Центровка труб для сварки
Обновлено: 21.09.2024

Обязательным условием для проведения трубоукладочной работы является наличие высококачественного сварного шва. Чтобы добиться такого результата необходимо использоваться центраторы для сварки труб.
Эффективность приспособлений особенно оценена профессиональными мастерами, которые проводят магистральные и местные трубопроводные работы, поскольку на глаз достаточно трудно определить, совпадет ли кромка одной трубы с другой.
Достоинства и недостатки центраторов для сварки труб
Если вы неправильно соединили трубы, то через короткий промежуток времени у вас может произойти серьезная поломка в виде трещин и разломов, которая принесет большие убытки (особенно в том случае, если объект для работы находятся под землей). Чаще всего сварочные работы делают в промышленности, поэтому очень важно иметь такие крепежи.
- Возможность работать с материалами для теплоизоляции (ППУ) разных диаметров;
- Надежно фиксирует изделия;
- Качественно и прочно соединяет отрезки;
- Отлично функционирует, не давая никаких сбоев.
Это основные плюсы в использовании таких приборов, но все же их можно насчитать намного больше, так как для каждого вида отрезков центратор используют по-разному.
Минус центраторов заключается в том, что они довольно дорогие, поэтому такое чудо техники не каждому по карману.
Что такое центраторы для сварки труб?
Центратор для сварки труб – это специальное приспособление, главной функцией которого является обеспечение нужного совпадения, но не параллельности двух кромок необходимых деталей, прежде чем начинать их сваривать.

Использование центратора для сварки труб.
Благодаря данной процедуре размер в месте сварки выходит стабильным, что позволяет провести механизацию процесса. Помимо того, с применением центратора отсутствует перепад внутренних диаметров на шве.
Благодаря этому не возникает турбулентность в потоке рабочей среды во время перекачки через трубопровод. Также уменьшается коэффициент сопротивления. В результате получается достаточно мощная работа насоса в магистральном трубопроводе.
Любая конструкция центратора, чтобы сварить трубопровод должна иметь:
- Надежную фиксацию всех привариваемых деталей друг с другом.
- Точное соединение на стыке.
- Удобный монтаж и демонтаж.
- Долгосрочность, без влияния внешних факторов либо частоты эксплуатации.
Назначение
Основное назначение центратора – это надежная фиксация свариваемых элементов в правильном положении. Если две трубы будут смещены друг относительно друга или в процессе сварки они будут вибрировать или смещаться, то получить качественный шов будет невозможно. При серьезной нагрузке трубопровод может лопнуть в месте некачественно выполненного сварного соединения.
Совет! Чаще всего, центраторы применяют при выполнении сварных соединений труб большого диаметра.
Центровка при выполнении сварочных работ проводится с использованием специального прибора. Существует несколько разновидностей центраторов, но принцип работы у них один. Оба конца свариваемых деталей обтягивают обсадными кольцами и фиксируют их в нужном положении при помощи специального зажима.
Совет! Диаметр обсадных колец можно менять в зависимости от размера изделий, которые предполагается сваривать.
Преимущества использования
Применение центраторов для сварки труб имеет следующие преимущества:
- возможность выполнить шов максимально точно, высокое качество работы снижает риск аварий на трубопроводе;
- центраторы – это мобильные устройства, поэтому их несложно транспортировать;
- большинство моделей функциональны, с их помощью можно проводить работу с трубами из металла и полимерных материалов разных диаметров.
Виды центраторов и их отличия
Существует два основных типа устройства для соединения труб:
Установку внутренних аппаратов делают внутри трубы, чтобы прочно зафиксировать ее. Чаще всего их используют, чтобы соединить трубопровод из любых материалов. Такие работы выполняются довольно долго, поэтому нужны надежные приборы. Внутренние устройства этого типа можно использовать при больших перепадах температур от +45 градусов до -45, поэтому непрерывная работа с ними может быть обеспечена.
Наружные же механизмы предназначены для обхвата внешней стороны трубы. Это большая конструкция с мощным крепежом, фиксировать которую легко и просто. Но, наружные модели делятся еще на несколько типов, поэтому обязательно нужно изучить их перед тем, как приобрести нужную вам вещь для выполнения определенного типа работ.
И так, наружные устройства делятся на:
- Цепные. Как уже ясно, здесь используют цепи. Их затягивают вокруг ППУ, чтобы не повредить их и сделать прочную фиксацию.
- Звенные. Внешне они имеют форму многогранника, внутри которого находится несколько колец. Есть возможность передвигать звенья, что влечет за собой изменение размера закрытого диаметра устройства.
- Эксцентриковые. Это устройство состоит из двух дуг из стали (их можно регулировать), их сжимают еще дополнительно перемычкой. Такой центратор можно использовать и для крупных ППУ.
Помимо этих видов, существует еще несколько типов подобных устройств, их используют очень редко, но все же стоит о них помнить, так как они тоже могу понадобиться в любой момент.
Пружинный центратор (для обсадных). Это очередной вид наружного крепежа, используемый во время бурения скважин и т. п. При их использовании можно легко соединить обсадные элементы уже под землей.
Также есть и бытовые разновидности для работы с металлическими трубами, полимерными материалами и ППУ. Пружинный центратор, предназначенный для пропиленовых труб внешне очень сильно отличается от своих «родственников», так как сварщики используют при работе диффузионную сварку.
Сварка полимерных материалов делается при креплении частью такого инструмента, притом что весь аппарат делает соединение труб свариванием. На такой процесс очень интересно и приятно смотреть, так как результат очень радует, и мы можем быть уверенны, что последующую проверку труб нужно делать как минимум через несколько лет.
Важно! Как бы вы ни выполняли сварочные работы, и какой бы ни использовали аппарат, обязательно нужно регулировать соосности двух отрезков, из которых должна получиться одна труба.
Какими бывают?
Центраторы для выполнения сварочных работ классифицируют по нескольким признакам:
- по месту установки – бывают внутренние и наружные модели;
- по способу крепления выделяют арочные, цепные, струбционные, многозвеньевые, эксцентриковые;
- по сфере использования выделяют профессиональное и бытовое оборудование.
Совет! Профессиональные центраты – это функциональные модели, которые используются для сварки магистральных сетей. Бытовые модели предназначены для использования в частном строительстве, с их помощью можно самостоятельно провести строительство трубопровода на дачах или на участках загородных коттеджей.
Наружные центраторы для сварки труб
Данные приспособления отличаются конструктивной сложностью по сравнению с наружными центраторами. Внутренние центраторы для сварки труб устанавливаются во внутренней полости свариваемых деталей трубопровода.
Принцип работы такого оборудования не столь прост, как в случае с внешними устройствами. Основным рабочим элементом являются жимки – детали, которые установлены в два ряда на внешней части устройства. При помощи встроенной гидравлики на жимки подается усилие, за счет которого осуществляется распорка и фиксация краев свариваемых труб.
Такое воздействие позволяет удерживать обрабатываемые части трубопровода на одной оси вплоть до того момента, пока сварка шва не будет завершена. Кроме того, давление на трубы изнутри позволяет решать проблему, которая уже упоминалась выше – распрямление изогнутых краев монтируемых деталей.

Чтобы установить трубный центратор во внутренней поверхности трубопровода, одна его часть фиксируется на краю трубы, а на вторую надвигается следующая секция. Фиксация обеих частей свариваемых труб осуществляется так, чтобы между ними оставался требуемый для соединения зазор.
Внутри поверхности трубопровода центратор передвигается посредством специальной штанги. Учитывая немалый вес всей конструкции, для ее перемещения приходится пользоваться спецтехникой (например, тракторами).
В конечном итоге внутренний центратор проходит по всем участкам соединяемого трубопровода. Специфика данного устройства делает его использование оправданным только при длительной прокладке большого трубопровода – в таком случае проведение сварочных работ может выполняться практически непрерывно.
Место размещения
Устанавливаться центратор может снаружи свариваемых труб или внутри их. Первый вариант используют в том случае, если диаметр трубопровода небольшой – до 2000 мм. Если проводится сварка крупных магистралей, применяются модели, устанавливаемые внутри.
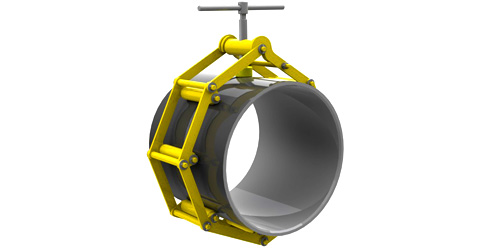
Наружные
Наружный центратор для сварки труб внешне напоминает зажим, который обхватывает трубы снаружи и фиксирует их в нужном положении на время проведения сварочных работ. Преимущества этого варианта оборудования:
- оборудование имеет небольшие габариты и незначительный вес, поэтому при транспортировке не возникает проблем;
- устройства позволяют проводить работы в любых климатических условиях;
- легко и быстро устанавливается, а после завершения работ – демонтируются.
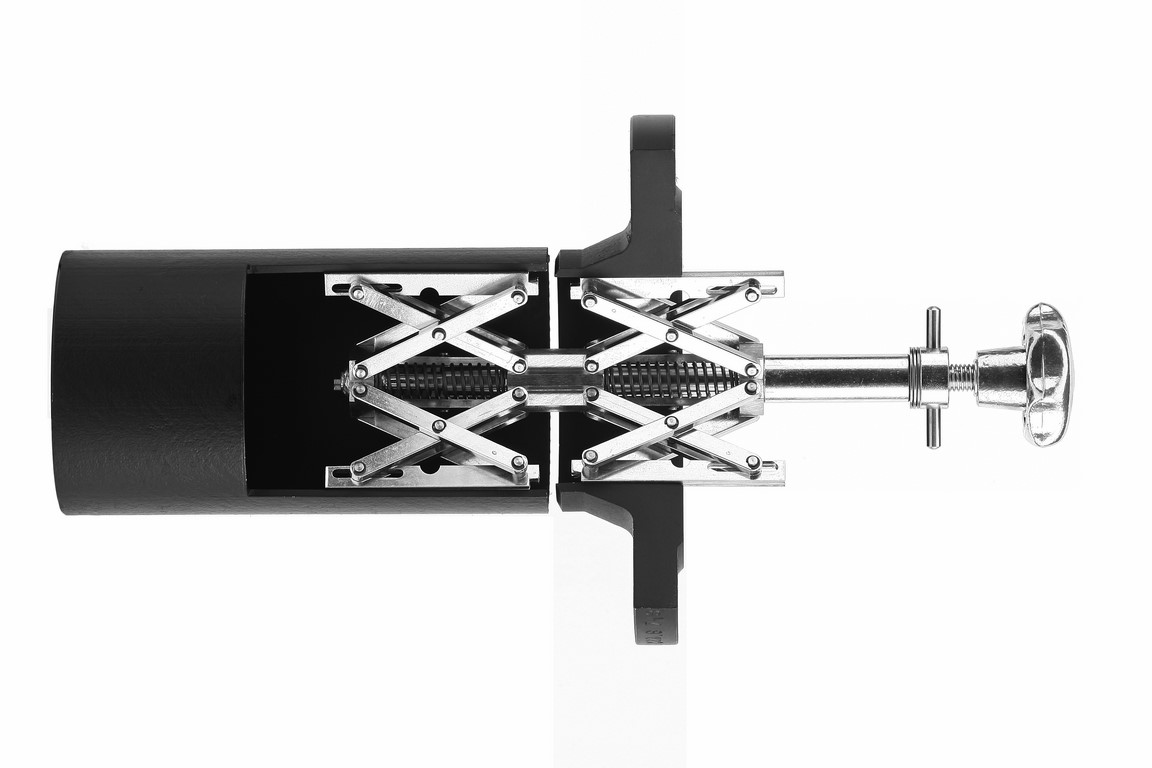
Внутренние
Вторая разновидность прибора – внутренний центратор. Это устройство используется для трубопроводов диаметром больше 2000 мм. Эти центраторы устанавливают внутри, то есть они внешне похожи на распорки. Поскольку это оборудование предназначено для сварки трубопроводов большого диаметра, то вполне естественно, что оно и само является габаритным.
Совет! Внутренние центраторы часто имеют гидравлическое устройство, благодаря которому осуществляется точная центровка и исключает прогиб трубопровода под весом самого оборудования.
Внутренние центраторы для сварки труб
Гидравлический привод этого оборудования обеспечивает внутреннее центрование труб и устраняет прогибы. Они могут появиться под действием собственного веса или от подвижек почвы. Регулировка скорости движения и усилия прижатия зажимов осуществляется с помощью двигателя постоянного тока, установленного на гидроприводе. На трубопроводах с диаметром до 0,3 м возможно применение ручного привода.
При стыковке внутренним центратором его вставляют внутрь трубы, а вторую с помощью грузоподъемного механизма надвигают. Гидроприводом производится прижатие торцов, стык проваривается. Для предотвращения сильного нагрева труб во время наложения шва используется вентилятор. Оборудование извлекается специальной штангой, затем вставляется в следующий стык. Перемещения производятся до окончания монтажа трубопровода.
Внутренние центраторы чаще используются для стыковки труб больших диаметров
Некоторые другие виды центраторов для сварки труб
Кроме описанных выше двух наиболее распространенных категорий центраторов в общий перечень разновидностей данной техники входят и другие категории, менее популярные и более специфические. Здесь можно упомянуть такие центраторы, как:
- арочные;
- центраторы-струбцины;
- пружинные (для обработки обсадных труб в различных скважинах);
- центраторы для пропиленовых труб.
Таким образом, описанное вспомогательное оборудование для организации качественных сварочных работ представляется очень важным для строительной сферы. От правильности выбора и использования указанных приспособлений зависит в конечном счете прочность, надежность сварных соединений и, как следствие, длительность эффективной эксплуатации многочисленных трубопроводов.
Исходя из всего вышесказанного, можно подвести итог, что использование внутренних центраторов для сваривания труб делает процесс организованным и качественным, что немаловажно такой сфере деятельности как строительство.
Благодаря правильному выбору данного изделия и применения всех рекомендаций, результат получится прочным и надежным, что увеличит во времени эффективную эксплуатацию трубопровода.
Порядок установки
Установка центратора проводится в процессе подготовительного этапа сварочных работ. Порядок монтажа зависит от модели устройства. Но, в любом случае, нужно выполнить подготовительный этап, во время которого производится зачистка краев свариваемых труб.
Совет! Зачистку удобно проводить болгаркой со специальной насадкой в форме металлической щетки.
Внутренние модели
Действуют при установке внутренних центраторов так:
- оборудование вводится в торец одной из труб;
- вторая труба пододвигается к первой (при помощи грузоподъемной техники);
- гидравлический механизм создает необходимый прижим;
- после этого может производиться сварка.
Совет! При создании сварного шва трубы сильно нагреваются, поэтому необходимо использование воздушного охлаждения.
Наружные модели
Монтаж этого устройства проходит по-другому. Но сначала производится подготовительный этап, то есть, зачистка труб. Порядок действий:
- два отрезка трубы подводятся вплотную друг к другу;
- центратор надевают в месте соединения;
- производится затяжка центратором – вручную или при помощи механизма;
- после проверки надежности монтажа можно приступать к выполнению сварочных работ.
Как выбирать?
Чтобы правильно выбрать модель центратора, нужно учесть условия, в которых устройство будет эксплуатироваться:
- Диаметр труб. Каждая модель имеет ограничения по диаметру труб, для которых её можно использовать.
- Материал. Так, трубы, имеющие полиуретановое покрытие, нельзя сваривать с применением наружных центраторов, необходимо использовать внутренние.
- Объем работ. Если планируется произвести сбоку трубопровода на участке частного дома, то достаточно использовать самый простой и дешевый вариант – цепной наружный центратор. Если же оборудование приобретается для проведения масштабных работ, то нужно отдавать предпочтение профессиональным моделям.
- Условия эксплуатации трубопровода. Если магистраль будет использоваться для транспортировки сред под давлением более 5 атм, то нельзя использовать устройства с ручным зажимом, требуется применение оборудования с гидроприводом.
Итак, центратор – это необходимое оборудование для проведения сварочных работ, если трубы соединяются встык. Выбирать модель центратора нужно с учетом того, какие трубы будут свариваться, а также с учетом давления транспортируемой среды.
Кол-во блоков: 19 | Общее кол-во символов: 24064
Количество использованных доноров: 8
Информация по каждому донору:
Центратор для труб обзор, характеристики, применение
Каждый сварщик знает, что надежное закрепление свариваемых элементов – залог хорошего результата. Если трубы, подготовленные для сварки, не отцентрованы и не закреплены надежно, они могут вибрировать и колебаться в процессе работы. Это приведет к тому, что шов выйдет объемным, слабым и ненадежным. При малейшей нагрузке он может дать течь, а то и лопнуть.
Подобная халатность не допустима даже при монтаже бытовых трубопроводов малого диаметра с незначительным давлением и отсутствием внешней нагрузки. Что же касается промышленных, особенно подземных, магистралей, такая безответственность, в дальнейшем может обойтись очень дорого.
Их задача – надежно зафиксировать стык трубопровода для обеспечения качественного сварного шва.

Соединение и выравнивание металлических деталей с помощью центратора
Центраторы состоят из тела устройства (натяжного механизма), подставки или крюка и отдельных наборных элементов, изменение количества которых позволяет соединять линииразного, в том числе и малого, диаметра.
Данное оборудование закрепляется вокруг стыка двух подготовленных для сварки труб и плотно притягивают с помощью натяжного механизма.
В остальных случаях используется наружный. Это связано с тем, что внутреннее направляющее устройство более дорогостоящее и значительно сложнее в установке.
Отметим так же, что центратор для сварки ППУ труб большого диаметра – устройство довольно громоздкое и тяжелое. Поэтому его использование требует использования дополнительной техники.
Плюсы и минусы
Как и любое устройство, трубные центраторы имеют свои достоинства и недостатки.
К достоинствам относим:
- широкая функциональность. Не требуется приобретение направляющих отдельно для каждого диаметра;
- возможность работы как с металлическими, так и с трубами ППУ;
- качественная и надежная фиксация соединяемых элементов;
- наличие двух модификаций – внутренний и наружный, что позволяет фиксировать отрезки в любых условиях и рабочих пространствах;
- обеспечение качественных сварных швов, которые являются залогом надежности трубопровода.

Центратор для стыковой сварки ППУ труб
Недостатки данного оборудования связаны, в первую очередь, с его громоздкостью.
- довольно высокая цена. Однако, отметим, что если сваркой трубопроводов вы занимаетесь постоянно, центраторы окупят себя за короткий срок;
- сложность конструкции. Работа с данным оборудованием требует определенных знаний и навыков;
- громоздкость и большой вес (когда речь идет о сварке труб стальных и ППУ большого диаметра);
- при соединении отрезков большого диаметра требуется использование спецтехники.
Хотя трубные центраторы и имеют ряд недостатков, однако ничего надежнее для сварки трубопроводов, особенно промышленного назначения, не существует. Данное устройство окупит себя с лихвой благодаря монтажу надежных трубопроводов, которые будут служить годами.
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.

Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.

Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.

Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Внутренние

Внутренние центраторы дают возможность механизировать процесс сборки трубопровода, при этом стык целиком доступен для сварки, шов накладывают непрерывно, без установки прихваток. Применение центраторов значительно облегчает работу сварщика, так как позволяет наложить весь шов сразу и без остановок.
В зависимости от размера труб центраторы могут иметь различную конструкцию:
- центраторы внутренние гидравлические – используются для центровки, как отдельных труб, так и секций, а перемещение устройства от стыка к стыку производится при помощи специальной штанги;
- ручные с распорными клиньями — автоматически центрирует трубы, в том числе и с разными диаметрами;
- ножничные – в зависимости от модели и конструкции могут центрировать трубы не только одинакового, но разного диаметра.
Если строиться крупный магистральный трубопровод, то используют самоходные гидравлические центраторы. Они способные перемещаться на большие расстояния посредством дистанционного управления.
Внутренние (распорные) центраторы обеспечивают наиболее точное совпадение кромок труб, так как за базу считают внутреннюю поверхность трубы. Достаточно мощные механизмы могут осуществлять выравнивание кромок и используются как расширители. Они повышают степень механизации и производительность сборки практически всех участков трубопровода.
Сварка труб «на просвет»

О том, как осуществляется сварка на просвет, часто спрашивают даже профессиональные сварщики. Это особенно актуально сейчас, когда работодатели стали требовать повышения качества сварочных работ при сварке водопроводных труб, труб системы отопления, газовых труб и т.д. При этом качество сварных швов стали строго контролировать при помощи ультразвука. Поэтому новичку после ПТУ или техникума, который не имеет большого опыта сварочных работ, очень сложно качественно сварить трубы. Однако выход есть – достаточно некоторое время потренироваться варить трубы в гараже. При этом не следует пугаться такой работы – ведь начинающий сварщик получает опыт. Поскольку, только постоянно совершенствуясь, можно добиться высокого качества сварного шва. Все люди, которые сейчас производят сварку под просвет, тоже когда-то учились. В статье мастер сантехник расскажет, что такое сварка на просвет, как правильно провести состыковку элементов трубы, какие нужны настройки оборудования и как надежно заполнить шов.
Что значит «сварка на просвет»

Свое название этот способ получил потому, что такое соединение труб проверяется методами радиографического контроля. При его проведении шов раньше просвечивали рентгеновскими лучами для выявления изъянов. Сейчас для контроля применяются ультразвуковые аппараты. Однако чаще под термином «сварка на просвет» подразумевается соединение труб с зазором между ними. Соединяемые отрезки труб именуют катушками. Такой способ также называют сваркой под просвет.

Прежде чем варить трубу необходимо подготовить металл в зоне стыка. Торцы должны быть отрезаны ровно, иначе наложить надежный шов будет затруднительно. С кромок снимаются фаски, чтобы угол между ними был 65 — 70˚. Поверхности на расстоянии не менее 3 см от торцов зачищаются шлифовальной машинкой или металлической щеткой до блеска снаружи и изнутри. Участки, изменившие цвет после обработки шлифмашинкой удаляются. Заусенцы убираются напильником. Острые края кромок притупляются до 2 мм, иначе они быстро расплавятся. Затем поверхности обезжириваются ацетоном.

Не менее важна и подготовка электродов. Их, перед началом работы, прокаливают в печи при температуре 380 — 400˚C в течение двух часов. Для продолжительного хранения электроды кладут в специальный пенал, в котором поддерживается температура на уровне 80˚С. Контейнер для этой цели можно изготовить самостоятельно из трубы ППУ. Когда нет возможности длительного прокаливания, электроды сушат горелкой в течение полутора минут слабым пламенем. Такой метод запрещен правилами, но в аварийной ситуации выбирать не приходится. Поскольку покрытие электродов быстро высыхает и опять набирает влагу, сушить более двух штук одновременно не следует.

Этот этап очень важный, выполняйте его предельно внимательно. От правильности сборки полностью будет зависеть успех сварного соединения.
По правилам необходимо состыковать трубу и прихватить ее. Делать это нужно так, чтобы был соответственный зазор для полного провара, не было смещения. Так же хотелось бы отметить, что трубы бывают с эксентриситетом (не совсем круглые). По правилам допускается 1 мм, но все-равно это много и в корне шва могут быть не сплавления из-за смещения и эллиптичности труб.
Для стыковки труб берут ровный уголок или швеллер, на который их укладывают и выставляют зазор, который может быть примерно от 2 до 3 мм. Обычно его обеспечивают диаметром электрода, который просто вставляется в стык между двумя трубами. Если вы варите электродом 2,5 мм. то, соответственно, и зазор будет столько же.
При толщине стенок от 10 мм величина зазора выставляется 3 мм. При стыковке также нужно учитывать погрешность, которая возникает при прихватке из-за нагрева металла в ее точках. Возникающие термические напряжения стягивают трубы, поэтому зазор увеличивают на несколько десятых долей миллиметра.
Для более надежной стыковки так же можно применить магниты. Их можно закрепить с двух сторон.
Настройка режима сварочного аппарата

Для сварки трубы под просвет рекомендуется использовать сварочный аппарат постоянного тока. Работа проводится в режиме прямой полярности, когда электрод подключен к плюсу, а труба к минусу. Величина сварочного тока устанавливается в зависимости от толщины стенок трубы и диаметра электродов. Точное его значение в каждом случае подбирается опытным путем. Однако независимо от размера труб создание корня сварного шва проводится электродами диаметром 2,5 мм при минимально возможном токе. Попытки использования тройки для ускорения процесса кончаются плачевно.
Оптимальную величину сварочного тока подбирают на какой-либо металлической поверхности. Для начала выставляется 50 — 60 ампер. Если при опробовании дуга стабильна, нужно без усилия коснуться поверхности расплавленного металла кончиком электрода — он не должен прилипать. Сбавляя ток, подбирается его максимально малое значение, при котором дуга горит стабильно.

Для сварки трубы диаметром 133 мм и толщиной стенки 4 понадобится ориентировочный ток 50А, в процессе работы его можно корректировать. Прихватка ставится сначала с одной стороны трубы, потом, соответственно, напротив. Если это необходимо, корректируется зазор между трубами. Третья прихватка ставится на 90˚ от первой, а четвертая напротив третьей.

После постановки прихваток необходимо их хорошо зачистить. В их начале и конце необходимо сделать запилы, чтобы устранить возможные дефекты (несплавления и поры).

Схема сварки труб «на просвет»: 1 - Корень шва; 2 - Заполняющий шов; 3 - Облицовочный шов
Сварку удобней проводить, если прихваченные трубы будут находиться в полупотолочном положении. Это обеспечит свободный доступ к стыку. На нижней части соединения наносится отметка. Отступив от нее 1 — 3 см начинают сварку корня шва под просвет. Дуга зажигается на фаске или ее внешнем краю, но не на поверхности трубы. На потолочной части стыка кончик электрода находится в зазоре с постепенным движением вверх. Для формирования обратного валика дуга должна гореть внутри трубы.
При движении электрода без поперечных отклонений нужно следить, чтобы оплавлялись обе кромки. Если плавится только одна сторона, следует остановиться и повторить проход. Горение дуги снаружи означает, что стык стянулся. Его можно прорезать большим током, но предпочтительней аккуратно расширить болгаркой. Если наплавляемый корневой шов провисает, значит, завышен сварочный ток или электрод движется медленно.
Если представить торец трубы в виде циферблата часов, то при выходе на 40 минут электрод начинают раскачивать на половину диаметра между кромками. В результате образуется технологическое окно, через которое можно следить за формированием внутреннего валика. При сварке тонкостенных труб небольшого диаметра оно только намечается, но не стоит проплавлять на этом месте сквозную дыру. Электрод продвигается без колебательных движений, меняется только положение держака, чтобы обеспечить стабильность дуги при минимальном токе.
После выхода на 50 минут держатель отклоняется от себя, чтобы дуга горела на краю валика. Продавливать электрод внутрь трубы как на потолке не надо, так как могут получиться прожоги. Чтобы внутренний валик получился ровным, прихватка при подходе к ней шва срезается, края развальцовываются. С готового корня сбивается шлак, металл зачищается до блеска металлической щеткой.

Заполнение выемки, образовавшейся после проведения предыдущей операции, выполняется короткой дугой. Для плавления кромок электрод ведется по краям сварочной ванны. При работе нужно следить за появлением стартовых пор, которые образуются при розжиге дуги во время сварки на ветру. Их зашлифовывают под нуль болгаркой. Опытные сварщики накладывают дополнительный шов сверху и снизу стыка, не касаясь вертикали.

В заключение на зачищенное заполнение накладывается облицовочный шов. Его выполняют равномерными по амплитуде колебательными движениями без резких рывков, следя за тем, чтобы дуга не выходила за пределы сварочной ванны. Чтобы шов не проваливался посередине, электрод на краткие мгновения задерживается на кромках. Если он получается излишне чешуйчатым, добавляется сварочный ток. После завершения сварки со шва удаляется шлак, утолщения, образовавшиеся в местах розжига дуги, зашлифовываются. Поверхность возле стыка очищается только металлической щеткой.
Ошибки и дефекты
В процессе сварки у начинающего сварщика могут появиться некоторые дефекты. Сварка на просвет не должна их содержать. Поэтому стоит рассмотреть причины появления недочетов.
Самая большая ошибка, которая возможна при сварке – это непровар. Если он имеет место быть, то это говорит об очень низкой подготовке сварщика (а точнее об ее отсутствии). Таких сварщиков не допускают для работы с трубами вообще (на любом объекте). Однако это не повод опускать руки – надо тренироваться.
Весь остальной брак (провисы, неаккуратные швы и т.д.) связан с несоблюдением технологии и техники сварочных работ, описанных в данном материале. Чтобы не ошибаться в будущем, необходимо четкое соблюдение следующих правил:
- Сварочные работы должны производиться только на короткой дуге.
- Варить следует не отрывая электрода.
- Тщательно подбирать ток.
- Разделывать трубу следует правильно.
- Необходимо тщательно осуществлять зачистку поверхностей.
- Следует правильно прокаливать электроды.
- При сварке следует тщательно прикрывать место работы от ветра и дождя/снега.
- Использовать только качественные сварочные аппараты и электроды.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
В случае, если с первого раза не получилось правильно сварить трубы (а с первого раза вряд ли у всех получится), не стоит расстраиваться – необходимо учиться.
Центраторы для сварки труб — устройство, виды, применение

При работах по укладке труб главная задача – получить сварной шов идеального качества. Чтобы облегчить этот процесс и повысить качество выполнения, разработаны и используются центраторы для труб. Их функция отображена в названии: механические устройства служат для точной центровки стыков и торцов труб накануне и во время сварки. В статье мастер сантехник расскажет о их устройстве, видах и особенностях.

Центраторы имеют обширную сферу применения. Это обусловлено тем, что они рассчитаны на сварку труб различных типов и диаметров. Ввиду этого их применяют при сборке трубопроводов в коммунальной и нефтегазодобывающей сферах. Центраторы служат для фиксации смежных фрагментов трубопровода при сварке.

Актуальность данных инструментов определяется большой сложностью совмещения соединения фрагментов магистральных трубопроводов путем сварки, особенно большого диаметра. Это обусловлено провисанием ввиду малой жесткости соединяемых фрагментов. Этого необходимо избежать, обеспечив соосность. В противном случае значительно снизится качество соединения. Причем нужно учитывать, что соосность далеко не всегда означает параллельность.

Фиксация фрагментов обеспечивает стабильные размеры зоны сварки. К тому же, если используется центратор для сварки, с внутренней стороны стыка не формируются перепады, вызывающие турбулентность потока и повышающие сопротивление при эксплуатации трубопровода. То есть названные дефекты ухудшают гидравлические параметры, вследствие чего требуется более мощное насосное оборудование.

Точное позиционирование обеспечивает одинаковую ширину сварочного шва по окружности в отсутствии подрезов, непроваров, наплывов, что повышает прочность. К тому же благодаря этому допустимо применение механизированной сварки.
Из чего состоит и как работает устройство

Центратор наружный для труб любого типа состоит из соединяющего устройства (пластин, струбцин или цепи) и стягивающей части (винтовой ворот, болтовое соединение, гидравлический привод).
Для соединения двух труб следуют простому алгоритму:
- Зачищают их стыки с помощью угловой шлифмашины, очищают от ржавчины и других загрязнителей соответствующими химическими веществами (нейтрализатор ржавчины, ацетон, уайт-спирит и тому подобное)
- Одевают центратор на одну из труб, но не затягивают его крепления.
- Подводят вторую в стык к первой.
- Передвигают центрирующее устройство на вторую и затягивают с равномерным усилием крепежные элементы
- Проводится визуальная проверка правильности положения трубопровода и надежности центрирующего устройства.
- Накладываются швы с помощью газовой или электрической сварки.
Плюсы и минусы использования центраторов

Неправильное соединение торцов труб при их сварке, может со временем привести к нарушению целостности сварного шва – появлению на нем трещин и глубоких разломов. Именно поэтому крайне важно позаботиться о правильной центровке подлежащих свариванию торцов заранее, в этом вам поможет центратор, который обеспечит:
- Надежную фиксацию элементов, которые будут свариваться в единое целое;
- Качественное и прочное соединение труб;
- Возможность правильно сформировать корень сварного шва.
При правильном использовании, и промышленные, и переносные мобильные центраторы служат достаточно долго, не теряя своих первоначальных эксплуатационных качеств, и не требуют какого-то серьезного ремонта.

Центраторы бывают нескольких видов, от довольно простых механизмов, стягивающих зажимных устройств, работающих по принципу струбцин, или довольно сложных электромеханических устройств с электро или гидравлическим приводом. Что касается возможных недостатков этих приспособлений, то здесь нельзя не отметить высокую стоимость последних, из-за которой купить центратор для сварки не каждый может себе позволить. К недостаткам первых можно отнести их относительную не долговечность, т.к. они представляют из себя фактически цельнометаллическое устройство, которое во время эксплуатации все время находится в «натянутом» напряжении, что в последствии имеет так называемый эффект «усталости металла», но до этого момента центратор за счет своей небольшой стоимости успевает окупить себя не один десяток раз.

Центрирующие устройства делятся на виды по нескольким признакам:
- Объем проводимых работ — если он значителен, то оправдано приобретение и применение профессионального устройства, если нет — то полупрофессионального. Цены на эти два вида центраторов отличаются на порядок.
- По месту положения центратора — на поверхности труб или внутри них.
- По механизму фиксации — цепь, эксцентрик, струбцина, арка.
Наружные центраторы для сварки труб

Данные инструменты представлены разъемными конструкциями. Фиксация труб производится различными способами, на которых основана классификация наружных центраторов, приведенная далее. В целом, для данного типа принцип функционирования состоит в удержании с внешней стороны. Все наружные инструменты имеют маркировку, включающую буквенные символы «ЦН» и числовое значение пикового внешнего диаметра в мм:
- Многозвенные модели представляют собой конструкции из соединенных пальцевыми шарнирами звеньев. Встречается несколько технологий их стягивания: ручное, винтовым механизмом, силовым гидроприводом. Последний вариант характеризуется наибольшим усилием и, следовательно, обеспечивает наилучшее центрирование. Данные центраторы служат для труб диаметром до 2000 мм. Для них характерны проблемы с надежностью и долговечностью, обусловленные двумя факторами. Во-первых, со временем зазоры возрастают вследствие износа. Во-вторых, возможны поломки пальцевых шарниров.

- Арочные варианты включают 2 клеммы с откидными частями. Последние при центрировании накладываются друг на друга. Стягивание производится вручную либо гидравликой. Количество секций подбирают на основе диаметра. Такой центратор наружный проще по конструкции и надежнее моделей предыдущего типа ввиду меньшего количества деталей. К тому же он жестче. Однако такие варианты рассчитаны на трубы меньшего диаметра (до 900 мм).

- Цепные центраторы включают в качестве основного конструктивного элемента цепь, а также стягивающий механизм. Последний имеет только ручной привод. Некоторые модели оснащены выравнивающими винтами, служащими для коррекции геометрии труб. Это наиболее мобильный и оперативный вариант центраторов. Поэтому такие инструменты применяют как при создании трубопроводов, так и при ремонте. Предельный диаметр для данных вариантов – 1400 мм.

- Эксцентриковые центраторы по конструкции близки к арочным. Отличие состоит в использовании эксцентрикового зажима для прижима клемм. Он обеспечивает ускоренное центрирование, однако требует высокой квалификации ввиду возможности самопроизвольного отсоединения при недостаточной фиксации. К тому же механизм быстро утрачивает прижимное усилие ввиду износа. На основе этого их используют для труб диаметром до 400-500 мм.

- Струбцинные модели состоят из струбцин и рычажного механизма. На основе конфигурации целевых конструкций встречаются дуговые и прямоугольные струбцины. Нижний элемент обычно плоский. Механизм зажима чаще всего с ручным приводом, но бывает и с гидравлическим. Это компактные центраторы для труб малого диаметра. Обычно используются в коммунальной и бытовой сферах.

- Пружинные типы незаменимы для стыковки обсадных труб под землей, когда бурят скважины. Бытовой вариант применяется для прокладки металлических, полимерных трубопроводов и с ППУ.

Наружные центраторы любого типа предполагают использование дополнительного оборудования в виде подставок, рабочих площадок, грузозахватных приспособлений и т. д.
Внутренние центраторы для сварки труб


Выбор подходящего центратора

Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.
Читайте также: