Баланс полупериодов в тиг сварке
Обновлено: 20.09.2024
В последнее время сварка алюминия занимает все более прочные позиции практически во всех сферах деятельности начиная с мелких частных мастерских и мастеровых одиночек и заканчивая крупными производствами. Не претендуя на новизну мыслей, вкратце рассмотрим основные вопросы по сварке алюминия. Как всегда немного теории…
При сварке применяют алюминий и его сплавы, как например: АМц – алюминиево-марганцевый сплав, АМг – алюминиево-магниевый сплав, а также алюминиево-медно-магниевые, алюминиево-магниево-цинковые, алюминиево-медно-марганцевые и множество других.
Т.к. температура плавления алюминия около 660°С, а окисной пленки около 2030°С, сварка алюминия становится невозможной, пока не удалишь окисную пленку (оксид алюминия Al2O3). Да и во время сварки необходимо защищать от действия кислорода и водорода свариваемый шов. Для этого методом шабрения или травления, например едким натром (NaOH), удаляют окисную пленку, а уже во время сварки защищают шов флюсом - АФ-4А (50% KCl, 28% NaCl, 14% LiCl, 8% NaF), который обеспечивает ее растворение или разрушение с переводом в летучее соединение, либо удаляют пленку возникающую при сварке катодным распылением, о чем немного дальше.
Получившая в последнее время распространение сварка TIG позволяет производить сварку переменным током, где положительная полуволна имеет единственной целью удаление разрушительной оксидной пленки. Возникающие вопросы о сварке постоянным током обратной полярности неправомочны из-за нерационального распределения тепла на электроде, который нагревается в два раза больше, нежели само свариваемое изделие (к ручной дуговой сварке покрытыми электродами это не относится). Из этого следует, что сварка алюминия возможна электродом положительной полярности, в процессе которой происходит термоэлектронная эмиссия с поверхности материала в направлении электрода, а более тяжелые положительно заряженные ионы, освобождающиеся на электроде, бомбардируют поверхность материала, разрушая при этом оксидную пленку. Тем не менее предпочтение отдается сварке на переменном токе, как более качественной и практичной. Необходимо уяснить, ЧТО РЕГУЛИРОВКА БАЛАНСА ПОЛОЖИТЕЛЬНЫХ И ОТРИЦАТЕЛЬНЫХ ПОЛУПЕРИОДОВ В СОВРЕМЕННЫХ АППАРАТАХ TIG сужает положительный полупериод до необходимого значения, который обеспечивает разрушение окисной пленки, и увеличивает отрицательный, который необходим для получения качественного шва. Правильная настройка параметров полупериодов практически снимает все вопросы при сварке столь капризного металла как алюминий.
Конечно остаются вопросы высокой текучести алюминия, которые решаются формирующимися подкладками из высокотемпературных материалов; деформации алюминия при сварке, снижающейся предварительным подогревом; появляющимися порами, которые возникают вследствие наличия посторонних примесей… Обьем статьи не позволяет расширять ее до монографии, потому вкратце продолжим о возникающих проблемах.
Т.к. сварка алюминия в среде инертных газов аппаратами TIG осуществляется неплавящимся (вольфрамовым) или плавящимся электродами, то вольфрамовые электроды должны быть иттрированными или лантанированными. Применение вольфрамового электрода диаметром от 2 до 6 мм целесообразно для сварки металла толщиной до 12 мм. Присадочную проволоку диаметром от 2 до 5 мм выбирают в зависимости от марки алюминиевого сплава. Например, для технического алюминия может применяться проволока марки АО, АК или АД, для сплавов типа АМг – проволоки аналогичных марок, но с повышенным количеством магния (на 1–1,5%) для компенсации его угара.
В качестве инертных газов применяют аргон высшего сорта, гелий (дорого) или смесь аргона с гелием. Как показала практика, добавление к аргону углекислого газа ни к чему хорошему не приводит. Появление черных шариков при сварке говорит прежде всего о некачественном газе или его неправильной подаче.
При сварке в аргоне напряжение дуги составляет 15–20 В, при сварке в гелии 25–30 В, это условие не выполняется во многих комбинированных аппаратах, потому всегда интересуйтесь этим параметром при приобретении аппарата. И, конечно, такая деталь как встроенный oсциллятoр для бесконтактного зажигания дуги намного облегчит работу при сварке алюминия.
В наибольшей степени заявленным требованиям к аппаратам данного типа, а также по соотношению цена/качество отвечает линейка инверторов TIG фирмы Кедр, которые желательно приобретать у официальных представителей, чтобы не иметь проблем с сервисным обслуживанием.
TIG сварка алюминия для чайников. Часть 1
Немного теории – для того, чтобы сварить алюминий необходим источник, который выдаёт переменный ток, потому что алюминий на постоянном токе сварить невозможно. Это касается конкретно аргонодуговой сварки. На аппарате должна быть обязательно функция бесконтактного поджига, функция заварки кратера и функция регулировки баланса переменного тока. Данный аппарат имеет все эти функции, больше в нём ничего нету, но этого вполне достаточно, чтобы качественно сделать работу.
Газу аргону нужно уделять особое внимание. Если он будет немножко грязный, то сварка не получится. Алюминий в процессе сварки будет чернеть и швы будут очень некрасивые. Потому что бывает, что попадаются баллоны, в которых намешано немножко воздуха из атмосферы.
Присадочный пруток
Я встречал два основных вида присадочного материала – это присадочные прутки для сварки чистого алюминия, например, как у меня здесь, электротехнические шины, там применяется чистый алюминий.

И присадочные прутки для сварки литейного алюминия, в котором большое количество примесей других металлов. В таких прутках добавлен компонент кремний, который гораздо облегчает работу с алюминием и швы будут максимально прочные в таких случаях.

Для сварки чистого алюминия применяются прутки под номером 5356. Для сварки литейных сплавов алюминия применяется пруток 4043.

Вольфрамовый электрод
Вольфрамовые электроды необходимо применять либо универсальные либо для сварки переменным током, такие электроды окрашены в зелёный цвет. Для сварки алюминия я применяю универсальный электрод диаметром 2,4. Можно варить как тонкий алюминий, так и толстый, до 5-6 мм.

Электрод перед сваркой необходимо заточить, но не обязательно, чтобы он был очень острый, возможно оставить небольшое притупление на нём, потому что в процессе сварки он всё равно округлится полусферой. В процессе сварки вольфрамовый электрод должен иметь чёткую сферу, напоминающую небольшую капельку, но эта капелька должна быть не больше в диаметре чем сам электрод. Цвет должен быть блестящий, сама сфера должна быть ровная. Если он, например, матовый, значит плохая защита или плохой газ. Тут всё сводится к газу – либо мало газа, либо газ плохой.
Если электрод слишком сильно оплавляется, значит он выдерживает слишком большие температуры, а значит он не рассчитан на такие токи. То есть необходимо применить электрод больший в диаметре.
И еще в аппарате существует такая функция как баланс переменного тока. С этой функцией мы подробно разберемся. Она тоже отвечает за то, как ведет себя вольфрам в работе.
Газовая защита

Для сварки алюминия есть смысл применять газовую линзу. Газовая линза - это цангодержатель, который имеет в себе конструкцию в виде вставленной сеточки внутри, через которую проходит газ. Этот газ создает более спокойный ламинарный поток и тем самым создает более лучшую защиту для вольфрамового электрода и сварочной ванны. Также под эту газовую линзу существуют специальные сопла, диаметр сопел тоже может быть разный. Конкретно для алюминия, чем больше диаметр сопла, тем лучше будет защита. У меня диаметр сопла совсем небольшой, всего миллиметров 8, но для моей задачи будет достаточно.
Вылет вольфрамового электрода при сварке необходимо делать примерно 4-5 мм. Если будет больше, то вольфрам будет сильно греться на переменном токе и будет разрушаться.
Сварка алюминия, часть 1
Процитирую камрада ARGONIUS 'а:"По удобству и функциональности-аналогичен лому,или кувалде."Лучше,чем он и не скажешь.Да,он-на 380 В.Но,зато,меньше грузит сеть. Качество-кому как повезёт.Пульсовый режим-весьма корявый.Частота переменного тока не регулируется.На малых токах ведёт себя невнятно.Требователен к стабильности напряжения в электросети.Зато на больших токах-отыгрывается.Если собираетесь работать с толстым металлом и помногу-самое оно.Дёшево и сердито.В идеале-иметь два аппарата.один-для тонких работ,с пульсом,регулировкой частоты и прочими наворотами,хорошо работающий в малоамперном диапазоне,второй-ломовой и простой,с хорошим запасом мощности.
Благодарю за исчерпывающий ответ. в таком случае, какой наиболее оптимальный аппарат можете порекомендовать, для проведения ответственных работ по алюминию? желательно однофазный и не капризный.
Если работать долго то такой же как постом выше только на 200 ампер,тиг 200 асдс.Если работать не долго,но качество швов нужно очень высокое и много тонкого то это гроверс 200 асдс,с полным набором регулировок сварочного тока.
У Гроверса ПВ определяется из цикла 10 мин. и температуры окружающей среды в 40 С. Потому немного не корректно сравнивать разные данные - цикл 5 мин. и 25 С.
Если работать долго то такой же как постом выше только на 200 ампер,тиг 200 асдс.Если работать не долго,но качество швов нужно очень высокое и много тонкого то это гроверс 200 асдс,с полным набором регулировок сварочного тока.
спасибо большое за совет. а как сварог с тонким Al справляется? или все зависит от набитой руки?
Плоховато он с тонким (1мм и тоньше) алюминием справляется. На минимальном токе и сместив баланс полярности в " +" можно варить, но не особо комфортно.
какой наиболее оптимальный аппарат можете порекомендовать, для проведения ответственных работ по алюминию? желательно однофазный и не капризный.
Огласите,пожалуйста,толщины,которые будете варить.В любом случае,из однофазных аппаратов я бы рекомендовал Гроверс WSME-200 AC/DC,как оптимальный по соотношению цена\качество\возможности.Сварогообразные "сундуки дядюшки Ляо" в варианте на 200 А-не лучший выбор.Качество хромает.На малых токах буксуют,на больших-горят. Поэтому я выше и рекомендовал иметь два аппарата.Помнится, ARGONIUS весьма лестно отзывался об Бриме на 250 А в однофазном варианте.Странно,что в данной дискуссии он не упомянул сей аппарат.
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
AMBIVERT42 , совершенно верно. Брима на 250 А это хорошее дополнение к гроверсу. Её можно загрузить работой на толстом алюминии или просто долгой на максимальных токах. А если понадобятся пульсы, работа на малых токах и толщине- тут поработает гроверс. Причём и им можно варить на максималке, но лучше недолго. Вместе по производительности эти два аппарата уделают почти любого европейца, а стоить вдвоём будут раза в два меньше чем хороший однофазный европеец. Насчёт ломкости гроверсы довольно надёжны, да и аналогом бримы-250 я отработал всё лето на максималке и в жёстком режиме- полёт нормальный.
AMBIVERT42 , совершенно верно. Брима на 250 А это хорошее дополнение к гроверсу. Её можно загрузить работой на толстом алюминии или просто долгой на максимальных токах. А если понадобятся пульсы, работа на малых токах и толщине- тут поработает гроверс. Причём и им можно варить на максималке, но лучше недолго. Вместе по производительности эти два аппарата уделают почти любого европейца, а стоить вдвоём будут раза в два меньше чем хороший однофазный европеец. Насчёт ломкости гроверсы довольно надёжны, да и аналогом бримы-250 я отработал всё лето на максималке и в жёстком режиме- полёт нормальный.
Благодарю за дельные советы. Причина по которой я уперся в этот "сварогообразный" проста до неприличия - нет у нас в Казахстане других)))))))
Плоховато он с тонким (1мм и тоньше) алюминием справляется. На минимальном токе и сместив баланс полярности в " +" можно варить, но не особо комфортно.
Фольгу я варить не собираюсь, да и особая декоративность мне ни к чему. И вообще, по моему мнению, в сварке алюминия огрехи, касающиеся внешнего вида шва, простительны. Да и болгарку с шлифовальным кругом еще никто не отменял)).
Некоторые цветные металлы, например алюминий и магний, быстро образуют на поверхности оксидную пленку. Прежде чем сваривать алюминий, необходимо удалить оксидную пленку, температура плавления которой значительно выше, чем основного металла. Удаление оксидной пленки может производиться механически, например щетками или химически - травлением, но, как только пленка удалена, металл тут же снова начинает окисляться, затрудняя сварку.
Оксидную пленку с поверхности металла во время сварки на обратной полярности может удалять сама дуга. Положительно заряженные ионы, которые двигались от основного металла изделия к электроду при сварке на прямой полярности, теперь двигаются от электрода к изделию. Ударяясь с достаточной силой о поверхность изделия, они дробят и расщепляют хрупкую оксидную пленку, производя тем самым очистку поверхности.
Очищающее действие дуги при сварке на обратной полярности, на первый взгляд, наилучшим образом подходит для сварки алюминия, магния и их сплавов. Тем не менее, этот способ сварки имеет существенный недостаток. Например, при сварочном токе в 100 А необходимо использовать электрод (по условиям нагрева) диаметром 6 мм. Этот большой электрод имеет, соответственно, большую сварочную ванну. Тепло дуги рассеяно на большой площади изделия, глубина проплавления недостаточная. При использовании электрода диаметром 2,5 мм получаем более сконцентрированную дугу и удовлетворительное проплавление, но происходит перегрев электрода. Из-за недостаточного проплавления и необходимости использовать вольфрамовые электроды большого диаметра GTAW сварка на обратной полярности используется редко.
Хорошее проплавление, достигаемое при сварке на прямой полярности, и очищающее действие дуги при сварке на обратной полярности - наилучшая комбинация для сварки алюминия. Для получения преимущества обоих способов сварки используется сварка на переменном токе.
При сварке на переменном токе полуволна, дающая обратную полярность, и полуволна, дающая прямую полярность, равны как по величине, так и по длительности. Теоретически, каждая полуволна при сварке должна давать один и тот же сварочный ток. На практике, если подключить осциллограф, видно, что на положительной полуволне (обратная полярность) есть большие пики, спады и даже провалы.
Существует две теории, объясняющие это явление. Первая теория - оксидная пленка, покрывающая металл, выступает в качестве выпрямителя, затрудняя движение электронов в противоположном направлении. Вторая теория - расплавленный алюминий обладает меньшей эмиссией электронов, чем разогретый вольфрам. За счет этого поток электронов (и, соответственно, сварочный ток), исходящий из вольфрамового электрода при сварке на обратной полярности, больше, чем основного металла при сварке на прямой полярности. Это явление называют .
* - источники сварочного тока со спрямленной (прямоугольной) синусоидой не имеют этих недостатков
В настоящее время большинство установок для TIG сварки имеют регулировку продолжительности положительной (очищающей) полуволны и продолжительности отрицательной (проплавляющей) полуволны. Различные модели установок имеют различный уровень регулирования. В установках переменного тока с прямоугольной формой импульсов (полупериодов) продолжительность отрицательного полупериода может находиться в пределах 45-68% (при синусоидальном токе - 50%). В улучшенных установках диапазон регулирования достигает 10-90%, т. е. +40%. Сегодня во всем мире производится незначительное количество установок для TIG сварки на переменном токе, имеющих синусоидальную форму тока.
Максимальное проплавление при сварке на переменном токе достигается при максимальной продолжительности отрицательной полуволны (минус на электроде) и минимальной продолжительности положительной. При этом:
можно использовать больший сварочный ток с меньшим электродом;
увеличивается глубина проплавления при данной силе тока и скорости сварки;
применяется меньшее сопло сварочной горелки и уменьшается расход защитного газа;
околошовная зона получает меньше тепла, соответственно, меньше деформация.
Сбалансированная сварка на переменном токе с прямоугольной формой импульсов достигается при равенстве отрицательного и положительного полупериодов, т. е. при частоте 50 Гц, 1/100 с происходит сварка на прямой полярности и 1/100 с - на обратной полярности, при этом увеличивается очищающее действие дуги.
Следует заметить, что регулятор баланса для сбалансированного режима сварки находится в положении 3, а не 5. Некоторые установки для TIG сварки имеют цифровой индикатор, показывающий продолжительность полупериода непосредственно в процентах.
Максимальное очищающее действие дуги наступает, когда положительная полуволна больше отрицательной, т. е. продолжительность сварки на обратной полярности больше, чем на прямой. Однако следует учитывать, что есть определенный предел увеличения продолжительности положительной полуволны, выше которого улучшение очистки уже не происходит. Снижается скорость сварки, уменьшается глубина проплавления и требуется увеличение диаметра вольфрамового электрода, иначе происходит его перегрев и разрушение.
Выше было рассмотрено изменение баланса (соотношения положительной и отрицательной полуволн), при котором сварка производится с применением промышленной частотой 50 Гц (50 положительных и 50 отрицательных полупериодов). Современные инверторные установки для TIG сварки позволяют изменять частоту сварочного тока.
С повышением частоты увеличивается давление дуги на сварочную ванну, повышается стабильность горения дуги, и она значительно сужается. При сварке повышенной частотой угловых или стыковых швов с разделкой устраняется отклонение дуги, дуга горит по оси электрода. Это повышает концентрацию энергии и увеличивает глубину проплавления.
Инверторные источники сварочного тока позволяют производить сварку в диапазоне частот от 20 до 400 Гц. Сварка на пониженной частоте применяется, когда для выполнения сварного соединения нужна мягкая, с меньшей энергией дуга, например в авиастроении, а также при сварке торцевых швов и когда требуется малая глубина проплавления.
Выпускаемые в настоящее время установки для TIG сварки с улучшенной характеристикой позволяют дополнительно к вышесказанному осуществлять независимую (раздельную) регулировку сварочного тока, как в отрицательной, так и в положительной полуволне, т. е. изменять ток сварки на обратной полярности, независимо от тока прямой полярности, и наоборот.
Обобщая вышесказанное, установки для выполнения TIG сварки на переменном токе имеют четыре основные независимые регулировки:
1) баланс (процент времени отрицательной полярности электрода);
2) частота, Гц (число циклов в секунду);
3) величина сварочного тока при отрицательной полярности на электроде;
4) величина сварочного тока при положительной полярности на электроде.
В отличие от сварки синусоидальным током, сварка на переменном токе с прямоугольной формой импульса с возможностью независимого управления всеми четырьмя функциями дает уникальные возможности: более эффективное тепловложение, которое, в свою очередь, дает увеличение скорости сварки. Изменяя соотношение четырех параметров, можно получить более узкий, по сравнению с синусоидальным током, сварной шов, в то же время имеющий большую глубину проплавления.
Установки, имеющие раздельную регулировку сварочного тока, позволяют сваривать металл большей толщины при тех же значениях сварочного тока. Одним из положительных моментов использования установок для TIG сварки с улучшенной характеристикой является очень быстрый переход тока через нулевое значение, при этом не происходит гашение дуги. Наложение на сварочный ток высокочастотного тока необходимо только при бесконтактном зажигании дуги.
Установки для TIG сварки с улучшенной характеристикой позволяют сварщику формировать дугу и регулировать валик сварного шва. Для достижения в каждом конкретном случае желаемой глубины проплавления и нужной характеристики шва сварщик может регулировать, отдельно или в комбинации, длительность положительной и отрицательной полуволн, частоту, величину сварочного тока как в отрицательной, так и в положительной полуволне.
Как настроить аппарат для сварки алюминия - полная инструкция
Процесс сварки алюминия начинается не только с выбора сварочного аппарата, но и с выбора правильных и подходящих комплектующих и расходных материалов. Давайте разберемся, какие расходные материалы понадобятся, чтобы сварить алюминиевый сплав. Первым делом нужно понимать тип сварки алюминия. Для TIG и MIG сварки набор комплектующих будет отличаться.
Для любого типа сварки понадобится защитный газ, который в работе подключается непосредственно к аппарату. Для сварки алюминия используется только инертные газы аргон, гелий или их смеси.
Выбирая тип газа, учитывайте, что гелий предпочтительнее использовать при сварке толстостенных деталей. Благодаря более высокой теплопроводности гелия в сварочной ванне удается поддерживать более высокую температуру, что лучше сказывается на качестве сварочного шва при больших толщинах.
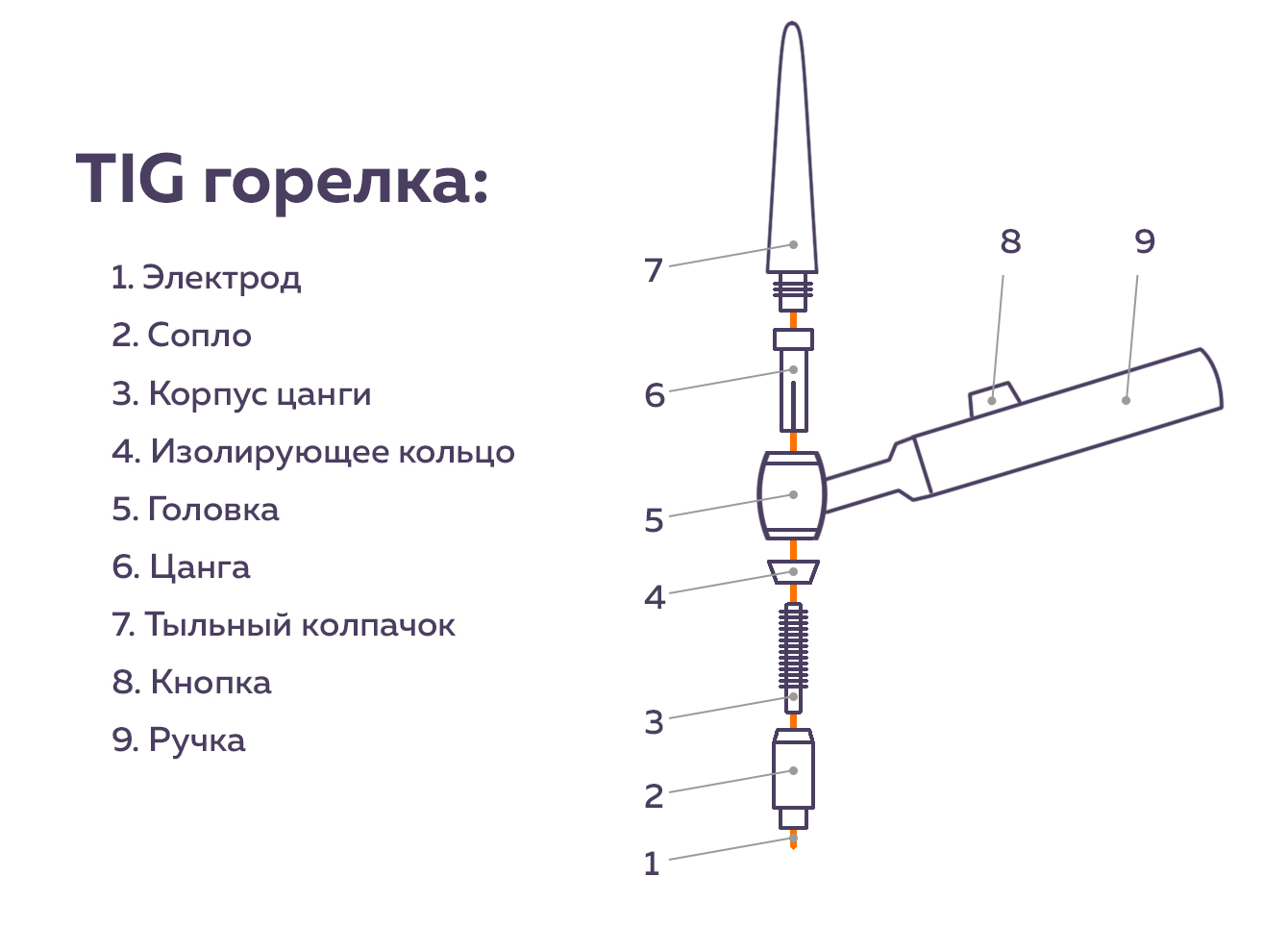
Для TIG сварки понадобятся:
- Вольфрамовый электрод – это стержень, который состоит из вольфрама и незначительного включения редкоземельных металлов. Чем больше вольфрама и меньше примесей, тем он будет дороже, но намного лучше в работе. Электроды со временем выгорают и требуют замены. Перед началом работы его следует заточить на нужный угол. Диаметр вольфрамового электрода подбирается под оптимальную силу сварочного тока и зависит от рода тока (постоянный или переменный). Для переменного тока нужны электроды большего диаметра, чем для постоянного при той же силе тока. Если диаметр электрода будет больше оптимальной силы тока, то сварочная дуга будет нестабильна, качество сварки ухудшится. Если меньше, то электрод будет быстро плавиться, что, соответственно, приведет к быстрому выходу из строя цанги, зажима цанги и керамического сопла.
- Цанга. Назначение цанги – это надежно зафиксировать электрод и передать на него сварочный ток. Подбирается точно под диаметр вольфрамового электрода.
- Зажим (корпус, держатель) цанги. Функция зажима – это фиксация цанги с электродом в головке TIG горелки, передача сварочного тока на электрод от кабеля и подача защитного газа в область сварки через специальные отверстия в корпусе зажима. На передней части зажима цанги выполнена резьба для крепления керамического сопла. Внутренний диаметр зажима цанги должен соответствовать наружному диаметру цанги.
- Тыльный колпачок (каппа, хвостовик, пенал). Предназначен для защиты и надежной фиксации вольфрамового электрода в цанговом зажиме горелки. Колпачки бывают разной длины: длинные, средней длины и короткие.
- Керамическое сопло. Основная задача сопла –равномерно распределять защитный газ для надежного удаления и замещения атмосферного воздуха из зоны сварки. По форме сопла бывают: конические, цилиндрические и профилированные (специальной формы). Керамические сопла бывают разной длины и внутреннего диаметра. Внутренний диаметр керамического сопла определяет размер газовой струи и зависит от диаметра используемого вольфрамового электрода. При выполнении сварочных работ на открытых площадках следует выбирать сопла с большим диаметром. Они обеспечивают лучшую защиту зоны сварки.
- Сварочная присадка. Представляет собой прутки диаметром от 1,6 до 4 мм длиной около 1 м. Хранение присадки после вскрытия герметичной упаковки должно быть минимальным. Быстрое окисление ее поверхности приведет к ухудшению качества сварного шва. Ее химический состав должен сочетаться с составом свариваемой детали. Диаметр присадки подбирается исходя из толщины свариваемого металла и желаемого размера шва.
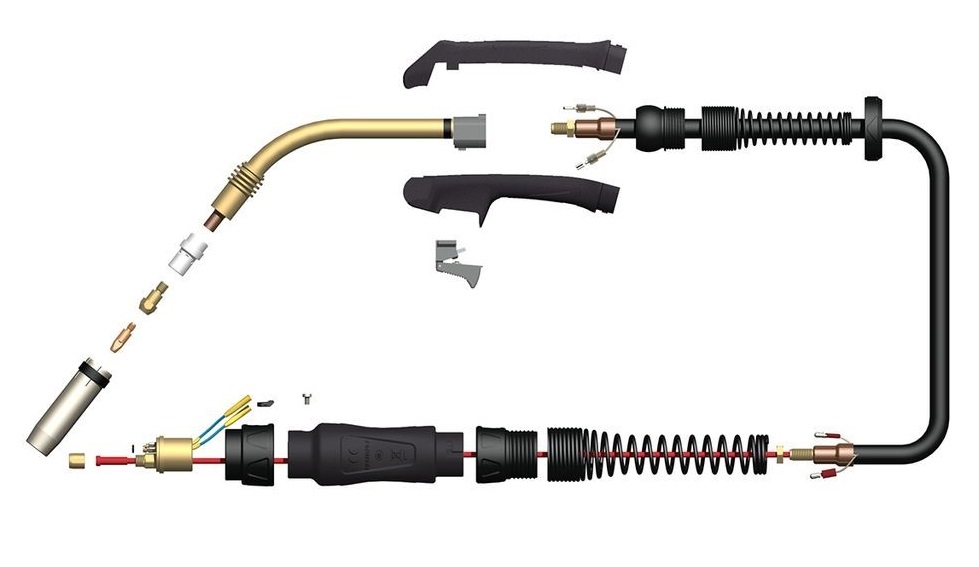
Для MIG сварки понадобится:
- Сварочная проволока представляет собой алюминиевую холоднотянутую проволоку, смотанную в катушки разного размера весом от 0,5 кг до 7 кг. Размер катушки подбирается исходя из возможностей сварочного аппарата. Обычно используют проволоку диаметром от 1,0 мм до 1,6 мм. Проволока маленького диаметра быстро расходуется и подвержена большему риску замятия или деформации при протяжке.
- Сварочный наконечник предназначен для передачи сварочного тока непосредственно на проволоку. Внутренний диаметр сварочного наконечника должен строго соответствовать диаметру используемой проволоки, обычно он на 5-15% больше предполагаемого диаметра проволоки. При меньшем диаметре сварочная проволока будет застревать и деформироваться в наконечнике. При большем диаметре будет плохой контакт наконечника с проволокой, скачки силы тока, треск, нестабильная сварочная дуга. Со временем внутренний диаметр отверстия увеличивается за счет износа трением, и наконечник нужно заменить на новый.
Подготовка к работе
На этом этапе следует проверить наличие и соответствие всех элементов сварки, подготовить аппарат, рабочее место и деталь. Необходимо проверить правильность подключения аппарата к электросети. Выясните, сможет ли сеть выдержать нагрузку на протяжении всего процесса сварки. Это особенно касается бытовых маломощных сетей.
Для TIG и MIG/MAG сварки:
Убедитесь, что баллон с защитным газом стоит устойчиво на ровной поверхности и хорошо закреплен.
Выберите удобное место для работы и ровную площадку для установки аппарата. Желательно, чтобы аппарат находился недалеко от места сварки и места подключения к сети. Иначе придется использовать длинные сварочные рукава и кабели.
Для TIG сварки:
Следует установить подходящий вольфрамовый электрод, обязательно заточить его на нужный угол и собрать горелку. Провод массы подключаем к «+» клемме на аппарате, провод горелки подключаем к «–» клемме аппарата.
Для MIG/MAG сварки:
Для полуавтоматов обязательно нужно использовать импульсный режим.
Проверить наличие тефлоновой трубки для подачи проволоки в сварочном рукаве. Трубки из других материалов не обеспечивают равномерную подачу алюминиевой проволоки без ее деформации из-за большой силы трения проволоки внутри канала. При длине сварочного рукава более 3-х метров необходимо использование горелки с дополнительным механизмом подачи проволоки в самой горелке типа Push-Pull.
Для MIG сварки алюминия нужно обязательно проверить работу подающего устройства. Для мягкой алюминиевой проволоки допустимо использовать только 4-х роликовый подающий механизм с гладкой (без насечек) U-образной канавкой, которые предотвращают образование задиров и другие деформации проволоки перед подачей в зону сварки.
Желательно, чтобы место сварки было защищено от ветра и сквозняков.
Зону сварки на поверхности алюминия перед работой обязательно необходимо зачистить с помощью наждачного диска, жесткой металлической щетки или абразивной шкурки. Делать это следует непосредственно перед сварочными работами. Кроме грязи или жировых отложений, на поверхности алюминия быстро образуется тонкий слой оксидов, который значительно затрудняет сварку. Также важно хорошо просушить заготовку, предварительно хорошо прогрев ее, чтобы вся лишняя влага испарилась.
Настройка аппарата
Лучше всего, если это будет специальный режим для сварки алюминия. Например, импульсный или двойной импульсный режим для MIG сварки или смешанный MIX-TIG режим для TIG сварки. Другие сварочные режимы не обеспечивают достаточное качество сварки алюминия и его сплавов или очень сложны в настройке.
Установите все параметры сварочного цикла. Силу тока горячего старта и его длительность. Сила основного тока подбирается исходя из толщины свариваемого металла, примерно 20-40 А на 1 мм толщины заготовки.
Аппарат MIG сварки для сварки алюминия обязательно должен иметь настраиваемый импульсный режим, MIG Pulse или MIG Double Pulse. Необходимо установить частоту и длительность импульса, силу пикового тока и соотношение пикового тока к основному.
Для сварки алюминия на аппарате TIG сварки обязательно должен быть включен режим переменного AC тока, это минимум который необходим для сварки алюминия. Важно иметь возможность настройки баланс тока (соотношение длительности положительного и отрицательного полупериодов) и баланс полярности тока (соотношения силы тока в положительном и отрицательном полупериодах), это позволяет уменьшить скорость разрушения вольфрамового электрода.
Но швы высокого качества с минимальными временными затратами на настройку аппарата может обеспечить специальный режим MIX TIG. При настройке необходимо установить соотношение длительности периодов постоянного, переменного тока и частоту.
После полной настройки аппарата попробуйте сделать пробный шов. Если необходимо, проведите коррекцию параметров сварочного цикла.
Если в аппарате уже есть готовые настроенные сварочные циклы или синергетическое управление, поначалу предпочтительнее пользоваться ими.
Как влияет циклограмма на процесс настройки аппаратов TIG?
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.
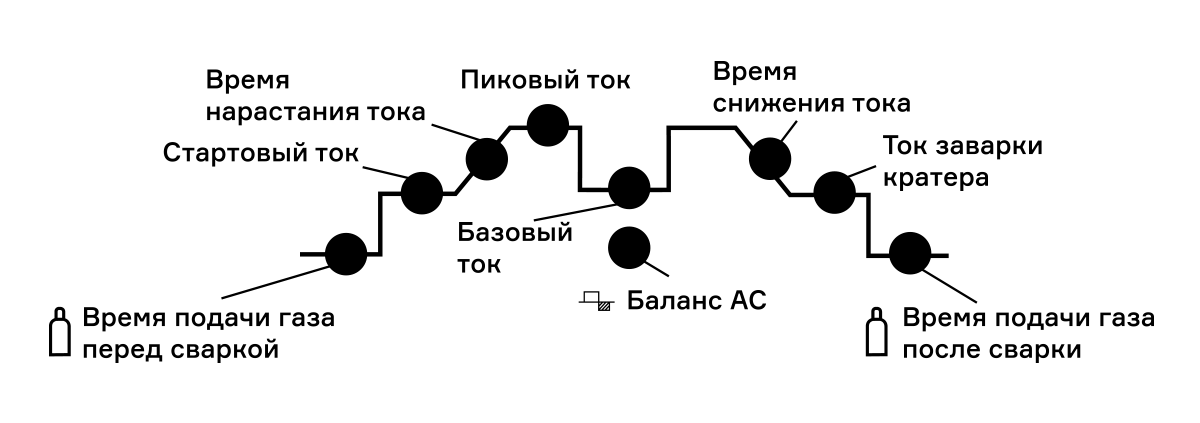

Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Стартовый ток
Параметр, который позволяет установить сварочный ток в начале сварки. Равномерно прогревает свариваемые кромки металла для получения сварочной ванны и последующего введения присадочного прутка. Обычно имеет диапазон 5–15 Ампер до максимального значения сварочного тока аппарата.
Время нарастания тока
Параметр, с помощью которого можно контролировать время изменения сварочного тока со стартового до основного (пикового) тока. Параметр имеет особое значение при сварке толстого металла, когда кромки уже разогреты, но силы сварочного тока не хватает для того, чтобы получить сварочную ванну. Диапазон регулировки от 0,1 сек до 10–15 секунд.
Пиковый ток
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Время снижения тока
С помощью времени снижения тока можно контролировать время изменения сварочного тока основного (пикового) до тока заварки кратера. Имеет диапазон регулировки от 0,1 до 10–15 секунд. В течение этого времени ток будет плавно снижаться для того, чтобы в конце сварочного шва не образовался кратер.
Ток заварки кратера
Параметр, который позволяет установить ток для завершения процесса сварки. Диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата. Позволяет завершить сварку без образования кратера.
В режиме работы горелки 2Т спад тока и заварка кратера начинается после отпускания кнопки, в режиме 4Т кнопку необходимо зажать до погашения дуги.
Время подачи газа после сварки
Параметр, при котором высокочастотный осциллятор отключается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Дополнительные сварочные параметры
Рекомендуем обратить внимание на сварочные параметры, которые применимы только в определенных режимах:
1. Баланс полярности переменного тока в режиме AC и AC Pulse
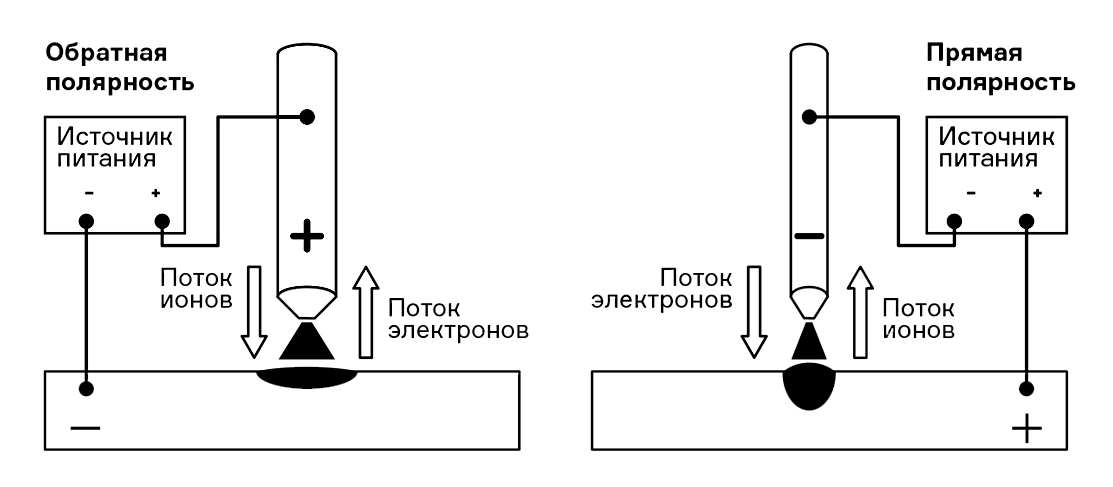
Полярность тока сварки существенным образом сказывается на характере протекания процесса аргонодуговой сварки. При использовании обратной полярности процесс сварки TIG характеризуется следующими особенностями:
- Сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности электрод должен быть большего диаметра при одном и том же токе. Иначе он будет перегреваться и быстро разрушится.
- Зона расплавления основного металла широкая, но неглубокая.
- Наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (катодное распыление), что улучшает сплавление кромок и формирование шва.
При сварке на прямой полярности наблюдается следующее:
- Повышенный ввод тепла в изделие и сниженный в электрод.
- Зона расплавления основного металла узкая, но глубокая.
Совет. При сварке алюминия на переменном токе, на кончике вольфрамового электрода необходимо образовать шарик, диаметром не более ½ диаметра электрода.
Чтобы образовать шарик на конце электрода необходимо:
- Выставить регулировку так, чтобы баланс полярности переменного тока был 50/50. На аппарате ПТК МАСТЕР ПТК МАСТЕР TIG 200 P AC/DC D92 показатель равен (65+15)/2=40. 40% — баланс отрицательной полуволны и положительной полуволны одинаков.
- Выставить баланс полярности в положение 45–50. На этом режиме шарик образуется в заданных значениях диаметра. Если вы выставите баланс полярности больше, то положительная полуволна увеличится, электронов потечет больше, на вольфраме начнет увеличиваться шарик.
- После образования шарика рекомендуем вернуть баланс полярности в исходное положение.
2. Частота переменного тока (режим AC и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги, на глубину проплавления и ширину зоны очистки. Чем больше частота переменного тока, тем стабильнее горение дуги, более узкий сварочный шов, меньше тепловложение в изделие. Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
3. Частота импульса (режим DC Pulse и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги и на глубину проплавления. Чем больше частота импульсов тока, тем чаще пиковый ток будет спадать до базового и наоборот — базовый ток подниматься до пикового. Это обеспечивает стабильное горение дуги, узкий сварочный шов и меньшее тепловложение в изделие.
Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
4. Скважность или заполнение импульса в режиме DC Pulse и AC Pulse
Этот параметр схож по физическому смыслу с балансом полярности переменного тока. Однако, скважность импульса регулирует не положительную или отрицательную полуволну, а регулирует длительность пикового и базового тока в цикл длительности импульса.
Пример: Если частота импульса 50 Гц, что соответствует 20 мс, а базовый и пиковый ток — 50 и 100 Ампер соответственно, то при скважности импульса 50%, 10 мс ток будет 100 Ампер, а оставшиеся 10 мс — 50 Ампер, если скважность импульса составит 75% — 15 мс будет ток 100 А, а 5 мс – 50 мс.
Исходя из вышесказанного, чем выше скважность импульса, тем больше длительность пикового тока и выше тепловложение в металл, шире сварочная ванна. Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Запомните, что внимательное отношение к настройкам сварочных параметров поможет избежать дефекты и трудности при аргонодуговой сварке TIG. В качестве рекомендации ниже приведена таблица, в которой сделан акцент на важные моменты настройки параметров сварки. Таблица носит ознакомительный характер и не служит руководством к действию.
Читайте также: