Автоматическая сварка порошковой проволокой
Обновлено: 19.05.2024
Большинство сварочных работ, выполняемых порошковой проволокой, производится с помощью полуавтоматов. В качестве источников питания используются сварочные преобразователи и выпрямители.
Источник питания дуги постоянным током должен иметь жесткую или пологопадающую внешнюю характеристику. Допустимое падение напряжения — 3 В на 100 А. В качестве источников питания используются обычно выпрямители ВС-500, ВСЖ-500, ВС-600, ВС-1000-2 и преобразователи ПСГ-500, ПСУ-500, ПСУ-300 и др. Выпрямители хорошо зарекомендовали себя на производстве и являются в настоящее время лучшими источниками питания для полуавтоматической и автоматической сварки порошковой проволокой. Для сварки порошковой проволокой используются специализированные и универсальные шланговые полуавтоматы А-765, А-1035 М и А-1197. При замене держателей и подающих роликов могут быть также использованы полуавтоматы А-537, ПШ-5, ПШ-54, ПДПГ-500 и др.
Допустимые колебания скорости подачи проволоки при изменении сопротивления в шлангах не должны превышать ± 5 %.
Более подробно характеристики источников питания и сварочных полуавтоматов рассмотрены ниже.
Источники питания
Селеновый выпрямитель ВС-500 представляет собой преобразователь трехфазного переменного тока напряжением 380 в в постоянный напряжением 20—53 в. Он выпускается в двух исполнениях — со встроенной панелью управления полуавтоматом A-765 либо без нее.
Выпрямитель ВС-500 состоит из трехфазного понижающего трансформатора, блока селеновых выпрямителей, дросселя, обеспечивающего необходимую скорость нарастания тока короткого замыкания, воздушного вентилятора и пускорегулирующей аппаратуры. Принципиальная электросхема выпрямителя приведена на рис. 104.

Рис 104. Принципиальная электрическая схема выпрямителя ВС-500: Тр -трансформатор; ВС — выпрямитель селеновый; ВП — выключатель пакетный; П1, П2, ПЗ — пакетные переключатели; Д — двигатель; ПМ — пускатель магнитный; Др — дроссель; Рп — контакты воздушного реле; ПЭ-4 — реле промежуточное; ТП-1, ТП-2 — трансформаторы понижающие; ШР — разъем; V — вольтметр; Пр — предохранители. Цифрами
Напряжение холостого хода выпрямителя регулируется ступенчатым изменением числа витков первичной обмотки. Регулирование производится с помощью трех переключателей, расположенных на передней панели выпрямителя. К этой серии относятся также выпрямители типов ВС-300, ВС-1000 [118]. Они предназначены для различных способов механизированной электродуговой сварки — под флюсом, в среде защитных газов — аргоне, гелии, в углекислом газе — и могут применяться для сварки порошковой проволокой.
Технические данные выпрямителей приведены в табл. 49,

а преобразователей — в табл. 50.

Более подробные сведения о перечисленных выше источниках питания изложены в специальной литературе [41].
Сварочные аппараты
Наибольшее распространение для сварки самозащитной порошковой проволокой получил специализированный шланговый полуавтомат типа А-765 (рис. 105).

Он поставляется комплектно со сварочным преобразователем ПСГ-500 или выпрямителем ВС-500. Технические данные полуавтомата следующие:
Диаметр электродной проволоки, мм:
сплошного сечения 1,6-2,0
Максимальный сварочный ток при
Число ступеней регулировки 20
Вес порошковой проволоки, вмещающейся
на фигурке полуавтомата, кг 20
Габаритные размеры полуавтомата, мм 760х500х550
Полуавтомат А-765 состоит из трех основных узлов — механизма подачи, держателя со шлангом и тележки с фигуркой.
Механизм подачи приводится в движение асинхронным двигателем АОЛ-12-2 мощностью 0,27 кВт. Питание двигателя (36 в) осуществляется от шкафа управления, встроенного в выпрямитель ВС-500. Когда полуавтомат комплектуется преобразователем ПСГ-500, шкаф управления выносится отдельно. На механизме подачи установлены переключатель, осуществляющий реверсирование двигателя, кнопка для включения подачи проволоки при ее заправке в держатель и штепсельный разъем для подсоединения проводов управления. Механизм подачи соединяется со шкафом управления гирляндой проводов с двумя штепсельными разъемами. Включается механизм подачи нажатием кнопки «пуск» на держателе. Для надежной подачи проволоки по шлангу механизм подачи полуавтомата оснащен двумя парами подающих роликов. Все четыре ролика ведущие. Скорость подачи изменяется сменными шестернями. Устанавливается она по следующей зависимости:
При настройке полуавтомата следует особое внимание уделять правильности сборки узла подающих роликов. Подающие ролики изолированы от валиков и корпуса механизма подачи. Узел сборки подающих роликов показан на рис. 106, а нижний ролик — на рис. 107.

Рис. 106. Узел сборки подающих роликов полуавтомата А-765: 1 — гайка; 2 — шайба; 3 — втулка (пресс-материал); 4—шпонка (текстолит); 5 — нижний ролик (сталь ХВГ); 6—верхний ролик (сталь ХВГ); 7 — кольцо.

Рис. 107. Нижний ролик механизма подачи полуавтомата А-765 для проволоки диаметром 2,5—2,8 мм.
Выбор нижних роликов, соответствующих диаметру проволоки, производят по таблице, расположенной на механизме подачи. Проволока подается по специальному направляющему каналу. Сварочный ток подводится по отдельному кабелю. Полуавтомат А-765 комплектуется тремя видами держателей молотковым (А-792М), пистолетным (А-793М) и облегченным (А-836Р) (рис. 108).

Рис. 108. Держатели для сварки самозащитной порошковой проволокой: а — молотковый; б — пистолетный; в — облегченный молотковый.
Молотковый и пистолетный держатели комплектуются направляющими каналами длиной 3,5 и 1,5 м, имеющими внутренний диаметр 4,7 мм, и сварочным проводом, рассчитанным на силу тока до 450 а. Держатель облегченного типа комплектуется направляющим каналом длиной 3,3 м с внутренним диаметром 3,2 мм. Сварочный провод этого держателя рассчитан на ток до 300 а.
Держатели молоткового и пистолетного типов используются при сварке проволокой диаметром 2,5—3,5 мм. Держателем облегченного типа выполняется сварка проволоками малого диаметра — 2,0—2,3 мм.
Полуавтомат А-765 можно использовать для сварки порошковой проволокой в углекислом газе. В этом случае он комплектуется держателями А-921М (для проволоки диаметром до 2,3 мм) или А-1231 (для проволоки диаметром до 3,5 мм) и набором газовой аппаратуры, включающей подогреватель газа, газовый редуктор, прибор для измерения расхода газа, осушитель газа.
Универсальным полуавтомат А-1035М предназначен для сварки и наплавки самозащитной порошковой проволокой и в углекислом газе. Есть компоновки этого полуавтомата, позволяющие использовать его для сварки под флюсом и в углекислом газе проволокой сплошного сечения.
Ниже приведены технические данные полуавтомата А-1035М:
Диаметр электродной проволоки при сварке, мм:
самозащитной порошковой проволокой 2,0-3,0
в углекислом газе порошковой проволокой 2,0-3,5
в углекислом газе и под флюсом проволокой сплошного сечения 1,6-2,0
Скорость подачи электродной проволоки, м/ч 58—582
Изменение скорости подачи Ступенчатое
Максимальный сварочный ток при ПВ=60 %, а 450
Габаритные размеры комплекта механизм подачи — фигурка для проволоки на тележке, мм и вес его, кг:
Полуавтомат состоит из следующих основных узлов: механизма подачи электродной проволоки, держателей с набором сменных узлов, тележки, шкафа управления, фигурки для электродной проволоки и газовой аппаратуры. Устройство этих узлов не имеет существенных конструктивных отличий от устройства узлов полуавтомата А-765. При сварке в углекислом газе на тележке устанавливается отсекатель газа. Шкаф управления расположен непосредственно возле источника питания или устанавливается на нем.
Полуавтомат комплектуется источниками питания— сварочными преобразователями типа ПСГ-500 или ПСУ-500, или выпрямителем ВС-500.
В Институте электросварки им. К. О. Патона разработана единая унифицированная группа (ПС-5) полуавтоматов А-1197 для сварки и наплавки проволокой сплошного сечения и порошковой проволокой. В зависимости от варианта исполнения полуавтомата сварку или наплавку можно выполнять в углекислом газе, под флюсом или самозащитной порошковой проволокой.
Унификация полуавтоматов в значительной мере упрощает организацию централизованного производства запасных узлов, а также быстроизнашивающихся деталей. Полуавтомат А-1197 имеет такие технические данные:
— сплошного сечения 1,6-2,0
Скорость подачи электродной проволоки, м/ч 92-926
Число ступеней 20
Максимальный сварочный ток при ПВ=65%, а 500
Напряжение сети питания, в
Габаритные размеры комплекта механизм подачи—фигурка для проволоки на тележке, мм и вес его, кг:
длина ширина высота вес комплекта (без проволоки), 960х660х560 35
Габаритные размеры комплекта механизм подачи—катушка для проволоки на кронштейне, мм, и вес его, кг:
длина ширина высота вес (без проволоки) 550х360х200 23
В каждый полуавтомат независимо от компоновки и способа сварки входят следующие основные узлы: механизм подачи, шкаф управления, сварочные провода и провода цепей управления.
В зависимости от способа сварки полуавтомат комплектуется держателями для сварки в углекислом газе и узлами газовой аппаратуры либо держателем для сварки самозащитной порошковой проволокой.
Полуавтомат может быть укомплектован тележкой и фигуркой для большого объема проволоки (стационарный вариант) или кронштейном и катушкой для малого объема электродной проволоки (переносной вариант).
Все полуавтоматы в основном исполнении комплектуются одним держателем. Комплектация полуавтоматов двумя держателями оговаривается специальным заказом.
При использовании полуавтоматов ПШ-5, ПШ-54, А-537 и других, имеющих одну пару подающих роликов, для увеличения надежности подачи проволоки по шлангам можно рекомендовать специальную приставку с двумя парами подающих роликов, привод которых осуществляется с помощью шестеренчатой передачи от ведущего вала подающего механизма.
Иногда для повышения надежности подачи проволоки применяют ролики, выполненные в форме шестеренчатой пары. Конструкция и параметры таких роликов применительно к полуавтомату А-765 приведены в табл. 52.

Для автоматической сварки порошковой проволокой используют с небольшими переделками серийные сварочные тракторы и подвесные головки ТС-17 Р, АБС и др. Переделке подвергаются мундштуки, узел подающих роликов и кассеты. Последние чаще всего заменяют фигурками.
Для сварки порошковой проволокой с принудительным формированием вертикальных швов или наклонных (угол наклона от вертикали не более 45") применяется аппарат А-1150 (рис. 109). Аппаратом возможна сварка криволинейных швов с радиусом кривизны не менее 2 м.

Для сварки горизонтальных швов на вертикальной плоскости Институтом электросварки им. Е. О. Патона разработан аппарат А-1325.
Для автоматической приварки трубок к трубным решеткам при изготовлении теплообменных аппаратов применяют аппарат А-946 (рис. 110).
На ряде заводов для защиты органов дыхания сварщика от сварочного аэрозоля и газов успешно применяют сварочные щитки и маски с отдувом потока вредных выделений сжатым воздухом. Опробуются также устройства для отсоса аэрозоля, монтируемые непосредственно на держателях полуавтоматов. Применение указанных приспособлений позволяет резко улучшить условия труда сварщиков и повысить производительность сварки.
Особенности сварки порошковой проволокой

О СВАРКЕ
Сварка порошковой проволокой помогает отказаться от использования защитного газа. Ее можно применять при работе с конструкциями сложной конфигурации. Порошковая присадка используется в сочетании со многими технологиями сварки. Работы с применением этого расходного материала могут вестись на улице.
.jpg)
История появления
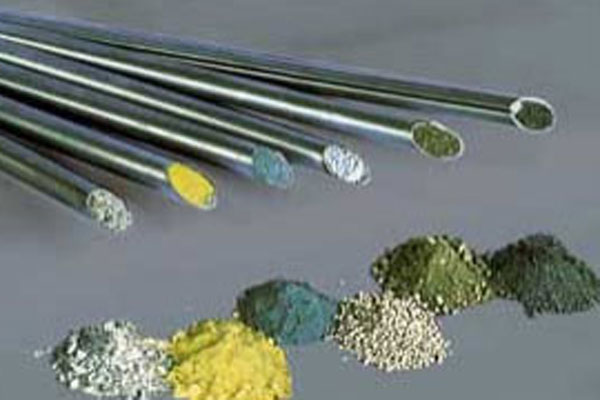
В начале XX в. человечество начало пользоваться новыми технологиями соединения металлических деталей: газовой, дуговой и контактной сваркой. Дальнейшие усилия были направлены на улучшение разработанных способов. Например, качество электродуговой сварки зависело от типов присадочных прутков. Были представлены стержни с порошковым наполнением.
Если ранее обмазка находилась на внешней стороне, то после 1938 г. конструкция прутка сильно изменилась. Проволока стала изготавливаться из готовых трубок, в полость которых вводили наполнитель.
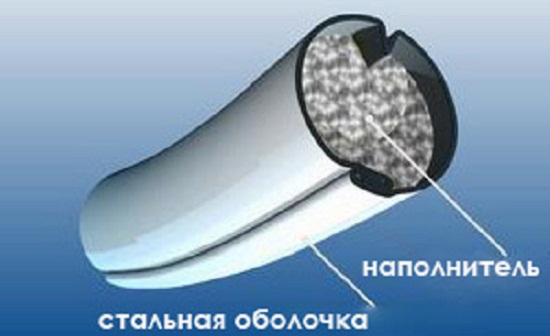
Что такое порошковая проволока
Так называют специальный тип присадочного материала для сварки, самостоятельно защищающий ванну от контакта с кислородом. Это становится возможным благодаря введению в конструкцию прутка флюсового сердечника.
Наполнение и внешняя оболочка
Проволока имеет вид полой трубки, внутри которой находится порошок. Оболочка изготавливается из металла, необходимого для формирования сварного соединения. Содержание порошкового наполнителя составляет 50-70%. Стенки снабжены усилителями, препятствующими деформации оболочки, улучшающими проводимость.
При повышении температуры стенки прутка расплавляются, наполнитель превращается в газовое облако, которое препятствует поступлению воздуха в сварочную ванну.
В состав порошка вводят разные вещества. Производители выбирают их с учетом ГОСТа, что помогает получить расходный материал с оптимальными характеристиками.
Сферы применения
Ручная, автоматическая или механизированная сварка с порошковой присадкой применяется в:
- автомобилестроении (при производстве крупных кузовных и несущих элементов машин);
- промышленности (при изготовлении металлоконструкций разного назначения);
- ремонте металлических элементов.
Этот метод соединения деталей расширяет возможности сварщика при работе в разных пространственных положениях. Особенно удобен способ при потолочной сварке, что объясняется необязательностью применения защитного газа гелия, не оседающего при осуществлении верхних соединений.
.jpg)
Виды порошковой проволоки
Материалы делятся на самозащитные и газозащитные. Первый тип считается более распространенным.
Газозащитная
При использовании такого прутка требуется дополнительная защита газом. Чаще всего применяется углекислота или смесь этого вещества с аргоном. Ввиду высокой себестоимости работ, газозащитные прутки используются редко.

Самозащитная
При работе с этим материалом газ не применяют. Это делает пруток удобным в применении. Самозащитная проволока имеет вид полой трубки малой толщины. Внутри находится флюс, защищающий сварочную ванну от содержащихся в воздухе примесей.

Требования к порошковой проволоке
При производстве расходного материала учитывают необходимость:
- поддержания равномерного плавления присадки без образования брызг;
- легкого розжига и стабильного горения электрической дуги;
- получения однородного ровного шва без трещин и посторонних включений;
- равномерного распределения образующегося при плавлении металла шлака по шву, легкого отделения окалины после охлаждения.
Эти требования считаются главными параметрами расходного материала, определяющими его использование для сварки стали разными способами.
Выбор порошковой проволоки
Параметр подбирают с учетом толщины заготовок, способа сварки. С такими прутками можно варить нержавеющую, оцинкованную или углеродистую сталь.
Популярные марки
Наиболее часто используются такие виды материала:
Работы при использовании такого материала сопряжены со следующими нюансами:
- Необходимо тщательно настраивать параметры работы аппарата. Оптимальным считается напряжение в 16-18 В. Скорость подачи расходного материала выбирают опытным путем.
- Сварку ведут колебательными круговыми движениями против хода часов.
- Проволока при нагреве разбрызгивается. Поэтому рекомендуется обрабатывать поверхности деталей специальным спреем.
- Рекомендуется использовать защитную маску с более интенсивным затемнением.
Полярность
Не все аппараты дают возможность переключения этого параметра. Это нужно учитывать при покупке оборудования. Сварку с порошковой присадкой ведут только на прямой полярности. По умолчанию на полуавтоматах устанавливается обратный вариант, когда плюс подключается к электроду.
Технология сварки
Процедура делится на 3 основных этапа:
- подготовительный;
- основной;
- заключительный.
Подготовительные работы
На этом этапе края заготовок очищают от механических загрязнений. При необходимости обрабатывают поверхности обезжиривающим средством. В домашней мастерской можно обойтись удалением грязи и оксидной пленки. При толщине детали более 3 мм разделывают кромки угловой шлифмашиной. Шлифовальную насадку удерживают под углом по отношению к краю заготовки.
Основной этап
При работе с полуавтоматическим аппаратом выполняют следующие действия:
- Настраивают оборудование. Напряжение и силу тока выбирают с учетом толщины заготовок, вида металла, диаметра проволоки.
- Вставляют кассету с присадкой до подключения агрегата к сети. Это препятствует поражению сварщика током.
- Подсоединяют оборудование к сети. Нажимают кнопку пуска на подающем механизме. Проволока должна поступить в наконечник. Выступающую часть обрезают до нужной длины кусачками.
- Устанавливают подающий наконечник в правильное положение. Его выбирают с учетом необходимости обзора сварочной ванны.
- Начинают формирование шва. Технику сварки выбирают так, чтобы пруток не совершал поперечных колебаний. Это препятствует ненужному расширению ванны.
Завершающие работы
На этом этапе сварное соединение очищают от формирующегося шлака молотком и металлической щеткой. Это помогает обнаружить непровары и другие дефекты. Кроме того, зачистка требуется при проведении многопроходной сварки.
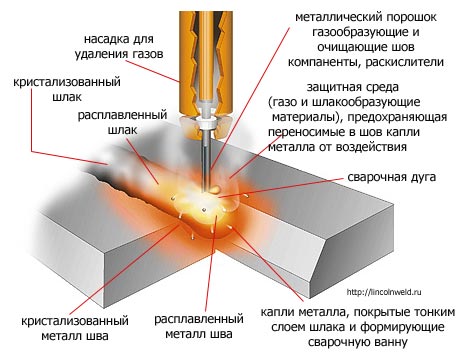
Применяемые материалы и оборудование
Для сварки потребуются:
- автоматический или полуавтоматический источник тока;
- механизм подачи расходного материала с роликами, подбираемыми с учетом диаметра прутка;
- кабели для подведения тока к наконечнику;
- устройства для закрепления деталей перед сваркой;
- щетка для очищения шва;
- сварочный молоток для механической обработки соединения;
- кусачки.
Сварщик должен использовать защитные средства:
- изготовленный из огнеупорной ткани рабочий костюм, защищающий мастера от поражения током;
- затемненную сварочную маску, исключающую негативное влияние высоких температур на глаза;
- рукавицы, предотвращающие ожоги рук или поражение током;
- страховочную оснастку при работе на большой высоте.
Характеристики шва с применением порошковой проволоки
На поверхности соединения появляется плотная шлаковая корка, которую после остывания сбивают молотком. При многопроходной сварке налет может мешать сцеплению слоев. Сам шов с использованием порошковой присадки получается грубым, с крупной чешуей и наплывами. Брызги расплава на поверхностях появляются в умеренных количествах. Нередко обнаруживаются дефекты в виде непроваров.
Преимущества и недостатки
К положительным качествам рассматриваемого способа сварки относятся:
- возможность отказа от использования тяжелых газовых баллонов;
- свободное передвижение аппарата, возможность работы со сложными конструкциями;
- увеличенная производительность труда (в сравнении со сваркой в защитном газе с простой проволокой);
- нечувствительность дуги к ветру, исключение смещения защитного облака.
Отрицательными характеристиками метода считаются:
- увеличенная стоимость расходных материалов;
- необходимость наличия специальных навыков, ограничивающая возможность применения способа в быту;
- более низкое, по сравнению с аргонодуговым способом, качество шва (часть нерасплавленного активного порошка попадает в сварочную ванну, что способствует появлению посторонних включений).
Дополнительная информация
Порошковая сварка должна вестись с невысоким напряжением, малой скоростью подачи присадки. Слишком мощные аппараты применять не рекомендуется. При сварке деталей толщиной 15 мм устанавливают напряжение 15 В. Скорость подачи должна составлять 2 м в минуту. Горелку удерживают под наклоном, ведя ее вперед. Дуга должна прерываться. Ролики подающего механизма нельзя прижимать слишком сильно. В противном случае, тонкие стенки присадки деформируются. Сопло использовать необязательно.
Порошковая сварка
В настоящее время имеется масса сварочных устройств, работа которых основана на разных принципах. У каждой технологии имеются свои достоинства и недостатки. К тому же иногда возникают ситуации, когда подходит определенный тип сварки. Наиболее популярной является порошковая сварка со специальной проволоки.
Сварка порошковой проволокой
Порошковая проволока, используемая для дуговой сварки – это трубка, где внутренняя часть наполнена металлическим порошком и флюсом. В основу материала входит металлическая лента, обрабатываемая по технологии холодной формовки и заполняемая смесью флюса с порошком. На завершительном этапе производства порошковая проволока растягивается до необходимых параметров.
Порошковая проволока, используемая для сварки без газа, цена которой доступна, классифицируется по назначению, способу используемой защиты, технологии сварки порошковой проволокой в разных пространственных положениях и механическим свойствам. Применяется сварка порошковой проволокой в монтаже низколегированной и низкоуглеродистой стали. Также материал может подразделяться по условиям использования (для простой или специальной сварки – под водой, с принудительным выполнением шва, монтажа арматуры и пр.).
Требования к расходным материалам и их преимущества
Проволока порошковая, используемая для дуговой сварки, производится в соответствии с основными требованиями:
- С созданием равномерного плавления материала без крупных брызг;
- Стабильный нагрев и легкое возбуждение дуги;
- Должен получаться аккуратный шов, без дефектов (пор и трещин);
- Образующийся при плавке шлак должен равномерно размещаться по шву и отделяться при охлаждении.
Такие требования являются основными параметрами для сварочных материалов, определяют использование порошковой проволоки при сваривании стали в разных условиях.

Сварка порошковой стали способствует решению проблем строительства и производства, повышает производительность процесса, снижает трудоемкость ручной очистки изделий от брызг. По типу использования и защите от внешних факторов, проволока бывает газо- и самозащитной.
Сварка самозащитной порошковой проволокой
Газозащитная проволока применяется в порошковой сварке полуавтоматом и автоматом для соединения низколегированных и углеродистых сталей в углекислом газе или его сочетании с аргоном. Для этого материала характерной является порошковая сварка с высокой проплавкой, обеспечивающая его использование в производстве нахлестов, стыков и углов за 1 или несколько подходов в автоматическом или полуавтоматическом режиме. Сварка порошковой проволокой в среде с газом характеризуется низким разбрызгиванием, стабильным переносом струи, быстрым отделением корки, стойкостью к появлению шлака и пор.

Условно проволоки подразделяются на следующие виды:
- Для соединения низкоуглеродистых сталей с высоким уровнем наплавки применяется проволока с флюсовым сердечником;
- Для соединения низкоуглеродистых сталей в разных положениях используется проволока с флюсовым сердечником;
- Для монтажа низколегированных сталей применяется проволока с сердечником из металлического порошка;
- Для монтажа низколегированных сталей применяется проволока с флюсовым сердечником;
- Для сваривания низкоуглеродистых сталей применяется проволока с сердечником из металлического порошка.

Порошковая сварка с помощью газозащитной проволоки способствует получению хорошей формы шва и низкого разбрызгивания. Также расходный материал отличается от остальных видов высоким коэффициентом наплавления, оперативностью ведения шва и малым дымлением.
Самозащитная порошковая проволока представляет собой вывернутый электрод. Сварка самозащитной порошковой проволокой может проводиться в ветреную погоду, при экстремальных температурах или на открытом воздухе. В состав сердечника входят диоксидирующие, шлакообразующие и защитные присадки, что исключает использование флюса и газа. Таким образом, проводится сварка порошковой проволокой без газа.
К достоинствам самозащитной проволоки относят следующее:
- Проведение сварки в разных положениях;
- Аккуратное перемещение наплавляемого металла благодаря открытой дуге;
- Проведение жесткого контроля химического состава позволяет получать точный состав шлака;
- Отсутствует дополнительное устройство для поступления газа и флюса;
- Специальное покрытие на проволоке устойчиво к высокому давлению от роликов.
Проволоки классифицируются по общему назначению, могут применяться для соединения труб или металлоконструкций и пр.
Техника производства порошковой проволоки
В порошковой проволоке внутренний сердечник – шихта должен выполняться из определенных компонентов, подобранных по грануляции и химическому составу. Поставка некоторых материалов (глинозем, крахмал, флюоритовый концентрат, рутиловый концентрат, железный порошок, кремнефтористый натрий и пр.) осуществляется в порошках, которые должны просеиваться и просушиваться. Готовый состав отправляется на участок наполнения проволоки.
Состоит порошковая проволока из внешнего покрытия и сердечника. Для внешнего слоя используется неполированная холоднокатаная лента, выполняемая из низкоуглеродистой стали. В производственной технологии проволоки указанного диаметра определяется ширина и толщина ленты. Реализуется лента со специальной смазкой в виде кругов или рулонов с внутренним диаметром от 15 см, перед использованием очищается от грязи и масел. Для очистки ленты применяется химический и механический ультразвук. При механической очистке лента проходит через барабаны с венской известью, обезжириваясь.
Порошковая проволока часто используется в создании металлургических комплексов, реакторных корпусов на атомных электростанциях, в изготовлении больших емкостей, тяжелых кранов, угольных комбайнов, строительной и сельскохозяйственной техники. Производство сплошной проволоки легированного и высоколегированного типа является затратным процессом, поэтому оно осуществляется на крупных метизных предприятиях.
Изготовление высоколегированных электродов для механизированного наплавления осуществляется из порошковой проволоки, состоящей из покрытия и порошкового сердечника (смеси карбидов, металлов, боридов, сплавов железа). Для выполнения самозащитной проволоки в сердечник добавляются шлако- и газообразующие составы, после чего осуществляется сварка порошковой проволокой без газа.
Часто люди принимают решение купить порошковую проволоку, которую применяют для сварки со следующими характеристиками: диаметром 3,6 мм (для наплавления флюсом) и размером 0,2-0,3 см (для соединения открытой дугой).

Особенности дуговой сварки
Дуговая техника сварки порошковыми проволоками применяется часто, так как у нее имеется много достоинств. К примеру, проведение сварочных работ с флюсом может быть осложнено точным направлением электрода в необходимую точку. Также надо контролировать формирование шва. Такие сложности часто появляются, если осуществляется порошковая сварка полуавтоматом. Но затруднительной будет сварка порошковой проволокой в защитном газе, так как возможно нарушение защиты из-за сквозняков или засорение сопел, подающих газ.
В этом случае оптимальным вариантом считается сварка порошковой стали без газа и флюса, где не нужен баллон, редукторы, шланги, флюсовая арматура. Потребуется лишь направление электрода в разделку и контроль формирования сварочного шва.
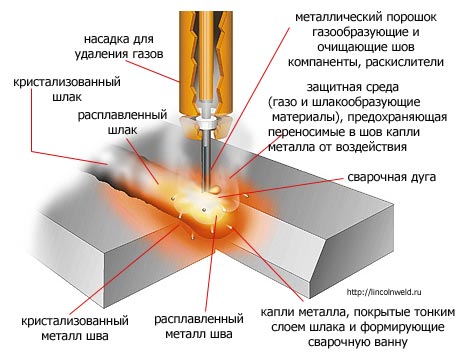
Расплавка порошковой проволоки будет происходить так же, как и было заложено при ее изготовлении. Конструкция материала является основополагающим фактором при его расплавке дугой. Внутри металлической оболочки находится около 70% неметаллических материалов, из-за чего сопротивляемость к току у сердечника будет намного выше, чем у внешнего слоя. Из-за этого металлическое покрытие расплавляется быстрее. Сердечник расплавляется в результате теплового излучения от дуги и теплопередачи от нагретого металла. В результате при сварочных работах внутренний материал будет соприкасаться с ванной расплавленного металла, и поступать в него нерасплавленным.
Технология сварочных работ с применением порошковой проволоки
В основном сварка порошковой проволокой гост выполняется на шланговом полуавтомате. Поэтому человек должен постоянно следить за качеством сварного шва. Технология сварки порошковых металлов и соединения углов и стыков почти не отличается от соединения деталей в защитном газе.
Но у сварки порошковой проволокой есть некоторые особенности – на поверхности сварного шва появляется шлак, который может попадать в зазор между парой кромок спереди сварочной ванны.
Если работы выполняются поэтапно, то перед каждым началом сварки нужно зачищать от шлаков полученный шов. Но у такого процесса, как сварка порошковой проволокой, отзывы пользователей отмечают некоторые недостатки. У самого материала прочность не очень высокая, из-за чего требуется автоматическая подача проволоки с ограниченным сжатием подающими роликами.
При использовании обычной порошковой проволоки диаметром от 2,6 мм, нужно применять дугу с высоким током (для постоянного горения). Поэтому материалом можно пользоваться в нижнем положении и иногда – в вертикальном. Подобное ограничение можно объяснить большим объемом сварочной ванны и образованием на поверхности текучих шлаков.
Следующий недостаток метода основан на вероятности появления пор в сварочном шве (из-за наличия неравномерного заполнения и пустот в пространстве металлической оболочки). В этом случае следует подбирать режимы сварки порошковой проволокой в углекислом газе. Это значительно сократит риск появления пор в сварных швах. Следует учитывать, что от состава наполнителя в основном материале будет зависеть выбор нескольких параметров (тип и полярность сварки порошковой проволокой).
При применении порошковой проволоки в дуговой сварке, цена которой оптимальна, можно пользоваться током высокой плотности (200 А/мм2). Это позволяет плавить много металла и способствует повышению производительности (до 10-11 кг/час) при силе тока 400-500 А. При этом получаются материалы, химический состав которых не удается повторить в обычной промышленности.
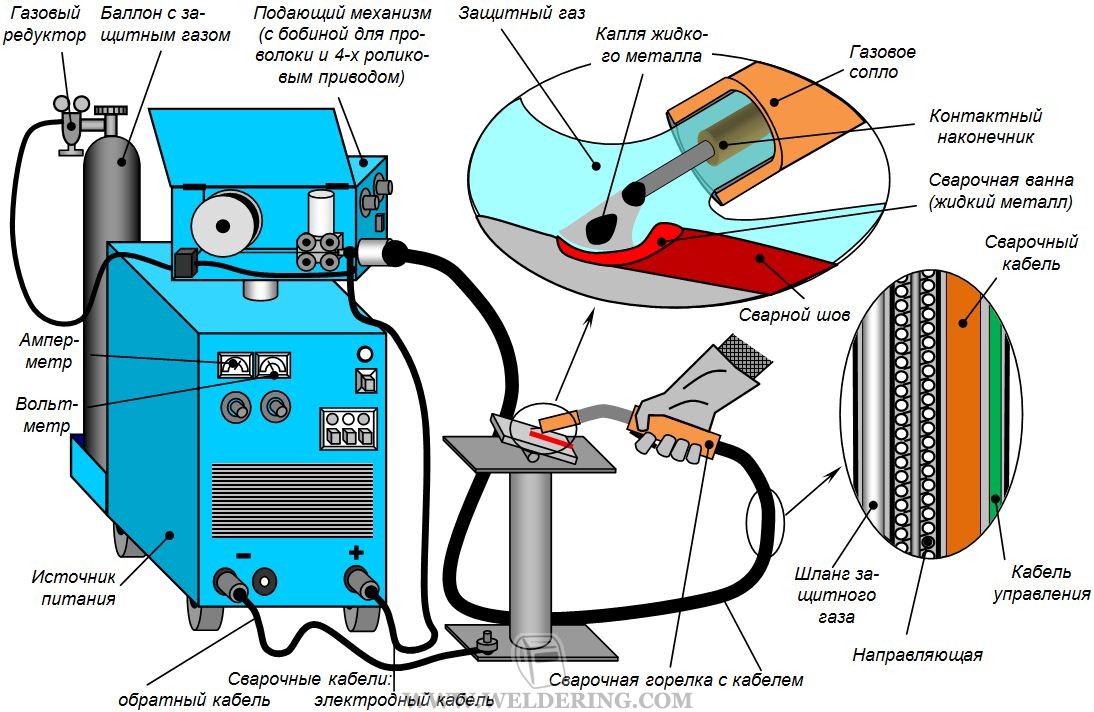
Сварка порошковой проволокой (FCAW)
Сварка порошковой проволокой может выполняться на том же оборудовании, что и сварка полуавтоматом. Сокращенное наименование этого процесса, принятое за рубежом - FCAW (Flux Cored Arc Welding).
Содержание
Что такое порошковая проволока?
Порошковая проволока представляет собой трубку из металла, заполненную порошком (флюсом).

Каждый тип порошковой проволоки имеет свой состав флюса. Через флюс можно изменять характеристики дуги и переноса электродного металла, а также металлургические особенности формирование сварного шва. Благодаря этому удалось преодолеть некоторые недостатки, свойственные процессу сварки MIG и MAG. Так, например, порошковая проволока позволяет вводить через флюс в металл шва легирующие элементы, что нельзя сделать в случае использования проволоки сплошного сечения, из-за ухудшения характера волочения.
Обычно газовая защита при сварке порошковой проволокой обеспечивается за счет газа, подаваемого из вне (Gas-shielded FCAW - FCAW-G). Однако, разработаны проволоки, в которых достаточный объем защитного газа производится при разложении флюса при нагреве - это так называемый процесс сварки самозащитной порошковой проволокой (Self-shielded FCAW - FCAW-S).
В действительности это всего лишь особая разновидность процесса полуавтоматической сварки. Поэтому для нее характерны те же особенности, что и для других процессов сварки в защитных газах, так как она также нуждается в эффективной газовой защите. Например, требование поддерживать минимальное расстояние между газовым соплом и изделием также действительно и для сварки порошковой проволокой (FCAW). Необходимо предпринимать меры против сквозняков от открытых дверей и окон, так как они могут отдувать защитный газ в сторону. Тоже самое касается потоков воздуха от вентиляционных систем и даже от воздушных систем охлаждения сварочного аппарата.
Функции флюса сердечника порошковой проволоки
Состав флюса разрабатывается согласно области применения порошковой проволоки. Основной функцией флюса является очистка металла шва от таких газов как кислород и азот, которые оказывают отрицательное влияние на механические свойства сварного шва. Для того чтобы снизить содержание кислорода и азота в металле шва во флюс проволоки добавляют кремний и марганец, которые являются раскислителями, а также способствуют улучшению механических свойств металла. Такие элементы как кальций, калий и натрий вводятся во флюс с целью придания шлаку свойств, способствующих улучшению защиты расплавленного металла от воздействия атмосферного воздуха при кристаллизации металла.
Кроме того, шлак обеспечивает:
- формирование поверхности шва требуемого профиля
- удержание ванны расплавленного металла при сварке в вертикальном и потолочном положениях
- снижение скорости остывания металла сварочной ванны
Кроме того, калий и натрий способствуют получению более мягкой (стабильной) дуги и снижают разбрызгивание.
Легирование металла шва через флюс является более предпочтительным по сравнению с легированием металла шва через проволоку сплошного сечения. Вводить в сердечник порошковой проволоки легирующие компоненты технически проще и дешевле, чем изготавливать проволоку сплошного сечения из легированного металла. Обычно используются следующие легирующие элементы: молибден, хром, никель, углерод, марганец и др. Добавка этих элементов в металл шва повышает его прочность и пластичность, и в то же время, предел текучести, а также улучшает свариваемость металла.
Состав флюса определяет будет ли порошковая проволока рутилового или основного типа (также как и в случае с покрытыми электродами).
Применяются также порошковые проволоки с повышенным содержанием металлического порошка (металл–корд). Во флюсе порошковых проволок этого типа содержится большое количество железного порошка, а также добавки кремния и марганца. Некоторые проволоки содержат также до 2% никеля, который повышает ударную вязкость при низких температурах.
Порошковые проволоки типа металл–корд применяются для сварки полуавтоматом стыковых и угловых швов во всех пространственных положениях. Они обеспечивают высокую производительность наплавки. Сварной шов имеет гладкую поверхность и не покрыт шлаком, а это означает, что можно выполнять несколько проходов без предварительной очистки предыдущего валика.
Применение сварки порошковой проволокой
В настоящее время сварка порошковой проволокой (FCAW) применяется там, где раньше использовались покрытые электроды, например, в кораблестроении и других отраслях тяжелого машиностроения применительно к толщинам более 1,5 мм изделий из обычных низкоуглеродистых, жаростойких, коррозионностойких и нержавеющих сталей.
15. Технология сварки порошковой проволокой в углекислом газе
Порошковая проволока марок ПП-АН8, ПП-АН10, ПП-АН4 и ПП-АН9 (Прим.- порошковая проволока для сварки в СО2 нового поколения: ППс-ТМВ-МК5, ППс-ТМВ7, ППс-ТМВ8, ППс-ТМВ29) рекомендуется для сварки конструкций из углеродистых конструкционных сталей, а также низколегированных низкоуглеродистых конструкционных сталей марок 09Г2, 09Г2С, 10Г2С1, 10Г2СД, 10ХСНД, 15ХСНД, 14Г2 и ряда других.
В тех случаях, когда к сварным конструкциям предъявляются специальные требования, возможность применения той или иной марки порошковой проволоки определяется после проведения дополнительных испытаний по соответствующим отраслевым нормалям. При сварке особо ответственных металлоконструкций с тяжелым режимом работы — котлов, резервуаров, воздухонагревателей, несущих узлов вагонов, кранов, экскаваторов, в том числе металлоконструкций, предназначенных для работы в условиях крайнего севера, — предпочтение отдается проволокам ПП-АН4 и ПП-АН9, обеспечивающим более высокие механические свойства металла шва и сварного соединения при отрицательных температурах.
Как показал опыт, потребители более охотно применяют проволоки марок ПП-АН8 и ПП-АН10, обладающие по сравнению с проволоками марок ПП-АН4 и ПП-АН9 более высокими сварочно-технологическими свойствами. Процесс сварки отличается большей устойчивостью горения дуги, особенно на малых токах. Эти проволоки имеют также хорошие гигиенические характеристики.
Сварка порошковой проволокой с дополнительной защитой углекислым газом применяется взамен ручной дуговой сварки электродами с покрытием рутилового, руднокислого и фтористо-кальциевого типов, а также взамен механизированной сварки в углекислом газе проволокой Св-08Г2С.
При сварке используется сварочная или пищевая углекислота, поставляемая в жидком состоянии в баллонах емкостью 40 л. Давление и баллоне 50—60 ати. Вес углекислоты в баллоне составляет 25 кг. После испарения ее при 0° С и 760 рт. ст. мм образуется 12600 л газа.
Жидкая углекислота поставляется также в специальных стальных контейнерах емкостью до 9 т. На предприятиях углекислоту разливают в накопители, которые подключают к централизованной магистрали с разводкой к сварочным постам. Такая система доставки углекислоты экономичнее, чем баллонная. Кроме того, централизованное обеспечение сварочных постов углекислым газом освобождает сварщика от трудоемких операций по замене баллонов и перемещению их в процессе работы, позволяет повысить культуру производства.
Состав углекислоты, используемой для сварки, должен соответствовать данным, приведенным в табл. 63. Однако практически содержание в углекислоте воды в свободном состоянии может достигать 2%.

Эта вода скапливается на дне баллона. Влажность газа зависит от давления в баллоне. С уменьшением давления, влажность газа повышается. В связи с этим использование баллонов, в которых давление углекислоты менее 10 атм, недопустимо. В баллон с углекислотой при заправке неизбежно попадает воздух, скапливающийся над углекислотой. Поэтому перед использованием баллонов после заправки рекомендуют первые порции углекислоты выпустить в атмосферу.
Уменьшение попадания влаги в зону сварки достигается установкой на пути газа осушителей, заполненных силикагелем или другими поглотителями влаги. Силикагель необходимо периодически подвергать прокалке при температуре 200—250° С.
Выход газа из баллона сопровождается резким охлаждением его, возникающим вследствие затраты тепла на испарение жидкой углекислоты, что приводит к замерзанию содержащейся в углекислоте влаги и закупорке редуктора. Для предотвращения этого перед редуктором рекомендуется ставить подогреватель.
Для снижения давления газа до рабочего применяются понижающие редукторы. Редуктор-расходомер ДЗД-1 снижает давление газа от 50—35 ати до рабочего давления 0,5 ати и обеспечивает оптимальный расход газа. На практике часто применяется для этой цели кислородный редуктор РК-53Б. В качестве расходомера в этом случае служит манометр, установленный на камере низкого давления.
Расход газа контролируется расходомерами поплавкового или дроссельного типа. При использовании дроссельной шайбы, установленной на выходе газа из камеры низкого давления, расход газа зависит от диаметра калибровочного отверстия, не превышающего обычно 0,5—1,0 мм, и давления газа в камере низкого давления. Ниже приведен ориентировочный расход углекислоты в зависимости от показаний манометра низкого давления при диаметре отверстия в дроссельной шайбе 0,8 мм.
Порошковой проволокой в углекислом газе свариваются тавровые, угловые, нахлесточные, стыковые и другие соединения из стали толщиной 3 мм и выше. Положение швов в пространстве — нижнее и горизонтальное на вертикальной плоскости для проволоки диаметром 2,0—2,3 мм и нижнее — для проволоки диаметром 2,5— 3,0 мм.
Сварочные работы рекомендуется выполнять в закрытых помещениях. Сварка на открытых площадках и монтаже возможна при соблюдении мер предосторожности, предотвращающих сдувание защитного газа.
Поверхность кромок свариваемых изделий перед сваркой должна быть очищена от грязи, ржавчины, окалины, органических материалов. Сварка изделий после газовой резки допускается только при условии очистки поверхности реза от шлака.
Поставляемая проволока должна иметь сертификат завода-изготовителя, в котором указываются марка проволоки, ее диаметр, коэффициент заполнения, номер партии, химический состав наплавленною металла и результаты испытания механических свойств металла шва. Применение порошковой проволоки без сертификата не допускается. Для проверки качества поставляемой проволоки, особенно при изготовлении ответственных изделий, потребителю необходимо проводить контрольные испытания проволоки в соответствие с требованиями технических условий.
Длительно хранившуюся проволоку перед применением необходимо прокалить при температуре 230--250° С в течение 1—3 ч. Для равномерной прокалки необходимо принять меры, предотвращающие прямое облучение проволоки нагревателями. Признаком качественной прокалки проволоки может служить ее цвет — от желтого до коричневого. Отсутствие пожелтения— признак недостаточной выдержки или низкой температуры в печи; появление синего цвета на поверхности проволоки — признак завышенной температуры.
Полуавтоматы или автоматы должны иметь горелки, обеспечивающие ламинарное истечение газа из сопла. При использовании нестандартных держателей необходимо учитывать, что они должны обеспечивать радиальное по отношению к оси проволоки истечение газа из мундштука.
Перед пропусканием проволоки в шланг конец ее должен быть завальцован, наконечник с мундштука снят, а шланг не должен иметь перегибов. Несоблюдение этих правил может привести к деформации проволоки в роликах, выходу из строя деталей шланга и держателя. После прижима верхними роликами порошковая проволока должна быть на 2/3 диаметра утоплена в паз нижних роликов. Пропускание проволоки в шланг осуществляется нажатием кнопки «пуск» на держателе или подающем механизме.
Перед сваркой необходимо установить рекомендуемый для данных диаметра проволоки, толщины металла и типа сварного соединения режим сварки. По выбранному режиму отрегулировать расход газа; выждать несколько секунд для полного удаления воздуха из шлангов. Установить вылет проволоки 35 40 мм с таким расчетом, чтобы расстояние от конца проволоки до среза сопла было в пределах 15—25 мм.

Рис. 120. Положение горелки относительно изделия при сварке непрокаленной проволокой
Возбуждение дуги осуществляется касанием конца проволоки изделия, а подача проволоки — нажатием кнопки «пуск» на держателе.
От положения и перемещения горелки относительно свариваемого изделия зависят в значительной степени устойчивость горения дуги, надежность газовой защиты зоны дуги от воздуха, скорость охлаждения металла, форма шва, интенсивность забрызгивания горелки, возможность наблюдения за зоной сварки.
Приближение горелки к изделию затрудняет наблюдение за процессом сварки и вызывает засорение горелки брызгами, а чрезмерное удаление может привести к дефектам в швах вследствие снижения эффективности защиты металла углекислым газом.
При пользовании непрокаленной проволокой сварку необходимо выполнять на повышенном вылете — до 50 мм (рис. 120).
При этом вследствие нагрева проволоки на вылете влияние влаги в сердечнике и смазки на поверхности проволоки на качество швов уменьшается.
Сварка стыковых соединений или угловых в лодочку может выполняться «углом вперед» пли «углом назад». Угол наклона проволоки относительно вертикальной плоскости, перпендикулярной к оси шва, не должен превышать 15° (рис. 121)

Рис. 121. Положение электродной проволоки относительно изделия при сварке стыковых соединений «углом назад» (1) и «углом вперед» (2).
При сварке «углом назад» увеличивается глубина проплавления, ширина шва уменьшается, обеспечивается более надежная защита металла сварочной ванны и улучшается обзор зоны плавления металла. Сварка «углом вперед» характеризуется малой глубиной проплавления и большой шириной шва. При сварке однослойных швов горелка перемещается поступательно или по вытянутой спирали. В случае сварки многослойных швов первый слой выполняется без поперечных колебаний электрода, а последующие слои — с поперечными колебаниями по вытянутой спирали или «змейкой». Сварка стыковых соединений с глубокой разделкой осуществляется горелкой с удлиненным наконечником, выступающим из сопла на 10—15 мм. При сварке угловых швов горелка должна быть отклонена от вертикальной стенки на 30—45°. Сварка производится «углом назад» или «углом вперед». Сварку «углом назад» рекомендуется производить на токах до 450 а. На более высоких токах лучшее формирование шва обеспечивается при сварке «углом вперед». Перемещение горелки — поступательное или возвратно-поступательное. Сварку угловых швов в нижнем положении катетом более 10 мм не рекомендуется выполнять за один проход.
После прекращения сварки горелку не рекомендуется отводить от сварочной ванны до полной кристаллизации металла. При остановках процесса и необходимости выполнения непрерывных швов кратер предыдущего слоя должен быть переварен.
Изложенные выше правила техники и технологии сварки в равной мере относятся ко всем существующим порошковым проволокам, предназначенным для сварки в углекислом газе. При выполнении тех или иных типов сварных соединений существенное значение имеет правильное назначение режима сварки. В табл. 64 приведены режимы сварки некоторых соединений проволокой ПП-АН4 диаметром 2,2 мм.


Рекомендуемые режимы при сварке стыковых соединений проволокой ПП-АН8 диаметром 2—3 мм приведены в табл. 65.
Дефекты швов
Основными дефектами швов, выполняемых порошковой проволокой в углекислом газе, являются поры, трещины, шлаковые включения, подрезы, наплывы.
Образование пористости в сварных швах может быть вызвано следующими причинами:
- повышенной влажностью сердечника проволоки или наличием обильного слоя смазки на поверхности проволоки;
- наличием на свариваемых кромках ржавчины, окалины, влаги и других загрязнение;
- большим количеством примесей (главным образом, влаги и воздуха) в углекислом газе;
- нарушением рекомендуемых режимов сварки;
- несовершенной защитной зоны сварки углекислым газом;
- попадание воздуха в зону сварки вследствие недостаточного либо избыточного расхода газа;
- большое расстояние между соплом горелки и изделием;
- чрезмерно большой угол наклона горелки относительно изделия;
- подсос воздуха через неплотности в горелке и газовой магистрали;
- эксцентричное расположение проволоки относительно соплa горелки;
- износ мундштука и связанное с этим нарушение соосности газового потока и столба дуги;
- турбулентное истечение газа из горелки.
Кристаллизационные трещины в металле шва могут образовываться в результате нарушения режима сварки (чрезмерного увеличения силы тока, напряжения дуги, скорости сварки), неправильной подготовки кромок под сварку, высокого содержания углерода и серы в свариваемом металле или компонентах порошковой проволоки.
Вероятность образования трещин повышается при сварке первого слоя многопроходных стыковых и тавровых швов. Чтобы предотвратить образование таких трещин, первые слои шва следует сваривать на пониженном токе «углом вперед» и с меньшей скоростью перемещения горелки.
Неметаллические включения чаще всего встречаются при сварке многопроходных швов. Для предупреждения этого дефекта необходимо тщательно удалять шлаковую корку перед выполнением последующего шва.
Наплывы и неравномерности сечения швов возникают, как правило, при сварке угловых и нахлесточных швов вследствие неправильного положения горелки относительно изделия, повышенной силы тока, малой скорости сварки, наложения за один проход швов катетом более 10 мм, а также из-за неравномерной скорости перемещения горелок.
Причиной образования подрезов является завышенное напряжение дуги.
Разбрызгивание электродного металла может быть вызвано повышенным напряжением дуги, большим вылетом проволоки, неправильным углом наклона электрода и т. д.
Особое внимание следует уделить обращению с газовой аппаратурой. Эксплуатация баллонов должна производиться в соответствии с правилами эксплуатации сосудов, работающих под давлением, Гостртехнадзора СССР. Углекислотная рампа должна иметь предохранительные клапаны. При эксплуатации баллонов не допускается нагрев их свыше 30° С. Система подогрева баллонов в рампе должна быть оборудована устройствами, обеспечивающими автоматическое выключение подогрева при температуре свыше 30 °С.
Читайте также: