Автоматическая сварка самозащитной порошковой проволокой
Обновлено: 17.05.2024
Используют два типа порошковой проволоки: а) для сварки (наплавки) в среде защитных газов (или под флюсом); б) для сварки (наплавки) открытой дугой без дополнительной защиты.
Порошковая газозащитная проволока разработана для полуавтоматической и автоматической сварки углеродистых и низколегированных сталей в среде углекислого газа и его смесях с аргоном. Высокий уровень проплавления, характерный для этой проволоки, позволяет с успехом использовать ее для выполнения угловых, стыковых и нахлесточных соединений в один или несколько проходов, как в полуавтоматическом, так и в автоматическом режимах. К характеристикам проволоки относятся– низкое разбрызгивание; легкая отделяемость шлаковой корки; стабильный струйный перенос; высокая сопротивляемость пористости и шлаковым включениям. Большинство типов проволоки позволяют осуществлять сварку во всех положениях. Химический состав выполненного этой проволокой шва соблюдается исключительно точно, как при использовании углекислого газа, так и при использовании аргоновых смесей. Порошковая проволока состоит из мягкой тонколистовой металлической оболочки и сердцевины, которая представляет собой смесь порошков легирующих компонентов в виде ферросплавов, чистых металлов, карбидов, боридов; частично в ней могут содержаться раскислители, шлакообразующие и стабилизирующие горение дуги вещества. Однако при ее использовании в процессе сварки (наплавки) требуется дополнительная защитная атмосфера. Чаще всего для наплавки под флюсом используются порошковые проволоки диаметром 3,6 мм, а для наплавки крупногабаритных деталей применяют проволоку диаметром 5,0–6,0 мм.
Сварка (наплавка) самозащитной порошковой проволокой – это самый универсальный процесс в отрасли дуговой сварки. Такая проволока самостоятельно выделяет защитный газ, удаляет загрязняющие вещества на стали, образует отвечающее всем нормативным требованиям наплавление и быстрозастывающий шлак. Самозащитная порошковая проволока по своей идее представляет собой вывернутый наизнанку электрод с обмазкой: сердечник содержит все защитные, шлакообразующие и деоксидирующие присадки, а оболочка содержит материал сварочного шва. При сварке самозащитной порошковой проволокой (рис. 4) отпадает необходимость в использовании какого бы то ни было внешнего защитного газа или флюса. При данном способе сварки (наплавки) функции защиты сварочной ванны от вредного влияния воздушной среды выполняет сердечник порошковой проволоки при своем сгорании. Проволока (рис. 5, 6) состоит из оболочки 1, сформированной из мягкой стальной ленты холодного проката марки 08кп или 10кп толщиной 0,2–1,0 мм и шириной 8–20 мм методом профилирования или волочения. Внутри оболочки находится порошкообразный сердечник 2, включающий элементы, выполняющие при сварке такие же функции, как флюс или обмазка электродов. Такая конструкция проволоки предопределяет некоторые особенности ее применения. Порошок сердечника на 50–70 % состоит из неметаллических, неэлектропроводных материалов. В связи с этим дуга горит, перемещаясь по металлической оболочке, расплавляя ее. При этом плавление сердечника может отставать от плавления оболочки, что не исключает частичного перехода его в сварочную ванну в нерасплавленном состоянии и создает предпосылки к образованию в металле шва пор и неметаллических включений.
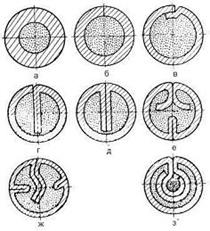
Рисунок 5. Строение порошковых проволок
Для наплавки открытой дугой используются самозащитные порошковые проволоки диаметром dэ = 1,2–3,0 мм (чаще всего 2,0–3,0 мм). Диаметр порошковой проволокой проволоки выбирается с учетом толщины свариваемых (наплавляемых) деталей, которые увеличивается по мере возрастания толщины деталей. В случаях наплавки массивных деталей, исключающих возможность перегрева, следует выбирать максимально возможные диаметр электродной проволоки и плотность сварочного тока с целью обеспечения более высокой производительности наплавки. При сварке (наплавке) самозащитной проволокой используется постоянный ток, рекомендуемая полярность (прямая – «DC–» или обратная – «DC+») которого зависит от состава сердечника. Все самозащитные порошковые проволоки очень чувствительны к колебаниям напряжения и поэтому требуют применения источника питания с режимом сварки на жесткой вольт-амперной характеристике. Длина вылета электрода при сварке самозащитной порошковой проволокой обычно составляет lв э = 15–25 мм, но иногда может доходить до lв э = 95 мм (в случае высокопроизводительной сварки на спуск). Для сохранения стабильности дуги колебания длины вылета не должны превышать Δlв э = ±3 мм. Слишком большой вылет электрода приведет к короткой, нестабильной дуге и сильному разбрызгиванию, слишком маленький – избыточной длине дуги и большому риску загрязнения расплавленного металла окружающим воздухом.
Производительность наплавки и общие сварочно-технологические характеристики зависят от использованной проволоки. Для большинства марок порошковой проволоки коэффициент наплавки составляет αн = 12–17 г/А·ч, т.е. значение коэффициента αн значительно выше, чем при наплавке обычными электродами.
Самозащитные порошковые проволоки подходят для сварки в любых пространственных положений.
К преимуществам этой проволоки также относятся:открытая дуга, позволяющая оператору визуально следить за сварочной ванной; сравнительная простота введения легирующих элементов в наплавленный металл, состав которого можно регулировать в широких пределах; возможность сварки во всех положениях; отсутствие дополнительного оборудование для подачи флюса или газа; компактность сварочного оборудования, более высокая (по сравнению с РДС) производительность процесса.
Наряду с достоинствами сварка открытой дугой порошковой проволокой имеет тот недостаток, что плотный беспористый наплавленный металл удается получить в сравнительно ограниченном диапазоне режимов сварки. Основной причиной пористости при сварке сталей порошковой проволокой является повышенное содержание в наплавленном металле азота и водорода воздуха. Эти газы при сварке порошковой проволокой могут поглощаться наплавленным металлом в большем количестве, чем при сварке покрытыми электродами. Для уменьшения количества азота в металле шва следует уменьшать длину дуги и в то же время производить сварку при повышенных токах с тем, чтобы снижать поверхность соприкосновения воздуха, приходящуюся на единицу массы расплавленного металла в определенный промежуток времени. Для уменьшения содержания водорода в металле шва порошковую проволоку необходимо прокаливать при соответствующей температуре и с определенной выдержкой времени. Сваривать открытой дугой порошковой проволокой можно также и с увеличенным вылетом электрода. При этом происходит дополнительный подогрев проволоки и удаление влаги, оставшейся после первичной прокалки (в процессе изготовления проволоки). Подогрев сварочной проволоки приводит также и к увеличению производительности, процесса. Однако следует учитывать, что при увеличенном вылете электрода увеличивается и интенсивность окисления проволоки.
Сварка (наплавка) самозащитной проволокой хорошо подходит для работы на открытом воздухе, при ветре и экстремальных температурах. Самозащитная порошковая проволока часто используется для сварки в неудобных пространственных положениях. Благодаря отсутствию необходимости в газовых баллонах этот процесс часто используется для сварки в монтажных условиях или под открытым небом как более эффективная альтернатива РДС. Самозащитная порошковая проволока различного состава используется для нанесения износо-, коррозионно-, теплостойких покрытий на детали различного функционального назначения (табл. 6). Порошковые проволоки марок ПП-АН122 (30X512MO) и
Таблица 6. Порошковые проволоки для наплавки и ремонта компании Lincoln
ПП-АН128 (35X4Г2СМ) при наплавке открытой дугой имеют по физико-механическим свойствам наплавленного металла и технологичности некоторые преимущества перед другими материалами: можно увеличить силу тока, т.е. производительность процесса в 2 раза и более; отпадает операция отделения шлаковой корки от детали после наплавки; микроструктура металла при наплавке на сталь 45 (материал коленчатых валов) трооститно-мартенситная, твердость НRС 52–57 износостойкость в 1,6–2 раза больше, чем у стали 45, закаленной токами высокой частоты (ТВЧ).
Для питания дуги при сварке самозащитной порошковой проволоками пользуются сварочными преобразователями и сварочными выпрямителями с жесткой внешней характеристикой. Источниками питания дуги для автоматической и полуавтоматической сварки порошковой проволокой являются преобразователи ПСГ-500, выпрямители ВДУ-504, ВДУ-301, ВДУ-1001, ВС-600, ВДМ-1001 и др.
Режимы сварки (наплавки) самозащитной порошковой проволокой
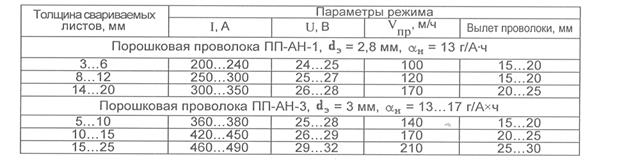
При расчете режимов сварки сварочный ток Iсв, напряжение дуги Uд, скорость подачи проволоки vпр и длину вылета электродной проволоки lв э принимаются с учетом данных табл. 7.
Таблица 7. Режимы сварки самозащитными порошковыми проволоками марки ПП-АН
Расчет сварочного тока Iсв (А) при наплавке производится по формуле (1)
где dэ – диаметр электродной проволоки, мм; j – плотность тока, А/мм 2 (при наплавке самозащитной порошковой проволокой j = 45–60 А/мм 2 ).
Напряжение дуги Uд, скорость подачи проволоки vпр и длина вылета электродной проволоки lв.э принимаются с учетом данных табл. 8.
Механизированная дуговая сварка самозащитной порошковой проволокой
Порошковая проволока- сварочная проволока, состоящая из металлической оболочки, заполненной порошкообразными веществами (рис. 58С, а).
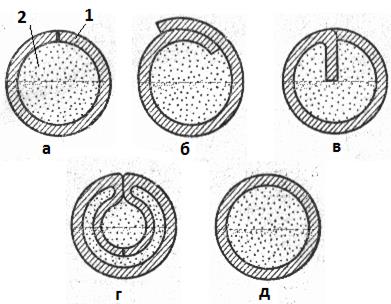
Рис. 58С, а. Сечение порошковой проволоки разных типов
1 – металлическая оболочка; 2 –порошкообразное вещество (шихта).
а - порошковая проволока простого сечения с одной продольной щелью; б - порошковая проволока простого сечения с двумя продольными щелями; в - порошковая проволока сложного сечения с одним заформованмым концом стальной ленты; г - порошковая проволока сложного сечения с двумя заформованными концами стальной ленты; д - порошковая проволока трубчатого сечения без продольной щели.
Проволока может быть трубчатой и более сложной конфигурации и иметь диаметр от 1,2—3,6 мм. Более сложная конфигурация порошковой проволоки выполняется с целью увеличения производительности процесса сварки.
Защита расплавляемого металла в зоне сварки достигается расплавлением шлакообразующих составляющих и диссоциацией газообразующих составляющих шихты сердечника проволоки.
В настоящее время наибольшее распространение получили порошковые проволоки для сварки в защитном газе и самозащитные порошковые проволоки, т.е проволоки, используемые для сварки без дополнительной защиты.
Схема механизированной дуговой сварки самозащитной порошковой проволокой (рис. 58С, б)

Рис. 58С, б. Схема механизированной дуговой сварки самозащитной порошковой проволокой
1 – полуавтомат для дуговой сварки; 2 – изолятор корпуса полуавтомата; 3 – токоподвод; 4 – порошковая проволока; 5 – сварочная дуга; 6 – сварочная ванна; 7 – защитная атмосфера; 8 – жидкий шлак; 9 – застывший шлак; 10 – механизм подачи проволоки; 11- сварной шов; 12 – основной (свариваемый) металл; Vпп – скорость подачи проволоки; Vсв – скорость сварки
Полуавтомат для дуговой сварки - аппарат для механизированной дуговой сварки, включающий горелку и механизм подачи проволоки с ручным перемещением горелки.
Электрическая дуга возбуждается между металлической оболочкой порошковой проволоки 4 и основным металлом 12 . За счет теплоты, выделяемой в дуге 5, плавятся оболочка и сердечник проволоки. Расплавившийся металл оболочки и сердечника образует на торце проволоки капли расплавленного металла, которые растут и переносятся в сварочную ванну 6 . При расплавлении минералов, руд и химикатов, входящих в состав сердечника, образуется газ 7 и жидкий шлак 8, покрывающий тонким слоем сварочную ванну, которые защищают расплавленный металл сварочной ванны от взаимодействия с атмосферой. Проволока по мере плавления подается в зону сварки со скорость Vпп с помощью механизма 10. Перемещение горелки относительно свариваемого изделия со скорость Vсв выполняется вручную. При удалении дуги жидкий металл сварочной ванны кристаллизуется, образуя сварной шов 11 , покрытый слоем затвердевшего шлака 9. Сварка, как правило, выполняется на постоянном токе обратной полярности. В ряде случаев для обеспечения дополнительной защиты зоны сварки используется углекислый газ.
Особенностью сварки порошковыми проволоками является малая глубина проплавления основного металла.
ОСНОВНЫЕ ПАРАМЕТРЫ СВАРКИ
Основными параметрами механизированной дуговой сварки самозащитной порошковой проволокой являются: величина сварочного тока, род и полярность тока, напряжение на дуге, скорость сварки Vсв, диаметр электродной проволоки, тип порошковой проволоки, скорость подачи проволоки Vпп. При использовании дополнительной защиты зоны сварки - расход углекислого газа.
Плазменная сварка (рис. 59С)
| Плазменная сварка - дуговая сварка, при которой нагрев осуществляется сжатой дугой. Сжатая дуга - дуга, столб которой сжат с помощью сопла плазменной горелки, потока газа или внешнего электромагнитного поля. Плазменная сварка дугой прямого действия - плазменная сварка, при которой источник питания подключен к электроду и заготовке. Плазменная сварка дугой косвенного действия - плазменная сварка, при которой источник питания подключен к электроду и соплу. Плазменная сварка может быть автоматической, механизированной и ручной. |
 Рис. 59С. Схема плазменной сварки а – плазменная сварка дугой косвенного действия; б – плазменная сварка дугой прямого действия. 1 – дуга, 2 – вольфрамовый неплавящийся электрод, 3 – керамический изолятор, 4 –основное сопло плазмотрона, 5 – плазма, 6 –сменная насадка плазмотрона, 7 – свариваемое изделие, 8 – устройство для зажигания маломощной вспомогательной дуги, ПГ – плазмообразующий газ; ЗГ – защитный газ.. При плазменной сварке источником теплоты является плазма. Плазменная струя, применяемая для сварки, представляет собой направленный поток ионизированного газа, имеющего температуру 20 000–30 000°С. Плазму получают в плазменных горелках (плазмотронах), пропуская плазмообразующий газ (ПГ) через столб горящей дуги 1, сжатой в узком канале сопла горелки 4. Сжатие столба дуги приводит к повышению в нём плотности энергии и температуры. Плазмообразующий газ, проходящий через столб дуги, ионизируется и выходит из сопла в виде высокотемпературной плазменной струи. В зависимости от процесса обработки и вида обрабатываемого материала в качестве плазмообразующих газов применяют азот, аргон, водород, гелий, воздух или их смеси. Применяются два основных вида плазменной сварки, в одном из которых в качестве источника нагрева заготовки используется плазменная струя (рис. 59С, а), выделенная из столба косвенной дуги, а в другом – плазменная дуга (рис. 59С, б), т.е. дуга прямого действия, совмещённая с плазменной струёй. При сварке плазменной струёй (плазменная сварка дугой косвенного действия) (рис. 59С, а) дуга 1 горит между неплавящимся вольфрамовым электродом 2, изолированным от корпуса горелки 9 керамической прокладкой 3, и интенсивно охлаждаемым водой соплом 4, к которому подключён положительный полюс источника тока 10. Внутрь горелки подаётся плазмообразующий газ (ПГ), который, пройдя через столб дуги, ионизируется, нагревается и выходит из сопла в виде ярко светящейся плазменной струи 5, которая представляет собой независящий от заготовки источник теплоты, позволяющий в широких пределах изменять степень нагрева и глубину проплавления основного материала 7. Через сменную насадку 6, концентрически охватывающую основное сопло 4, в зону сварки дополнительно подаётся защитный газ (ЗГ). При сварке плазменной дугой (плазменная сварка дугой прямого действия) (рис. 59С, б) устройство горелки принципиально не отличается от рассмотренного. Но при такой сварке дуга горит уже не между электродом и соплом, а между электродом и заготовкой, к которой в этом случае и подключён положительный полюс источника тока. Лишь в самом начале процесса для облегчения зажигания основной дуги с помощью устройства 8 возбуждается маломощная вспомогательная дуга между электродом и соплом, к которому кратковременно подводится ток, выключаемый сразу же после того, как возникшая плазменная струя коснётся заготовки и зажжётся основная дуга. Сварка выполняется на постоянном токе прямой полярности. ОСНОВНЫЕ ПАРАМЕТРЫ СВАРКИ Основными параметрами плазменной сварки являются: величина сварочного тока, род и полярность тока, диаметр неплавящегося (вольфрамового) электрода, напряжение сварки, расход плазмообразующего газа, расход защитного газа, скорость сварки Vсв,. |
| Область применения. Сварка плазменной струей – в основном тонколистовые материалы (0,1 – 8 мм). В диапазоне толщин до 1 мм – микроплазменная сварка (электронная промышленность). Сварка плазменной дугой (сварка больших толщин (до 40 мм) за один проход) – в заготовительном производстве. Плазменная резка, наплавка. |
Электрошлаковая сварка (ЭШС) (рис. 60С)
| Электрошлаковая сварка - сварка плавлением, при которой используют теплоту, выделяющуюся в вылете плавящегося электрода или электродов и в токопроводящей шлаковой ванне при прохождении тока, при этом металлическая ванна и шлаковая ванна удерживаются охлаждаемыми ползунами, перемещающимися вверх по мере выполнения шва. |
 Рис. 60С. Схема электрошлаковой сварки (ЭШС) Источником теплоты при электрошлаковой сварке является шлаковая ванна. Перед началом электрошлаковой сварки (рис. 60С, а) свариваемые кромки заготовок 1 и 2 устанавливаются в вертикальное положение и снизу к заготовкам приваривается вводная планка 3, а сверху – выводные планки 4. Эти планки нужны для принятия на себя дефектов, которые образуются в начале и конце сварки: в начале шва имеет место непровар кромок, а в конце шва сосредотачиваются усадочная раковина и неметаллические включения. Кроме того, вводная планка 3 образует начальное дно сварочной ванны. Сварка ведется в замкнутом пространстве, образованном свариваемыми кромками основного металла и водоохлаждаемыми медными ползунами 5. Процесс электрошлаковой сварки осуществляется следующим образом. Водоохлаждаемые ползуны устанавливаются в крайнее нижнее положение около вводной планки 3 (рис. 60С, б). Над планкой устанавливается токоподводящий мундштук 6 (рис. 60С, в) со сварочной проволокой 7. В зазор между ползунами на вводную планку 3 засыпается флюс, а затем между вводной планкой и торцом сварочной проволоки зажигается сварочная дуга. Под действием теплоты дуги происходит расплавление флюса и образуется жидкая шлаковая ванна 8. Жидкий шлак является электропроводящим электролитом, который шунтирует дугу и дуга гаснет. Шлаковая ванна обладает большим электрическим сопротивлением и проходящий через нее электрический ток нагревает ванну до высокой температуры порядка 2000°С, превосходящей температуру плавления основного и присадочного металлов. Дальнейшее расплавление электродной проволоки и кромок заготовок (основного металла) происходит под действием теплоты шлаковой ванны. Капли расплавленного металла, проходя через жидкий шлак раскисляются, легируются и стекают на дно, образуя сварочную ванну 9. При сварке больших толщин мундштук с электродной проволокой совершает колебания с частотой «n» (рис. 60С, в) для обеспечения равномерного разогрева шлаковой ванны по всей длине. По мере заполнения свариваемого зазора металлом мундштук и боковые ползуны передвигаются вверх со скоростью сварки Vсв, оставляя после себя затвердевший сварной шов 10. Подача сварочной проволоки из кассеты в зону сварки с постоянной скоростью Vпп осуществляется с помощью механизма подачи проволоки. Поскольку сварной шов при электрошлаковой сварке в основном формируется из присадочного металла, то при сварке заготовок большой толщины (более 150 мм) процесс ведется не одним, а сразу двумя или тремя электродами, а в сварочную ванну иногда дополнительно вводится металлическая крупа или рублёная проволока. Сварка выполняется на постоянном токе обратной полярности. После окончания сварки вводную и выводные планки удаляют газовой резкой. ОСНОВНЫЕ ПАРАМЕТРЫ СВАРКИ Основными параметрами электрошлаковой сварки являются: величина сварочного тока, род и полярность тока, напряжение сварки, скорость сварки Vсв, диаметр электродной проволоки, скорость подачи электродной проволоки Vпп. |
| Область применения. Тяжёлое машиностроение при изготовлении ковано-сварных и лито-сварных конструкций, таких как станины и детали мощных прессов и станков, коленчатые валы судовых дизелей, роторы и валы гидротурбин, котлы высокого давления и т.п. |
Газовая сварка (рис. 61С)
Vпп
Рис. 61С. Схема ацетиленокислородной сварки
Источником теплоты при газовой (автогенной) сварке является газовое пламя, получаемое при сгорании ацетилена С2Н2 в струе технически чистого кислорода О2. По сравнению с другими горючими газами ацетилен даёт при сгорании наибольшую теплоту (превышающую в 4 раза теплоту, выделяемую при сгорании чистого водорода) и наиболее высокую температуру пламени, достигающую 3200°С.
Газовая сварка может выполнятся без присадки, с расплавлением только материала свариваемых заготовок 1, а также с присадкой 2. Присадка применяется для заполнения металлом зазора между свариваемыми элементами. Она расплавляется теплотой газового пламени и по мере плавления подается в зону сварки со скоростью Vпп. Для создания высокотемпературного газового пламени наиболее часто используется инжекторная сварочная горелка, работающая следующим образом. Находящиеся под давлением в двух отдельных баллонах кислород и ацетилен поступают внутрь горелки через регулировочные вентили 3 и 4. Кислород по трубке 5 подаётся к инжектору 6 и, выходя с большой скоростью из его узкого конического канала, создаёт в общей выходной зоне 7 значительное разрежение, способствующее засасыванию ацетилена, поступающего по каналу 8. В результате в камере смешения 9 образуется горючая смесь, которая поступает по наконечнику 10 к мундштуку 11, на выходе из которого после зажигания образуется сварочное пламя, структура, цвет и химический состав которого в значительной степени зависят от соотношения подаваемых кислорода и ацетилена (рис. 62С).
Сварочные горелки имеют сменные наконечники с различными диаметрами выходных отверстий присоединённых к ним мундштука и инжектора, что позволяет регулировать мощность ацетилено-кислородного пламени в зависимости от вида и толщины свариваемого материала.
При газовой сварке цветных металлов и некоторых сплавов используют флюсы, которые наносят в виде порошков или паст. Роль флюса состоит в растворении окислов и образовании шлаков, легко всплывающих на поверхность сварочной ванны, а также легировании наплавленного металла.
Особенности сварки порошковой проволокой

О СВАРКЕ
Сварка порошковой проволокой помогает отказаться от использования защитного газа. Ее можно применять при работе с конструкциями сложной конфигурации. Порошковая присадка используется в сочетании со многими технологиями сварки. Работы с применением этого расходного материала могут вестись на улице.
.jpg)
История появления
В начале XX в. человечество начало пользоваться новыми технологиями соединения металлических деталей: газовой, дуговой и контактной сваркой. Дальнейшие усилия были направлены на улучшение разработанных способов. Например, качество электродуговой сварки зависело от типов присадочных прутков. Были представлены стержни с порошковым наполнением.
Если ранее обмазка находилась на внешней стороне, то после 1938 г. конструкция прутка сильно изменилась. Проволока стала изготавливаться из готовых трубок, в полость которых вводили наполнитель.
Что такое порошковая проволока
Так называют специальный тип присадочного материала для сварки, самостоятельно защищающий ванну от контакта с кислородом. Это становится возможным благодаря введению в конструкцию прутка флюсового сердечника.
Наполнение и внешняя оболочка
Проволока имеет вид полой трубки, внутри которой находится порошок. Оболочка изготавливается из металла, необходимого для формирования сварного соединения. Содержание порошкового наполнителя составляет 50-70%. Стенки снабжены усилителями, препятствующими деформации оболочки, улучшающими проводимость.
При повышении температуры стенки прутка расплавляются, наполнитель превращается в газовое облако, которое препятствует поступлению воздуха в сварочную ванну.
В состав порошка вводят разные вещества. Производители выбирают их с учетом ГОСТа, что помогает получить расходный материал с оптимальными характеристиками.
Сферы применения
Ручная, автоматическая или механизированная сварка с порошковой присадкой применяется в:
- автомобилестроении (при производстве крупных кузовных и несущих элементов машин);
- промышленности (при изготовлении металлоконструкций разного назначения);
- ремонте металлических элементов.
Этот метод соединения деталей расширяет возможности сварщика при работе в разных пространственных положениях. Особенно удобен способ при потолочной сварке, что объясняется необязательностью применения защитного газа гелия, не оседающего при осуществлении верхних соединений.
.jpg)
Виды порошковой проволоки
Материалы делятся на самозащитные и газозащитные. Первый тип считается более распространенным.
Газозащитная
При использовании такого прутка требуется дополнительная защита газом. Чаще всего применяется углекислота или смесь этого вещества с аргоном. Ввиду высокой себестоимости работ, газозащитные прутки используются редко.

Самозащитная
При работе с этим материалом газ не применяют. Это делает пруток удобным в применении. Самозащитная проволока имеет вид полой трубки малой толщины. Внутри находится флюс, защищающий сварочную ванну от содержащихся в воздухе примесей.

Требования к порошковой проволоке
При производстве расходного материала учитывают необходимость:
- поддержания равномерного плавления присадки без образования брызг;
- легкого розжига и стабильного горения электрической дуги;
- получения однородного ровного шва без трещин и посторонних включений;
- равномерного распределения образующегося при плавлении металла шлака по шву, легкого отделения окалины после охлаждения.
Эти требования считаются главными параметрами расходного материала, определяющими его использование для сварки стали разными способами.
Выбор порошковой проволоки
Параметр подбирают с учетом толщины заготовок, способа сварки. С такими прутками можно варить нержавеющую, оцинкованную или углеродистую сталь.
Популярные марки
Наиболее часто используются такие виды материала:
Работы при использовании такого материала сопряжены со следующими нюансами:
- Необходимо тщательно настраивать параметры работы аппарата. Оптимальным считается напряжение в 16-18 В. Скорость подачи расходного материала выбирают опытным путем.
- Сварку ведут колебательными круговыми движениями против хода часов.
- Проволока при нагреве разбрызгивается. Поэтому рекомендуется обрабатывать поверхности деталей специальным спреем.
- Рекомендуется использовать защитную маску с более интенсивным затемнением.
Полярность
Не все аппараты дают возможность переключения этого параметра. Это нужно учитывать при покупке оборудования. Сварку с порошковой присадкой ведут только на прямой полярности. По умолчанию на полуавтоматах устанавливается обратный вариант, когда плюс подключается к электроду.
Технология сварки
Процедура делится на 3 основных этапа:
- подготовительный;
- основной;
- заключительный.
Подготовительные работы
На этом этапе края заготовок очищают от механических загрязнений. При необходимости обрабатывают поверхности обезжиривающим средством. В домашней мастерской можно обойтись удалением грязи и оксидной пленки. При толщине детали более 3 мм разделывают кромки угловой шлифмашиной. Шлифовальную насадку удерживают под углом по отношению к краю заготовки.
Основной этап
При работе с полуавтоматическим аппаратом выполняют следующие действия:
- Настраивают оборудование. Напряжение и силу тока выбирают с учетом толщины заготовок, вида металла, диаметра проволоки.
- Вставляют кассету с присадкой до подключения агрегата к сети. Это препятствует поражению сварщика током.
- Подсоединяют оборудование к сети. Нажимают кнопку пуска на подающем механизме. Проволока должна поступить в наконечник. Выступающую часть обрезают до нужной длины кусачками.
- Устанавливают подающий наконечник в правильное положение. Его выбирают с учетом необходимости обзора сварочной ванны.
- Начинают формирование шва. Технику сварки выбирают так, чтобы пруток не совершал поперечных колебаний. Это препятствует ненужному расширению ванны.
Завершающие работы
На этом этапе сварное соединение очищают от формирующегося шлака молотком и металлической щеткой. Это помогает обнаружить непровары и другие дефекты. Кроме того, зачистка требуется при проведении многопроходной сварки.
Применяемые материалы и оборудование
Для сварки потребуются:
- автоматический или полуавтоматический источник тока;
- механизм подачи расходного материала с роликами, подбираемыми с учетом диаметра прутка;
- кабели для подведения тока к наконечнику;
- устройства для закрепления деталей перед сваркой;
- щетка для очищения шва;
- сварочный молоток для механической обработки соединения;
- кусачки.
Сварщик должен использовать защитные средства:
- изготовленный из огнеупорной ткани рабочий костюм, защищающий мастера от поражения током;
- затемненную сварочную маску, исключающую негативное влияние высоких температур на глаза;
- рукавицы, предотвращающие ожоги рук или поражение током;
- страховочную оснастку при работе на большой высоте.
Характеристики шва с применением порошковой проволоки
На поверхности соединения появляется плотная шлаковая корка, которую после остывания сбивают молотком. При многопроходной сварке налет может мешать сцеплению слоев. Сам шов с использованием порошковой присадки получается грубым, с крупной чешуей и наплывами. Брызги расплава на поверхностях появляются в умеренных количествах. Нередко обнаруживаются дефекты в виде непроваров.
Преимущества и недостатки
К положительным качествам рассматриваемого способа сварки относятся:
- возможность отказа от использования тяжелых газовых баллонов;
- свободное передвижение аппарата, возможность работы со сложными конструкциями;
- увеличенная производительность труда (в сравнении со сваркой в защитном газе с простой проволокой);
- нечувствительность дуги к ветру, исключение смещения защитного облака.
Отрицательными характеристиками метода считаются:
- увеличенная стоимость расходных материалов;
- необходимость наличия специальных навыков, ограничивающая возможность применения способа в быту;
- более низкое, по сравнению с аргонодуговым способом, качество шва (часть нерасплавленного активного порошка попадает в сварочную ванну, что способствует появлению посторонних включений).
Дополнительная информация
Порошковая сварка должна вестись с невысоким напряжением, малой скоростью подачи присадки. Слишком мощные аппараты применять не рекомендуется. При сварке деталей толщиной 15 мм устанавливают напряжение 15 В. Скорость подачи должна составлять 2 м в минуту. Горелку удерживают под наклоном, ведя ее вперед. Дуга должна прерываться. Ролики подающего механизма нельзя прижимать слишком сильно. В противном случае, тонкие стенки присадки деформируются. Сопло использовать необязательно.
Порошковая проволока и сварка с ее применением
Каждая технология проведения сварочных работ имеет свою специфику, достоинства и недостатки. Зачастую для конкретного ее вида может подходить лишь определенный способ сварки. Довольно популярным на текущий момент методом сварки считается дуговая сварка порошковой проволокой.

Требования к проволоке
Порошковая проволока исполняется в виде трубки. Внутрь нее укладывается сварочный флюс с добавлением металлического порошка. Она классифицируется в зависимости от предназначения, варианта применяемой защиты, механических характеристик и положения при проведении сварочных работ.
Подавляющее большинство порошковой проволоки пригодно для осуществления работ с низколегированной или менее прочной низкоуглеродистой сталью.
Среди основных требований к ней можно выделить:
- стабильность в нагреве электрической дугой и легкость, с которой дуга возникает;
- равномерность при плавлении проволоки, отсутствие больших разбрызгиваний;
- шлак, возникающий в процессе порошковой сварки на месте шва, должен без труда счищаться после остывания и обеспечивать равномерное покрытие всей поверхности шва;
- шов не должен иметь никаких изъянов.

Применение различного наполнителя, а также изменение конструкции оболочки позволяет улучшить характеристики порошковой проволоки и применять ее для конкретных целей.
Сварочная проволока, которая имеет флюсовый сердечник, служит для того, чтобы обеспечить сварку низкоуглеродистых сталей с повышенной степенью наплавлений.
Ее применяют при монтаже низколегированных сталей, а также при проведении сварки в различных, порой неудобных, положениях. Порошковой проволокой варят чугун и оцинкованную сталь.
Основные виды проволоки
В зависимости от способа использования и метода защиты от внешних воздействий, проволока для порошковой сварки бывает газозащитной и самозащитной.
Газозащитый вид
Газозащитную проволоку применяют тогда, когда сварку проводят с использованием полуавтоматических и автоматических аппаратов для низколегированных и углеродистых сталей.
В процессе принимает участие углекислый газа или его смесь с аргоном. Газ поступает извне. Порошковый наполнитель можно подобрать так, чтобы сделать параметры сварки лучше. Например, можно увеличить скорость вертикальной сварки или прочно соединять трудносвариваемую сталь.
Данная технология используется при необходимости создания нахлестов, при работе в местах стыков и на углах конструкций, как для автомата, так и для полуавтомата. Применение подобной технологии обеспечивает постоянство струи, пониженный уровень разбрызгивания, а также стойкость к образованию пор и шлака.
Материал, который применяется в процессе сварочных работ, обладает повышенным коэффициентом наплавления, имеет низкий уровень дымления и позволяет качественно выполнять швы.
Самозащитный вид
Самозащитная порошковая проволока изготавливается в виде специального «вывернутого» электрод (он словно вывернут наизнанку). Использование такого типа сварки позволяет проводить работы при различных температурных условиях (даже экстремальных), при сильных порывах ветра и тому подобное.
Основными компонентами сердечника являются различные присадки (диоксидирующие, шлакообразующие и защитные), что позволяет проводить сварку без использования газа.
Самозащитная сварочная проволока имеет ряд положительных особенностей, среди которых можно выделить:
- возможность проводить сварочные работы в различных положениях;
- за счет открытости дуги имеется возможность аккуратно передвигать наплавляемый металл;
- специальный тип покрытия проволоки обеспечивает ее устойчивость к давлению, оказываемому роликами;
- за счет контроля химического состава появляется возможность получить вполне конкретный состав шлака.
В монтажных условиях механизированная порошковая сварка становится все более распространенной. Хотя многие жалуются на высокую стоимость расходного материала, эффективность порошковой сварки ощутимо выше, надо только выбрать правильную марку проволоки.
Преимущества порошкового метода

Большое количество достоинств обусловило популярность порошковой дуговой сварочной технологии. При работах с флюсом осложняется точность попадания электрода в нужную точку, появляются затруднения в контроле шва.
При полуавтоматической сварке проблемы возникают с потоком защитного газа. Потоки воздуха могут его сдувать, а сопла могут забрызгиваться.
Применение порошковой проволоки для полуавтомата решает подобные проблемы. Не требуется флюса, баллона с газом и всех сопутствующих инструментов. Порошковая сварка собрала в себе преимущества открытых электродов и автоматического способа сваривания.
Достаточно будет только четко определять направленность электрода в желаемую точку, и контролировать процесс образования сварочного шва. Это позволяет добиваться наплавлений именно так, как было задумано в процессе изготовления расходного материала. Сварщику надо лишь подобрать нужную марку проволоки, изучив ее характеристики и рекомендации производителя.
Наполнение и внешняя оболочка

Сама наружная часть порошковой проволоки выполнена из холоднокатаной ленты, имеющей особый уровень мягкости. Назначение проволоки определяется химическими свойствами ее сердцевины.
Основой для нее служат диэлектрические компоненты, среди которых железный порошок рутилового и флюоритового концентрата, добавки для увеличения качества шва, органические и карбонатные присадки для выделения защитных газов.
Порошковая сварка таким методом имеет аналогичную специфику с работами, выполняемыми с применением электродов. Защитный слой подвергается плавлению под воздействием сварочного тока, а сам сердечник плавится за счет наличия электродуги и под влиянием температуры раскаленного металла.
Если имеется необходимость нанести несколько слоев сварки, то проводится очистка рабочей поверхности от шлака, образовавшегося на предыдущем слое.
Где применяют метод без защитных газов
Зачастую, проводить сварочные работы с использованием обыкновенных электродов неудобно, так как местоположение свариваемых поверхностей мешает их подвести. Чтобы обеспечить удобные условия и был разработан специальный расходный материал.
Он дает возможность проводить сварочные работы в любом положении и при отсутствии газовой среды. Проволока специального назначения обеспечивает принудительное формирование швов, позволяет производить сварку под водой, а также выполнять автоматическую сварку.
Варить можно как в нижнем положении, так и вертикально (для некоторых случаев) благодаря тому, что ванны для сварки имеют соответствующий разъем. Тип применяемого материала выбирается на основании его характеристик и специфики предстоящей работы.
Порошковая проволока считается наиболее оптимальным вариантом, когда работы проводятся на открытой местности.
Ветер и сквозняки не оказывают практически никакого воздействия на качество сварных швов, однако их параметры несколько уступают тем характеристикам, которые обеспечивает газовая или электродная сварки.
Выбирается порошковая проволока не только на основании ее технических особенностей, но еще и руководствуясь необходимостью в конкретном диаметре для данной сварки.
Диаметр не должен быть меньше, чем 2,3 мм. Проволоку меньшего сечения применяют только при проведении сварки на металлических конструкциях с наиболее маленькой толщиной.
При осуществлении сварочных работ пользуются специальным шланговым автоматическим или полуавтоматическим сварочным аппаратом, в котором имеется отдел для расположения мотка проволоки.
Она крепится за счет фиксатора в рукоятке, а ее подача происходит посредством специального шланга, что обеспечивает стабильность дуги и позволяет полностью расплавить сердечник. На полуавтоматах для применения порошковой флюсовой проволоки обычно присутствует режим «No Gas», что дает возможность изменять полярность.
Сварочные работы с применением защитных газов

Сварка в среде защитных газов предусматривает подачу газовой струи в область плавления при помощи горелки. Либо же порошковая сварка производится в специальных камерах, внутри которых содержится газ.
Самой распространенной является струйная защита. Ее качество определяется габаритами и конструктивным исполнением сопла, а также дистанцией между срезом сопла и поверхностью свариваемого материала. Наиболее эффективная защита достигается при использовании стационарных камер, внутри которых находится газ. Туда помещают изделие при проведении работ.
Полуавтоматическая сварка в углекислом газе производится с применением специального оборудования, которое обеспечивает отличное качество сварочного шва, узкую зону термического воздействия, высокую скорость расплавления проволоки. Все это повышает производительность процесса и увеличивает надежность готовой конструкции.
Сварка самозащитной порошковой проволокой

Сварочные Материалы
Сварка самозащитной проволокой практикуется в процессе крупносерийного производства. Впрочем, данный источник присадочного материала можно задействовать и при сборке небольших объемов продукции. Например, мелкосерийного производства металлоконструкций, для которого характерны однотипные сборочные операции, требующие формирования швов большой протяженности.
В данной статье мы рассмотрим особенности сортамента самозащитной проволоки, попутно коснувшись нюансов применения такого присадочного материала в сварочных автоматах и полуавтоматах.
Самозащитная проволока: конструкция, сортамент, особенности применения
Данный тип присадочной проволоки используется в процессе формирования шва в качестве расходуемого электрода. Причем конструкция этой сварочной проволоки предполагает размещение хрупкого флюса внутри полой трубы с очень тонкими стенками.
Поэтому механизированная сварка самозащитной порошковой проволокой проходит практически без затруднений – жесткий трубчатый каркас препятствует появлению заломов, поэтому такие присадочные материалы можно использовать с обычными транспортерами сварочных автоматов и полуавтоматов.
В состав «наполнителя» самозащитной проволоки входят следующие компоненты:

- Газообразующие вещества, которые при нагревании в зоне сварочной ванны формируют защитную среду, обволакивающую сварочный шов.
- Шлакообразующие вещества, формирующие защитную корку в зоне плавления присадочного и основного металлов.
- Соли или оксиды металлов, которые в восстановленном виде легируют металл наплавки, обеспечивая высокие прочностные характеристики сварочного шва.
- Порошковый металл, основой которого является легированная или низкоуглеродистая сталь.
Причем большую часть наполнителя составляет именно последний ингредиент – порошковый металл, который является основным источником присадочного материала.
По прочностным характеристикам самозащитная проволока делится на две группы: первая используется для швов с пределом прочности до 530 МПа, вторая – для швов с пределом прочности до 590 МПа.
Сварка самозащитной порошковой проволокой
Использование в сварке самозащитной проволоки гарантирует определенные преимущества и накладывает некоторые ограничения на процесс формирования шва, а именно:

- Скорость формирования сварочного шва доходит до 20 м/час. Это достаточно высокий показатель, который могут продемонстрировать немногие сварочные технологии.
- Сварка самозащитной проволокой без газа характеризуется адаптивностью к токам высокой силы, что гарантирует не только высокую скорость сварки, но и недостижимое для обычного сварочного процесса качество шва.
- Отсутствие привязки к погодным условиям. Самозащитной проволокой можно варить и на открытом воздухе, и при сильном ветре, что категорически не рекомендуется в случае использования аргонодуговой или углекислотной технологии сварки.
- Нивелирование потерь времени и присадочного материала, связанных с заменой плавкого электрода, обрывом электрической дуги и прочими неприятностями. Поэтому сварку самозащитной проволокой может освоить даже начинающий сварщик.
- Отсутствие этапа подготовки электрода (сушки).
- Возможность использовать в процессе сварки технику захлестов шва, без риска нарушения прочности стыка.
- Необходимость использовать особые средства защиты: респиратор или специальный шлем с фильтрами, робу с огнезащитой, специальную обувь. Поскольку в процессе сварки наблюдается разбрызгивание присадочного материала и аэрозольные выделения.
Техника сварки самозащитной проволокой
Использование в процессе образования шва самозащитного присадочного материала предполагает следующие техники сварки:
- Формирование первичного (корневого) шва традиционным способом (плавким электродом с твердым покрытием), после чего раздел между кромками заваривается автоматом с самозащитной проволокой.
- Формирование корня сварочного шва и осуществление «горячего прохода» по линии стыка обычным электродом (с целлюлозным покрытием) и последующей сварке (по горячему) автоматом с самозащитной проволокой.
- Формирование целлюлозным электродом только корня шва, с последующим «горячим проходом» и заполнением стыка уже самозащитной проволокой.
- Формирование корневого шва в среде углекислого газа с помощью «заряженного» обычной проволокой автомата, с последующим проходом раздела уже самозащитной проволокой.
Последний вариант гарантирует максимальную скорость сварочных работ. В массовом производстве используется именно эта техника работы с самозащитной проволокой.
Читайте также: