят постоянным током обратной полярности.
Наплавленные коренные шейки подвергают черновому шлифованию, после чего коленчатый вал проверяют на биение и, если необходимо, правят. Затем зенковкой, оснащенной пластинками из твердого сплава, зенкуют отверстия для смазки в шатунных и коренных шейках коленчатого вала. После этого удаляют глину, асбестовые пробки, очищают масляные каналы от загрязнений и продувают их сжатым воздухом. Завершающими операциями являются чистовое шлифование коренных и шатунных шеек коленчатого вала под нормальный размер и полирование.
Наплавка шеек коленчатых валов под слоем флюса с легирующими компонентами обеспечивает получение наплавленного слоя, соответствующего по своему составу хромомарганцевой стали марки 60ХГ. При охлаждении на воздухе этот слой приобретает однородную структуру мелкозернистого мартенсита с твердостью в пределах НRС56…62, благодаря чему отпадает необходимость в термической обработке. Наплавленный металл получается без пор, раковин и трещин. Восстановленные коленчатые валы по износостойкости поверхности шеек не уступают новым. Этот способ наплавки обеспечивает достаточно высокую усталостную прочность восстановленных коленчатых валов. Как показали исследования, запас усталостной прочности на кручение вала двигателя ГАЗ, шейки которого наплавлены этим способом, составляет 1,22 (для нового коленчатого вала 1,74), что при отсутствии больших перегрузок вполне обеспечивает надежность его работы. Этим способом шейки коленчатого вала нельзя восстанавливать много кратно из-за его укорочения.
Наплавка шеек коленчатых валов двигателей ГАЗ под слоем флюса с последующей термической обработкой. Технологический процесс восстановления шеек коленчатых валов этим способом имеет много общего с технологическим процессом восстановления шеек коленчатых валов наплавкой под слоем флюса с легирующими компонентами. Перед наплавкой шеек отверстия для смазки закрывают стальными заглушками. Наплавку ведут электродной проволокой 1,8 мм с применением флюса марки АН-348А, предусматривая припуска на последующую механическую обработку шеек 2—2,5 мм на сторону. Указанную величину припуска выбирают, исходя из необходимости удаления окалины и обезуглероженного слоя, образующегося при высоком отпуске коленчатого вала.
В результате наплавки шеек отверстия для смазки оказываются заправленными. Их сверлят на радиально или настольно- сверлильном станке в горизонтальном положении: на радиально-сверлильном станке — в постелях блока цилиндров, на настольно-сверлильном — на призмах. Наклонное расположение отверстий обеспечивается наклоном шпинделя станка на соответствующий угол. В радиально станке наклон шпинделя предусмотрен его конструкцией (бабка шпинделя может поворачиваться в вертикальной плоскости). Настольно-сверлильный станок устанавливают наклонно на специальной клиновой подставке.
После черновой механической обр. (точением или шлифованием) и зенкования отверстий для смазки шейки коленчатого вала подвергают термической обработке, которая состоит из высокого отпуска и поверхностной закалки (с нагревом токами высокой частоты) с самоотпуском. Для проведения высокого отпуска коленчатые валы нагревают в печи до температуры 650С, выдерживают при этой температуре в течение 2,5 ч, после чего они охлаждаются на воздухе при температуре не ниже 15°С. Затем шейки коленчатого вала закаливают на глубину 3,0—3,5 мм с нагревом ТВЧ, в процессе закалки шейки охлаждают водой (не до полного остывания), дальнейшее охлаждение шеек производится на воздухе. При этом происходит самоотпуск закаленного слоя детали, в результате чего уменьшаются внутренние напряжения, возникающие при закалке. Твердость поверхности шеек после термообработки НRС 53…60.
Деформация коленчатого вала после термической обработки, проверенная по биению средних коренных шеек относительно крайних, не превышает в среднем 0,1 мм и устраняется шлифованием шеек. После термической обработки шейки коленчатых валов шлифуют и полируют до получения требуемых размеров и шероховатости поверхности.
Коленчатые валы восстановленные этим способом, по износостойкости шеек и усталостной прочности не уступают новым. Вместе с тем наплавка шеек коленчатых валов под слоем флюса с последующей термической обработкой несколько усложняет технологический процесс восстановления (увеличивается трудоемкость, возникает необходимость в установке ТВЧ) и поэтому ее целесообразно применять только на крупных специализированных предприятиях, для ремонтных предприятий с небольшой производственной программой можно рекомендовать наплавку шеек коленчатых валов под слоем флюса с легирующими компонентами.
Успешное внедрение в практику работы ремонтных предприятий автоматической наплавки под слоем флюса объясняется следующими ее преимуществами:
1) Высокой производительностью (в 5—10 раз выше, чем при ручной сварке и наплавке) в результате более высокой плотности тока (до 125 А/мм, рационального использования тепловой энергии и уменьшения количества расплавляемого металла.
2) Высоким качеством наплавленного металла, которое достигается благодаря защите его от действия атмосферного воздуха, а также легированию флюсом.
3) Экономией электродной проволоки и электроэнергии, которая обеспечивается отсутствием потерь на угар, разбрызгивание, лучеиспускание и уменьшением сечения швов на 20—40% против ручной сварки. Количество наплавленного металла уменьшается в результате уменьшения припусков на последующую механическую обработку. КПД дуги, горящей под слоем флюса, составляет 0,86—0,92, в то время как открытой дуги — 0,4.
4) Улучшением условий работы сварщика, так как дуга горит под слоем флюса.
5) Возможностью использования сварщиков более низкой квалификации.
6) Более низкой стоимостью работ (в 2—2,5 раза ниже стоимости таких же работ, выполненных вручную).
Автоматическая наплавка и полуавтоматическая сварка в защитной среде углекислого газа
Электрическая дуга горит в среде углекислого газа, который, оттесняя воздух, защищает от его вредного воздействия расплавленный металл сварочной ванны. Голая электродная проволока подается в зону горения дуги через специальную газоэлектрическую горелку, к которой подводятся электрический ток и углекислый газ.
Сварку и наплавку в защитной среде углекислого газа рекомендуется вести постоянным током обратной полярности, для этого используют сварочные полу и автоматы.
Для защиты расплавленного металла в процессе сварки (на плавки) используют главным образом сжиженную пищевую углекислоту, поставляемую в стальных баллонах. При выходе из баллона углекислота образует углекислый газ. В одном баллоне емкостью 40 л находит 25 кг жидкой углекислоты под давлением 4Мпа, из которой при испарении образуется около 12,5куб.м углекислого газа. Его хватает на 12…15 ч непрерывной работы одной горелки. В обычной пищевой углекислоте содержится некоторое количество воздуха и воды, которые могут увеличивать разбрызгивание металла при сварке, снижать пластические свойства шва и вызывать в нем образование пор и трещин. Для получения сварочного шва требуемого качества необходимо удалить влагу, т.е. осушить газ. С этой целью применяют специальные осушители, представляющие собой фильтры, в которых в качестве осушающего материала используется безводный порошок медного купороса или силикагель.
Для снижения давления углекислого газа до рабочего (0,3— 1,5 атм) служит редуктор (могут быть использованы обычные кислородные редукторы для газовой сварки). При большом отборе углекислого газа из баллона возможно замерзание содержащейся в нем влаги и закупорка редуктора. Для предотвращения этого между баллоном и редуктором устанавливают электрический подогреватель. Работа без подогревателя категорически запрещена правилами безопасности.
Газоэлектрическую горелку перемещают при сварке вручную применяя те же приемы, что и при обычной ручной электродуговой сварке металлическим электродом.
Полуавтоматическая сварка в среде углекислого газа применяется для соединения деталей кузовов, кабин и деталей оперения, для устранения трещин отверстий на деталях, изготовленных из листового материала (пластина крышки распределительных шестёрен двигателя ГАЗ, детали рамы и др.), закрепления дополнительных деталей (пластин, втулок и др.). Этот способ сварки может быть использован также для устранения трещин на деталях из серого чугуна (картер коробки передач и др.).
Автоматическая наплавка в защитной среде углекислого газа применяется для восстановления изношенных поверхностей деталей цилиндрической формы. В этом случае механизированы вращение детали и перемещение электродной проволоки. Деталь устанавливают в центрах токарного станка, где она вращается в процессе наплавки.
Автоматическая наплавка поверхностей деталёй в защитной среде углекислого газа применяется для восстановления резьб, шеек под подшипники (втулки) и др.
Преимущества этого способа являются следующие:
1) Качество сварного соединения выше, чем при обычной ручной электродуговой и газовой сварке. При этом деформация тонкого листового материала в два-три раза меньшае, чем при газовой сварке.
2) Производительность труда ко сравнению с ручной электродуговой сваркой и наплавной при сварке в защитной среде углекислого газа выше на 30…40%, а при автоматической наплавке в защитной среде углекислого газа — на 70…80%
3) Стоимость наплавки на 20% ниже, чем наплавки под слоем флюса
4) Техника сварки и наплавки весьма проста и позволяет использовать рабочих более низкой квалификации, чем при ручной сварке без ущерба для качества работы.
5)Подготовка деталей к сварке отличает простотой. Не требуется зачистка кромок свариваемых деталей
6)Хорошая видимость открытой дуги обеспечивает точность наложения
7) Вредных газов выделяется значительно меньше, чем при ручной электродуговой сварке электродами с толстым покрытием.
К недостаткам этого способа сварки и наплавки следует отнести необходимость защиты сварщика от излучений дуги.
Автоматическая сварка под слоем флюса
Сварка под флюсом – дуговая сварка, при которой дуга горит под слоем порошкообразного сварочного флюса.
По степени механизации процесса различают автоматическую сварку под флюсом (подача электрода в зону сварки и перемещение электрода вдоль свариваемых кромок механизированы) и механизированную (механизирована только подача электрода). Схема процесса автоматической сварки под слоем флюса приведена на рис. 10.8.
Электродная проволока с помощью ведущего и нажимного роликов подается в зону сварки. Кромки свариваемого изделия в зоне сварки покрываются слоем флюса, подаваемого из бункера. Толщина слоя флюса составляет t ≈ 30…50 мм. Сварочный ток подводится к электроду через токопроводящий мундштук, находящийся на небольшом расстоянии (40…60 мм) от конца электродной проволоки. Благодаря этому при автоматической сварке можно применять большие сварочные токи. Дуга возбуждается между свариваемым изделием и электродной проволокой. При горении дуги образуется ванна расплавленного металла, закрытая сверху расплавленным шлаком и оставшимся нерасплавленным флюсом.
Пары и газы, образующиеся в зоне дуги, создают вокруг нее замкнутую газовую полость. Некоторое избыточное давление, возникающее при термическом расширении газов, оттесняет жидкий металл в сторону, противоположную направлению сварки. Тонкий слой металла сохраняется лишь у основания дуги. В таких условиях обеспечивается глубокий провар основного металла. Дуга горит в газовой полости, закрытой расплавленным шлаком, в результате чего значительно уменьшаются потери теплоты и металла на угар и разбрызгивание.
По мере перемещения дуги вдоль свариваемых кромок наплавленный металл остывает и образуется сварной шов. Жидкий шлак, имея более низкую температуру плавления, чем металл, затвердевает несколько позже, замедляя охлаждение металла шва. Продолжительное пребывание металла шва в расплавленном состоянии и медленное остывание способствуют выходу на поверхность всех неметаллических включений и газов, получению чистого, плотного и однородного по химическому составу металла шва. Образовавшуюся при остывании жидкого шлака корку вместе с нерасплавленным флюсом после окончания сварки удаляют.
Преимуществами сварки под флюсом перед ручной являются:
1. Высокая производительность, превышающая производительность ручной сварки в 5…10 раз. Это достигается за счет применения больших токов, более концентрированного и полного использования теплоты в закрытой зоне дуги, снижения трудоемкости за счет механизации процесса сварки.
2. Высокое качество металла шва вследствие хорошей защиты сварочной ванны расплавленным шлаком от кислорода и азота воздуха, легирования металла шва, увеличения плотности металла при медленном охлаждении под слоем застывшего шлака.
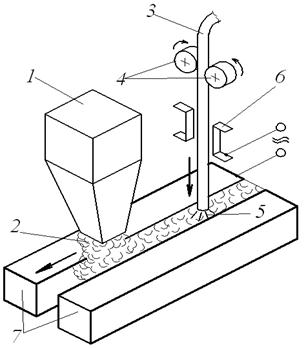
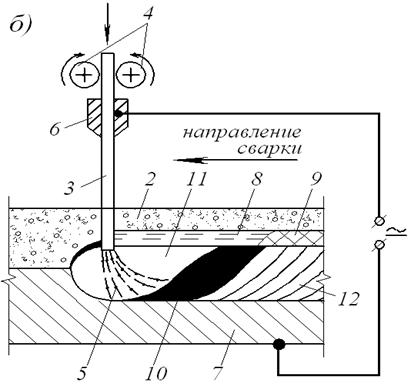
Рис. 10.8. Схема процесса автоматической сварки под слоем флюса:
а – схема сварки; б – сварочный процесс в зоне дуги;
1 – бункер; 2 – нерасплавленный флюс; 3 – электродная проволока;
4 – ведущий и нажимной ролики; 5 – сварочная дуга; 6 – токоподводящий мундштук; 7 – свариваемое изделие; 8 – жидкотягучая пленка шлака;
9 – шлаковая корка; 10 – сварочная ванна (расплавленный металл);
11 – замкнутая парогазовая полость; 12 – сварной шов
3. Экономия электродного металла при значительном снижении потерь на угар, разбрызгивание металла и огарки. При ручной сварке эти потери достигают 20…30%, а при автоматической сварке под флюсом они не превышают 2…5%.
4. Улучшение условий труда сварщиков.
Однако автоматическая сварка имеет свои недостатки: ограниченная маневренность сварочных автоматов; сварка выполняется, главным образом, в нижнем положении; невозможность визуального наблюдения за горением дуги и формированием шва; засыпка и уборка флюса требуют дополнительных трудозатрат.
Сварочным флюсом называется неметаллический материал, расплав которого необходим для сварки и улучшения качества шва. Флюс защищает дугу и сварочную ванну от вредного воздействия окружающего воздуха и осуществляет металлургическую обработку сварочной ванны. Флюс должен обеспечивать хорошее формирование и надлежащий химический состав шва, высокие механические свойства сварного соединения, устойчивость процесса сварки. По способу изготовления флюсы разделяют на плавленые и неплавленые. Плавленые флюсы представляют сплав окислов и солей SiO2, MnО, CaF2 (флюсы марок АН-348А, ОСЦ-45). Неплавленые флюсы (керамические) – это механическая смесь элементов, окислов и солей (рутил, марганцевая руда, кварцевый песок, марганец).
Преимуществом плавленых флюсов являются высокие технологические свойства (защита и формирование шва, отделимость шлаковой корки) и механическая прочность. Преимуществом керамических флюсов является возможность легирования металла шва через флюс. Наиболее широкое распространение получили плавленые флюсы.
Оборудование для сварки под слоем флюса.Сварочное оборудование по своему назначению делят на два вида: основное, с помощью которого осуществляют собственно сварку; вспомогательное, предназначенное для установки и перемещения свариваемых конструкций, сварочных автоматов, полуавтоматов в процессе сварки (манипуляторы, вращатели, кантователи, тележки, площадки, столы и т.п.).
Для выполнения сварки под слоем флюса предназначены подвесные сварочные автоматы (А-1401, А-639 и др.) и автоматы тракторного типа (АДФ-1001, АДФ-1202). В процессе сварки подвесные автоматы перемещаются вдоль шва по специальным направляющим, закрепленным над свариваемыми конструкциями. Сварочные тракторы могут перемещаться вдоль шва как по направляющим, так и непосредственно по конструкции.
Трактор комплектуется сварочным выпрямителем марки ВДУ-1202, в который встроен блок управления трактором.
Технические характеристики сварочного трактора АДФ-1202 представлены в табл. 10.3.
Технические характеристики сварочного трактора АДФ-1202
| Параметр | Характеристика |
| Напряжение питания (50 Гц), В Номинальная потребляемая мощность, кВА Максимальный сварочный ток, А Диапазон регулирования сварочного тока, А Род сварочного тока Защитная среда Диапазон регулирования напряжения на дуге, В Диаметр электродной проволоки, мм Скорость подачи электродной проволоки, м/мин Скорость сварки, м/мин Масса: источника питания, кг сварочного трактора, кг | 3×380 300…1250 постоянный флюс 24…56 2…6 1…6 0,2…2 |
Трактор обеспечивает возможность выполнения стыковых и угловых швов вертикальным и наклонным электродами. При сварке электрод может находиться в пределах колесной базы трактора или вне ее, то есть. может быть вынесен в сторону. Для корректировки положения электродов относительно шва предусмотрено его перемещение в поперечном направлении.
Механизированная сварка под слоем флюса выполняется с помощью полуавтоматов, не имеющих механизма перемещения электродов вдоль шва. Это перемещение сварщик выполняет вручную.
Выбор режима автоматической сварки и его влияние на форму шва. Форма и размеры шва оказывают существенное влияние на структуру сварного шва и механические свойства сварного соединения и определяются режимами сварки. Параметры режима сварки: величина сварочного тока, напряжение дуги, род и полярность тока, диаметр электрода, скорость сварки, скорость подачи электрода, величина вылета электрода, положение изделия, марка и грануляция флюса.
С увеличением сварочного тока увеличивается количество выделяемого тепла и повышается давление дуги. Дуга углубляется в основной металл, глубина провара возрастает. В результате погружения дуги ширина провара изменяется незначительно. Увеличение тока повышает скорость плавления электродной проволоки.
Повышение напряжения на дуге влечет за собой увеличение площади основания конуса дуги, следовательно, и ширины шва. При повышении напряжения глубина провара увеличивается незначительно.
С уменьшением диаметра электрода при неизменной силе тока увеличивается плотность тока, уменьшается блуждание дуги, происходит концентрация тепла на малой площади свариваемого металла и, следовательно, уменьшается ширина шва и увеличивается глубина провара.
При высоких скоростях сварки уменьшаются глубина и ширина провара. На глубину провара также оказывают влияние размеры зерен флюса. При применении более мелкого флюса глубина провара увеличивается.
Особенности автоматической сварки под флюсом

Автоматическая сварка под флюсом рассматривается как процесс жесткого соединения двух металлических поверхностей при помощи электрической дуги между проволокой и швом под расплавленным слоем флюса. Данный метод применяют в стационарных условиях (заводской цех, верфь) для работы со сталью и разнородными металлами в диапазоне 1,5-150 мм толщины.
Технология процессов
Автоматическую дуговую сварку под флюсом на промышленные рельсы во время 2-й Мировой войны поставил академик Е. О. Патон в киевском институте, который сегодня носит его имя. Но сама идея данного метода принадлежит Н. Г. Славянову: в качестве флюса он использовал мелкодробленое стекло.
Как это работает
Схема дуговой сварки под флюсом выглядит так, как это показано на фото вверху, но все эти процессы лучше рассмотреть более подробно. В результате плавки/испарения флюса с металлом образуется газовое облако, которое окутывает сварочную дугу или газовый факел. В процессе гашения непрерывного электрического разряда в сварочной ванне образуется корка шлака, которая легко отслаивается.
Преимущество работы с автоматом перед ручной сваркой в данном случае заключается в том, что резко сокращаются потери на угар и разбрызгивание металла, хотя принцип процесса в любом случае остается неизменным.
В промышленности в качестве электродов чаще всего применяется сварочная проволока разного диаметра. Но также есть потребность в ленточных электродах толщиной до 2 мм и шириной до 40 мм или в комбинации проволока-лента.
В среднем насыпной флюс весит 1,5 г/см2 и его давление на расплавленный металл составляет 7-9 г/см2. Такого прижима вполне достаточно для исключения механических воздействий электрической дуги на сварочную ванну: даже при очень больших токах шов формируется правильно.
Важно! Дуговая сварка без флюса при силе тока выше 500 A практически невозможна. Происходит разбрызгивание металла, не сдерживаемого газовым облаком, тогда как под флюсом можно применять токи до 3000-4000 A без ущерба для ударопрочности, вязкости и эстетичности шва.
Примечание. Для погружной дуговой сварке под флюсом существует английская аббревиатура SAW (Submerged Arc Welding).
Роль флюса при сварке
Суть соединения металлов или, что такое дуговая сварка под флюсом, станет понятнее, если разобраться в принципах действия этих самых флюсов. По предназначению он выполняет функции, соответствующие покрытию или обмазке электродов для обычной дуговой сварки. В самом процессе производства всегда присутствуют высокие температуры, плавящие этот состав, что почти полностью перекрывает доступ воздуха, а точнее, O2 в область шва и растворяющие оксиды по кромке соединения. Совокупность таких процессов максимально оптимизирует условия для создания дуги.
Классификация подбора
В зависимости от металла, меняются физические параметры процесса, следовательно, для повышения качества используются разные флюсы. Для компоновки того или иного состава применяются различные фториды, оксиды и подобные им элементы.
При подборке особое внимание уделяется химическому составу, который можно классифицировать как:
- алюминатно-основные (по маркировке AB);
- алюминатно-рутиловые (по маркировке AR);
- кальций-силикатные (по маркировке CS);
- марганец-силикатные (по маркировке MS);
- флюоритно-основные (по маркировке FB);
- и др (по маркировке W).
Основа различия флюсов заключается в их активности при взаимодействии основного металла детали с присадочным материалом. Например, пассивные флюсы содействуют образованию газового облака, которое никак не отражается на химическом составе соединяемых материалов. Слаболегирующие категории легируют сварочный шов небольшим количеством кремния (Si), марганца (Mn) и др., придавая ему ударную вязкость.

Виды по назначению
Что нужно учитывать при выборе сварочных флюсов:
- Низкоуглеродистые стали. Здесь возможны два варианта: это флюсы с повышенным содержанием кремния (Si) и марганца (Mn) либо сварочный пруток с легирущими добавками, но с малым содержанием и даже полным отсутствием Mn.
- Низколегированные стали. Химическая инертность флюса однозначно должна быть более высокой, чем в первом рассмотренном случае. Здесь элементы Si и Mn не используются либо присутствуют в малых дозах – их заменяет флюорит (CaF2), также известный, как плавиковый шпат. Это способствует образованию легкоплавких шлаков, которые с лёгкостью отделяются от шва. Такие флюсы зачастую делают с содержанием оксида алюминия (Al2O3) и негашеной известью (CaO).
- Активные металлы (титан - Ti). Применяются фторидные/хлоридные соли щелочных металлов. Примеси O2 в данном случае исключены – они резко понижают пластичность швов.
Таблица с примерами назначений сварочных флюсов:
Для газосварки
Технология сварки под флюсом также включает в себя газосварку цветметов, чугуна, инструментальных сталей (содержание C от 0,7%) с использованием защитного газового слоя. Для этого применяются пастообразные и порошковые флюсы, которые наносятся на:
- кромку стыкуемых деталей;
- присадочный пруток;
- непосредственно в сварную ванну.
Подача флюса в рабочую сварочную зону осуществляется разными путями и это зависит от физических характеристик материала. Например, порошковые композиты склонны сдуваться газовым факелом, поэтому необходимо следить за равномерным поступлением флюса в расплав.
Существующие нормативы
Согласно РД 34.15.132-96 дуговая сварка под слоем флюса производится по следующим параметрам, указанным в таблице ниже.
Технология автоматической сварки под флюсом подразумевает дозированную ручную или автоматическую присыпку порошка из бункера. У данного метода есть один существенный недостаток: он не позволяет проводить работы в нижнем положении. Тем не менее, для сварки трубопроводов решение нашлось: прокручиваются сами трубы, в то время как головка горелки вместе с подающим устройством остаются неподвижными. Огромным преимуществом в этом вопросе обладает сварочная порошковая проволока – работы с ней могут проводиться в любой плоскости (сверху, сбоку, снизу).
Важно! Качество всех сварочных флюсов регулируется в соответствии с ГОСТ 9087-81. Там указаны порядка 50 марок таких композитных материалов и требования, распространяющиеся на них.
Преимущества автоматизированной сварки
Безусловно, у автоматической сварки под флюсом есть ряд преимуществ относительно трудовых затрат. Человеку остается лишь отладить оборудование для соответствующего режима и пассивно контролировать процесс.
- К месту стыковки деталей флюс подается в автоматическом режиме. Высота (h) слоя регулируется в соответствии с толщиной металла, а забор порошка проводится из специального бункера.
- Сварная проволока подается из кассетного механизма без участия человека.
- Скорость процесса регулируется автоматически, с учетом толщины металла, чтобы создать качественную сварочную ванну.
Но бывают ситуации, когда приходится работать без каких-либо инструкций, например, нужно сделать всего один сварочный шов на трубопроводе. В таких случаях лучше придерживаться следующих правил:
- Дуга должна быть стабильной - только так можно добиться высокого качества. Параметры можно отрегулировать по силе тока и толщине металла, как это указано в таблице раздела «Существующие нормативы».
- Скорость сваривания будет зависеть от интенсивности подачи проволоки.
- Скорость. Это определяется подачей сварочной проволоки (количество м/час). Использование флюса разгоняет этот процесс примерно в 10 раз.
- Равномерность. За счёт подачи проволоки с определённой скоростью существенно повышается ударопрочность, вязкость и эстетика шва.
- Мощность. Закрытая дуга несет в себе высокую мощность, что позволяет расплавлять металл на нужную глубину. Если используется открытая дуга, то мощность падает, а это требует предварительного раздела кромок и качество стыка снижается.
- Автономность. После отладки оборудования присутствие оператора при процессе не является обязательным.
- Экономия. От электрода при сварке остается всего лишь 2%, которые невозможно использовать.
- Структура. Благодаря стабильности дуги создается красивая мелкочешуйчатая структура шва.
- Простота. Для работы сварщика в данной сфере не нужно длительное обучение – достаточно приобретения общих навыков.

Оборудование для автоматической сварки под флюсом
Для создания рабочего места, в первую очередь потребуется источник переменного или постоянного тока. Обычно в целях экономии используют переменную сеть, снабженную достаточно мощным трансформатором, который не допускает перепадов напряжения. Но иногда (в основном, это касается сельской местности) мощности ТП недостаточно и тогда приходится подключать оборудование через стабилизатор.
На сегодняшний день чаще всего используют трансформаторы марки ТСД-500-1, ТСД-1000-4 и ТСД-2000. При больших объемах производства или повышенных требованиях к качеству можно задействовать сварочный трактор Jasic MK-1, как на фото вверху или АДС-1000-2, TC-17М-У, TC-35, АДФ-500 и др. Также сейчас выпускают преобразователи ПС-500, ПСО-500, ПС-100 и сварочные выпрямители BC-500, BC-1000-2, ВДУ-504, ВДУ-1001, ВДУ-1601.
Вернемся к трактору Jasic MK-1 и рассмотрим его более подробно. С помощью этого агрегата осуществляется автоматическая дуговая сварка длинных прямолинейных и/или кольцевых швов в любой плоскости. Минимальная сила тока, выдаваемого этим аппаратом, составляет 100 A, а максимальная 1000-1250 A в зависимости от модификации.
Трактор Jasic MK-1 позволяет использовать для сварочных работ все виды проволоки Ø 2-6 мм. При необходимости поперечную балку и сварочную головку можно перемещать по горизонтали и по вертикали или вращать. Качественную центровку шва обеспечивает стабильная подача проволоки кассетой с четырьмя роликами (возможный сбой скорости составляет от 0,3 до 3 мм/мин).
Тележка аппарата приводится в движение электрическим двигателем постоянного тока с регулировкой скорости – диапазон составляет от 0,1 до 1,5 м/мин. На каретке находится ручка для смены режимов движения. Так, режим AUTO позволяет не вмешиваться в процесс, а MANUAL требует ручного управления – эта функция позволяет позиционировать режим в соответствии с техническими характеристиками свариваемых деталей.
Существует много другого аналогичного оборудования для выполнения сварочных работ под флюсом. Рассмотреть даже половину моделей, не говоря уже об их модификациях, в рамках одной статьи просто технически невозможно, но это и не является нашей целью.
Плазменная наплавка
В настоящее время вопрос плазменной наплавки стоит перед специалистами достаточно остро, так как такая технология сварки под слоем флюса значительно увеличивает эксплуатационный ресурс композиций. По сути, высокая потребность метода сводится к меркантильным интересам: в машиностроении это означает выпуск конкурентоспособной продукции и более высокие доходы от продаж. Конечно, этот метод не является каким-то ноу-хау, но его преимущества не вызывают сомнений.

Общий статус
В данном случае под плазмой подразумевается ионизированный газ и для получения которого используются разные методы (механический, электрический). Некоторые источники высказывают мнение, что плазма, это та же классика или четвёртое агрегатное состояние вещества после твёрдого, жидкого и газообразного, но, соглашаться с этим или нет – право каждого человека. Как бы там ни было, ионизированный газ, обладая рядом полезных качеств, широко используется в научных и технических отраслях.
Работа с плазменно-дуговыми наплавками
В первую очередь сварочным оператором настраивается оборудование. Нужно выставить верный угол сопла газовой горелки по отношению к рабочей плоскости, выверить зазор между ним и деталью (обычно, это 5-8 мм) и вставить сварочную проволоку. В случае, когда требуются колебания сопла, головка выставляется точно по центральной продольной линии шва. Средина определяется очень просто: амплитуда колебаний делится на два.
Несмотря на простоту процесса наплавки, оператором может работать только достаточно опытный сварщик – это требует максимальной концентрации внимания. Если не придерживаться таких требований, то вероятность порчи заготовки возрастёт до максимума.
Газ ионизируется при помощи постоянного электрического разряда или дуги: на атомном уровне происходит отрыв отрицательно заряженных частиц (механический способ). Это возможно благодаря мощному тепловому воздействию разряда на поток газовой смеси. Аналогичного результата можно добиться при воздействии мощного электрического поля, но придётся соблюсти ряд дополнительных условий (электрический способ).
Для ионизации полаётся струя газа под давлением 20-25 атм, которую прошивает электрическая дуга с напряжением 120-160 V и силой тока до 500 A (для сравнения: в потребительской электросети 220-230 V и 50 A). Положительно заряженные ионы при помощи магнитного вихря летят к катоду с огромной скоростью, которой достаточно, чтобы при столкновении с металлом резко поднимают его температуру до 10000-18000°C.скорость движения ионов в таком процессе достигает 15000 м/сек!

Заключение
В заключении следует отметить, что дуговая сварка под флюсом регламентируется требованиями ГОСТ 9087-81, но нормы межгосударственных стандартов между странами СНГ были подписаны только в 1992 году. Тем не менее, вышеупомянутый норматив от 1981 года остался неизменным для России, Украины и Беларуси.
Автоматическая сварка под слоем флюса автоматическая наплавка
Рис. 2. Схема совмещения вибродуговой наплавки с термомеханической обработкой:
1 — деформирующий ролик; 2— мундштук; 3 — деталь; 4 — поддерживающие ролики.
Для наплавки деталей под флюсом выпускают полуавтоматические и автоматические наплавочные головки различных конструкций (ПШ-5, ПШ-54, ПДШМ -500, АБС , А-580М, А-874Н, А-384МК, АДС -1000-4). Основными частями наплавочной головки являются проволоко-протяжный механизм с устройством для ступенчатого или плавного изменения скорости подачи проволоки, при автоматической сварке под флюсом: а — продольный разрез через сварочную ванну; б — схема взаимодействия металл — шлак — газ.
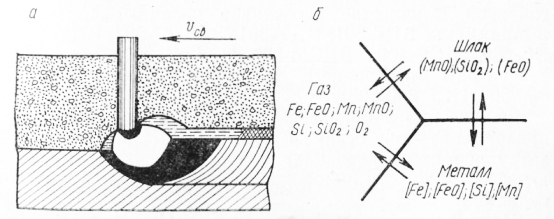
Рис. 3. Общая схема взаимодействия металла с газами и шлаком
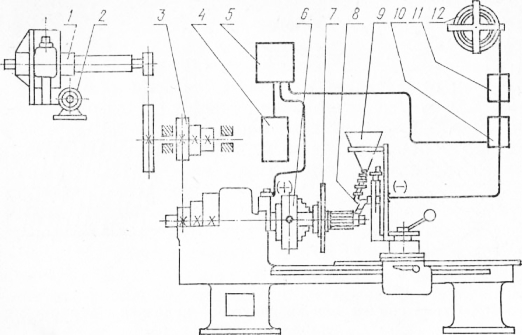
Рис. 4. Схема установки для автоматической наплавки цилиндрических деталей под слоем флюса:
1 — редуктор; 2 — электродвигатель; 3 — контрпривод; 4 — сварочный преобразователь; 5 — аппаратный ящик; 6 — патрон токарного станка; 7 —наплавляемая деталь; 8 — держатель; 9 — бункер; 10— проволокоподающий механизм; 11 — очиститель; 12 — кассета с проволокой.
Схема установки для автоматической наплавки показана на рис. 4. Наплавочную головку укрепляют на суппорте токарного станка, снабженного редуктором для изменения частоты оборотов детали от 0,25 до 4 мин”-1. Ток поступает к детали через медно-графитовые щетки и кольцевую медную шину, закрепленную на патроне станка. Металл наплавляют при продольном перемещении суппорта с наплавочной головкой. В качестве источников питания используют выпрямители ВДГ -301, ВДУ -301УЭ, ВДУ -504, ВДУ -1001, ВС-600, ВСС -400, ВКСМ -500, ВКСМ -1000, сварочные генераторы постоянного тока ( ПСО 300/500, ПСУ -300/500, ПСГ 300/500).
Однако при наплавке на таких установках флюс попадает на станину станка и вызывает быстрый ее износ; затруднен отсос нерасплавленного флюса; ограничиваются возможности наплавки изделий сложной конфигурации и др.
Малоярославецким филиалом ГОСНИТИ и ЦОКТБ разработаны станки для восстановления изношенных поверхностей деталей типа “тела вращения” тракторов, автомобилей и сельскохозяйственных машин:
1) СЖС -11200- ГОСНИТИ — для широкослойной наплавки поверхностей беговых дорожек опорных и поддерживающих роликов гусеничных тракторов порошковой проволокой ППАН -122, ППАН -125, 0 2.6…3.2 мм или проволокой сплошного сечения Ни- ЗОХГСА , Св-08, 0 2…3 мм под флюсами АНК -18, АН-348А на твердость до 56 HRC3. Диаметр наплавляемых роликов 180… 240 мм. Производительность 40…50 роликов в смену. Источник! питания дуги — выпрямитель ВКСМ -1000-1 — 1. Габаритные размеры 2230X 1146X2360 мм.
2) ОКС -11236- ГОСНИТИ — для наплавки поверхностей реборд и поддерживающих роликов, направляющих и натяжных колес гусеничных тракторов порошковой проволокой и проволокой сплошного сечения под флюсом. Марки электродного материала и флюсов такие же. Диаметр наплавляемых роликов 270…790 мм. Производительность 25…30 роликов в смену. Источник питания дуги — выпрямитель сварочный ВС-600. Габаритные размеры станка 2130X930X1860 мм.
Институтом электросварки им. Е. О. Патона разработана серия специализированных наплавочных станков У-425, У-427, У-441, У-470 для наплавки отдельных деталей сплошной электродной проволокой и лентой.
Кроме того, разработаны станки общего назначения с колеблющимся электродом:
У-651 (для наплавки открытой дугой изношенных поверхностей и шлицев деталей диаметром 20-М 50 мм “и длиной 1300 мм. Используется электродная проволока диаметром 1…2 мм или порошковая проволока диаметром 2…3 мм);
У-652 (для восстановления наплавкой под флюсом коленчатых валов с диаметром шеек до 100 мм и длиной валов до 1300 мм сплошной (1…2 мм) или порошковой проволокой диаметром 2…2,5 мм);
У-653 и У-654 (для наплавки под флюсом и порошковой проволокой наружных, внутренних, цилиндрических, конических и шлицевых поверхностей деталей диаметром от 50 до 800 мм и длиной до 1300 мм). Поперечное колебание электрода дает возможность повысить производительность труда и улучшить качество наплавки.
Назначение флюсов. Флюсы, применяемые при наплавке, имеют следующее назначение: создают возможность применения тока большей плотности, чем при ручной сварке; защищают зону сварки от воздействия кислорода и азота воздуха и уменьшают разбрызгивание и угар металла; замедляют процесс затвердевания металла, создавая благоприятные условия для выхода газов из шва; уменьшают потери тепла сварочной дуги на излучение и нагрев потоков окружающего воздуха; создают хорошие условия для формирования мелкозернистой структуры шва и обеспечивают устойчивость процесса сварки.
Кроме того, многие из применяемых флюсов обеспечивают легирование шва, например, кремнием, хромом, марганцем и другими элементами, что повышает износостойкость восстановленной детали. По сравнению с ручной сваркой производительность автоматической наплавки под флюсом увеличивается более чем в 7 раз.
Большая производительность, хорошее формирование валиков и высокое качество наплавленного металла — вот основные преимущества этого способа. Недостатками являются: необходимость и трудность удаления шлаковой корки, образование большого количества пыли, большая зона термического влияния, невозможность наплавки деталей диаметром менее 45 мм, снижение усталостной прочности до 20…40%.
По способу производства флюсы разделяют на плавленые (АН-348А, АН-20, АН-28, АН-60, ОСЦ -45) и неплавленые—керамические ( АНК -18, К-2, КС-1, ЖСН -1, Е-29). Первые получают путем сплавления компонентов шихты в электрических или пламенных печах с последующим их измельчением до определенной грануляции. Они обеспечивают стабильность (однородность) химического состава наплавленного металла. Основным недостатком этих флюсов является их слабое раскисляющее действие. Плавленые флюсы могут лишь незначительно легировать наплавленный металл марганцем, кремнием, повышая их содержание до 0,15…0,20 % за счет кремне- и маргапцевосстановительных процессов.
Неплавленые (керамические) флюсы получают из смеси порошкообразных материалов, скрепленных в основном жидким стеклом. Они позволяют легировать наплавленный металл любыми элементами. Однако химическая неоднородность при этом увеличивается до 10…15 % за счет большей разницы по концентрации углерода и карбидообразующих элементов между наплавляемым и основным металлами. В их состав в качестве легирующих компонентов вводят феррохром, ферромарганец, ферросилиций, ферротитаи, а для образования шлаков — мрамор, известняк, плавиковый шпат, кварц, двуокись титана. При этом отдельные легирующие элементы выполняют роль и легирующих, и раскисляющих элементов.
Применение керамических флюсов перспективно для восстановления многих деталей машин с большим износом (опорные катки, направляющие колеса, их оси, цапфы рамы), так как наличие в их составе, кроме шлако-образующих компонентов, легирующих, раскисляющих и модифицирующих веществ позволяет при использовании недефицитной малоуглеродистой проволоки получить высококачественный металл с необходимыми служебными свойствами.
Широкое применение при восстановлении деталей находят флюсы-смеси, т. е. когда к плавленому стандартному флюсу АН-348А добавляют легирующие элементы.
Для получения твердых и износостойких покрытий в качестве легирующих материалов применяются: графит серебристый из электродов для сталеплавильных печей и серый мелкодисперсный «Тайгинский»; ферромарганец, содержащий 70…80% марганца и 1,5…2,0% углерода; ферросилиций, содержащий 70…80% кремния; феррохром Хр-800, содержащий 70…80% хрома и 7…8% углерода; алюминиевый порошок.
Преимуществом керамических флюсов и флюсов-смесей является то, что их использование при наплавке обеспечивает получение закалочной структуры, а следовательно, высокой твердости (без последующей термообработки) за счет введения в покрытие повышенного содержания хрома и углерода. При этом хром значительно снижает критическую скорость закалки, а наличие углерода обеспечивает самозакаливание наплавленного металла при его естественном охлаждении.
К недостаткам этих флюсов относится то, что при их применении в наплавленном металле имеет место неравномерное распределение легирующих элементов, структурная неоднородность, приводящая к «пятнистой» твердости покрытия.
Электродные материалы. В качестве электродных материалов используются проволоки сплошного сечения диаметром 1,2…2,5 мм. Для наплавки малоуглеродистых и некоторых низколегированных сталей используют проволоку из малоуглеродистых (Св-08, Св-08А, Св-15), марганцовистых (Св-08Г, Св-08ГА, Св-15Г, Св-10Г2) и кремнемарганцовистых (Св-10ГС) сталей. Для наплавки легированных и высоколегированных сталей применяют проволоку из легированных и высоколегированных сталей (Нп-18ХГСА, Нп- ЗОХГСА , Св-08Х14, Св-2Х13, Нп-65Г).
Применение при дуговой наплавке флюса влечет за собой ряд технологических трудностей, усложняет механизацию и автоматизацию процесса.
В случае применения порошковой проволоки или ленты можно, меняя состав наполнителя, отказаться от флюса и защитных газов, так как газы и шлак, образующиеся при наплавлеиии порошкообразных компонентов шихты проволоки или ленты, способны защитить жидкий металл от воздействия атмосферы, повысить стабильность процесса наплавки. Порошковая проволока (ПП) изготавливается из низкоуглеродистой стальной ленты, свернутой в трубку, внутрь которой помещают шихту — порошкообразный сердечник, состоящий из смеси ферросплавов (ферровольфрам, феррохром, ферромарганец, феррованадий), железного порошка, графита и других материалов.
Сердечник порошковых проволок для наплавки под флюсом содержит преимущественно легирующие элементы, а для наплавки открытой дугой содержит материалы, образующие газы и шлаки, которые надежно защищают от кислорода и азота воздуха. Преимуществом порошковых проволок с внутренней защитой является то, что при их использовании не требуется применения защитных газов, флюсов и других средств. Создается возможность легирования в широких пределах наплавляемого слоя металла.
При этом в наплавленном металле содержится большое количество легирующих элементов, обеспечивающих его самозакаливание на воздухе.
Использование порошковых проволок позволяет экономить наплавочный материал.
Порошковые проволоки рекомендуется применять для восстановления деталей с большими величинами износа, средней и высокой твердости — НВ 200…600, особенно работающих в условиях интенсивного изнашивания: опорных катков, цапф, коленчатых осей, валов трансмиссии тракторов и др.
В настоящее время для наплавки под флюсом находит применение стальная лента, изготовляемая из различных марок сталей: инструментальной, пружинной, нержавеющей и из жаростойких сплавов. Лента поставляется в рулонах. Для наплавки обычно используется лента толщиной 0,1 …0,3 мм и шириной 20…50 мм или специальная порошковая лента ПЛ-АН102, ПЛ-А171 и др.
Ведутся работы по применению для механизированной наплавки металлокерамической ленты, которую изготовляют холодной прокаткой порошков с последующим спеканием в защитной среде (ленты ЛМ-70ХЗМН, ЛМ-5ХВ4ВФС и др.).
Применение порошковых проволок и лент позволяет получать наплавленный слой требуемого состава и качества и экономить электродные материалы.
Марку электродного материала и флюса выбирают с учетом требуемых физико-механических свойств наплавленного металла восстанавливаемой детали.
Обоснование выбора режима наплавки под флюсом. К режиму наплавки под флюсом (включая марку флюса и присадочного материала) относятся параметры электрического тока, скорость наплавки, скорость подачи-проволоки, ее диаметр и положение относительно наплавляемой поверхности, шаг наплавки.
Сварочный ток определяет глубину проплавления основного металла и производительность процесса. С увеличением тока (при постоянной скорости наплавки и напряжении) возрастают объем жидкой ванны, глубина и площадь проплавления металла, что приводит к увеличению высоты наплавляемого валика. Однако при дальнейшем повышении тока формирование наплавленного валика ухудшается, нет плавного перехода от поверхности наплавленного металла к основному. Появляется опасность деформации детали, уменьшается концентрация легирующих элементов в наплавленном слое, в нем повышается доля основного металла. Чем меньше диаметр детали, тем меньше должны быть ток и диаметр электродной проволоки. Ток выбирается в зависимости от диаметра электродной проволоки и регулируется скоростью ее подачи. Напряжение дуги связано с величиной сварочного тока. Чем больше сила тока, тем выше должно быть напряжение дуги.
С ростом напряжения дуги (при неизменном токе и скорости перемещения) увеличивается ширина наплавленного валика, повышается количество расплавленного флюса, т. е. расход. При низком напряжении дуги получается высокий и узкий валик, при большом — низкий и широкий.
Кроме того, с повышением напряжения ухудшается устойчивость дуги. Для наплавки деталей рекомендуется напряжение в пределах 26…36 В. Диапазон оптимальных режимов при наплавке под флюсом при легировании приведен на рис. 2.5.
Скорость наплавки также оказывает существенное влияние на формирование наплавленного валика. С увеличением скорости наплавки уменьшается ширина наплавляемого валика и незначительно — глубина проплав-ления. Скорость наплавки ограничивается величиной сварочной ванны и скоростью ее кристаллизации. Обычно скорость наплавки выбирается 15…45 м/ч.
Вылет электрода выбирается так, чтобы обеспечить наибольшее расплавление электрода, меньшее основного металла и достаточное плавление флюса для защиты ванны расплавленного металла. При использовании наплавочной проволоки диаметром 1,2…1,5 и 1,6…2,0 мм вылет электрода рекомендуется соответственно 10…20 и 20… 25 мм, а стальной ленты — 30…35 мм.
Электрод смещают с зенита при наплавке цилиндрических поверхностей в сторону, противоположную направлению вращения, на величину, равную 10 % диаметра наплавляемой детали, или устанавливают опытным путем: расплавленный металл и флюс, находясь в горизонтальном положении, должны успеть затвердеть и не стекать по цилиндрической поверхности.
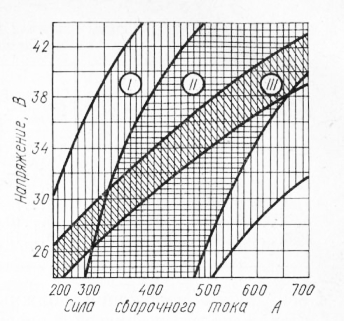
Рис. 4. Выбор режима наплавки под флюсом при легировании:
Наклон электрода в свою очередь влияет на форму сечения наплавленного валика. Процесс протекает нормально и приводит к образованию правильно сформированного наплавленного валика только в том случае, если электрод наклонен под углом 6…8° к оси валика в сторону направления сварки. При дальнейшем увеличении угла наклона появляются непровары по краям валика.
Шаг наплавки определяется диаметром наплавляемой детали, силой тока, диаметром проволоки и т. д. При круговой наплавке шаг устанавливается с таким расчетом, , чтобы каждый последующий валик перекрывал предыдущий примерно на 1/2…1/3 ширины. Скорость, шаг наплавки и другие параметры заданы соответственно размерам детали.
Оптимальными режимами при наплавке электродными лентами являются: плотность сварочного тока (не ниже 15 А/мм2); напряжение дуги (не менее 25 В и не выше 35…37 В); скорость наплавки (8…20 м/ч); вылет электрода (30…35 мм); постоянный ток обратной полярности. Наиболее подходящим для наплавки электродными лентами является флюс АН-60.
При наплавке электродными лентами могут применяться в качестве наплавочных головок автоматы ОКС -1252М, А-384МК, АБС , А-874Н, АДС -1000-2, АДС -1000-4 и источники тока ВДУ -504, ВКСМ -1000, ПСО -500 и др. Наплавочные автоматы должны быть снабжены специальной приставкой для подачи электродной ленты.
Преимущества данного способа — большая производительность, небольшая глубина проплавления, возможность в широких пределах регулировать ширину валика (до 50 мм и более) и изменять химический состав (порошковые ленты). Кроме того, наплавка электродной лентой позволяет повысить сварочный ток без значительного увеличения глубины проплавления основного металла.
Недостатками считается трудность наплавки деталей с малыми диаметрами, а также небольшие допускаемые наклоны детали (5…7°) в поперечном и продольном направлениях и затруднение возбуждения дуги.
Последовательность установления режимов наплавки под флюсом: толщина наплавляемого слоя, диаметр электродной проволоки, величина тока, напряжение дуги, скорость подачи электрода, скорость и шаг наплавки, вылет электродной проволоки, толщина слоя флюса, марка электродной проволоки и флюса.
Большое количество переменных параметров, характеризующих режим наплавки затрудняет управление процессом автоматической наплавки. Поэтому оптимизация этих параметров, и в первую очередь параметров тока и скорости наплавки, определяющих тепловой режим сварки, является особо важной в вопросе восстановления деталей наплавкой.
От теплового режима наплавки значительно зависят постоянство химического состава и структурная однородность наплавленного металла, размеры и форма наплавленных валиков, глубина проплавления и качество сплавления соединяемых металлов, глубина прогрева основного металла (зона термического влияния). Глубина проплавления должна быть минимальной и в то же время достаточной, чтобы между наплавленным и основным металлами было достигнуто надежное соединение.
Увеличение зоны термического влияния и температуры нагрева приводит к изменению структуры основного металла. Это имеет особое значение при наплавке деталей из высокоуглеродистых и хромистых сталей, которые склонны к закалке. При нагреве с последующим быстрым охлаждением в зоне термического влияния резко повышаются твердость и хрупкость, сопровождающиеся иногда появлением трещин. Последнее наряду с остаточными напряжениями, структурной неоднородностью, пористостью является одной из причин снижения усталостной прочности деталей, восстановленных наплавкой под флюсом.
При восстановлении автотракторных деталей рекомендуются диапазоны изменения погонной энергии сварочной дуги в пределах 630… 1890 кДж/м.
Как видно, одни и те же значения погонной энергии дуги, а следовательно, и физико-механические характеристики покрытий и восстановленных наплавкой деталей можно получить не при одном значении параметров режима, а в широком диапазоне изменения одного из параметров при соответствующем изменении двух других.
Нами проанализированы рекомендованные режимы наплавки под флюсом (в том числе и при наплавке электродной лентой). Результаты анализа паказывают, что, несмотря на значительные расхождения в величинах основных параметров режима (величина тока, напряжение, скорость наплавки), величина погонной энергии дуги находится в пределах 630…1890 кДж/м.
Для получения качественных покрытий величина погонной энергии дуги должна быть в пределах 630… 1590 кДж/м. Чем больше диаметр электродной проволоки и габариты детали, тем большее значение W должно быть принято. Выбор параметров режима наплавки исходя из величины W весьма важен.
Читайте также:
- Учебный план сварщик ручной дуговой сварки плавящимся покрытым электродом
- Услуги по производству монтажных электромонтажных санитарно технических и сварочных работ что входит
- Tig или mig сварка что лучше
- Sturm 160 сварочный аппарат
- Какие виды сварочных работ соответствуют группе технических устройств нгдо пункт 2