Балласт для сварочного аппарата
Обновлено: 17.06.2024
Как измерить ток инвертора простым и доступным способом
Начинающие сварщики очень часто задаются вопросом о том, как измерить ток инвертора. Казалось бы, зачем замерять ток на выходе сварочного аппарата?
На самом же деле, большинство проблем при сварке электродом как раз и приходится на то, что инвертор выдаёт неправильные значения тока. В таком случае, вроде бы все выставил правильно, напряжение в сети нормальное, а инвертор не хочет варить.
Давайте разберёмся, так как же самым простым способом измерить ток инвертора, чтобы узнать, сколько он выдаёт на выходе ампер.
Как это работает?
По своей сути это баластный реостат – специальное устройство для формирования повышенного сопротивления для сварочного электричества. Этот реостат отличается своей простотой. Он встроен во многие продвинутые и дорогие модели сварочных аппаратов, также его можно купить отдельно.
По принципу своего действия сварочный баластник является точкой препятствия на пути перемещения электрического тока, это «пункт» высокого сопротивления. С внешней точки зрения он похож на сложную толстую пружину.

Эта пружина всегда снабжена подвижным контактом, который при передвижении вдоль пружины изменяет длину пути, который ток проходит по баластнику.
Особым разнообразием моделей это устройство похвастаться не может.
Некоторые различия есть, они определяются следующими критериями:
- Габариты пружины: чем она длиннее, тем длиннее путь электронов через все витки реостата, тем большее сопротивление снижает силу тока.
- Природа металла с определенными коэффициентами сопротивления.
- Толщина пружины также прямо пропорциональна силе сопротивления. Толщина связана с длиной реостата.
На деле выходит следующим образом: без баластного реостата ток имел бы силу в 250 А. Если подключить к этой цепи баластник, электрический поток начнет терять силу и на выходе имел бы всего 10 А.
Конечно, регулятором можно изменить длину пути по спирали, по который проходит поток. Потери в этом случае были бы другими.
Почему так важно знать, сколько ампер выдаёт инвертор
На самом деле это очень важно, поскольку если инвертор не выдаст желаемые амперы, то не получится использовать электроды определённого диаметра. Также могут возникнуть различного рода проблемы при сварке, когда электрод начнёт прилипать к металлу.

И здесь можно сколько угодно будет грешить на некачественную электроэнергию или на то, что электроды плохие. Знать, а сколько же реально выдаёт ампер сварочный инвертор очень важно, чтобы нормально и качественно варить.

Таким образом, вы знаете, как измерить ток инвертора. Подписывайтесь на канал ММА Сварка в Дзен, и получайте новую порцию полезной информации. Всем удачи.
Как сделать баластник своими руками?
Первым делом нужно найти подходящую проволоку из металла. Она может быть, к примеру, медная. Дополнительно понадобится цилиндрическая форма, например, труба и амперметр. Нужно продумать, из чего сделать подвижный контакт, это может быть провод.
Прямую проволоку нужно превратить в тугую пружину. Для этого ее наматывают на цилиндрическую форму, стараясь расположить витки максимально близко друг к другу. Конец скрученной проволоки нужно подсоединить к проводу для тока. Также присоединяем подвижный контакт.
Следующий этап очень важный: нужно проверить работу нового реостата с помощь. Амперметра. Дело в том, что домашний самодельный баластник для сварочного аппарата не такой точный, как заводские модели.
Следующий нюанс заключается в том, что наш реостат не снабжен корпусом, поэтому соблюдение правил техники безопасности делается еще более обязательным.
Процессы, протекающие в электрической схеме сварочного инвертора
Схема сварочного аппарата инверторного типа позволяет увеличивать частоту тока со стандартных 50 Гц до 60–80 кГц. Благодаря тому, что на выходе такого устройства регулировке подвергается высокочастотный ток, для этого можно эффективно использовать компактные трансформаторы. Увеличение частоты тока происходит в той части электрической схемы инвертора, где расположен контур с мощными силовыми транзисторами. Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.

Принципиальная схема заводского сварочного инвертора «Ресанта» (нажмите, чтобы увеличить)

Схема инвертора от немецкого производителя FUBAG с рядом дополнительных функций (нажмите, чтобы увеличить)

Пример принципиальной электрической схемы сварочного инвертора для самостоятельного изготовления (нажмите, чтобы увеличить)
Принципиальная электрическая схема инверторного устройства состоит из двух основных частей: силового участка и цепи управления. Первым элементом силового участка схемы является диодный мост. Задача такого моста как раз и состоит в том, чтобы преобразовать переменный ток в постоянный.
В постоянном токе, преобразованном из переменного в диодном мосту, могут возникать импульсы, которые необходимо сглаживать. Для этого после диодного моста устанавливается фильтр, состоящий из конденсаторов преимущественно электролитического типа. Важно знать, что напряжение, которое выходит из диодного моста, примерно в 1,4 раза больше, чем его значение на входе. Диоды выпрямителя при преобразовании переменного тока в постоянный очень сильно нагреваются, что может серьезно сказаться на их работоспособности.

Компоненты сварочного инвертора на примере самодельного аппарата
Чтобы защитить их, а также другие элементы выпрямителя от перегрева, в данной части электрической схемы используют радиаторы. Кроме того, на сам диодный мост устанавливается термопредохранитель, в задачу которого входит отключение электропитания в том случае, если диодный мост нагрелся до температуры, превышающей 80–90 градусов.
Высокочастотные помехи, создаваемые при работе инверторного устройства, могут через его вход попасть в электрическую сеть. Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости. Состоит такой фильтр из дросселя и нескольких конденсаторов.
Настройки балластного реостата
Главное в качественном процессе сварки – стабильные показатели работы электрической дуги, вернее – ее вольтамперных характеристик. С этим требованием отлично справляются современные инверторы.

Делаются это за счет преобразования тока в два этапа и переключения самого инвертора. Все остальные сварочные аппараты такими характеристиками похвастаться не могут. Поэтому рядом с ними должен обязательно присутствовать балластный реостат.
Он предназначен для ступенчатого контроля работы дуги и компенсации составляющей тока во время подпитки от трансформатора. Нихромовая проволока в схеме параллельного соединения – основной составляющий элемент. Важно, что каждая секция реостата подключается к сети автономно, с помощью рубильника.
У такого реостата всего две рабочие функции:
- Регулирование силы тока дискретным образом.
- Компенсация постоянной составляющей тока, формирующейся в течение подпитки сварочного элемента с помощью трансформатора.
Производительность и общая эффективность балластного реостата напрямую зависят от количества витков или секций спирали. Ведь каждая из них является элементом цепи, которая разрывается с помощью рубильника.
Цепь последовательная, а соединение секций – параллельное. Такая комбинация дает отличный результат: периодическое подключение к работе каждого из элементов, чтобы регулировать напряжение в сварочном аппарате.
Подключение реостата к сварочной цепи должны быть последовательным к источнику питания.
Если вентиляторов нет, нужно обязательно следить за последовательным включением нескольких реостатов.
Популярнее всех на рынке линейка балластных реостатов под аббревиатурой РБ: их всего пять опций для разных значений тока – его диапазона – минимального и максимального значений.
Предлагаем легкую прогулку по самым востребованным моделям, чтобы ознакомиться с их техническими характеристиками подробнее:
РБ-302

Отличный аппарат в роли компаньона к сварочным агрегатам для регулирования силы тока в процессах полуавтоматической или ручной сварки. Работает параллельно со сварочными выпрямителями и генераторами.
Эта версия предназначена для диапазона электропитания в пределах 27 – 30 В с предельным максимумом до 70 А и минимумом при падении в 30 А.
Реостат снабжен системой воздушного охлаждения. У него неплохой показатель ПВ – продолжительность включения в 60%. Это означает, что длительность сварки не должна превышать 10-ти минут. В противном случае ПВ необходимо снизить.
В этом аппарате регулировка сварочного тока представлена шестью ступенями, которые циклически включаются и выключаются.
Структурные элементы выполнены из самых современных материалов: изоляция, к примеру, сделана из керамических профилированных пластинок, а плато сформировано их специальных жаропрочных проволок фехралевой природы.
РБ-302У2
Эта модель является разновидностью материнского реостата для работы в условиях повышенной влажности или жесткого ультрафиолетового излучения. В итоге с ним можно работать на открытом воздухе в неблагоприятных для обычной аппаратуры условиях.
РБ-306
Эта модель посерьезнее: он не перегревается и намного точнее в регулировании сварочного электропитания, чем РБ-302. Реостат снабжен усовершенствованной системой охлаждения: в корпусе больше отверстий жалюзи, поэтому обдув резисторов интенсивный и эффективный.
Все элементы сопротивления расположены в виде модульной системы. Такой расклад делает диагностику и замену элементов намного легче и точнее. Диапазон значений силы тока значительно шире, а регулировать показатели можно с намного большей точностью.
Это специальные Блоки Балластных Реостатов. Они собираются из элементов РБ-306 для резки металлов электродуговым методом. Это отличное решение для контроля сварочного тока от выпрямителя в аппаратах – автоматах.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ.
- Благодаря совершенно иному подходу к формированию и регулированию сварочного тока масса таких устройств составляет всего 5–12 кг, в то время как сварочные трансформаторы весят 18–35 кг.
- Инверторы обладают очень высоким КПД (порядка 90%). Это объясняется тем, что в них расходуется значительно меньше лишней энергии на нагрев составных частей. Сварочные трансформаторы, в отличие от инверторных устройств, очень сильно греются.
- Инверторы благодаря такому высокому КПД потребляют в 2 раза меньше электрической энергии, чем обычные трансформаторы для сварки.
- Высокая универсальность инверторных аппаратов объясняется возможностью регулировать с их помощью сварочный ток в широких пределах. Благодаря этому одно и то же устройство можно использовать для сварки деталей из разных металлов, а также для ее выполнения по разным технологиям.
- Большинство современных моделей инверторов наделены опциями, которые минимизируют влияние ошибок сварщика на технологический процесс. К таким опциям, в частности, относятся «Антизалипание» и «Форсирование дуги» (быстрый розжиг).
- Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра.
- Сварка с использованием инверторного оборудования может выполняться электродами любого типа.
- Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Как у любых сложных технических устройств, у сварочных инверторов есть и ряд недостатков, о которых также необходимо знать.
- Инверторы отличаются высокой стоимостью, на 20–50% превышающей стоимость обычных сварочных трансформаторов.
- Наиболее уязвимыми и часто выходящими из строя элементами инверторных устройств являются транзисторы, стоимость которых может составлять до 60% цены всего аппарата. Соответственно, ремонт сварочного инвертора является достаточно дорогостоящим мероприятием.
- Инверторы из-за сложности их принципиальной электрической схемы не рекомендуется использовать в плохих погодных условиях и при отрицательных температурах, что серьезно ограничивает область их применения. Для того чтобы применять такое устройство в полевых условиях, необходимо подготовить специальную закрытую и отапливаемую площадку.
При сварочных работах, выполняемых с использованием инвертора, нельзя использовать длинные провода, так как в них наводятся помехи, отрицательно отражающиеся на работе устройства. По этой причине провода для инверторов делают достаточно короткими (порядка 2 метров), что вносит в сварочные работы некоторое неудобство.
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток — 32 ампера, 220 вольт. Ток сварки — около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
На рисунке 1 приведена схема блока питания для сварочного.
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ш7х7 или 8х8 Первичка имеет 100 витков провода ПЭВ 0.3мм Вторичка 2 имеет 15 витков провода ПЭВ 1мм Вторичка 3 имеет 15 витков ПЭВ 0.2мм Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
Рис.2 Принципиальная схема сварочного инвертора
На рисунке 2 — схема сварочника. Частота — 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц — два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Правила работы с балластными реостатами
Несмотря на простоту конструкции и применения балластные реостаты требуют выполнения определенных правил эксплуатации:
Баластники в сварке: как, зачем и для чего?

Оборудование
Ведь что такое проводник? Это материал с минимальным сопротивлением, чтобы через них проходил электрический ток с такими же минимальными потерями. Это обычная практика. Исключением являются случаи с задачами «наоборот»: когда сопротивление нужно повысить.
Такая нужда возникает при завышенных показателях тока, которые необходимо регулировать. Именно для таких целей и существует сварочный баластник. Он делает сварку проще и быстрее.
Кроме того, баластник можно соорудить самостоятельно без особых проблем. Нужно заметить, что каждый уважающий себя мастер сварки имеет в своих запасниках такое устройство.

Зачем нужен балластник?
Прямую проволоку нужно превратить в тугую пружину. Для этого ее наматывают на цилиндрическую форму, стараясь расположить витки максимально близко друг к другу. Конец скрученной проволоки нужно подсоединить к проводу для тока. Также присоединяем подвижный контакт.
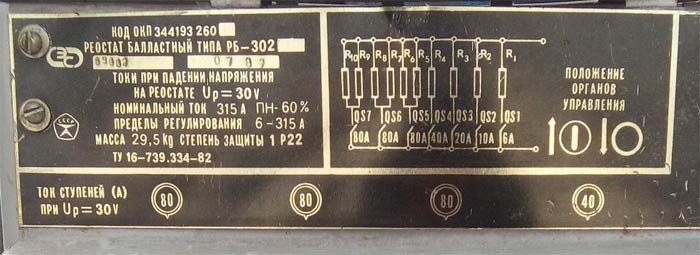
Маркировка балластного реостата.
Кнопки управления всегда выводятся на внешнюю стенку защитного металлического корпуса. В самых продвинутых реостатных моделях имеются внутренние вентиляторы, охлаждающие элементы устройства во время работы с током высоких значений.
Популярнее всех на рынке линейка балластных реостатов под аббревиатурой РБ: их всего пять опций для разных значений тока – его диапазона — минимального и максимального значений.

Балластник РБ-302.

Электрическая схема баластника.
- Изучить, запомнить и работать только при соблюдении условий, изложенных в техническом паспорте аппарата. Не забывать учитывать климатические условия.
- Не работать с РБ в условиях густой пыли или рядом с местами, где много газа или пара, что очень быстро разрушает электроизоляцию в устройстве.
- Постоянно проверять аппарат в лаборатории по ГОСТу РД 03-614-03.
При перегреве реостатов нужно подключать к дуге несколько реостатов – в последовательном порядке. Ну а если сварочный ток меньше, то сопротивление следует повышать.
В работе с алюминием, к примеру, переменный ток нужно регулировать в очень небольших пределах, всего лишь до 20%. В этом случае происходит неполная компенсация постоянной составляющей тока.
Если вести речь о полной компенсации, то нужно использовать аппараты марок УКДН или УДГУ, которые оснащены батареями конденсаторов.
Балластный реостат
Балластный реостат – устройство, которое используется для регулировки уровня тока при выполнении сварочных работ. Его устройство представляет собой набор нескольких элементов сопротивления. Они выполнены из специальной проволоки из константана. Это позволяет добиться максимального омического сопротивления. В сварочную цепь данный агрегат подключается с помощью специальных рубильников.

Его подключение следует выполнять последовательно в цепь, при этом регулировка уровня сопротивления выполняется путем включения и отключения рабочих секций. Сварочные работы при подключенном реостате можно выполнять с силой тока с шагом 5-10А.
Устройство
Устройство балластного реостата довольно таки простое: он состоит из рабочих секций, помещенных в корпус аппарата. На каждой секции установлен рубильник сопротивления, с помощью которого можно включать и выключать секции. Также в устройство входят клеммы для подключения к сварочной цепи.
Каждая секция представляет собой ленту из специального металла, для чего обычно используют проволоку из константана или нихрома. Также большинство аппаратов оборудованы блоком включения, позволяющего регулировать сварочный диапазон на необходимом уровне.
Все элементы управления, в том числе блок включения и тумблеры, обычно расположены на одной панели аппарата.
Следует отметить, что большинство современных моделей реостата оборудованы кулерной системой для охлаждения устройства, представленной встраиваемыми вентиляторами. Такая система помогает избегать перегрева при длительной работе устройства. Это позволяет работать при больших токах без необходимости подключения дополнительного реостата.

Схема балластного реостата
Следует отметить, что при перегрузе этому аппарату свойствен значительный нагрев, который возникает при силе тока в 225 А. Поэтому рекомендуется, во избежание конфузов и возникновения неисправностей, включать в цепь два реостата.
Назначение
Назначение балластного реостата довольно простое, но выполнение сварочных работ без его функции в некоторых случаях невозможно. Этот аппарат необходим для регуляции силы тока в необходимом диапазоне с помощью тумблеров и компенсации постоянной составляющей. Такой эффект возникает в тех случаях, когда сварочные работы выполняются от трансформатора.
Эффективность и стоимость реостата зависит от количества секций, с помощью каждой из которых можно определенным способом регулировать уровень сопротивления. Рубильник позволяет механическим способом разорвать цепь.
Параллельное соединение секций позволяет оптимально комбинировать работу каждой, что очень важно для сварочного аппарата, которым выполняются соответствующие работы. Шаг регулировки силы тока обычно находится в диапазоне от 5 до 10 А.
На сегодняшний день следует выделить линейку наиболее популярных типов реостатов под названием РБ. Маркировка каждого аппарата указывает на диапазон силы тока, в пределах которого можно выполнять сварочные работы.
Балластный реостат РБ-302
РБ-302 – один из наиболее распространенных типов реостатов, технические характеристики которого позволяют работать при силе тока от 10 до 315 А. Данное устройство можно использовать при выполнении различных типов сварочных работ, в том числе ручных операций или при работе с полуавтоматом. Его можно применять совместно с выпрямителями и генераторами.

Балластный реостат РБ-302
РБ-302 оснащен системой воздушного охлаждения, что позволяет значительно расширить сферу его применения. Аппарат работает от сети 380 В. Может использоваться при подключении к различным типам источников питания, кроме некоторых типов трансформаторов. При работе с ними рекомендуют параллельно подключать несколько реостатов.
Это устройство, как и большинство аналогов, позволяет работать в двух диапазонах, 5 и 10 А. Состоит из шести рабочих секций, регулировка которых выполняется с помощью специальных контактных ножей. Диаметр проволоки, используемой в секциях, составляет 2,2 мм. Изоляция состоит из керамических пластин.
При использовании данного аппарата следует проводить периодический контроль, который выполняется путем измерения фактического сопротивления изоляции и сравнения с показателями корпуса.
Балластный реостат РБ-306
РБ-306 – следующее поколение из известной линейки реостатов. Данный вид призван стать решением проблем, которые часто возникают при использовании РБ-302. Среди них можно выделить частые поломки резисторов и перегрев самого аппарата. При разработке новой модели все недостатки предыдущего устройства были исправлены.
Новый корпус был разработан с увеличенным количеством отверстий, предназначенных для ускоренного охлаждения. Проволока секций изготовлена из фехрали.
Усовершенствованная схема расположения рабочих элементов позволяет быстро и беспроблемно проверять и заменять их.

Балластный реостат РБ-306
Данное устройство позволяет проводить резку металла. Для этого нужно собрать блок вышеуказанных реостатов, который используется вместе с выпрямителем.
Для эффективного использования реостата следует придерживаться определенных правил, среди которых следует выделить соблюдение климатических условий, чистоты рабочей зоны, а также постоянную диагностику аппарата на исправность. Это лучше делать в специальных сервисных лабораториях.
Сборка своими руками баластника для сварочного аппарата, плюсы и минусы самодельного устройства

Обычно в сварочных работах используется низкое сопротивление, так как благодаря этому энергия тока не теряется. Это достигается использованием в качестве проводников материалов с низким сопротивлением.
Баластник нужен для того, чтобы создать искусственно повышенное сопротивление, что может быть необходимо в некоторых ситуациях.
В этом случае значение тока тоже выше, чем нужно, и его необходимо отрегулировать. Сварочный баластник помогает провести сваривание быстрее и проще.
СТРОЕНИЕ И ПРИНЦИП РАБОТЫ

Балластный реостат, в быту называемый баластником, является механизмом, который повышает сопротивление тока и с помощью этого контролирует его силу. Баластник просто в использовании и надежен.
Чаще всего баластник присутствует в конструкции дорогих сварочных аппаратов. Если в вашем аппарате его нет, его можно найти в специальном магазине, но цены будут достаточно высокими.
Конструкция устройства понятно каждому сварщику, так что его легко можно изготовить самостоятельно, своими руками.
Баластник это такой элемент цепи электрического тока, где из-за повышенного сопротивления происходит снижения величины силы тока.
Выглядит он как пружина с множеством витков большого диаметра. Она и отвечает за сопротивление, называемое балластным.
Прибор имеет специальный регулятор, позволяющий повышать или понижать сопротивление, и, соответственно, менять значение силы тока. Этот регулятор передвигается по балластному реостату, меняя его длину, то есть расстояние, которое проходит ток.
Таким образом, изменяется сопротивление.
КАКИЕ БЫВАЮТ БАЛАСТНИКИ?

Принцип действия и строение всех балластных реостатов (в т.ч. тех, которые сделаны своими руками) одинаков. Однако, они имеют некоторые особенности, определяющие диапазон, в котором они могут изменять сопротивление.
По этой характеристике их можно поделить на такие группы:
- В зависимости от длины пружины, чем она длиннее, тем медленнее через нее будет проходить ток.
- В зависимости от типа металла. Коэффициенты сопротивления разных металлов отличаются. Если ваш сварочный аппарат имеет высокую мощность, нужно очень внимательно подбирать материал, из которого будет сделан балластный реостат.
- В зависимости от толщина витков и пружины. Этот параметр влияет на величину сопротивления. Он тесно связан с длинной прожины.
ДЕЛАЕМ БАЛАСТНИК САМОСТОЯТЕЛЬНО
Самый главный элемент, который необходим для этого – проволока, в нашем примере мы взяли медную, но подходит и из других металлов.
Также вам понадобится цилиндрическая фигура ( можно использовать готовую небольшую трубу или просто сварить новую форму из толстого металла), передивжной контакт( для него подойдет провод от сварочного держателя) и амперметр, для измерения силы тока.
Проволоку нужно накрутить на цилиндрическую форму, располагая витка через каждый сантиметр. Провод от держателя присоединяем к тому концу пружин, где будет находится токоведущий элемент.
Затем остается только измерить силу тока, чтоб понять как именно реостат ее меняет.
Хотя сделать балластный реостат своими руками легко, нужно помнить, что самостоятельно изготовленный прибор может уступать в точности работы заводскому. Чтобы избежать несчастных случаев, работать нужно строго по технике безопасности.
Устройства, сделанные своими руками, не закрыты корпусом, из-за чего их крепление может быть не очень надежным.
ВМЕСТО ЗАКЛЮЧЕНИЯ

Несмотря на страшное название, балластный реостат имеет примитивное строение, поэтому можно его легко сделать своими руками.
В его конструкции выделяют немного элементов, а работает он в соответствии с простейшими правилами электротехники.
Ждем ваших рассказов об изготовлении баластников. Это будет интересно многим сварщикам. Удачи!
Балластный реостат. Настройка сварочного тока

Основой стабильного протекания сварочного процесса является поддержание требуемой вольтамперной характеристики дугового разряда. В инверторных сварочных установках это достигается вследствие двухстадийного преобразования рабочего тока и определённой периодичности включения и выключения аппарата. Для остальных случаев в схеме должен присутствовать балластный реостат.
Назначение и устройство балластного реостата
Для формирования крутопадающей вольтамперной характеристики рабочего тока во время сварки, балластный реостат должен выполняет две функции: дискретно регулировать силу тока, и компенсировать его постоянную составляющую, которая возникает при питании сварочного поста от трансформатора.
Эффективность балластного реостата определяется числом его рабочих секций, каждая из которых представляет собой последовательную электрическую цепь из резистора с определённым сопротивлением и рубильника, механически разрывающего эту цепь. Соединение секций – параллельное, что создаёт наилучшие возможности для комбинированного включения в работу каждой из них. В результате регулировка тока может выполняться с шагом 5…10 А, чего в большинстве случаев бывает вполне достаточно. В общую цепь сварочного поста балластный реостат подключается последовательно источнику тока.

Конструктивно балластный реостат представляет собой агрегат, состоящий из:
- Закрытого обдуваемого корпуса.
- Нескольких плат из нихромовых или константановых лент.
- Прерывателей, число которых соответствует числу ступеней регулирования.
- Клемм, к которым подключаются кабеля сварочного аппарата.
- Блока включения нужного сварочного диапазона.
Все элементы управления выводятся на одну из внешних панелей корпуса. В наиболее современных конструкциях балластных реостатов в корпус встраиваются вентиляторы, устраняющие перегрев аппарата при длительной работе на больших токах (в противном случае для этого приходится последовательно подключать несколько балластных реостатов), а также конденсаторные батареи, которые компенсируют постоянную составляющую тока, возникающую при специальных процессах сварки, в частности, алюминия.

Линейка РБ наиболее распространённых балластных реостатов, выполненных по вышеописанной схеме, включает в себя следующие типоразмеры:
- РБ-201 – регулирует ток в пределах от 10 до 200 А;
- РБ-300 – регулирует ток в пределах от 10 до 300 А;
- РБ-302 – регулирует ток в пределах от 10 до 315 А;
- РБ-306 – регулирует ток в пределах от 6 до 315 А;
- РБ-501 – регулирует ток в пределах от 10 до 500 А.
Используется для ступенчатого управления силой сварочного тока в операциях ручной и полуавтоматической сварки или наплавки покрытий при помощи металлических электродов. Работает совместно с генераторами и многопостовыми сварочными выпрямителями. Рассчитан на поддерживание напряжения на дуге в пределах 27…30 В, предельное напряжение не может превышать 70 А при критическом падении на зажимах – 30 А. Охлаждение – воздушное, рекомендуемое значение ПВ — продолжительности включения составляет 60…65 % (если продолжительность сварочного цикла превышает 10 мин, то значение ПВ необходимо уменьшать).
Реостат РБ-302 может работать от сети напряжением 220 и 380 В, и с любым основным источником сварочного тока, кроме сварочных трансформаторов ТСД-300 и сварочных выпрямителей ВС-400 и ВС-600. В этих случаях необходимо подключать два балластных реостата, которые соединяются параллельно. Сила тока при этом увеличится вдвое.

Балластный реостат модели РБ-302 имеет два рабочих диапазона сварочных токов: 5 А и 10 А, при этом наименьшее значение разности токов в различных ступенях составляет 10 А. Число ступеней регулировки – 6, их включение и выключение производится при помощи контактных ножей. Плата веток регулирования собрана на фехралевых жаропрочных проволоках диаметром 2,2 мм, для электроизоляции используются профилированные керамические пластины.
Периодический контроль за работой балластного реостата РБ-302 производится путём измерения фактического сопротивления изоляции относительно заземлённого корпуса агрегата: соответствующее значение должно быть не меньше 500 кОм.
Разновидностью указанной модели является балластный реостат типа РБ-302У2, который снабжён дополнительной изолирующей крышкой и улучшенной электроизоляцией. Это позволяет использовать аппарат вне помещений, и вести безопасную сварку в условиях повышенной влажности окружающего воздуха, либо при активном ультрафиолетовом излучении.

Эксплуатация модели РБ-302 выявила ряд ограничений. Быстрый выход из строя резисторов вследствие их перегрева и недостаточную точность регулировки по току. В частности, при длительных ПВ реостат сильно перегревается, что вынуждает применять аналогичный аппарат, подключаемый параллельно основному.
Модель РБ-306 лишена этих недостатков. Корпус аппарата выполнен с увеличенным количеством жалюзи, которые улучшают обдув элементов резисторных плат, а в качестве материала проволок использованы фехралевые пружины диаметром 3 мм. Первая ветка – на 6 А – собрана в виде трубчатого электронагревателя.
Модульная схема размещения элементов сопротивления облегчает их диагностику и замену. В результате указанных конструктивных изменений при тех же размерах и весе агрегата удалось расширить диапазон управления токами сварки и повысить точность регулировки.

На базе РБ-306 собираются блоки балластных реостатов (маркируются ББР), которые используют при электродуговой резке металлов. ББР эффективны в случае многопостовой сварки, применяются и для управления сварочным током от выпрямителей автоматических сварочных аппаратов.
При использовании балластных реостатов следует придерживаться следующих правил эксплуатации:
- Работать при условиях, которые указаны в паспорте на аппарат (климатическое исполнение всех типов балластных реостатов – от -40 до +45ºС);
- Запрещается эксплуатация в атмосфере, загрязнённой пылью и вблизи с источниками газа и пара, которые способствуют разрушению электроизоляции;
- Используемый балластный реостат должен проходить периодическую поверку в специализированной электролаборатории. Сроки и содержание такой поверки определяются положениями РД 03-614-03.
Читайте также: