Билеты с ответами по ручной дуговой сварке
Обновлено: 17.05.2024
1. Нарушение размеров и формы шва, подрезы, прожоги, наплывы, свищи, не заваренный кратер.
2. Нарушение размеров и формы шва, трещины, поры, шлаковые включения.
3.Прожоги, наплывы, свищи, оксидные вольфрамовые включения, несплавления.
ВОПРОС 2. В каких пределах изменяется стандартный угол скоса кромки при V-образной разделки элементов стальных конструкций по ГОСТ 5264-80
1. 23-27 градусов.
2. 25-30 градусов.
3. 60-90 градусов.
ВОПРОС 3. Какой буквой русского алфавита обозначают алюминий и медь в маркировке стали?
1. Алюминий — А, медь — М.
2. Алюминий — В, медь — К.
3. Алюминий — Ю, медь — Д.
ВОПРОС 4. Укажите способ устранения влияния магнитного дутья
1. Увеличением параметров режима сварки, механической зачисткой свариваемых кромок.
2. Изменением места токоподвода, угла наклона электрода, заменой постоянного тока переменным.
3. Изменением угла раздела кромок, уменьшение зазора в стыке.
ВОПРОС 5. Что такое режим холостого хода сварочного трансформатора?
1. Первичная обмотка трансформатора подключена к питающей сети, а вторичная замкнута потребителем.
2. Первичная обмотка трансформатора подключена к питающей сети, а вторичная обмотка отключена от потребителя.
3. Первичная обмотка трансформатора не подключена к сети, а вторичная обмотка замкнута потребителем.
ВОПРОС 6. Что из перечисленного ниже влияет на выбор диаметра электрода и величины сварочного тока?
1. Марка и толщина свариваемого металла.
2. Температура окружающей среды.
3. Все перечисленное в п.п.1,2.
ВОПРОС 7. Укажите правильное подразделение электродов по типу покрытия по ГОСТ 9466?
1. Кремнесодержащие, марганцесодержащие и нейтральные покрытия.
2. Окислительные, восстановительные и пассивирующие покрытия.
3. Кислые, основные, целлюлозные и рутиловые покрытия
ВОПРОС 8. Для сварки какого класса сталей применяют электроды типов Э70, Э85, Э100, Э125, Э150?
1. Для сварки теплоустойчивых сталей.
2. Для сварки конструкционных сталей повышенной и высокой прочности.
3. Для сварки углеродистых и низколегированных конструкционных сталей.
ВОПРОС 9. Что из перечисленного ниже является причиной появления шлаковых включений?
1. Плохая защита места сварки от ветра на монтаже.
2. Следы влаги и масла на свариваемых кромках.
3. Низкое качество электродного покрытия при ручной дуговой сварке.
ВОПРОС 10. Когда наблюдается мелкокапельный перенос металла при сварке в защитных газах?
1. На малых значениях плотности сварочного тока.
2. На больших значениях плотности сварочного тока.
3. На средних значениях плотности сварочного тока.
ВОПРОС 11. Какой из перечисленных факторов в большей степени влияет на ширину шва при РДС?
1. Величина сварочного тока.
2. Поперечные колебания электрода.
3. Напряжение на дуге.
ВОПРОС 12. Укажите требования к режиму подогрева при сварке разнородных сталей перлитного класса
1. Устанавливается режим, соответствующий более легированной из свариваемых сталей.
2. Устанавливается режим, соответствующий менее легированной из свариваемых сталей.
3. Устанавливается усредненный режим подогрева.
ВОПРОС 13. Укажите, как влияет увеличение диаметра электрода (при неизменном токе) при ручной дуговой сварке на пространственную устойчивость дуги
1. Возрастает, так как уменьшается блуждание активного пятна.
2. Снижается, так как усиливается блуждание активного пятна по сечению конца электрода.
3. Никакого влияния не оказывает.
ВОПРОС 14. Какую вольтамперную характеристику должен имеет источник питания для РДС?
ВОПРОС 15. Укажите требования, предъявляемые к качеству подготовки поверхности кромок, пред сваркой
1. Разрешается применять металл в состоянии поставки.
2. Поверхности стыка кромок детали и прилегающая к ним зона должны быть чистой, без окалины, ржавчины, масла, смазки и грязи.
3. Поверхности стыка кромок детали и прилегающая к ним зона должны быть без следов влаги.
ВОПРОС 16. Укажите как выбирают плотность защитного стекла в сварочной маске при дуговой сварки
1. В зависимости от способа сварки.
2. В зависимости от величины сварочного тока.
3. В зависимости от остроты зрения сварщика.
ВОПРОС 17. Когда появляются временные сварочные деформации?
1. Образуются во время сварки.
2. Возникают после сварки.
3. Появляются после охлаждения свариваемого металла.
ВОПРОС 18. Какие дефекты допускается устранять сварщику (не привлекая руководителя работ)?
1. Любые дефекты, включая дефекты типа непроваров и трещин.
2. Трещины и межваликовые несплавления.
3. Поверхностные поры, шлаковые включения, межваликовые несплавления, подрезы.
ВОПРОС 19. Какая минимальная величина тока может оказаться смертельной для человека при попадании под электрическое напряжение?
1. Сила тока равная 1 мА.
2. Сила тока равная 10 мА.
3. Сила тока равная 50 мА.
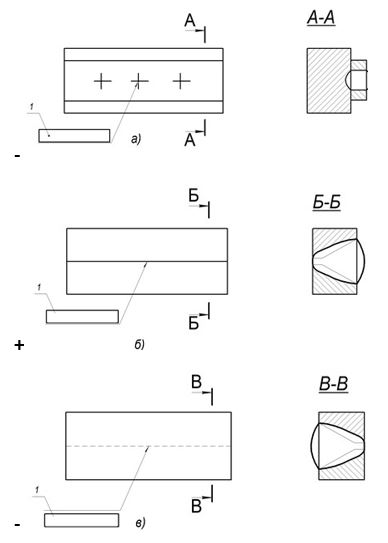
ВОПРОС 20. Какой линией изображают невидимый сварной шов на чертеже?
1. Сплошной основной.
3. Штрих – пунктирной.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Билеты с ответами по ручной дуговой сварке
Экзаменационные тесты для сварщиков с ответами
Правильный вариант ответа отмечен знаком +
1. Чем определяются свойства сварного соединения?
+ Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
- Техническими характеристиками использованных электродов
- Свойствами металла линии сплавления и зоны термического влияния
2. С какой целью выполняют разрезку кромок?
- Для экономии металла
- Для более удобного проведения сварочных работ
+ Для обеспечения провара на всю глубину
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение.
- Тип электрода и допустимое количество часов использования
+ Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм 2
- Марку электрода и серийный номер, присвоенный заводом-производителем
5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
+ Крутопадающей или жесткой (в комбинации с балластными реостатами)
6. В каком порядке проводится аттестация сварщиков?
- По решению аттестационной комиссии
- Сначала теоретическая часть экзамена, а затем практическая
+ Сначала практическая часть экзамена, затем теоретическая
7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
+ Тонкое покрытие - М, среднее покрытие - С, толстое покрытие - Д, особо толстое покрытие - Г
- Без покрытия - ТО, среднее покрытие - СР, толстое покрытие - ТЛ, особо толстое покрытие - ОТЛ
- Без покрытия - БП, тонкое покрытие - Т, среднее покрытие - С, толстое покрытие - ТТ, особо толстое покрытие – ТТТ
8. На каком из чертежей изображен видимый сварной шов?
9. При выполнении ручной дуговой сварки непровары возникают из-за:
+ Высокой скорости выполнения работ, недостаточной силы сварочного тока
- Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
- Неправильного подбора электродов, чрезмерно большой силы сварочного тока
тест 10. Дайте определение понятию «электрошлаковая сварка».
- Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке
+ Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака
- Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды
11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
- Качество оплавления металла
+ Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
- Внутренние напряжения металла
12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
13. Конструктивными характеристиками разделки кромок являются:
+ Притупление, угол скоса кромки
- Температура плавления металла, глубина проварки
- Угловатость, угол скоса кромки
14. Остаточные сварочные деформации – это:
- Деформации, которые связаны с дефектами электродов
+ Деформации, которые остаются после завершения сварки и полного остывания изделия
- Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
15. Какой дефект сварного шва изображен на рисунке?

- Неправильная разделка кромок
16. Прожоги образуются по причине:
+ Несоответствия силы сварочного тока и толщины свариваемых элементов
- Неправильно подобранных электродов
- Неправильно подобранного размера сварочной ванны
17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке.
- V-образная разделка кромок
+ Выбор правильной формы разделки кромок, снижение погонной энергии
- Проведение термической обработки металла до сварки
18. Контроль качества сварных соединений проверяют по:
+ Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния
- Внешнему виду катета сварного шва
- Цвету сварного шва
19. Внешний вид излома сварного соединения позволяет определить:
- Прочность, устойчивость против коррозии, деформационную стойкость
+ Строение и структуру металла, что является ценной информацией для оценки его пластических свойств
- Наличие вредных примесей в металле
тест-20. Перечислите типы сварных соединений.
+ Стыковые, тавровые, угловые, внахлест
- Плоские, угловые, стыковые, объемные
- С нахлестом, без нахлеста
21. Опишите принцип заземления сварочного оборудования.
- К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
- Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
+ Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
- Увеличении этих деформаций
+ Уменьшении этих деформаций
23. Магнитное дутье дуги – это:
- Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
+ Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке
- Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)?
- По мере обнаружения дефектов
25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
26. Методы контроля степени воздействия на материал сварного соединения бывают:
+ Разрушающими и неразрушающими
- Радиографическими и ультразвуковыми
- Статическими и динамическими
27. Укажите цель проведения сопутствующего и предварительного подогрева.
- Повышение содержания углерода в металле
+ Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин
- Повышение скорости охлаждения металла в зоне сварки
28. Наплыв в металле шва – это:
- Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
+ Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
- Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
29. Цифры возле букв на чертеже сварного шва обозначают:
+ Порядковый номер шва в соответствии с ГОСТ
- Предпочтительную толщину электрода для проведения работ
- Длину катета шва
тест_30. Требования, которые предъявляются к качеству исправленного участка шва:
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
3. Зависит при малых и больших величинах сварочного тока.
ВОПРОС 3. К какому классу сталей относятся сварочные проволоки Св-12Х11НМФ, Св-10Х17Т, Св-06Х19Н9Т?
ВОПРОС 4. Какой из перечисленных факторов в большей степени влияет на ширину шва при РДС?
1. Поперечные колебания электрода.
2. Напряжение на дуге.
3. Величина сварочного тока.
ВОПРОС 5. С какой целью один из концов электрода не имеет покрытия?
1. Для обеспечения подвода тока к электроду.
2. С целью экономии покрытия.
3. Для определения марки электрода.
ВОПРОС 6. Какие должны быть род и полярность тока при сварке соединений из углеродистых сталей электродами с основным покрытием?
1. Переменный ток.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 7. Какие требования предъявляются к помещению для хранения сварочных материалов?
1. Сварочные материалы хранят в специально оборудованном помещении без ограничения температуры и влажности воздуха.
2. Сварочные материалы хранят в специально оборудованном помещении при положительной температуре воздуха.
3. Сварочные материалы хранят в специально оборудованном помещении при температуре не ниже 15 0С и относительной влажности воздуха не более 50%.
ВОПРОС 8. Для сварки какой группы сталей применяют электроды типов Э50, Э50А, Э42А, Э55?
1. Для сварки конструкционных сталей повышенной и высокой прочности.
2. Для сварки углеродистых сталей.
3. Для сварки высоколегированных сталей.
ВОПРОС 9. Для чего нужна спецодежда сварщику?
1. Для защиты сварщика от выделяющихся вредных аэрозолей.
2. Для защиты сварщика от поражения электрическим током.
3. Для защиты сварщика от тепловых, световых, механических и других воздействий сварочного процесса.
ВОПРОС 10. Как изменяется сила сварочного тока увеличением длины дуги при ручной дуговой сварки штучными электродами?
1. Увеличение длины дуги ведет к уменьшению силы тока.
2. Увеличение длины дуги ведет к увеличению на силы сварочного тока.
3. Величина сварочного тока остается неизменной.
ВОПРОС 11. Чем регламентируется режим прокалки электродов?
1. Производственным опытом сварщика.
2. Техническим паспортом на сварочные материалы.
3. Рекомендациями надзорных органов.
ВОПРОС 12. С какой целью производят прокалку электродов?
1. Для удаления серы и фосфора.
2. Для повышения прочности электродного покрытия.
3. Для удаления влаги из покрытия электродов.
ВОПРОС 13. Какие стали относятся к углеродистым сталям?
1. Сталь Ст3сп5, Сталь 10, Сталь 15, Сталь 20Л, Сталь 20К, Сталь 22К.
3. 08Х14МФ, 1Х12В2МФ, 25Х30Н.
ВОПРОС 14. Что обозначает буква и следующая за ней цифр в маркировке сталей и сплавов?
1. Клейма завода-изготовителя.
2. Обозначения номера плавки и партии металла.
3. Условное обозначение легирующего элемента в стали и его содержание в процентах.
ВОПРОС 15. Какие стали относятся к группе удовлетворительно сваривающихся?
1. С содержанием углерода 0,25-0,35 %.
2. С содержанием серы и фосфора до 0,05 %.
3. С содержанием кремния и марганца до 0,5 %.
ВОПРОС 16. Какие из перечисленных ниже нарушений технологии могут привести к пористости швов?
1. Плохая зачистка кромок перед сваркой от ржавчины, следов смазки.
2. Большая сила тока при сварке.
3. Малый зазор в стыке.
ВОПРОС 17. От чего в большей степени зависит величина деформации свариваемого металла?
1. От склонности стали к закалке.
2. От неравномерности нагрева.
3. От марки электрода, которым производят сварку.
ВОПРОС 18. Укажите величину зазора между свариваемыми кромками листовых элементов толщиной до 5 мм по ГОСТ 5264-80?
ВОПРОС 19. В какой цвет рекомендуется окрашивать стены и оборудование цехов сварки?
1. Красный, оранжевый.
3. Серый (стальной) цвет с матовым оттенком.
ВОПРОС 20. Укажите условные обозначения сварных соединений?
1. С — стыковое, У — угловое, Т — тавровое, Н — нахлесточное; буква и цифра, следующая за ней – условное обозначение сварного соединения.
2. С — стыковое, У — угловое, Н — нахлесточное, Т — точечная сварка; цифры после букв указывают метод и способ сварки.
3. С — стыковое, У — угловое, Т — тавровое, П — потолочный шов; цифры после букв указывают методы и объем контроля.
1. Расплавление металлического стержня ограниченной длины и основного металла производится электрической дугой с защитой расплавленных металлов от воздействия атмосферы.
2. Защита дуги и сварочной ванны газом от расплавления покрытия электрода.
3. Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода.
ВОПРОС 2. К какой группе сталей относятся сварочные проволоки марок Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
ВОПРОС 3. Укажите, какое влияние оказывает увеличение тока при ручной дуговой сварке на геометрические размеры шва?
1. Увеличивается глубина провара и высота усиления шва.
2. Глубина провара увеличивается, а высота усиления шва уменьшается.
3. Уменьшается глубина провара и увеличивается высота усиления шва .
ВОПРОС 4. Какое определение сварочной дуги наиболее правильно?
1. Электрический дуговой разряд в месте разрыва цепи.
2. Электрический дуговой разряд в межэлектродном пространстве в частично ионизированной смеси паров металла, газа, компонентов электродов, покрытий, флюсов.
3. Электрический дуговой разряд в смеси атомов и молекул воздуха.
ВОПРОС 5. Какими параметрами режима определяется мощность сварочной дуги?
1. Сопротивлением электрической цепи.
2. Величиной напряжения дуги.
3. Величиной сварочного тока и напряжения дуги.
ВОПРОС 6. Какой должна быть величина тока при дуговой сварке в потолочном положении по сравнению с величиной тока при сварке в нижнем положении?
1. Величина тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
2. Величина тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
3. Величина тока не зависит от положения сварки в пространстве.
ВОПРОС 7. Какие требования предъявляются к сварочных материалов при входном контроле?
1. Наличие сертификата: полнота и правильность приведенных в нем данных, наличие на каждом упаковочном месте этикеток с контролем данных, приведенных в них, состояние материалов и упаковок.
2. Наличие сертификата: полнота и правильность приведенных в нем данных.
3. Требования к контролю устанавливается в каждом отдельном случае в зависимости от требований Заказчика.
ВОПРОС 8. Для какого класса сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
3. Для сварки сталей аустенитного класса.
ВОПРОС 9. Укажите назначение электродного покрытия
1. Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления.
2. Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
3. Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва и улучшает его формирование.
ВОПРОС 10. Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием?
ВОПРОС 11. Что понимают под магнитным дутьем дуги?
1. Отклонение дуги от оси шва под действием магнитного поля или воздействия больших ферромагнитных масс.
2. Периодическое прерывание дуги.
3. Колебания капли электродного металла при сварке длинной дугой.
ВОПРОС 12. Какую вольтамперную характеристику должен иметь сварочный источники питания для ручной дуговой сварки?
1. Жесткую или полого падающую.
ВОПРОС 13. Электроды каких марок, имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
ВОПРОС 14. Какие дефекты образуются при сварке длинной дугой электродами с основным покрытием?
2. Шлаковые включения.
3. Закалочные трещины.
ВОПРОС 15. Какой дефект преимущественно может образоваться при быстром удалении электрода от деталей?
1. Кратерные трещины
ВОПРОС 16. Укажите наиболее правильное определение понятия свариваемости?
1. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, обеспечивающие прочность и пластичность на уровне основных материалов.
2. Металлургическое свойство металлов, обеспечивающее возможность получения сварного соединения с общими границами зерен околошовной зоны и литого шва.
3. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, отвечающие конструктивным и эксплуатационным требованиям к ним.
ВОПРОС 17. Что может способствовать образованию прожога при сварке?
1. Малая величина притупления кромок деталей с V — образной разделкой.
2. Отсутствие зазора в собранном под сварку стыке.
3. Сварка длинной дугой.
ВОПРОС 18. Укажите следует ли удалять прихватки, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля?
2. Не следует, если при сварке прихватка будет полностью переварена.
3. Следует удалять только в случае обнаружения в прихватке трещины.
ВОПРОС 19. Какое должно быть напряжение светильников при производстве работ внутри сосуда?
ВОПРОС 20. Как обозначается сварное соединение на чертеже?
1. Обозначается тип соединения, метод сборки и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
3. Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Сварка «Электросварщик»
![Экзаменационные билеты «Электросварщик» с ответами и ссылками на НТД]()
Экзаменационные билеты «Электросварщик» с ответами и ссылками на НТД
Для подготовки к экзамену представлены ответы на вопросы в нормативно-технической литературе, что позволит быстро и качественно освоить материал по экзаменационным билетам
Тесты подготовлены на основе требований простандарта:
Приказ Минтруда России от 28.11.2013 N 701н
"Об утверждении профессионального стандарта "Сварщик"
Газовая сварка (наплавка) (Г) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы под давлением, под статическими, динамическими и вибрационными нагрузками
Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом (РД) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы под давлением, под статическими, динамическими и вибрационными нагрузками
Ручная дуговая сварка (наплавка) неплавящимся электродом в защитном газе (РАД) и плазменная дуговая сварка (наплавка, резка) (П) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы под давлением, под статическими, динамическими и вибрационными нагрузками
Частично механизированная сварка (наплавка) плавлением сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из различных материалов (сталей, чугуна, цветных металлов и сплавов), предназначенных для работы под давлением, под статическими, динамическими и вибрационными нагрузками
Термитная сварка (Т) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей)
Сварка ручным способом с внешним источником нагрева (сварка нагретым газом (НГ), сварка нагретым инструментом (НИ), экструзионная сварка (Э)) сложных и ответственных конструкций (оборудования, изделий, узлов, трубопроводов, деталей) из полимерных материалов (пластмасс, полиэтилена, полипропилена и т.д.)
Литература для подготовки
ГОСТ 12.3.003-86 ССБТ. Работы электросварочные. Требования безопасности
Инструкция по охране труда для электрогазосварщика
ТОИ Р-200-09-95ТИПОВАЯ ИНСТРУКЦИЯ ПО ОХРАНЕ ТРУДА ДЛЯ ЭЛЕКТРОСВАРЩИКА
СНиП 1009-73 п. Санитарные правила при сварке, наплавке и резке металлов
(ФНП № 390) Постановление Правительства РФ от 25.04.2012 N 390 (ред. от 23.06.2014) "О противопожарном режиме в Российской Федерации"
(ФНП № 116) РТН от 25 марта 2014 г. n 116 Об утверждении федеральных норм и правил в области промышленной безопасности "Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением"
ПРИКАЗ от 12 ноября 2013 г. N 533 ОБ УТВЕРЖДЕНИИ ФЕДЕРАЛЬНЫХ НОРМ И ПРАВИЛ В ОБЛАСТИ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ "ПРАВИЛА БЕЗОПАСНОСТИ ОПАСНЫХ ПРОИЗВОДСТВЕННЫХ ОБЪЕКТОВ, НА КОТОРЫХ ИСПОЛЬЗУЮТСЯ ПОДЪЕМНЫЕ СООРУЖЕНИЯ"
Правила устройства электроустановок ПУЭ
Правила технической эксплуатации электроустановок потребителей
Утверждены Приказом Минэнерго РФ от 13.01.03 № 6
(ТР ТС 032/2013)Технический регламент Таможенного союза "О безопасности оборудования, работающего под избыточным давлением"
ПОТ Р М-020-2001 Минтруда РФ от 09.10.2001 N 72 "Об утверждении Межотраслевых правил по охране труда при электро- и газосварочных работах"
Проект Приказа Минтруда России "Об утверждении Правил по охране труда при выполнении электросварочных и газосварочных работ"(по состоянию на 08.12.2014) (подготовлен Минтрудом России)
ТИ РО-052-2003Типовая инструкция по охране труда электросварщиков.
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 1077-79* «Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайкии подогрева. Типы, основные параметры и размеры и общие технические требования»
РД 03-606-03. Инструкция по визуальному и измерительному контролю
РД 34 10.124-94 Инструкция по подготовке и хранению сварочных материалов.
РД 03-613-03 Порядок применения сварочных материалов при изготовлении,
монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
В.А.Малаховский Справочник газосварщика и газорезчика РУКОВОДСТВО ДЛЯ ОБУЧЕНИЯ Газосварщика и Гзорезчика
Инструкция по оказанию первой помощи при несчастных случаях на производстве (утв.РАО "ЕЭС России")
Читайте также: