Безопасная эксплуатация сварочного оборудования
Обновлено: 15.05.2024
Настоящая инструкция по охране труда при работе на передвижном сварочном агрегате доступна для бесплатного просмотра и скачивания.
1. ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. Настоящая инструкция по охране труда разработана на основании Правил по охране труда при выполнении электросварочных и газосварочных работ, утвержденных приказом Минтруда России № 1101н от 23.12.2014 года.
1.2. К работе на передвижном сварочном агрегате допускаются мужчины старше 18 лет, прошедшие медицинский осмотр и не имеющие противопоказаний по состоянию здоровья, прошедшие вводный и первичный на рабочем месте инструктажи по охране труда, обученные безопасным методам и приемам выполнения работ, прошедшие стажировку на рабочем месте и проверку знаний требований охраны труда.
1.3. Работник, допущенный к работе на передвижном сварочном агрегате, должен иметь группу по электробезопасности не ниже II.
1.4. Не реже 1 раза в 6 месяцев работник, допущенный к работе на передвижном сварочном агрегате, проходит повторный инструктаж по охране труда.
1.5. Не реже 1 раза в 12 месяцев работник, допущенный к работе на передвижном сварочном агрегате, проходит очередную проверку знаний требований охраны труда.
1.6. Работник, допущенный к работе на передвижном сварочном агрегате, проходит периодический медицинский осмотр в соответствии с приказом Минздравсоцразвития 302н.
1.7. Работнику, допущенному к работе на передвижном сварочном агрегате, необходимо знать и соблюдать требования инструкций по охране труда, правил внутреннего трудового распорядка, пожарной безопасности, производственной санитарии.
1.8. Работник, допущенный к работе на передвижном сварочном агрегате, должен:
— содержать сварочный агрегат в исправном состоянии;
— применять безопасные приемы выполнения работ;
— знать организационно-распорядительные, нормативные, методические документы по работе на сварочном агрегате;
— знать и соблюдать правила эксплуатации сварочного агрегата, установленные заводом-изготовителем;
— правильно применять спецодежду, спецобувь и другие средства индивидуальной защиты;
— быть внимательным, не отвлекаться на посторонние дела и разговоры и не отвлекать других работников;
— при совместной работе согласовывать свои действия с действиями других рабочих;
— знать и строго соблюдать требования охраны труда, пожарной безопасности, производственной санитарии, Правил технической эксплуатации электроустановок потребителей;
— соблюдать установленные режимом рабочего времени, регламентированные перерывы в работе;
— уметь оказывать первую помощь пострадавшему;
— знать место расположения аптечки для оказания первой помощи;
— знать место расположения и уметь применять первичные средства пожаротушения.
1.9. В процессе работы на передвижном сварочном агрегате на работника могут воздействовать следующие опасные и вредные производственные факторы:
— подвижные части производственного оборудования;
— острые кромки, заусенцы и шероховатости на поверхности производственного оборудования;
— опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека;
— повышенная или пониженная температура воздуха;
— повышенная загазованность и запыленность воздуха рабочей зоны;
— повышенная температура поверхностей оборудования (двигателя, выхлопной трубы);
— повышенный уровень шума на рабочем месте;
— повышенный уровень локальной вибрации;
— недостаточная освещенность рабочей зоны;
— опасность получения химических ожогов при работе с аккумулятором.
1.10. Работник, допущенный к работе на передвижном сварочном агрегате, обеспечивается спецодеждой, спецобувью и другими средствами индивидуальной защиты в соответствии с действующими Нормами бесплатной выдачи.
1.11. Выдаваемые специальная одежда, специальная обувь и другие средства индивидуальной защиты должны соответствовать характеру и условиям работы, обеспечивать безопасность труда, иметь сертификат соответствия.
1.12. Средства индивидуальной защиты, на которые не имеется технической документации, к применению не допускаются.
1.13. Работник извещает своего непосредственного руководителя о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае, произошедшем на рабочем месте, об ухудшении состояния своего здоровья, в том числе о проявлении признаков острого заболевания.
1.14. Не допускается присутствие посторонних лиц в рабочем пространстве технологического оборудования во время его монтажа, наладки, ремонта, а также нахождение на работе в состоянии алкогольного и/или наркотического опьянения, распитие спиртных напитков на рабочем месте.
1.15. Курить и принимать пищу разрешается только в специально отведенных и оборудованных для этого местах.
1.16. Лицо, виновное в нарушении настоящей инструкции, несет ответственность в соответствии с действующим законодательством Российской Федерации.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Надеть спецодежду, спецобувь, застегнуть так, чтобы не было свободно свисающих частей, волосы убрать под головной убор, приготовить необходимые средства индивидуальной защиты. Не закалывать одежду булавками, иголками, не держать в карманах одежды острые, бьющиеся предметы.
2.2. Получить задание и инструктаж по охране труда у непосредственного руководителя.
2.3. Проверить срок технического освидетельствования передвижного сварочного агрегата.
2.4. Установить передвижной сварочный агрегат вдали от источников открытого огня на ровную площадку с прочным основанием и уклоном не более 10 градусов в каждую сторону по горизонтали.
2.5. Обеспечить надежное торможение и фиксацию колес агрегата на месте, установить противооткатные упоры.
2.6. Обеспечить правильное и надежное заземление оборудования. Заземление выполнять медным проводом сечением не менее 1,5 мм или алюминиевым проводом сечением 2,5 мм . Сопротивление заземления должно быть не более 10 Ом.
2.7. Произвести внешний осмотр сварочного агрегата и убедиться в отсутствии видимых повреждений его основных элементов: сварочного генератора, приводного двигателя, соединительной муфты, пульта управления, аккумуляторной батареи.
2.8. Проверить наличие и количество топлива в баке. При необходимости произвести дозаправку.
2.9. Заправлять агрегат только при неработающем двигателе. После заправки (дозаправки) вытереть насухо проливы и потеки топлива.
2.10. Убедится, что кран топливного бака открыт, прокачать топливную систему, используя насос ручной прокачки.
2.11. Проверить исправность топливной системы, герметичность трубопроводов. При обнаружении протечек принять меры по их устранению.
2.12. Проконтролировать уровень масла в двигателе (вынуть щуп и протереть его тканью; вставить щуп в заливное отверстие; если уровень масла ниже минимального, добавить необходимое количество).
2.13. Проверить уровень охлаждающей жидкости в радиаторе, при необходимости долить ее.
2.14. Проверить заряд аккумуляторной батареи, подсоединить ее.
2.15. Подключить сварочные провода таким образом, чтобы они не мешали работникам при техническом обслуживании сварочного агрегата. Принять меры, исключающие повреждение проводов в процессе эксплуатации оборудования и проведения сварочных работ.
2.16. Произвести запуск двигателя с помощью стартера. Выключить стартер в момент, когда двигатель начнет давать беспрерывные вспышки, и коленчатый вал наберет обороты.
Максимальное время использование стартера при запуске не более 10 секунд.
Если за это время двигатель не запустится, выключить стартер, дать ему остыть в течение 30-40 секунд и повторить попытку.
2.17. После пуска двигателя проверить его работу при средней и максимальной частоте вращения коленчатого вала на холостом ходу в течение 2-3 минут. Двигатель должен работать равномерно, без стуков и посторонних шумов.
2.18. Проверить показания приборов:
— стрелка амперметра должна отклоняться в сторону «+», показывая подзарядку аккумуляторной батареи;
— сигнальная лампа не должна гореть;
— давление масла у прогретого двигателя должно составлять 0,15-0,40 МПа (1,5-4,0 кгс/см ) при номинальной частоте вращения коленчатого вала.
2.19. Установить на пульте управления необходимый сварочный ток, время и режим обработки.
2.20. Нагружайте двигатель только после прогрева при средней частоте вращения коленчатого вала в течение 10-15 минут.
2.21. Запрещается приступать к работе на передвижном сварочном агрегате при наличии следующих нарушений требований охраны труда:
— при наличии неисправности, указанной в руководстве по эксплуатации завода-изготовителя оборудования, при которой не допускается его применение;
— при истекшем сроке его технического освидетельствования;
— при отсутствии или неисправности средств индивидуальной защиты;
— при отсутствии постоянного контроля со стороны ответственных лиц за безопасное производство работ;
— при отсутствии противопожарных средств, аптечки;
— при невыполнении предписаний органов государственного надзора;
— при недостаточной освещенности рабочего места и подходов к нему.
2.22. Проверить наличие и исправность огнетушителей, первичных средств пожаротушения.
2.23. Проверить наличие и комплектацию аптечки.
2.24. Обо всех обнаруженных неисправностях оборудования, инвентаря, электропроводки и других неполадках сообщить своему непосредственному руководителю и приступать к работе только после их устранения.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Необходимо выполнять только ту работу, по которой прошел обучение, инструктаж по охране труда и к которой допущен работником, ответственным за безопасное выполнение работ.
3.2. Быть внимательным, не отвлекаться на посторонние разговоры и не отвлекать других.
3.3. Не допускать к своей работе необученных и посторонних лиц.
3.4. Применять необходимое для безопасной работы исправное оборудование, инструмент, приспособления и использовать их только для тех работ, для которых они предназначены.
3.5. При обнаружении неисправностей оборудования, приспособлений, оснастки, инструмента, других нарушений требований охраны труда, которые не могут быть устранены собственными силами, при возникновении угрозы здоровью работник должен сообщить об этом руководству и не приступать к работе до устранения выявленных нарушений.
3.6. При работе на агрегате необходимо соблюдать правила его эксплуатации в соответствии с инструкциями по охране труда.
3.7. При обслуживании сварочного агрегата следить за его состоянием:
— при отклонении показателей от номинальных остановить двигатель, выявить причину неисправности и по возможности устранить ее;
— при появлении ненормальных шумов и стуков, указывающих на неисправность двигателя, немедленно остановить двигатель для устранения неисправности;
— не допускать работу двигателя в режиме холостого хода с неустойчивой частотой вращения коленчатого вала (т.е. работу на вспышках с выхлопом черного дыма);
— при обнаружении течи топливной системы немедленно устранить ее;
— очищать и вытирать насухо все части двигателя от подтеков топлива и смазки;
— при проведении сварочных работ принимать меры против поражения электрическим током, повреждения глаз и ожогов кожи лица и рук лучами электрической дуги, повреждения и ожогов от брызг расплавленного металла;
— не допускать соприкосновение тела работника с токоведущими частями электрической цепи при смене электрода;
— останавливать агрегат при перерывах в работе;
— смазку, очистку и мойку, а также другие операции технического обслуживания производить при выключенном и остывшем двигателе, перекрытой подаче топлива;
— при буксировке обеспечивать надежное крепление агрегата к транспортному средству.
3.8. При работе на передвижном сварочном агрегате ЗАПРЕЩАЕТСЯ:
— буксировать оборудование в составе двух и более агрегатов;
— работать в закрытых помещениях;
— открывать кожухи распределительных устройств при работе;
— переключать режимы функционирования, отсоединять любой из кабелей в процессе сварки;
— производить работы с поврежденными или плохо подсоединенными кабелями или с изношенными кабельными зажимами;
— касаться голыми руками деталей, находящихся под напряжением;
— смотреть на электрическую дугу без применения защитных средств для глаз;
— курить вблизи агрегата;
— подносить к баку огонь для освещения;
— заливать горящее топливо водой;
— оставлять сварочный агрегат включенным после выполнения работ;
— размещать воспламеняющиеся и огнеопасные материалы на расстоянии менее 5 м от производства сварочных работ, а также выхлопной трубы агрегата.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При возникновении поломки оборудования, угрожающей аварией на рабочем месте, а также в аварийной обсатновке необходимо:
— прекратить сварочные работы;
— выключить агрегат;
— прекратить подачу топлива;
— доложить о принятых мерах непосредственному руководителю (лицу, ответственному за безопасную эксплуатацию оборудования).
— действовать в соответствии с полученными указаниями.
4.2. При обнаружении возгорания прекратить сварочные работы, отключить электроэнергию, вызвать пожарную бригаду по телефону 101, сообщить о случившемся руководству, принять меры к тушению пожара первичными средствами.
4.3. При возгорании электрооборудования пользоваться только углекислотными и порошковыми огнетушителями.
4.4. При возгорании ГСМ необходимо использовать пенные огнетушители, песок, землю.
4.5. При несчастном случае освободить пострадавшего от травмирующего фактора, соблюдая собственную осторожность, оказать ему первую помощь, при необходимости вызвать бригаду скорой помощи по телефону 103, сообщить руководству о произошедшем и сохранить обстановку, если это не приведет к аварии или травмированию других людей.
4.6. Оказывая помощь пострадавшему при переломах костей, ушибах, растяжениях надо обеспечить неподвижность поврежденной части тела с помощью наложения тугой повязки (шины), приложить холод. При открытых переломах необходимо сначала наложить повязку и только затем – шину.
4.7. При наличии ран необходимо наложить повязку, при артериальном кровотечении – наложить жгут.
4.8. При поражении электрическим током необходимо прекратить воздействие электрического тока на пострадавшего. Достичь этого можно отключением источника тока, обрывом питающих проводов, выключателя, либо отведением источника воздействия от пострадавшего. Сделать это нужно сухой веревкой, палкой.
Нельзя касаться пострадавшего, находящегося под действием тока руками.
Вызвать бригаду скорой помощи по телефону 103.
Осмотреть пострадавшего. Внешние повреждения необходимо обработать и закрыть повязкой.
При отсутствии пульса провести непрямой массаж сердца и сделать искусственное дыхание.
4.9. Проводить мероприятия необходимо до восстановления функций организма, либо появления признаков смерти.
4.10. При ожогах:
— без нарушения целостности ожоговых пузырей необходимо подставить пораженный участок кожи под струю холодной воды на 10-15 минут или приложить к нему холод на 20-30 минут. Нельзя смазывать обожженную поверхность маслами и жирами;
— с нарушением целостности ожоговых пузырей необходимо накрыть пораженный участок кожи сухой чистой тканью и приложить поверх нее холод. Запрещается промывать водой, бинтовать обожженную поверхность.
4.11. При попадании электролита на кожу, смыть его большим количеством воды. При попадании электролита в глаза, промыть их большим количеством воды и немедленно обратиться к врачу.
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
5.1. Остановить двигатель в следующей последовательности:
— снять нагрузку и дать ему поработать 2-3 минуты вхолостую на низкой частоте вращения коленчатого вала;
— выключить подачу топлива.
5.2. Отключить сварочные провода, очистить поверхности оборудования и осмотреть его элементы и узлы на наличие повреждений, подготовить агрегат для транспортировки.
5.3. По прибытии в место постоянной дислокации установить его на специально отведенное хорошо проветриваемое место.
5.4. Снять и осмотреть спецодежду. Загрязненную спецодежду необходимо сдать в стирку.
5.5. Тщательно вымыть теплой водой с мылом руки и лицо, по возможности принять душ.
5.6. Доложить руководству обо всех имевших место нарушениях и принятых мерах.
Обслуживание сварочного оборудования
Залог надёжности и долговечности оборудования для проведения сварочных работ – его регулярное обслуживание. Для своевременного устранения недочётов и неполадок необходимо выполнять контрольно-профилактические работы и разные виды ремонта. Заказать техническое обслуживание оборудования для сварки можно, обратившись в специализированный сервисный центр. В некоторых случаях решить задачу могут и сами владельцы аппаратов. Для этого нужно иметь определённые знания и навыки, т.к. любая самостоятельная попытка провести обслуживание аппарата может привести к негативным последствиям.

Выполнение контрольно-профилактических работ
Для разных типов сварочных устройств действуют свои нормы, но есть и общие правила техобслуживания. В соответствии с ними нужно делать следующее:
проводить внешний визуальный осмотр аппарата;
проверять заземление источника питания;
замерять величины сопротивления изоляции;
выполнять контрольное включение в режиме холостого хода на 5 минут и более;
контролировать исправность цепей защитного заземления;
производить испытания повышенным напряжением;
тщательно удалять пыль и грязь;
проверять надёжность винтовых соединений;
смазывать тугоплавкой смазкой все трущиеся части и др.
Проводить периодические проверки необходимо во время ввода аппарата в эксплуатацию после долгого хранения и в случае обнаружения явных следов повреждения, но не реже одного раза в 6 месяцев. Специалисты, которые осуществляют проверку, должны делать соответствующие записи в журнал установленной формы.
Обслуживание сварочного оборудования может быть регламентным и аварийным. Первое проводится для профилактики и предупреждения возможных проблем, второе – при возникновении поломок.
В каких случаях требуется ремонт
Проведение ремонта – это многоэтапный процесс, который начинается с диагностики и заканчивается устранением обнаруженных поломок. Любые отклонения в функционировании сварочного аппарата могут стать основанием для проведения ремонта. Самые распространённые признаки, которые указывают на неисправности:
оборудование начало перегреваться;
сварочная дуга отсутствует или её технические показатели нестабильны;
у электродов появился эффект «залипания»;
аппарат перестал включаться.
Причины подобных поломок разнообразны. Это может быть износ отдельных узлов оборудования: охлаждающего вентилятора, проводов, контактов, платы и др. Неисправности могут возникнуть и в том случае, если прибор используется с нарушением требований к его эксплуатации. Другие причины: отклонение показателей напряжения, механические повреждения и удары.
Мероприятия по обслуживанию и ремонту оборудования должны проводиться только квалифицированными специалистами. Также не нужно забывать, что сварочный аппарат относится к категории оборудования, которое требует особой осторожности в использовании.
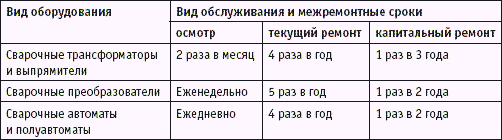
Периодичность осмотра оборудования
Выполняя обслуживание сварочного оборудования, особую важность нужно уделять своевременной поверке измерительных средств, которыми оно укомплектовано. Для этого к работе должен привлекаться специалист, который отвечает за метрологию.
Мероприятия по контролю за техническим состоянием оборудования проводятся в соответствии со следующей периодичностью:
Проведение особых проверок
Особая форма проверки необходима при контроле оборудования: вновь поступающего на предприятия, вышедшего из ремонта и простаивающего более 3 месяцев. В таком случае специалисты проверяют комплектность эксплуатационной документации оборудования. Она должна включать:
инструкцию по эксплуатации;
Если аппарат новый, то выполняется визуальная проверка его технического состояния, удаление излишков масла и транспортного крепежа. Также необходимо проверить наличие действующей наклейки (отметки) поверяющей компании на корпусе каждого измерительного прибора.
Обязательно измеряйте уровень электрического сопротивления изоляции. Это делается между обмотками (для выпрямителей и трансформаторов), а также между корпусом устройства и каждой обмоткой. Руководствуйтесь рекомендациями, которые изложены в технической документации, прилагаемой к аппарату. Если ничего о проведении испытаний в ней нет, то действуйте в соответствии с ГОСТами:
Для автоматических аппаратов – ГОСТ 8213.
Полуавтоматические устройства – ГОСТ 18130.
Электрические генераторы – ГОСТ 304.
Аппараты, в которых используется выпрямленный сварочный ток – ГОСТ 13821.
Рекомендации для частных владельцев сварочных аппаратов
Корпус устройства, электродержатель, зажимы и провода необходимо держать в чистоте. Элементы, которые подвержены наибольшему износу, нужно регулярно осматривать и своевременно менять на новые. К ним относятся держатель электродов и зажимы для деталей.
Особое внимание уделите сварочному инвертору. Увеличение громкости работы вентилятора говорит о том, что пора провести техобслуживание оборудования. Причина этому – нарушение балансировки устройства за счёт грязи, которая накопилась на вращающихся лопастях. В таком случае нужно убрать крышку корпуса и удалить пыль с поверхности радиаторов охлаждения. Используйте пылесос или мягкую кисточку. У кулера нужно удалить пыль с лопастей и смазать подшипник.
После каждого обслуживания, которое сопровождается вскрытием корпуса, обязательно проверяйте затяжку винтовых креплений. Не допускайте, чтобы они разболтались.
Рекомендации по эксплуатации сварочного оборудования
Сварочный аппарат относится к оборудованию повышенной опасности. Чтобы избежать возникновения пожара, травмы и поражения током во время эксплуатации, необходимо строго соблюдать правила техники безопасности. Хранить оборудование нужно в надёжном и защищённом месте.

Подробная инструкция по эксплуатации
Место работы должно быть чистым и хорошо освещённым. Загромождение и плохой свет могут стать причинами травматизма. Старайтесь не отвлекаться во время выполнения задачи, т.к. это может привести к потере контроля и привести к плачевным последствиям. Электрооборудование создаёт искры, что может привести к возгоранию. Поэтому не используйте его в помещениях, где присутствуют огнеопасные жидкости и газы, пыль. По возможности ставьте сварочный инвертор в тень. Он не должен подвергаться воздействию ни осадков, ни прямых солнечных лучей.
Электробезопасность
Убедитесь, что напряжение питания вашего прибора соответствует сетевому напряжению. Также проверьте исправность розетки, штепселя и кабеля. Если они неисправны, то эксплуатация оборудования запрещается. Дополнительные рекомендации:
Не следует контактировать с заземлёнными поверхностями типа радиаторов, труб, печей и т.д.
Аппарат не должен использоваться во влажных условиях и подвергаться воздействию дождя.
Аккуратно обращайтесь с электрическим шнуром. Держите его вдали от острых граней, движущихся деталей, а также высокой температуры и масляных жидкостей. Повреждённые шнуры нужно заменять немедленно.
Во время выполнения работы используйте надёжную опору и держите баланс тела. Благодаря этому у вас будет должный контроль над оборудованием даже в неожиданных ситуациях. Избегайте внезапного включения устройства. Перед включением оборудования удаляйте все регулировочные и установочные ключи. Особое внимание уделите и следующим нюансам:
Одежда не должна быть слишком свободной, иначе она может попасть в движущиеся части аппарата.
Надевайте специальные защитные очки. В соответствующих условия нужно носить нескользящие ботинки, наушники или каску.
Руки должны быть чистыми, сухими и без следов маслянистых жидкостей.
Сетевой кабель должен идти в комплекте со сварочным аппаратом. Проверьте его целостность, подсоедините к оборудованию и подключите к розетке. Убедитесь, что индикатор питания горит.
На корпусе каждого инвертора имеется два разъёма с символами плюса и минуса. В них нужно вставить кабели, который затем следует подсоединить к электродержателю и к детали, с которой вы планируете работать. Здесь всё зависит от выбора полярности:
Работа с прямой полярностью. Плюсовой кабель нужно подключить к свариваемой детали, минусовой – к электродержателю.
Работа с обратной полярностью. Все нужно сделать с точностью наоборот.
Способ подключения зависит от типа сварочных работ, используемых электродов и свариваемого металла. Перечисленные рекомендации относятся к инверторам, которые работают на постоянном токе.
Режим и процесс сварки
Правильная эксплуатация сварочного оборудования предполагает также выбор режима сварки, т.к. от него зависит результат всей работы. Под этим понятием подразумевается целый список настроек, которые устанавливаются перед сваркой: сила и род тока, напряжение и т.п.
После всех подключений и установки режима сварки можно приступить к работе. Установите в электродержатель электрод, постучите концом последнего по поверхности металла для того, чтобы дуга зажглась. Можете не стучать, а просто провести электродом по детали, словно вы поджигаете обычную спичку – этот метод требует определённой сноровки.
Заменять электрод необходимо, когда в электродержателе осталось 2-3 см стержня. Для этого приостановите работу, нажмите на ручку электродержателя и достаньте электрод. Затем установите на его место новый материал и опустите ручку.
Рекомендации по технике безопасности
Соблюдайте основные правила техники безопасности и обязательно запомните все следующие правила:
Нельзя использовать устройство, если поврежден его корпус, кабели и их изоляция, вилка.
Если инвертор не используется, то обязательно выключайте его.
Не пытайтесь переключить режим сварки во время выполнения работы – это приведёт к выходу аппарата из строя.
В случае форс-мажорной ситуации отключите инвертор, воспользовавшись аварийным выключателем.
Выполняйте работы, используя только сертифицированные комплектующие.
Не забывайте надевать защитную одежду, маску и перчатки. Также помните о головном уборе и обуви.
Посторонние люди не должны находиться в рабочей зоне при отсутствии надлежащей защиты.
В рабочей зоне не должно быть никаких легковоспламеняющихся предметов.
Основные правила проведения сварочных работ
Правила выполнения сварки зависит от модели инвертора, используемого в работе. К примеру, некоторые модели оснащены защитой от попадания влаги и пыли, поэтому они не требуют тщательного соблюдения условий хранения – такие устройства могут использоваться в полевых условиях. Некоторые инверторы дополнены индикатором, сигнализирующими о перегреве устройства. Когда он загорается, необходимо выключить прибор и дать ему остыть. Если ваша модель не оснащена подобной индикацией, то за температурой нужно следить самостоятельно.
При временной приостановке сварочных работ или их завершении нужно отключить инвертор от сети электропитания. Если в зоне работы находятся другие люди, то обязательно установите специальный экран. Он будет защищать от искр и излучения.
Перед решением задачи тщательно зачистите поверхности, которые будет свариваться между собой. Не оставляйте следов масла, грязи, коррозии и т.д. Убедитесь в исправности как самого инвертора, так и кабелей. Последние должны быть подключены правильно.
Уровень пыли в воздухе в рабочей зоне не должен превышать нормы, указанные в сварочных ГОСТах. Важное значение имеет вентиляция. Отличный вариант – установка прямого вентиляционного колпака. Расстояние от него до места сварки должно составлять около 60 см. Если этой меры недостаточно, то воспользуйтесь специальными системами защиты от дыма и ветра.
Эксплуатация сварочного оборудования
В процессе эксплуатации сварочного оборудования возникают перегрузки, аварии и естественный износ, в результате часть его выходит из строя и подлежит ремонту.
В производственных условиях при ремонте и наладке сварочных аппаратов и установок в большинстве случаев под руководством и наблюдением специализированного персонала участвуют электросварщики, которым предстоит в дальнейшем эксплуатировать данное оборудование.
Согласно ГОСТ 12.3.003–86, электросварщики обязаны иметь квалификационную группу по электробезопасности не ниже II, так как они относятся к электротехнологическому персоналу (являющемуся частью электротехнического), осуществляющему эксплуатацию электротехнологических установок (до 1000 В), к которым относится электросварочное оборудование. В своих правах они приравниваются к электротехническому персоналу и допускаются к обслуживанию электроустановок.
При наладке (после введения эксплуатационного режима) обслуживание сварочных электроустановок, механизмов, обеспечение техники безопасности осуществляются эксплуатационным персоналом, т. е. электросварщиками. К временной эксплуатации установок наладчики не допускаются. В итоге электросварщик проверяет работоспособность аппарата при сварке и определяет его готовность к эксплуатации. Поэтому успех в ремонте и наладке электросварочного оборудования определяют не только опыт и знания специализированного персонала, но и профессиональное мастерство работающего рядом электросварщика.
Для того чтобы электросварочное оборудование всегда находилось в работоспособном состоянии, необходима постоянно действующая система его технического обслуживания и ремонта.
Техническое обслуживание – это комплекс операций либо операция по поддержанию работоспособности или исправности электросварочного оборудования при использовании его по назначению, при хранении и транспортировании.
Система технического обслуживания – это совокупность взаимосвязанных средств (документации технического обслуживания и ремонта, исполнителей), необходимых для поддержания и восстановления качества изделий, входящих в эту систему.
Техническое обслуживание оборудования осуществляют в период между ремонтами через интервал времени, установленный нормативно-технической документацией. При этом вводят понятие цикла технического обслуживания как наименьшего повторяющегося интервала времени (или наработки изделия), в течение которого в определенной последовательности выполняют все необходимые виды операций. При техническом обслуживании оборудование не подвергают разборке.
Техническое обслуживание электросварочного оборудования в производственных условиях состоит из ежедневных и периодических проверок. Ежедневно перед началом работы проверяют надежность заземления и присоединения сварочных кабелей к источнику питания и сварочной головке. Осматривают состояние гирлянды, обращая внимание на изоляцию проводов, особенно в местах перегибов. Проверяют наличие и надежность соединений обратного провода.
В генераторах для дуговой сварки следят за исправным состоянием щеточного аппарата и коллектора. Проводят осмотр и проверку состояния контактов контактора, всех внешних соединений, изоляции проводов, токоподводов, мундштуков, шлангов полуавтоматов, герметичности водяных и газовых коммуникаций, а также работы аппаратуры управления. Перед пуском в работу всю сварочную установку, пульт, шкаф управления и источник питания протирают чистой ветошью.
Один раз в неделю прочищают и продувают шланги, газовую и водяную магистрали.
Один раз в месяц проводят ревизию всех механизмов сварочного оборудования, зачищают наконечники, проверяют надежность крепления проводов на клеммниках, измеряют сопротивление изоляции всех проводов и обмоток, продувают оборудование сухим сжатым воздухом. Контролируют уровень масла и отсутствие течи в редукторах и смазку подшипников. Проверяют нагревы контактов, магнитопроводов и обмоток. Смазывают ходовые винты трансформаторов тугоплавкой универсальной смазкой УТ-1. Проверяют работу сигнальных систем и заземляющих устройств. Проверяют наличие соответствующих надписей на щитах и панелях.
Один раз в три месяца проверяют исправность конденсаторов фильтров защиты от радиопомех и заменяют смазку ЦИАТИМ- 201 в подшипниках электродвигателей вентиляторов.
Каждые шесть месяцев меняют смазку в подшипниках электрических машин, смазывают смазкой УТ-1 ходовые винты механизмов перемещения подвижных частей сварочных трансформаторов, поверхности магнитопроводов в местах скольжения плоских пружин подвижных катушек. Подтягивают болтовые соединения.
Один раз в год меняют смазку трущихся частей в коробке перемещения винта и в других частях механизмов сварочных трансформаторов. У водоохлаждаемых источников питания промывают медные трубки с помощью насоса сначала 3 %-ным водным раствором НС1, затем водой и продувают сухим сжатым воздухом.
Техническое обслуживание электросварочного оборудования проводит на рабочих местах эксплуатационный и специализированный персонал с определенными технологической последовательностью и ритмом цеховыми средствами предприятия. Указанную совокупность технологических и организационных правил выполнения операций технического обслуживания называют методом технического обслуживания. Их существует несколько: поточный, централизованный, децентрализованный, эксплуатационным или специализированным персоналом и специализированной организацией.
Поточный метод характеризуется выполнением технического обслуживания на специализированных рабочих местах с определенными технологической последовательностью и ритмом. Если технологическое обслуживание выполняется персоналом и средствами одного подразделения организации или предприятия, его называют централизованным методом технического обслуживания. Метод технического обслуживания, выполняемый эксплуатационным персоналом, работающим на данном оборудовании, при использовании его по назначению, называют методом технического обслуживания эксплуатационным персоналом.
Техническое обслуживание персоналом, специализированным на выполнении этой операции, называют методом технического обслуживания специализированным персоналом. Методом технического обслуживания специализированной организацией называют метод при выполнении его такой организацией.
Таким образом, техническое обслуживание электросварочного оборудования выполняют централизованным и поточным методами эксплуатационным и специализированным персоналом. Следовательно, техническое обслуживание электросварочного оборудования осуществляют постоянно с остановками на ремонты.
2. Ремонт сварочного оборудования
Ремонт – это комплекс операций по восстановлению исправности или работоспособности электросварочного оборудования, а также его ресурсов или его составных частей. Различают несколько видов ремонта: капитальный, средний и текущий.
Капитальный ремонт проводят для устранения всех неисправностей и восстановления полного (или близкого к полному) ресурса (установленного в нормативно-технической документации) изделия с заменой или восстановлением любых его частей, включая и базовые. Под базовой частью понимают основную часть изделия, предназначенную для его компоновки и установки других составных частей. Изделие после капитального ремонта должно отвечать тем же паспортным и техническим данным, что и новое. Капитальный ремонт обычно осуществляют специализированные организации (например, электроремонтный цех предприятия) и предприятия – изготовители изделий. Капитальный ремонт электросварочного оборудования для дуговой сварки проводят через каждые 2000 ч работы при общем сроке его службы до списания 5 лет.
При среднем ремонте ресурс изделия восстанавливают частично и заменяют или восстанавливают ограниченную номенклатуру его составных частей согласно нормативно-технической документации. Этот ремонт осуществляют как специализированные, так и эксплуатационные организации.
Текущий ремонт выполняют для обеспечения или восстановления работоспособности изделия путем замены, восстановления отдельных его частей. Он может быть осуществлен без демонтажа изделия, но требует остановки оборудования и отключения его от электрических сетей. Выполняют его эксплуатационные организации. Он является основным профилактическим видом ремонта. В объем работ при текущем ремонте входят операции технического обслуживания; частичная разборка; выявление дефектов деталей, их ремонт или замена; проверка заземления, аппаратуры, ее регулирование и др.
Ремонт может быть плановым, неплановым, регламентированным и по техническому состоянию.
Ремонт, который осуществляют в соответствии с требованиями нормативно-технической документации (например, постановка оборудования на капитальный ремонт после определенной наработки), называют плановым. В противоположность ему существует неплановый ремонт, который производят вследствие аварии или других непредусмотренных событий. Регламентированный ремонт – это плановый ремонт, выполняемый с периодичностью и в объеме, установленными эксплуатационными документами, независимо от технического состояния изделия в момент начала ремонта (например, постановка оборудования на плановопредупредительный ремонт).
Ремонтом по техническому состоянию называют такой ремонт оборудования, который осуществляют в результате периодического контроля его технического состояния согласно нормативнотехнической документации.
Методы ремонта стандартизованы. Используют три метода ремонта: обезличенный, необезличенный и агрегатный. При обезличенном методе ремонта не сохраняют принадлежность восстановленных составных частей к определенному экземпляру изделия, при необезличенном – сохраняют. Агрегатный метод ремонта – это обезличенный метод, при котором неисправные агрегаты заменяют новыми или заранее отремонтированными. Его считают наиболее прогрессивным из-за значительного сокращения сроков ремонта.
Для обеспечения надежной, бесперебойной и безопасной работы электросварочного оборудования важную роль играет правильная система технического обслуживания и ремонта, действующая в эксплуатационной организации непосредственно на рабочих местах. Такую систему называют планово-предупредительным ремонтом электросварочного оборудования. Эта система представляет собой комплекс организационно-технических мероприятий, обеспечивающих выполнение технического обслуживания и профилактического ремонта.
До 95 % неисправностей сварочных полуавтоматов приходится на механизмы подачи (редуктор, электродвигатель, ролики подачи проволоки, разъем сварочной горелки, переключатели и механизмы регулировки), которые эксплуатируются в сложных условиях. Срок службы механизма подачи, как правило, не более 5 лет. Дальнейший его текущий ремонт экономически нецелесообразен.
ЗАО «Машагропром» (г. Минск) выпускает универсальные механизмы подачи проволоки ППУ-302 (на токи до 350А), ППУ-504 (на токи до 500 А), которые легко адаптируются с любыми сварочными источниками, имеющими жесткую вольт-амперную характеристику. Проволокоподающие устройства ППУ-302 и ППУ-504 служат заменой практически любых механизмов подачи, отработавших свой срок службы.
Вентильные генераторы в составе агрегатов имеют следующие характерные неисправности: повышенный шум и нагрев подшипников, выход из строя вентилей, обрыв цепи возбуждения, короткое замыкание рабочих обмоток.
Наиболее характерными неисправностями сварочных трансформаторов: повышенная вибрация и гудение, повышенный нагрев контактов, что связано с ослабленными креплениями и плохими контактами. Очень опасно нарушение изоляции обмоток, которое может вызвать их разрушение, а также замыкание на корпус тока высокого напряжения.
Характерные неисправности выпрямителей: выход из строя одного или нескольких вентилей выпрямительного блока, обрыв цепи питания вентилятора или неверное направление его вращения, обрыв цепей обратной связи и отсутствие сигналов управления у тиристорных выпрямителей.
Характерные неисправности инверторных источников питания: выход из строя силовых модулей, плат управления вследствие перегрева источника и попадания пыли.
Перед поиском неисправностей следует ознакомиться с устройством, принципом действия и электрической схемой источника питания. Поиск выполняют с использованием тестера – ампервольтомметра или цифрового прибора – мультиметра, а также с помощью осциллографа. В руководстве по эксплуатации источника питания обычно приводится перечень типичных неисправностей с указанием их причин и способов устранения.
Поиск неисправностей начинают с осмотра оборудования со снятым кожухом. Иногда при обнаружении элемента или блока, вызывающего подозрение в неработоспособности, его заменяют заведомо исправным и включают оборудование, наблюдая поведение этого элемента и работу оборудования в целом. Более эффективен способ поочередного отключения блоков или элементов, после каждого отключения на оборудование подают напряжение и одновременно наблюдают, не исчез ли при этом признак дефекта.
Возможен и обратный этому способ последовательного подключения элементов и блоков. Трудоемким, но и более эффективным является способ измерения сопротивления элементов (прозвонка) и напряжения в контрольных точках, а также осциллографирование.
Ведущие производители сварочного оборудования обеспечивают возможность дистанционного контроля и диагностики дефектов оборудования через Интернет.
3. Требования безопасности при эксплуатации оборудования
При наладке, технических осмотрах, ремонте и эксплуатации сварочного оборудования наиболее опасным является поражение человека электрическим током. Поэтому лица, обслуживающие это оборудование, должны придерживаться следующих основных мер электробезопасности:
- работать только на исправном и заземленном оборудовании;
- не касаться голыми руками клемм и токоведущих частей сварочных установок, кабелей без изоляции или с поврежденной изоляцией;
- перед началом работ проверять целостность сварочных кабелей и заземления, проводов питания, а также надежность всех наружных контактных соединений;
- при прокладке сварочных кабелей и при каждом их перемещении не допускать повреждения изоляции, соприкосновения их с водой, маслом, стальными канатами, трубопроводами с горючими газами и кислородом и с горячими трубами;
- гибкие провода электроуправления при значительной их протяженности следует помещать в резиновые или брезентовые рукава. Защищать сварочные кабели от повреждений и при необходимости дополнительно обматывать их брезентовой лентой;
- не использовать в качестве обратного провода сварочной цепи контуры заземления, трубы санитарно-технических устройств, металлоконструкции законченных зданий и технологического оборудования;
- не применять для сварки в особо опасных условиях (внутри металлических емкостей, трубопроводов и т. п.) установки без устройств автоматического отключения напряжения холостого хода или его ограничения до напряжения 12 В с выдержкой времени не менее 0,5 с после размыкания цепи.
Основные требования по правильной наладке, квалифицированному монтажу, эксплуатации и уходу приводятся в технической документации сварочного оборудования, входящей в комплект поставки завода-изготовителя. Электрический монтаж должен выполняться в соответствии с Правилами устройства электротехнических установок.
Перед монтажом новое оборудование расконсервируется: с поверхности деталей удаляют консервирующую смазку и защитную бумагу.
Подключению сварочной аппаратуры к сети предшествуют обязательное заземление корпусов шкафов управления и источников питания, зажимов вторичных обмоток сварочных трансформаторов, выпрямителей и других металлических нетоковедущих частей сборочно-сварочных установок и оснастки, а также проверка соответствия величины напряжения питающей сети напряжению, оговоренному паспортными характеристиками оборудования.
Заземление осуществляют при помощи оголенных гибких проводов или шин из меди или других токопроводящих металлов.
Последовательное включение в заземляющий провод нескольких сварочных установок не допускается.
Каждая сварочная установка должна включаться в сеть отдельным рубильником или пускателем с предохранителями.
Расположение оборудования должно обеспечивать удобный доступ к местам его обслуживания, удобство и безопасность при транспортировании деталей к месту сварки и в процессе самой сварки. Оно не должно занимать лишней производственной площади.
Источники питания, балластные реостаты, регуляторы, сварочные полуавтоматы и автоматы, устанавливаемые на открытом воздухе, должны быть защищены от атмосферных осадков навесами.
Каждый сварщик может быть допущен к работе только после прохождения вводного (общего) инструктажа по технике безопасности и производственной санитарии, инструктажа на рабочем месте, который проводят также при каждом переходе на другую работу или при изменении условий работы.
Повторный инструктаж проводят не реже одного раза в три месяца. Проведение инструктажа регистрируют в специальном журнале. Знание сварщиком правил техники безопасности проверяют ежегодно.
Техника безопасности при проведении сварочных работ

При проведении сварочных работ имеют место физические и химические процессы, оказывающие негативное воздействие на организм человека. К примеру, ультрафиолетовое излучение обжигает сетчатку глаз, кожу лица и рук. Всего несколько минут такого сварочного ультрафиолета по уровню облучения равны нескольким десяткам часов нахождения под палящим тропическим солнцем.
Но это не все. В испарениях присутствуют микрочастицы расплава металлов, которые могут вызвать отравление, поражая органы дыхания сварщика. Всегда существует вероятность получить ожоги от брызг расплавленного металла. Поэтому очень важно соблюдать правила техники безопасности, которые специально разработаны и учитывают все нюансы выполнения сварочных работ.
На производственных предприятиях к выполнению своих обязанностей сварщики допускаются исключительно после инструктажа. Все они информированы о грозящей опасности и отлично знают, как от нее нужно защищаться. Точно таких же мер предосторожности следует придерживаться и любителям, работающим дома.
Опасные факторы
Вне зависимости от того, где эксплуатируется сварочное оборудование – в помещении или под открытым небом – всегда есть опасные факторы, которые воздействуют и на сварщика, и на стоящих рядом людей. Средства защиты нужны не только специалистам, но и помощникам. Стоит учитывать, к примеру, что искры от электродов могут рассыпаться в радиусе до пяти метров. Поймать отблеск сварки (так называемый «зайчик») можно с расстояния в три метра.
Существует множество причин, вызывающих несчастные случаи и травмы:
- искры легко прожигают все виды ткани, кроме специальной, и могут стать причиной ожога;
- расплав легко прожигает современную обувь, изготовленную из искусственных материалов;
- в зоне разлета искр могут воспламеняться горючие материалы;
- от раскаленного металла подымаются горячие пары, которые могут травмировать кожу лица или глаза;
- искры могут попадать на открытые участки кожи и вызывать легкие ожоги;
- плохая изоляция кабеля может привести к поражению электрическим током;
- при взрыве оборудования или дополнительной оснастки возможно возникновения пожаров;
- плохо закрепленные элементы конструкций падают на землю, травмирую людей;
- при выполнении сварочных работ на высоте не исключается падение сварщика.
Химические и физические факторы:
- работающее сварочное оборудование генерирует шумы высокого уровня;
- инфракрасное и ультрафиолетовое излучение;
- при работе электродуговой сварки излучается слепящий глаза свет;
- при работе с металлическими сплавами в воздух испаряются свинец, цинк, хром, кадмий и прочие опасные для дыхательных путей вещества;
- над ванночкой присутствует взвесь высокой температуры с микровключениями;
- высока вероятность теплового воздействия горелки или электрической дуги.
Правила безопасности при выполнении сварочных работ
Сегодня действуют правила техники безопасности, разработанные в мае 2015 года. Их требования должны неукоснительно соблюдать все без исключения работодатели и специалисты, выполняющие сварочные работы. Как минимум, их обязаны знать все любители, имеющие в своем распоряжении сварочные аппараты.
Основные требования положений по технике безопасности:
- при выполнении работ нельзя отвлекаться. Нужно постоянно контролировать процесс формирования шва;
- чтобы случайным прохожим электрическая дуга не могла навредить, нужно оградить место сварки защитой высотой 1,8 метра;
- в зоне проведения сварочных работ следует соблюдать чистоту. На расстоянии до пяти метров не должно находиться легковоспламеняющихся предметов или огнеопасных веществ;
- сварщик в обязательном порядке должен использовать специальную маску для защиты глаз и лица;
- на рабочем месте сварщика внутри помещения должна быть оборудована эффективная система вентиляции. В исключительных случаях допускается работа в респираторе непродолжительное время;
- при работе на высоте специалист обязан использовать страховочные пояса. Важно надежно крепить свариваемые элементы, чтобы исключить их падение с высоты;
- переносить или передвигать сварочное оборудование допускается только после прекращения подачи электропитания;
- в процессе сварочных работ необходимо следить за кабелями. Очень важно, чтобы они не скручивались;
- при выполнении кузовных работ на автотранспорте, обязательно нужно отключить аккумулятор;
- сварщик должен носить специальную одежду, выполненную из плотной ткани и пропитанную огнеупорным составом.
Электробезопасность
В Правилах по технике безопасности есть специальный раздел, который регламентирует работу с электрическими схемами. Они созданы с учетом поражающих факторов, которые могут быть сгенерированы системами энергоснабжения. Согласно принятым нормам электрический ток напряжением свыше 110 Вольт опасен для жизни, а сила тока больше 0,05А травмоопасна.
Чтобы не навредить своему здоровью, специалист должен придерживаться несложных правил безопасности:
- для освещения желательно использовать источники с напряжением в 12В;
- максимально допустимое напряжение холостого хода не должно превышать 90В;
- перед включением оборудования в обязательном порядке проверяется его заземление;
- всегда контролировать состоянии изоляции питающих и рабочих кабелей. Не должно быть порывов, трещин или других повреждений;
- подача энергопитания должна идти через распределительный щит с установленными предохранителями;
- нельзя использовать кабель длиной более 10 метров;
- не допускаются скрутки или другие соединения силового кабеля. Как исключение – контакт через муфтовое соединение.
Категорически запрещено
В Правилах по технике безопасности отдельно выделены важные ограничения. Эти моменты часто игнорируют начинающие сварщики:
- во время осадков работать на открытой площадке нельзя. И не важен вид осадков: одинаково опасен и дождь, и снег;
- с электродуговой сваркой нельзя работать, если поврежден фильтр или экран защитной маски;
- нельзя работать в закрытых помещениях без приточной вентиляции. Ее можно быть заменить специальным шлемом с независимой подачей воздуха;
- запрещается держать деталь свободной рукой на весу. Заготовки должны быть закреплены механически;
- не допускается соседство с горючими или легковоспламеняющимися веществами;
- запрещено работать в промасленной или со следами смазки одежде;
- не следует допускать длительный электрический контакт со свариваемыми заготовками. Вырастает вероятность поражения электрическим током или выхода оборудования из строя.
Газовая сварка и резка
При работе с газосварочным оборудованием Правила техники безопасности предусматривают:
- Внимательно относиться к транспортировке баллонов. Они должны быть только в вертикальном положении. Вентили обязательно закрываются защитными колпаками.
- В случаях, когда в процессе работы слышны хлопки обратного удара, то нужно быстро перекрыть подачу газа. Прежде всего, закрывается ацетилен и только после – кислород. В целях безопасности отключать газовые магистрали следует строго по инструкции. Резервуары с газом от рабочей зоны должны располагаться на расстоянии не меньше пяти метров. Шланги желательно навесить.
- Перед началом работ следует внимательно проверить горелку. Особенно опасно наличие масла – это может привести к детонации горючей смеси.
- Во время работы важно сохранять оптимальный зазор между заготовкой и соплом. Давление газа должно быть постоянным.
Средства защиты
Строгие требования предъявляются к защитной экипировке сварщика. Она должна надежность защищать от электрической дуги и окалины металла. Защитная одежда изготавливается из специальной негорючей ткани:
- плотной кожи;
- брезента;
- специального сукна;
- спилка;
- парусины, пропитанной огнеупорным составом.
Комплект защиты включает костюм, спецобувь, шлем и маску, краги.
Перед началом рабочего дня одежду следует проверить на загрязнение маслом или другими производственными смазками. Обувь должна иметь толстую подошву, чтобы предотвратить прохождение тока. Нельзя, чтобы на ней были металлические накладки или гвозди. Внутри носка должна быть плотная вставка, защищающая пальцы от тяжелых предметов.
Краги бывают разными и подбираются в зависимости от вида сварочных работ. Есть модели двух-, трех- и пятипалые; без обшлагов или, наоборот, с высокими бортами, защищающими руки до локтей. При некоторых видах работ (например, газосварке) допустимо использование нарукавников и фартуков вместо специальных костюмов.
Не допускаются дефекты в маске. Она должна быть не только полностью исправной, но и подобрана по размеру, плотно крепиться к голове. На потребительском рынке представлен большой ассортимент масок, в том числе с искусственным наддувом, регулируемым фильтром и т.д. Светофильтр должен хорошо защищать глаза и в то же время обеспечивать достаточно хороший обзор для контроля над рабочим процессом.
Требования к материалам, оборудования и помещениям
Выполнение сварочных работ допускается в закрытых помещениях при условии, что они оборудованы эффективной системой приточно-вытяжной вентиляции. Если приходится работать в условиях ограниченного пространства или закрытых емкостях, применяются специальные средства защиты органов дыхания. При работе с газосварочными установками следует выделить специальное место для хранения баллонов с газом. Каждое рабочее место на сварочном участке производства должно ограждается ширмой.
Максимум внимания следует уделить освещенности рабочей зоны. Важно обеспечить беспрепятственный приток дневного света. Если его недостаточно, то дополнительно устанавливаются источники искусственного освещения. Оборудование нужно вовремя диагностировать. Лучше всего отдавать его на проверку и ремонт в специализированные мастерские. По требованиям ТБ при сварке заготовки укладываются на рабочем столе и крепятся между собой струбцинами или же при помощи магнитных угольников. Вспомогательное оборудование и оснастка должны содержаться чистыми. Все они изготавливаются только из невоспламеняющихся материалов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Читайте также: