Автоматы для сварки в защитных газах
Обновлено: 20.09.2024
Полуавтоматы. Установки для сварки полуавтоматами типа ПШ-5 (ПШ-5У), ПШ-54 под слоем флюса в настоящее время в судостроении не применяются в силу их недостатков – значительный вес держателя (из-за бункера с флюсом), малый запас флюса, невозможность плавного регулирования скорости подачи проволоки.
Отечественная промышленность располагает большим числом различных автоматов и полуавтоматов для сварки в защитных газах. В судостроении находят применение автоматы для сварки плавящимся электродом: АДПГ-500, АДСП-1, ТС-35 и неплавящимся (вольфрамовым) электродом – АДСВ-2.
Автомат АДПГ-500 предназначен для сварки плавящимся стальным электродом в среде защитных газов (СО2, Аr, Hе) стыковых и угловых швов в нижнем положении. В комплект установки входят источник питания сварочной дуги ( преобразователь типа ПСГ-500), шкаф управления, сварочный трактор и газовая аппаратура. Сварочный трактор имеет детали, унифицированные с автоматом АДФ-500. Трактор – малогабаритный предназначен для сварки тонкой электродной проволокой диаметром 0,8 – 2 мм при силах тока 150 – 500 а. Скорость сварки может изменяться в пределах 15 – 70 м/ч, а скорость подачи проволоки 90 – 960 м/ч. Трактор может перемещаться по изделию. Газовая аппаратура состоит (Рис.6.8.) из баллона с защитным газом, редуктора, ротаметра (расходомер газа) и соединительных шлангов. При сварке в среде СО2 в состав газовой системы включают осушитель и подогреватель газа. Грелка с водяным охлаждением обеспечивает подачу защитного газа в пределах 600 - 1500 л/ч.
На судостроительных заводах сварку плавящимся электродом в защитных газах наиболее широко применяют как полуавтоматическую с применением полуавтоматов ПДПГ-300, ПДПГ-500, А-537Р, «Гранит» и «Нева» и др.
Полуавтоматы ПДПГ-300 и ПДПГ-500 – в состав установки входят источник сварочного тока (типа ПСГ-350 или ПСГ-500), шкаф управления, подающий механизм с гибкими шлангами и сварочными пистолетами и газовая аппаратура (Рис.6.8).
Для сварки титановых сплавов применяют автоматы типа АДС-1000-2М, АДС-1000-2В, АСУ-4МВ и полуавтоматы ПГТ-2, «Ритм», «Темп» и др.
Оборудование для ручной и механизированной сварки неплавящимся электродом в среде инертных газов.При этом способе сварки в качестве неплавящегося электрода используют вольфрамовые прутки, содержащие 1,5 -2% окиси лантана или иттрия, которые улучшают эмиссию электронов с электрода, что повышает устойчивость горения дуги. Наиболее широк этот способ применяется для сварки цветных металлов и сплавов и для нержавеющих сталей. Во многих случаях сварочная дуга питается от источника переменного тока, что объясняется следующим.
При сварке алюминия и его сплавов на его основе, а также магниевых сплавов, для разрушения тугоплавкой окисной плёнки, образующейся на поверхности сварочной ванны, необходима обратная полярность (минус на изделии), так как только при таком включении эмиссия электронов с изделия (катода) будет разрушать поверхностную плёнку окислов; сварку можно выполнять качественно при условии указанной очистки сварочной ванны. В тоже время, при обратной полярности вольфрамовый электрод чрезмерно нагревается. Во избежание его расплавления, сварочный ток приходится уменьшать, а это снижает производительность сварки.
При переходе на переменный ток сварочная ванна достаточно очищается в полупериод, когда изделие является катодом; одновременно переменная полярность позволяет повысить сварочный ток и производительность сварки. Однако в этом случае неизбежно появление составляющей постоянного тока Iо(Рис.6.10.) в связи с тем, что электродами являются различные металлы (один электрод – вольфрам, другой – алюминий).
Более интенсивная эмиссия электронов с вольфрамового электрода обусловливает появление несимметричной синусоиды переменного тока, из которой можно выделить постоянную составляющую. Составляющая постоянного тока имеет прямую полярность, что ухудшает качество сварного соединения (затрудняет разрушение плёнок, уменьшает глубину проплавления, ухудшает стабильность дуги). Исследования показали [ 4,5 ], что включение в последовательную сварочную цепь балластных реостатов или ёмкости уменьшает или полностью устраняет составляющую постоянного тока. Поэтому при сварке (механизированной или ручной) алюминиевых сплавов вольфрамовым электродом питание сварочной цепи осуществляют, как правило, переменным током (Рис.6.8,б).
В состав установки входят: источник тока – сварочный трансформатор 1; дроссель для регулирования силы сварочного тока 2; осциллятор для стабилизации дуги 3; балластный реостат 4 для уменьшения составляющей постоянного тока; газо -электрическая горелка 5 с вольфрамовым электродом, газовая система, включающая баллон с аргоном 6 , редуктор 7, ротаметр 8 и шланги для подвода аргона. В ручном варианте газо-электрическую горелку перемещают вручную. Укрепив на тракторе и включив в состав установки шкаф управления, можно сварку вести автоматически. Установки типа УДАР-300 и УДАР-500, а также УДГ-301 и УДГ-501 применяют в судостроении. Для устранения составляющей постоянного тока в сварочную цепь этих установок включены конденсаторные батареи и имеется электронный стабилизатор напряжения. Диаметр вольфрамового электрода – 2-6 мм. В судостроение в настоящее время очень широко применяется автомат АДСВ-2, который предназначен для автоматической сварки нержавеющих сталей и цветных металлов и сплавов неплавящимся вольфрамовым электродом в среде аргона. Сварочный ток до 400 а, скорость сварки 10-80 м/ч, диаметр присадочной проволоки – 1-2,5 мм, скорость её подачи до 800 м/ч.
Гибридная лазерно-дуговая сварка. Основные принципы.Применение дугового разряда как одного из самых распространённых и дешёвых видов источников тепла для сварки наталкивается на существенные трудности, связанные с недостаточной концентрацией энергии в электродуговой плазме и неустойчивостью горения дуги при высоких скоростях сварки [ 1, 3 ]. Поэтому на данный момент всё большее развитие получают гибридные ( помесь) способы сварки, к которым можно отнести и лазерно-дуговую сварку. Данная технология была получена объединением технологий лазерной сварки и сварки в среде защитных газов. На Рис.6.11 показаны основные методы реализации гибридно-дуговой сварки.
Процесс гибридной сварки может быть реализован по двум схемам – в первой схеме луч лазера и дуга действуют с разных сторон, во второй схеме воздействие дуги и луча осуществляется с одной стороны по отношению направлению сварки и нормали к поверхности металла. На данный момент, в силу сложности изготовления оборудования, соответствующего первой схеме, при сварке используется вторая схема. Процесс лазерно-дуговой сварки может осуществляться как неплавящимся так и плавящимся электродом. При использовании неплавящегося электрода дуга зажигается впереди по ходу сварки. Дуга прогревает металл и расплавляет его верхний слой, а лазерный осуществляет глубокое проплавление. При использовании плавящегося электрода электрическую дугу зажигают позади сфокусированного излучения, которое проплавляет только соприкасающиеся части металла. Основой системы гибридной сварки является специальная сварочная горелка, включающая в себя как лазерную оптику, так и горелку для сварки в среде защитных газов (Рис. 6.12).
Схематичное представление метода гибридной лазерно-дуговой сварки показано на Рис.6.13.
При гибридной сварке помимо лазерного излучения на сварочную ванну воздействует сварочная дуга, которая является дополнительным источником энергии, привносимой в сварочную ванну. Минимальная мощность лазера должна быть более 500Вт [2, 3].
Гибридная лазерно-дуговая сварка реализует технологический процесс, в котором взаимно усиливаются преимущества каждого из методов сварки и уменьшаются недостатки, что приводит к расширению технологических возможностей. Применение такого вида сварки – перспективно для судостроения.
Установки для механизированной сварки вертикальных швов. Применение ЭШС.При современных методах постройки корпусов судов из крупных секций или блоков наиболее ответственными являются швы монтажных соединений (межсекционные стыки), которые часто сваривают вручную за несколько проходов ( при толщинах более 15 мм). Это очень трудоёмкий и затратный процесс. В настоящее время на многих судостроительных заводах применяют автомат типа А-433М, (модернизированный для электрошлаковой сварки), разработанный специально для судостроения. Нашли применение также автоматы А-820М, А-612, А-681 и др.
Автомат А-433М (Рис.6.14.) – одноэлектродный перемещающийся по монорельсу, на котором укреплена зубчатая рейка.
Для сварки крестообразных соединений набора (флоры и стрингеры) высоких днищевых секций в настоящее время применяют четырёхголовочные (работа одновременно четырёх дуг) автоматы типа «Балтия».
Оборудование для ручной и механизированной сварки в защитных газах
Газовая аппаратура, применяемая в автоматах для сварки в защитных газах
К газовой аппаратуре, используемой при сварке в защитных газах, относят баллоны, газовые редукторы, подогреватели и осушители газа, расходомеры, смесители газов, электромагнитные газовые клапаны и газоэлектрические горелки.
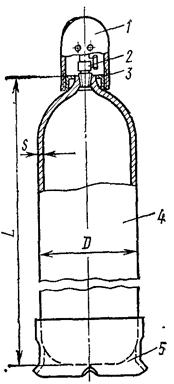
Баллоны (рис. 5) предназначены для хранения и транспортирования защитного газа под высоким давлением. Наибольшее применение имеют баллоны емкостью 40 дм3, размеры и масса которых приведены ниже (масса указана без вентилей, колпаков, колец и башмаков).
Все газы, кроме углекислого, находятся в баллонах в сжатом состоянии, а углекислый газ—в жидком состоянии.
Редуктор (рис. 89) предназначен для понижения давления газа, поступающего в него из баллона или распределительного трубопровода, и автоматического поддержания постоянным заданного рабочего давления.
Давление газа в баллоне показывает манометр высокого давления 2. Защитный газ из баллона поступает в камеру высокого давления 1 проходит через приоткрытый пружиной 8 клапан 11 и поступает в камеру низкого давления 10. При прохождении через клапан газ преодолевает значительное сопротивление, в результате чего давление за клапаном, т. е в камере низкого давления, снижается. Это давление показывает манометр низкого давления 3. Из камеры низкого давления защитный газ через
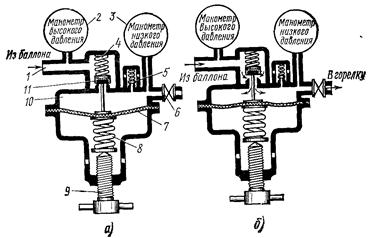
вентиль 6 направляется в сварочную головку (держатель). Автоматическое поддержание рабочего давления в редукторе постоянным происходит следующим образом. С уменьшением расхода газа давление его в камере низкого давления будет возрастать, и он с большей силой будет давить на мембрану 7, которая отойдет вниз и сожмет пружину 8. При этом пружина 4 прикроет клапан 11 и будет держать его в таком положении до тех пор, пока давление в камере 10 (низкого рабочего давления) не станет вновь равным первоначальному. Наоборот, с увеличением расхода газа давление его в камере низкого давления уменьшается, мембрана под действием пружины 8 перемещается вверх и открывает клапан.
Таким образом, автоматически регулируется подача защитного газа из камеры высокого в камеру низкого давления и тем самым поддерживается постоянным рабочее давление. При случайном повышении давления свыше допустимого в камере низкого давления откроется предохранительный клапан 5 и сжатый газ выйдет в атмосферу.
Регулирование рабочего давления защитного газа производится следующим образом. При ввертывании регулировочного винта 9 сжимаются пружины 8 и 4, открывается клапан 11 и давление в камере низкого давления повышается. Чем больше открыт клапан, тем большее количество газа будет приходить через него и тем выше будет рабочее давление газа. При вывертывании винта 9, наоборот, клапан 11 прикрывается и давление газа в камере 10 уменьшается.
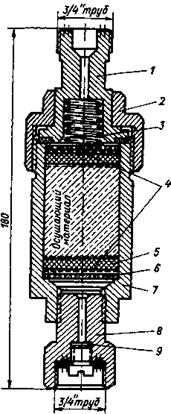
Подогреватель (рис. 8) предназначен для подогрева углекислого газа, поступающего из баллона в редуктор, с целью предотвращения замерзания редуктора. При большом расходе углекислого газа (вследствие поглощения теплоты при испарении жидкого углекислого газа) температура газа понижается, что может привести к замерзанию имеющейся в нем влаги и закупорке каналов редуктора.
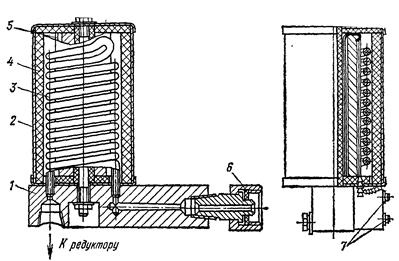
Подогреватель используют при сварке в углекислом газе. Он состоит из корпуса 1, трубки-змеевика 3, по которой проходит углекислый газ, кожуха 2, теплоизоляции 4 и нагревательного элемента 5 из хромоникелевой проволоки, расположенного внутри змеевика. Подогреватель крепят к баллону накидной гайкой 6. Питание его осуществляют постоянным током напряжением 20 В или переменным током напряжением 36 В. Провода от шкафа управления присоединяют к зажимам 7.
Осушитель, применяемый при использовании влажного углекислого газа для поглощения из него влаги, может быть высокого и низкого давления.
Осушитель высокого давления, устанавливаемый до понижающего редуктора, имеет малые размеры и требует частой замены влагопоглотителя, что неудобно в работе.
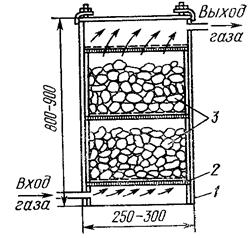
Предредукторный осушитель газа (рис. 9) служит для поглощения влаги, содержащейся в газе, и устанавливается после подогревателя газа. Он состоит из корпуса 7, в который сверху и снизу вставлены сетчатые шайбы 4. С внутренней стороны корпуса перед шайбами установлены фильтры 5 из стекловаты. Внутренняя часть корпуса заполнена осушителем. В качестве поглотителя влаги используется обезвоженный медный купорос CuSO4 · 5НдО или силикагель марки ШСМ. Перед заполнением осушителя купорос или силикагель необходимо прокалить в течение 2 часов при температуре 200° С. С помощью гайки 2 втулка 1 через пружину 3 сжимает массу осушителя до полного уплотнения.
Осушитель рассчитан на осушку 30-35 м3 (т. е 4-6 баллонов) углекислого газа при одной зарядке.
Осушитель низкого давления (рис. 10), имеющий значительные размеры, устанавливают после понижающего редуктора; он не требует частой замены влагопоглотителя. Осушители низкого давления целесообразно применять главным образом при централизованной газовой разводке.
В качестве поглотителя используют силикагель или алюмогликоль, реже - медный купорос и хлористый кальций. Силикагель и медный купорос, насыщенные влагой, поддаются восстановлению путем прокаливания при 250—300 °С.
Расходомеры предназначены для измерения расхода защитного газа. Они могут быть поплавкового и дроссельного типов. Расходомер поплавкового типа—ротаметр (рис. 11,а) — состоит из стеклянной трубки1 с коническим отверстием. Трубка располагается вертикально, широким концом отверстия вверх. Внутри трубки находится легкий поплавок 2, который может свободно в ней перемещаться. При прохождении снизу вверх газ будет поднимать поплавок до тех пор, пока зазор между ним и стенкой трубки не достигнет величины, при которой напор струи газа уравновешивает массу поплавка. Чем больше расход газа и его плотность, тем выше поднимается поплавок. Ротаметр снабжен шкалой 5, тарированной по расходу воздуха. Для пересчета на расход защитных газов пользуются графиками. Общий вид ротаметра РС-3 показан на рис. 11,б.
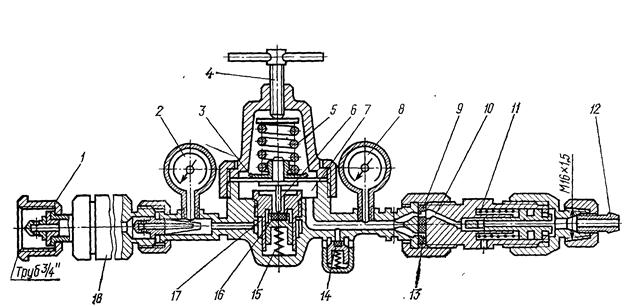
Расходомер дроссельного типа (рис. 11,б) построен на принципе измерения перепада давления на участках до и после дросселирующей диафрагмы 3 (P1 и P2), который зависит от расхода газа и замеряется манометрами 4. О примерном расходе защитного газа можно судить также по показанию манометра низкого давления газового редуктора. Для этого на выходе редуктора устанавливают дроссельную шайбу (дюзу) с небольшим калиброванным отверстием. Скорость истечения газа через его отверстие, а, следовательно, и расход газа будут пропорциональны давлению газа в рабочей камере. Этот принцип использован в редукторе У-30, где манометр 8 (см. рис. 7) показывает непосредственно расход газа, а не давление в рабочей камере. С этой целью редуктор снабжен двумя дюзами 9 и 13 с калиброванными отверстиями разных диаметров. Поворотом корпуса клапана 11 предельного давления против соответствующей дюзы устанавливают канал 10, каждому положению которого соответствует деление шкалы на манометре 8.
Смесители предназначены для получения смесей газов CO2+O2 и CO2+Ar+ O2. Постовой смеситель УКП-1-71 для получения смеси газов CO2+ O2, отбираемых из баллонов, и автоматического поддержания постоянным заданного состава и расхода газовой смеси состоит из регулятора давления с редуктором ДКП-1-65 и узла смешения газов. Изменяют, состав смеси, заменой дюз. Рамповый смеситель УКР-1-72 позволяет получить смесь CO2+ O2 при отборе кислорода от рампы баллонов, а углекислого газа — от изотермической емкости, предназначенной для сжиженного переохлажденного диоксида углерода. Смеситель обеспечивает питание газом 10—50 сварочных постов.
Газовый клапан, используемый для экономии защитного газа, следует устанавливать по возможности ближе к сварочной горелке; иногда его встраивают в ее ручку. Наибольшее распространение получили электромагнитные газовые клапаны. Газовый клапан следует включать так, чтобы была обеспечена предварительная (до зажигания дуги) подача защитного газа, и выключать — после обрыва дуги и полного затвердевания кратера шва.
Перепускную рампу применяют для подачи в сварочный цех защитного газа при значительном его расходе. Она состоит из двух групп поочередно подключаемых баллонов, коллектора с газовой аппаратурой и трубопровода, по которому защитный газ подается к сварочным постам. Трубопроводы для подачи углекислого газа и его смесей окрашивают в черный цвет.
Автоматическая сварка в среде защитных газов
Упрощение технологии сваривания, которое не ведет к ухудшению качества, помогает сделать данный вид соединения металла еще более востребованным. Автоматическая сварка в среде защитных газов на данный момент является одним из основных вариантов серийного производства сварных изделий. Это вполне оправдано теми факторами, что автоматика позволяет достичь высокой производительности, скорости создания деталей и достойного качества. В то же время сама технология применения защитных газов становится гарантией качества, так как именно данный метод считается одним из самых надежных. Хотя себестоимость применения газовой защиты выше, чем у ручной дуговой сварки, она дает более надежное соединение. Особенно это проявляется во время работы с тонкими листами, цветными металлами и сложно свариваемыми сплавами.

Автоматическая сварка в среде защитных газов
Правильная настройка параметров автомата дает возможно исключить появление дефектов из-за человеческой неаккуратности. После подбора параметров, техника будет проводить сварку одинаково во всех случаях, что и требуется для серийного производства.
Область примененияАвтоматическая сварка в СО2 больших толщин, а также прочие ее разновидности используются преимущественно в промышленности. Для частного применения такие параметры оказываются невостребованными. Для серийного производства это незаменимая вещь, но для изготовления 1-2 деталей лучше воспользоваться обыкновенным ручным методом. Ремонт также невозможно привести с помощью этой технологии.
Цеха по производству металлоконструкций, предприятия занимающиеся выпуском металлических изделий и прочие сферы, основанные на серийном производстве, обязательно используют такую технику. Даже сложность работы с газом не останавливает ее развитие. Ведь здесь все сводится к подготовительным работам, которые должны выполняться на высоком уровне, благодаря чему и обеспечивается одинаковое качество для каждого изделия в партии.
ПреимуществаДанная технология не зря получила широкое распространение в промышленности, так как она обладает рядом преимуществ:
- Высокая производительность процесса сварки, если речь идет о серийном производстве;
- Все делается одинаково по заданным настройкам, так что нет негативного человеческого фактора;
- Швы обладают высоким качеством, так как газ дает отличную защиту;
- Можно соединять сложно свариваемые, и даже разнородные металлы;
- Для обслуживания автомата не требуется большого количества людей.
В качестве недостатков стоит отметить следующие факторы:
- При ошибке в параметрах, брак распространится на всю серию изделий;
- Техника имеет ограниченный предел настроек, так что не все параметры можно подобрать;
- Стоимость оборудования делает данную технику недоступной для многих людей;
- Нет возможности создать шов в любом положении и с любыми параметрами, так как для этого система может не обладать достаточными параметрами, тогда как вручную это сделать намного проще.
Автоматическая сварка в защитных газах проводится с использованием сварочной проволоки или электродов без покрытия использует два основных принципа действия. От электросварки здесь взято разогревание металла до состояния плавления при помощи электрической дуги. Для этого могут использоваться как плавкие, так и неплавкие электроды. Отсутствие покрытия компенсируется газовой оболочкой. Сам принцип сваривания практически не отличается от того, что используется в ручной сварке защитными газами.

Автоматическая сварка в защитных газах
Главным отличием является то, что установка обладает системой управления, которая помогает проводить все процедуры без участия человека. В ней имеется ряд параметров, которые нужно выставлять для создания соответствующего режима, а затем включается все на поток. Настройка является одним из самых сложных процессов, в данном деле.
Используемые защитные газы«Важно!
Тут нужно четко придерживаться технологии, так как малейший недочет может привести к браку всей партии.»
В данной сфере может использоваться несколько разновидностей защитных газов, у каждого из которых есть свои свойства и особенности. Среди основных газов следует выделить такие:
- – создает высокий уровень защиты, но вреден для здоровья человека, а также обладает высокой стоимостью;
- Гелий – редко используется, но хорошо подходит для изделий с большой толщиной проварки; – относительно дешевый и безопасный вариант, но годен преимущественно для углеродистых сталей средней толщины; – данный вид газа не часто встречается в сварке, но для особых случаев его все же применяют.
В качестве основных сварочных материалов и используемого оборудования применяются следующие вещи:
- или электрод без покрытия;
- Неплавкий электрод;
- Горелка;
- Защитный газ;
- Автоматическая система для подачи заготовок и управления сварочными инструментами;
- Сварочная маска.

Оборудование для автоматической сварки в среде защитных газов
Техника безопасности
Чтобы процесс проходил максимально безопасно, необходимо проверить целостность шлангов, соединяющих горелку и источники газа. Также нужно проверить, чтобы ничего не травило, так как в ином случае будет опасность взрыва. Все настройки, ремонтные работы и прочие манипуляции проводятся только тогда, когда аппаратура отключена от сети. Во время процесса сварки запрещается вмешиваться в него.
Заключение
Автоматическая сварка выводится в особый разряд, так как эта технология стоит обособленно. Здесь не применяется человеческий труд непосредственно, так как основные манипуляции отводятся машине. Человеку нужно только следить за всем происходящим и задавать настройки. В то же время это повышает ответственность, так как по невнимательности можно создать такую ситуацию, когда вся партия изделий окажется непригодной для использования из-за имеющихся дефектов. В остальном это очень эффективный процесс.
Читайте также: