Чем должно быть оснащено сварочное оборудование для ручной дуговой сварки
Обновлено: 13.05.2024
Ручная дуговая сварка, источником теплоты которой служит электрическая дуга, занимает одно из ведущих мест среди различных видов сварки плавлением. Электрическая дуга, возникающая за счет дугового разряда между электродом и свариваемым металлом, возникает и поддерживается источником постоянного или переменного тока. Под действием теплоты, полученной при помощи электрической дуги, происходит плавление основного и присадочного материалов, в результате чего образуется сварочная ванна. Остывая, металл кристаллизуется, образуя прочное сварное соединение. Все операции по зажиганию дуги, поддержанию ее длины и перемещению вдоль линии шва выполняются сварщиком вручную без применения механизмов. Дуговая сварка выполняется как плавящимся, так и неплавящимся электродом.
Оборудование для дуговой сварки:
В качестве оборудования, создающего устойчивую сварочную дугу, применяют различные трансформаторы, выпрямители и генераторы. В зависимости от характера и интенсивности сварочных работ и размеров свариваемых деталей промышленность выпускает большой ассортимент оборудования с различными техническими характеристиками. Однако все они должны удовлетворять следующим требованиям:
- иметь на зажимах источника тока напряжение холостого тока при разомкнутой сварочной цепи, достаточное для возбуждения и устойчивого горения сварочной дуги. При этом напряжение холостого тока должно быть безопасным, то есть не более 80 — 90В;
- обеспечить ток короткого замыкания, не превышающий установленных значений, выдерживая продолжительные короткие замыкания без перегрева и повреждения возбуждающей обмотки;
- иметь устройства для плавного регулирования силы сварочного тока;
- обладать хорошими динамическими свойствами, обеспечивая быстрое восстановление напряжения после коротких замыканий;
- обладать хорошей внешней характеристикой.
Для бытового потребления современная промышленность выпускает сварочные аппараты, отличающиеся двумя характеристиками. Первая из них — это максимальный сварочный ток, а вторая — время работы, на протяжении которого в 10 минутном рабочем цикле вырабатывается этот максимальный ток. К примеру, аппарат, рассчитанный на 140 амперный ток при 60% рабочем цикле должен обеспечить 140 ампер в течение не более 6 минут из каждых 10 минут работы. Остальные 4 минуты цикла отведены на режим холостого тока, при котором аппарат остывает.
Характеристики сварочного оборудования
Внешняя характеристика сварочного тока выражает зависимость между напряжением на зажимах выходных клемм и током в сварочной цепи (рис.1). Различают четыре вида внешних характеристик (крутопадающая I, пологопадающая 2, жесткая 3 и возрастающая 4) выбор которых зависит от вольт-амперной характеристики сварочной дуги. Под вольт-амперной характеристикой (ВАХ) (рис.2) понимают зависимость напряжения дуги от силы сварочного тока.
| Рис. 1. Внешние характеристики источников питания для дуговой сварки | Рис. 2. Вольт-амперная характеристика дуги — А; зависимость напряжения дуги ( Uд ) от длины (Ld ) — Б |
Вольт-амперная характеристика сварочного аппарата отличается от вольт-амперной характеристики любого другого источника питания своей нелинейной зависимостью. Это объясняется тем, что количество заряженных частиц в дуговом разряде не является величиной постоянной и зависит от степени ионизации, то есгь от силы тока, и говорит о том, что электрическая дуга в газах не подчиняется закону Ома. Из приведенного рисунка видно, что при малых токах (до 100 А) количество заряженных частиц в дуге интенсивно растет, а ее сопротивление при этом падает (падающая зона ВАХ I). Это объясняется ростом эмиссии катода при его разогреве. При возрастании силы тока дуга начинает сжиматься, рост заряженных частиц прекращается, а объем газа, участвующий в переносе заряженных частиц, сжимается (жесткая зона ВАХ II). Дальнейший рост вольт-амперной характеристики возможен только при увеличении расходуемой внутри дуги энергии (возрастающая зона ВАХ III).
Сварочные аппараты ручной дуговой сварки плавящимися электродами с защитным покрытием обычно эксплуатируются на ниспадающем и жестком участках ВАХ (зоны I и II). Для питания такой дуги применяют источники питания с крутопадающей и пологопадающей внешней характеристикой, так как отклонения тока при изменении дуги у этих аппаратов обычно незначительны. Это особенно важно при сварке в труднодоступных местах, когда сварщику приходится подбирать длину дуги.
Механизация процессов при сварке под флюсом или плавящимся электродом в защитных газах позволяет выполнять саморегулирование дуги при ее случайных отклонениях. Это достигается изменением скорости плавления электрода, то есть при уменьшении дуги автоматически повышается ток, и скорость плавления электрода увеличивается. Для такой сварки предпочтительнее источники питания с возрастающей ВАХ и возрастающей или жесткой внешней характеристикой.
Сварочные трансформаторы
Сварочные трансформаторы предназначены для создания устойчивой электрической дуги, поэтому они должны иметь требуемую внешнюю характеристику. Как правило, это падающая характеристика, так как сварочные трансформаторы используются для ручной дуговой сварки и сварки под флюсом.
Промышленный переменный ток на территории России имеет частоту 50 периодов в секунду (50 Гц). Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75 В. При сварке на малых токах (60—100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70 — 80 В.
Трансформаторы с нормальным магнитным рассеянием. На рис. 1 приводится принципиальная схема трансформатора с отдельным дросселем. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора реактивной катушки).
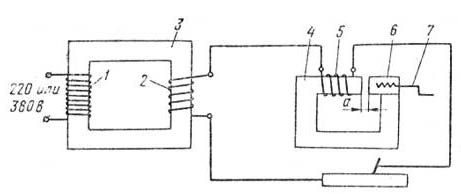
Рис. 1. Принципиальная схема трансформатора с отдельным дросселем (сварочный ток регулируется изменением воздушного зазора)
Понижающий трансформатор, основой которого является магнитопровод 3 (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе 3 имеются первичная 1 и вторичная 2 (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода 4, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода 5, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе 4 имеется подвижная часть б, которую можно перемещать с помощью винта, вращаемого рукояткой 7.
Первичная обмотка 1 трансформатора подключается в сеть переменного тока напряжением 220 или 380 В. Переменный ток высокого напряжения, проходя по обмотке 1, создаст действующее вдоль магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке 2 индуктируется переменный ток низкого напряжения. Обмотку дросселя 5 включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора а между подвижной и неподвижной частями магнитопровода 4 (рис. 1). При увеличении воздушного зазора а магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора а дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор нужно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока — зазор уменьшить (рукоятку вращать против часовой стрелки). Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью.
Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
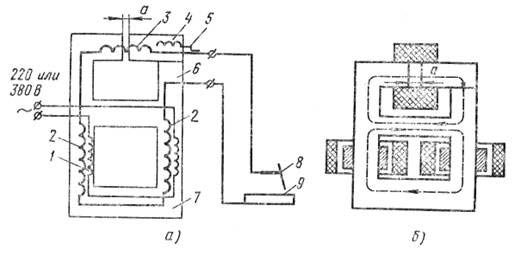
Рис. 2. Принципиальная электрическая и конструктивная схема трансформатора типа СТН в однокорпусном исполнении (а) и его магнитная схема (б). 1 — первичная обмотка; 2 — вторичная обмотка; 3 — реактивная обмотка; 4 — подвижной пакет магнитопровода; 5 — винтовой механизм с рукояткой; 6 — магнитопровод регулятора; 7 — магнитопровод трансформатора; 8 — электродержатель; 9 — свариваемое изделие
В 1924 г. академиком В. П. Никитиным была предложена система сварочных трансформаторов типа СТН, состоящих из трансформатора и встроенного дросселя. Принципиальная электрическая и конструктивная схема трансформаторов типа СТН в однокорпусном исполнении, а также магнитная система показаны на рис. 2. Сердечник такого трансформатора, изготовленный из тонколистовой трансформаторной стали, состоит из двух, связанных общим ярмом сердечников,— основного и вспомогательного. Обмотки трансформатора изготовлены в виде двух катушек, каждая из которых состоит из двух слоев первичной обмотки 1, выполненных из изолированного провода, и двух наружных слоев вторичной обмотки 2, выполненных из неизолированной шинной меди. Катушки дросселя пропитаны теплостойким лаком и имеют асбестовые прокладки.
Обмотки трансформаторов типа СТН изготовляют из медного или алюминиевого проводов с выводами, армированными медью. Величину сварочного тока регулируют с помощью подвижного пакета магнитопровода 4, путем изменения воздушного зазора а винтовым механизмом с рукояткой 5. Увеличение воздушного зазора при вращении рукоятки 5 по часовой стрелке вызывает, как и в трансформаторах типа СТЭ с отдельным дросселем, уменьшение магнитного потока в магнитопроводе 6 и увеличение сварочного тока. При уменьшении воздушного зазора повышается индуктивное сопротивление реактивной обмотки дросселя, а величина сварочного тока уменьшается.
ВНИИЭСО разработаны трансформаторы этой системы СТН-500-П и СТН-700-И с алюминиевыми обмотками. Кроме того, на базе этих трансформаторов разработаны трансформаторы ТСОК-500 и ТСОК-700 со встроенными конденсаторами, подключенными к первичной обмотке трансформатора. Конденсаторы компенсируют реактивную мощность и обеспечивают повышение коэффициента мощности сварочного трансформатора до 0,87.
Однокорпусные трансформаторы СТН более компактны, масса их меньше, чем у трансформаторов типа СТЭ с отдельным дросселем, а мощность одинакова.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили в настоящее время широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении.
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока. Точность показаний шкалы составляет 7,5 % от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
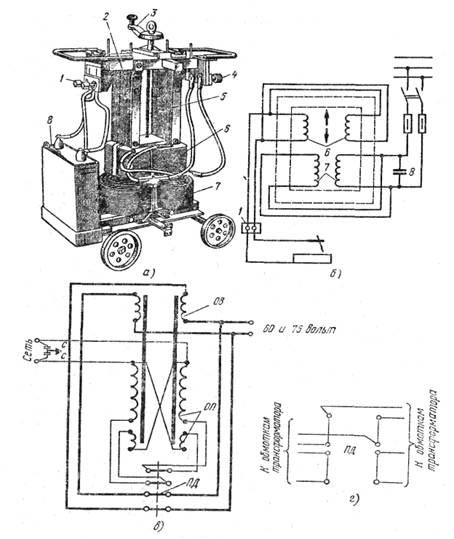 | |
| Рис. 3. Сварочные трансформаторы: а — конструктивная схема трансформатора ТСК-500; б — электрическая схема трансформатора ТСК-500: 1 — сетевые зажимы для проводов; 2 — сердечник (магнитопровод); 3 — рукоятка регулирования тока; 4 — зажимы для подсоединения сварочных проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор; в — параллельное; г — последовательное соединение обмоток трансформатора ТД-500; ОП — первичная обмотка; ОВ — вторичная обмотка; ПД — переключатель диапазона токов; С — защитный фильтр от радиопомех. | Рис.4 Портативный сварочный аппарат |
На рис. 3-а,б показаны принципиальная электрическая и конструктивная схемы трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмоток 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности (соs φ). На рис. 3, в показана принципиальная электрическая схема трансформатора ТД-500.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное — диапазон малых токов.
Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при . увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 или 380 В.
Трансформатор ТД-500 ~ однофазный стержневого типа состоит из следующих основных узлов: магнитопровода — сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Алюминиевые обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Катушки первичной обмотки неподвижно закреплены у нижнего ярма, а вторичной обмотки — подвижные. Переключение диапазонов тока производят переключателем барабанного типа, рукоятка которого выведена на крышку трансформатора. Величину отсчета тока производят по шкале, отградуированной соответственно на два диапазона токов при номинальном напряжении питающей сети.
Емкостной фильтр, состоящий из двух конденсаторов, служит для снижения помех радиоприемным устройствам.
Правила техники безопасности при эксплуатации сварочных трансформаторов. В процессе работы электросварщик постоянно обращается с электрическим током, поэтому все токоведущие части сварочной цепи должны быть надежно изолированы. Ток величиной 0,1 А и выше опасен для жизни и может привести к трагическому исходу. Опасность поражения электрическим током зависит от многих факторов и в первую очередь от сопротивления цепи, состояния организма человека, влажности и температуры окружающей атмосферы, напряжения между точками соприкосновения и от материала пола, на котором стоит человек.
Сварщик должен помнить, что первичная обмотка трансформатора соединена с силовой сетью высокого напряжения, поэтому в случае пробоя изоляции это напряжение может быть и во вторичной цепи трансформатора, т. е. на электрододержателе.
Напряжение считается безопасным: в сухих помещениях до 36 В и в сырых до 12 В.
При сварке в закрытых сосудах, где повышается опасность поражения электрическим током, необходимо применять ограничители холостого хода трансформатора, специальную обувь, резиновые подстилки; сварка в таких случаях ведется под непрерывным контролем специального дежурного. Для снижения напряжения холостого хода существуют различные специальные устройства — ограничители холостого хода.
Сварочные трансформаторы промышленного использования, как правило, подключают к трехфазной сети 380 В, что в бытовых условиях не всегда удобно. Как правило, подключение индивидуального участка к трехфазной сети хлопотно и дорого, и без особой нужды это не делают. Для таких потребителей промышленность выпускает сварочные трансформаторы, рассчитанные на работу от однофазной сети с напряжением 220 — 240 В. Пример такого портативного сварочного аппарата приведен на рис.4. Этот аппарат, обеспечивающий разогрев дуги до 4000°С, уменьшает обычное сетевое напряжение, одновременно повышая сварочный ток. Ток в установленном диапазоне регулируется с помощью ручки, смонтированной на передней панели аппарата. В комплект аппарата входит сетевой кабель и два сварочных провода, один из которых соединен с электрододержателем, а второй - с заземляющим зажимом.
Обычно для домашних работ вполне подходят аппараты, вырабатывающие сварочный ток в 140 ампер при 20-процентном рабочем цикле. При выборе аппарата следует обращать внимание на то, чтобы регулировка сварочного тока была плавной.
Организация сварочного поста

Для грамотной организации сварочного поста требуется не только подобрать необходимое оборудование, но и сделать так, чтобы рабочее место сварщика соответствовало производственной специфике, индивидуальным предпочтениям специалиста и требованиям безопасности.
Для различных сварочных постов (стационарного, мобильного, газосварочного) предъявляются свои требования и необходимо покупать разные комплекты оборудования. О том, как правильно подготовить сварочный пост, чтобы он был не только удобен для работы, но и безопасен для оператора, помещения, в котором находится, и окружающих, читайте в нашем материале.
Основные требования к организации сварочного поста

Речь идет о непосредственном месте работы сварщика, где есть все оборудование, аксессуары, приспособления. Обустройство поста осуществляется в соответствии с правилами охраны труда и безопасности жизнедеятельности, также необходимо опираться на требования ГОСТ 12.3.003-86. В последнем зафиксированы нормы для производственных помещений, по установке устройств, перевозке материалов, особенности использования сотрудниками средств индивидуальной защиты.
В этой статье будут рассмотрены правила организации сварочного поста для ручной, аргонодуговой и полуавтоматической электродуговой сварки.
1. Стационарный пост.
Данный формат выглядит как кабина без верха, находящаяся выше уровня пола в помещении. Такие посты используют для соединения небольших заготовок и изделий средних размеров. Работа с крупными узлами, металлоконструкциями здесь невозможна. Чаще всего кабина состоит из листов металла, покрытых красками, содержащими цинк, или обработанными другими способами, защищающими материал стен от нагрева и инфракрасного излучения. Так, для этой цели подходят титановые белила, желтая краска на основе соли из хрома и свинца или современные продукты.
Требования к посту для сварки:
- Хорошее освещение – важно обеспечить источники света для всего помещения и рабочего стола.
- Площадь от 3 м 2 , стены кабины высотой 1,8–2м, при этом их необходимо поднять над полом на 20–25 см. Чтобы воздух мог циркулировать, потолок в помещении, где монтируется сварочный пост, должен иметь высоту более 2 м.
- Высота стола – 50–60 см, если мастер работает сидя. Стол состоит из металла, при этом на крышку из стали или чугуна толщиной до 2,5 см рекомендуется уложить медный лист. В том числе данное правило действует и на место контакта клеммы массы. В конструкции важно предусмотреть металлические выдвижные ящики для необходимых предметов.
- Специальная вытяжка под столом. Если речь идет об организации сварочного поста в гараже, а не на предприятии, то подойдет вытяжной вентилятор, встроенный в одну из стен. Тогда нужно позаботиться о наличии приточки зимой. В промышленных условиях сейчас все чаще применяют точечную вытяжку, так как ее гибкую часть можно подвести к месту сварочных работ.
По нормам, обмен воздуха в помещении не может быть ниже 40 м 3 /час. Дело в том, что недостаточный воздухообмен приводит к накоплению токсичных элементов из сварочного дыма в легких работника, постепенно у него появляются профессиональные болезни.
- Коврик из резины под ногами мастера.
- Заземление всего используемого оборудования – может использоваться устройство защитного отключения.
- Вращающийся рабочий стул. Он позволяет обеспечить более удобную работу. Для изготовления стула используют материалы, выдерживающие повышение температуры, при этом не способные проводить ток. Сиденье и спинку часто делают из дерева.
- Манипулятор и ножная педаль. Данные устройства облегчают управление: манипулятор позволяет осуществлять сварку тел вращения.
2. Мобильный пост.

Организация сварочного мобильного поста требуется для осуществления работ с крупными конструкциями на открытом воздухе. По этой причине документами не устанавливаются специальные мероприятия по созданию особых условий для специалиста. Рабочую зону закрывают от осадков при помощи навесов, тогда как загородить сварщика от ветра позволяют ширмы. Для перемещения инструментов, необходимого оборудования применяют специальные тумбы. Необходимая степень освещения обеспечивается за счет локальных источников света. В данном случае оборудование также должно быть предварительно заземлено.
Рекомендуем статьи по металлообработке
Необходимое оборудование для организации постоянного и мобильного сварочного поста
От типа сварочного места зависит установка оборудования и используемых в процессе работы приспособлений.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
1. Мобильный сварочный пост.
Для него отсутствуют нормы, касающиеся площади рабочего места и системы вентилирования. Тем не менее, специалист должен выполнять базовые требования безопасности:
- Тележка для размещения устройств и инструментов оснащается колесами для удобства транспортировки. Сварка осуществляется сварочным аппаратом с набором кабелей.
- Мобильный пост снабжают стойками для монтажа навеса при неблагоприятных погодных условиях.
- Инструменты складывают в специальные ящики.
- Переносные щиты позволяют защитить окружающих от светового воздействия.
- Рабочие места оборудуются в вагончиках с автономными генераторами, если идет прокладка длинных линий коммуникаций.
2. Постоянный сварочный пост.
Организация сварочного поста в цехе предполагает закупку всех приспособлений, необходимых сварщику для работы. В основной список, который при необходимости допускается расширить, включены:
- сварочный аппарат;
- ящик для хранения электродов, инструментов;
- постоянный источник тока;
- удобное место посадки;
- рубильник для подачи/отключения тока;
- вытяжка;
- корзины, полки под мелкие инструменты;
- электродержатель.
Оборудование для организации газосварочного поста

В данном случае в основной комплект входят:
- генератор ацетилена/баллон со сжиженным метаном, пропаном либо бутаном;
- баллон с кислородом;
- горелка;
- шланги, редукторы, позволяющие устанавливать необходимое давление кислорода и газа, контрольные манометры.
У передвижного поста всегда есть зона с крепежами для установки баллонов. Оборудование перемещают на двухколесной тележке из труб. Перед сваркой оператор раскручивает шланги, открывает вентили на баллонах, после чего может начинать работу.
Для стационарного газосварочного поста устанавливают:
- металлический стол;
- приточно-вытяжную вентиляцию;
- освещение.
Правила пожарной безопасности требуют, чтобы между генератором ацетилена и местом сварки оставалось от 10 м. Для хранения газовых баллонов выделяют помещение либо объемный металлический шкаф с замками. Баллоны переносят на сварочный пост лишь для проведения работ.
Организация стационарных сварочных постов является рациональной, если предприятие производит значительные объемы соответствующих работ. При подготовке места для проведения газовой сварки используются те же принципы, что и в случае с электросваркой. Разница состоит лишь в стационарном подводе газов. Последние выбираются в соответствии с задачами производства. Так, могут использоваться:
- ацетилен;
- кислород;
- углекислый газ;
- сжатый воздух;
- аргон.
За счет подобного обеспечения возможно производить различные виды газо- или электросварки. Это может быть сварка, газосварка с горючими газами, сварка в среде углекислого или инертного газа. На трубопроводах, предназначенных для поставки взрывоопасных газов, обязательно устанавливают предохранительные затворы.
Газо- и электросварка считаются высокопроизводительными технологиями. Их применяют в различных производственных сферах, а необходимое в таких случаях сварочное оборудование пользуется немалым спросом.
Требования к различным видам оборудования для сварочного поста
1. Столы сварщиков.
Сварочные посты относятся к тем объектам на производстве, куда невозможен допуск посторонних. Такие кабины достаточно просторные, так как им необходимо вмещать в себя сварочный стол и все требующиеся сварщику принадлежности. Их стандартный размер – 2х2 либо 2х3 м, а высота – до 2 м. Обеспечить хорошую вентиляцию позволяет установка стен в 20 см над полом.
Сварочные столы необходимы для сварки и сборки заготовок. Они устанавливаются в сварочной кабине на высоте 50–60 см, если запланировано осуществление работ в сидячем положении либо высота стола может быть 90 см для сварки стоя.
Минимальная площадь стола, в соответствии с существующими требованиями по организации сварочного поста, равна 1 м 2 . Для крепления проводов сварочного аппарата используются специальные болты. Отсос пыли от сварочной дуги не может осуществляться при помощи вытяжного зонта, поскольку в этом случае поток вредных веществ будет направляться прямо в дыхательные пути работника предприятия.
На столе важно предусмотреть гнезда для электродов. Если есть выдвижной ящик, в нем должны храниться документы и инструменты. Под ногами у сварщика обязательно располагается резиновый коврик.
Местный отсос, устанавливаемый при организации сварочного поста, может находиться на столе или вне помещения. Дело в том, что из-за встроенного в стол вентилятора появляется шум, негативно отражающийся на уровне работоспособности. Считается, что лучше всего использовать стол с нижнебоковым отсосом, предполагающим монтаж вентилятора не в помещении. Таким образом удается защитить дыхательную систему сварщика от пыли и газа.
Столы можно оснастить дополнительными устройствами для большего удобства в процессе работы. Так, часто сварщики зачищают конец электрода о поверхность стола, из-за чего вскоре появляются металлические наросты. Они затрудняют передвижение заготовок по рабочей поверхности, а также негативно отражаются на внешнем виде рабочего места. Избежать этого можно, сделав окантовку стола медными пластинами, к которым не пристает материал электродов.
Стоит предусмотреть местное освещение в столе. Если часто требуется осуществлять сварку мелких деталей, когда швы наносятся по периметру, разумно установить вращающийся стол, где высота может корректироваться при помощи винтов. Таким образом удается подобрать наиболее удобное для обработки заготовки положение. В результате, за счет грамотной организации сварочного поста, сварщик не так сильно устает и менее подвержен воздействию вредных выделений.
Если работнику кажется неудобным его положение на рабочем месте, руководство предприятия должно обеспечить его сиденьем с регулировкой высоты.
2. Электродержатели ручной дуговой сварки.
Это один из наиболее востребованных инструментов сварщика, ведь он влияет на безопасность и производительность труда. Электродержатели должны быть легкими – до 0,5 кг, чтобы не перегружать руки – и удобными в работе. Важно, чтобы такое устройство не нагревалось в процессе сварки.

Специалисты называют наиболее оптимальными пассатижные зажимы.
Существуют следующие типы электродержателей:
- для тока в пределах 125 А и сечения провода 25 мм;
- для тока не более 315 А и провода 50 мм;
- для тока до 500 А и провода 70 мм.
Зажим должен иметь изоляцию и обеспечивать надежное крепление электродов. В целом, качественная конструкция рассчитана на 8 000 циклов работы. Благодаря продуманной форме инструмента сварщик может заменить электрод всего за 4 секунды.
Если держатель планируется использовать при силе тока от 500 А, его оснащают защитными щитками. Они закрывают руки специалиста от тепла сварочной дуги и брызг металла. Также могут применяться наиболее безопасные устройства с системой для выключения тока на время замены электрода.
При организации сварочного поста к столу обязательно приваривают штатив. Он необходим для укладки электродержателя во время перерывов в работе. В противном случае возможно образование электродуги при соприкосновении данного инструмента и поверхности стола. По этой причине штатив изготавливается из материала, не проводящего ток.
Чтобы в процессе работы к держателю не прилипали брызги металла, из-за которых он становится более тяжелым и сильнее нагревается, необходимо раз в смену смазывать его автолом.
3. Сварочные шторы.
Организация сварочного поста невозможна без его оснащения перекрытием или сварочными шторами, особенно когда речь идет о многопостовых участках. Шторы изготавливают из огнеупорной ткани, обычно используемой для пошива спецодежды.
При помощи штор рабочее место сварщика оказывается полностью закрыто для случайного доступа посторонних. Таким образом удается обезопасить людей от негативного влияния сварочной дуги и иных отрицательных факторов.
У сварочных штор есть несколько задач:
- защита от ультрафиолета;
- перекрытие доступа искр и брызг в основное помещение, а значит, сокращение риска возникновения пожара;
- ограждение сварочной зоны от воздушных потоков;
- увеличение эффективности вытяжного оборудования.
Подобные шторы экономичны и не требуют сложной установки в процессе организации сварочного поста. Они могут быть сплошными или полосовыми. Разница в том, что первые представляют собой единое полотно, изготавливаются из ПВХ, прошиваются со всех сторон и снабжаются армированными отверстиями для подвесных колец через каждые 20 см. Тогда как полосовая штора шириной 140 см состоит из полосок по 50 см.
4. Вентиляция.

Сварка при помощи газа требует качественной вентиляции, тогда удается:
- Снизить содержание в воздухе токсичных веществ, которые могут выделяться при сварке металлов. Обычно речь идет об окиси углерода, азота и фтористых включениях.
- Удалить из помещения загазованность, способную стать причиной детонации.
- Охладить рабочие инструменты, ведь они значительно нагреваются в процессе работы.
Вентиляция бывает естественной, то есть при помощи притока уличного воздуха, и искусственная. Во втором случае устанавливаются специальные устройства, обеспечивающие более активное движение воздуха.
Вытяжная вентиляция позволяет вывести из помещения максимальный объем вредных газов. За счет приточной осуществляется разбавление веществ до концентраций, не угрожающих здоровью рабочих.
Считается, что самым оптимальным вариантом организации сварочного поста является стол с вытяжкой пыли, направленной вниз либо в сторону. Добиться эффективного удаления опасных веществ из зоны вдыхания удается за счет установки вытяжных заборников в непосредственной близости от дуги.
Общий алгоритм подготовки сварочного поста к работе
Организация сварочного поста возможна в гараже, на производстве, станции техосмотра и осуществляется в такой последовательности:
- Выбор места. Лучше, чтобы пост был максимально удален от легковоспламеняющихся жидкостей, материалов, газов.
- Сборка кабины с учетом нормативов. Между полом и нижней кромкой стены остается зазор 5 см, обеспечивающий проветривание. Когда используются инертные газы, промежуток составляет 30 см. Далее устанавливают вентиляционные сетки, вешают негорючую ширму из брезента либо пластика на входе.
- Монтаж стола со столешницей. Необходимо обеспечить возможность изменения высоты стоек и площади поверхности.
- Установка осветительных приборов.
- Окраска стенок кабины в светло-серый цвет краской на основе титана или цинка, поглощающей ультрафиолет.
- Монтаж вытяжки принудительного типа. Для этого оборудование совмещают с централизованной системой воздухообмена.
- Заливка пола бетоном. Также для формирования напольного покрытия может использоваться кирпич.
- Установка рубильника, позволяющего в аварийном порядке выключить сварочные аппараты.
В завершение организации сварочного поста остается подключить оборудование к источникам питания.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварочное оборудование для ручной дуговой сварки
Ручная дуговая сварка является самым распространенным видом соединения металла. Специально для нее создаются различные типы техники, которые рассчитаны на работу, как с толстыми, так и с тонкими электродами. Сварочное оборудование для ручной дуговой сварки является наиболее распространенным среди всей подобной техники. Для данного процесса требуется иметь ряд устройств, которые будут работать совместно. Комплект значительно меньше, чем тот который требуется для аргонодуговой сварки за счет более простого принципа проведения работ.

Оборудование для ручной дуговой сварки
Сварочное оборудование для ручной дуговой сварки покрытыми электродами предназначается для обеспечения условий проведения соединения металла. Основной функцией является преобразование тока из сети со стандартными параметрами в такой, который требуется для заданного режима сварки. Именно по этой причине на оборудовании есть множество настроек, параметры которых и определяют, подходит ли сварочный аппарат для сварки определенных изделий или нет.
Область применения оборудования очень широка. Его можно встретить как в домашних условиях, так и на серьезных предприятиях. Для каждой сферы желательно подбирать свой тип оборудования, так как профессиональные и бытовые модели сильно отличаются по внутренней компоновке и по функциональным особенностям.
ПреимуществаДанная техника обладает значительными преимуществами, чем и заслужила столь широкую популярность среди многих пользователей. К основным из них относятся:
- Широкий выбор изделий на современном рынке от отечественных и зарубежных производителей;
- Относительно небольшая стоимость оборудования;
- Высокая производительность во время работы;
- Доступность расходных материалов;
- Универсальность, за счет выбора различных режимов работы и параметров;
- Наличие дополнительных функций, которые улучшают работу.
Несмотря на преимущества, тут есть ряд недостатков:
- Плохо справляется со сложными типами сварки;
- Не дает достаточного уровня защиты, как это происходит с газовой сваркой;
- Скорость проведения сварочных работ может быть слишком высокой;
- Большие затраты энергии при работе.
Оборудование для ручной аргонодуговой сварки неплавящимся электродом и обыкновенной дуговой сварки во многом похоже. Основной разновидностью техники является сварочный аппарат. Он может быть нескольких типов. Наиболее простой – это сварочный трансформатор. У него грубая настройка рабочих характеристик и работает он не столь экономично, как его более современный аналог. Но он может выдерживать более длительные нагрузки, а также прост в эксплуатации и ремонте. Для современной деятельности трансформаторы обладают большим серьезным недостатком. У них слишком большие габариты, так что используют их преимущественно стационарно в различных предприятиях.

Более современным и часто используемым является сварочный инвертор. Это компактное устройство, в котором помимо трансформатора, меньшего по размерам, есть еще масса электроники. Это одно из основных отличий этой разновидности. Инвертор не может работать длительное время, хотя некоторые профессиональные модели могут составить конкуренцию в этом параметре трансформаторам. Именно инверторы могут обладать рядом дополнительных функций, которые упрощают работу сварщика. Тем не менее, они чувствительны к ударам, попаданию пыли и влаги, их сложнее ремонтировать и стоимость такого оборудования намного выше.
В качестве дополнительного оборудования можно отметить держатели, которые устанавливаются отдельно. Вы можете подобрать наиболее удобную для вас модель, с которой комфортно будет работать.
Популярный модельный рядСварочная техника постоянно развивается, и появляются новые более совершенные модели. На данный момент есть определенные изделия от проверенных производителей, которые успели заслужить наибольшую популярность среди покупателей. Это значит, что их цена и качество обладают хорошим соотношением, а рабочие характеристики оказываются весьма практичными. Среди самых популярных моделей можно отметить следующие:
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 5 – 200 |
| Диапазон рабочего напряжения, В | 150 – 240 |
| Фазы питания | 1 |
| Напряжение х.х, В | 65 |
| Род рабочего тока | постоянный |
| Напряжение, В | 20.8 – 28 |
| Мощность номинальная кВ*А | 8.8 |
| ПВ, % | 40 |
| Диаметра наплавочных материалов, мм | 1.6 – 5 |

Сварочный аппарат Fubag IR 200
Ресанта САИ 220
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 10 – 200 |
| Диапазон рабочего напряжения, В | 140 – 260 |
| Фазы питания | 1 |
| Напряжение х.х, В | 80 |
| Род рабочего тока | постоянный |
| Напряжение, В | 26 |
| Мощность номинальная кВ*А | 8.8 |
| ПВ, % | 70 |
| Диаметра наплавочных материалов, мм | 1.6 – 5 |

Сварочный аппарат Ресанта САИ 220
| Параметры | Значения |
| Тип | инвертор |
| Регулируемые пределы сварочного тока, А | 10 – 180 |
| Диапазон рабочего напряжения, В | 187 – 253 |
| Фазы питания | 1 |
| Напряжение х.х, В | 75 |
| Род рабочего тока | постоянный |
| Напряжение, В | 20.8 – 28 |
| Мощность номинальная кВ*А | 8.2 |
| ПВ, % | 60 |
| Диаметра наплавочных материалов, мм | 1.6 – 4 |

Сварочный аппарат Сварог 205
Критерии выбораСовременное сварочное оборудования для ручной дуговой сварки должно быть оснащено всеми необходимыми аксессуарами, которые нередко идут в комплекте с самим сварочным аппаратом. При выборе стоит в первую очередь ориентироваться на тип аппарата. По современным меркам инверторы значительно превосходят трансформаторы и не зря занимают первые места в рейтинге лучших и наиболее популярных моделей.
После этого стоит определиться с мощностью техники. Чем мощнее модель, тем с более толстыми электродами она сможет работать Сила тока является одним из основных параметров выбора, так как именно от нее зависит температура, с которой будет плавиться электрод. Слишком слабое значение все приводит к тому, что электрод будет залипать или не сможет проплавить металл до нужного значения. Запас иметь очень удобно, но мощные модели стоят выше остальных.
Если вам параметром будет период включения. Он показывает, сколько аппарат может проработать беспрерывно. В частной сфере завышенных требований к этому параметру не предъявляется, так как интенсивность использования здесь намного меньше. Для профессионалов приходится эксплуатировать аппарат по несколько часов подряд в течение рабочей смены.
«Важно!
Для специалистов не рекомендуется брать технику с ПВ ниже 80% на максимальных параметрах.»
Дополнительные функции являются очень приятным дополнением к инверторам. Следует проследить, чтобы на модели был форсаж дуги, антизалипание и горячий старт. Это основные функции, с которыми сложные соединения может провести даже новичок. Качество самих функций во многом зависит от производителя, так что нужно выбирать только проверенные торговые марки, чтобы все заявленные требования соответствовали действительности. Это также поможет более длительной службе оборудования.
Для удобства использования желательно ориентироваться на оборудование с цифровой шкалой. Это помогает выставить максимально точные параметры, чтобы они полностью соответствовали требованиям режимов.
Оборудование сварочного поста

Оборудование сварочного поста – это подготовка рабочего места сварщика: установка необходимого оборудования, закупка расходников, обеспечение комфортных условий, а также обязательное соблюдение техники безопасности.
В зависимости от типа сварки отличается и то, как и чем будет оборудоваться сварочный пост. Из нашего материала вы узнаете о наиболее важных нюансах организации места работы сварщика.
Основные принципы оборудования сварочного поста
Сварочным постом является такое рабочее место и пространство, где сварщик может без особого труда выполнять свою работу в комфортных и безопасных условиях, а вся необходимая рабочая оснастка и инструмент, а также расходные материалы всегда находятся в зоне доступа.
При обустройстве сварочного поста должны быть выполнены все правила и нормы охраны труда и пожарной безопасности. Соблюдение таких условий позволяет обеспечить сохранность здоровья специалистов-сварщиков и получать максимальную производственную эффективность. Во время обустройства поста особое значение необходимо придавать соблюдению требований пожарной безопасности. Чтобы выполнить все эти условия в полном объеме, необходимо внимательно изучить специфические особенности разных видов сварочных постов.
По типу оборудования сварочные посты делятся на:
- Газосварочные. Их основное отличие заключается в том, что при расплавлении зоны шва металлических заготовок используется энергия, возникающая при горении газа в специальной горелке. Из-за специфики газосварочных работ рабочий кабинет сварщика должен быть обеспечен местной вытяжной вентиляцией. Все поверхности рабочего стола и предметы, находящиеся на прилегающей к нему территории должны быть изготовлены из негорючих материалов.
- Электросварочные. Работы, связанные с электрической сваркой, являются не менее опасными, чем при газовой. При оборудовании рабочего места сварочного поста, помимо надежной системы вентиляции воздуха, должны быть обеспечены все условия для защиты работника от поражения электрическим током.
Очень важным можно считать тот факт, что какой бы из вышеперечисленных методов сварки или резки металла ни применялся, закрытое рабочее пространство сварщика обязательно должно быть оснащено системой вентилирования помещения. Кроме вытяжки, основное оборудование сварочного поста должно иметь приточную естественную или принудительную подачу свежего воздуха.

В зависимости от назначения, сварочные посты могут быть:
- Стационарными. Представляют собой ограниченное, специально оборудованное для сварки пространство в производственном помещении. Не передвижное рабочее место оборудуют для удобства столом с поворотным механизмом или плитой, ограждают ширмами. Над столом монтируют отсосы, соединенные с вытяжной вентиляцией.
- Передвижными (временными). Представляют собой периодически переносимые конструкции, которые может передвинуть в пределах рабочей площади один человек. Широко используются при сварке крупногабаритных конструкций. Могут применяться как в помещениях (производственных участках, цехах, судостроительных доках и т. п.), так и на открытых площадях (строительных площадках, при монтаже нестандартных крупногабаритных конструкций и т. д.).
Оборудование стационарного сварочного поста наиболее применимо для сваривания небольших и средних металлических заготовок. Для соединения громоздких конструкций такая разновидность поста не используется. Сварочная кабина, которая в то же время является «стенами» этого участка, изготавливается из металлического оцинкованного листового материала. Такое ограждение очень устойчиво к высоким температурам и ультрафиолетовому излучению.
Большое преимущество оборудования мобильного сварочного поста заключается в том, что создавать для работы какие-нибудь дополнительные условия не нужно. Навес сможет защитить от осадков, а боковые жесткие ширмы – от ветра. В хорошую погоду сварку деталей можно производить без всякой защиты.
Дополнительную сварочную оснастку и инструменты размещают в ящичках инструментальной тумбы, а при необходимости искусственного освещения локально устанавливают осветительные приборы. Оборудование как стационарных, так и передвижных (временных) постов, которое подключается к электросети, должно иметь надежное заземление.
Оборудование сварочных постов для дуговой сварки
При оборудовании стационарного или передвижного сварочного поста для электродуговой сварки необходимо выполнить следующие условия:
- подключить рабочий стол и корпусы оборудования к системе заземления;
- поверхности рабочего стола обеспечить хорошей освещенностью (допускается комбинация из искусственного и естественного света);
- изготовить половое покрытие из огнестойкого материала;
- крышку стола изготовить из чугуна или стали толщиной не менее 20 мм, подсоединить к ней кабель массы;
- стол сварщика оснастить ящиками или карманами для размещения технической документации, электродов, рабочего инструмента и оснастки;
- для проведения сварки сидя оснастить рабочее место табуретом из крепкого изоляционного материала;
- под ноги подстелить резиновый коврик.
При сварке на открытом воздухе для защиты от дождя, снега, солнца рабочее место должно быть обустроено навесом (можно использовать тент из любого водонепроницаемого материала).
1. Оборудование стационарного сварочного поста.

Подобное оборудование представляет собой находящуюся над уровнем пола кабину с открытым верхом. Его применяют для сварки деталей средних и маленьких и размеров, для крупногабаритных металлоконструкций оно не применяется. Стены кабины обычно изготавливают из листовых металлов, которые впоследствии красят цинкосодержащими красками или выбирают другие виды покрытий, характеризующиеся устойчивостью к инфракрасному излучению и высоким температурам (к примеру, краска желтого цвета из хромо-свинцовой соли, белила на основе титана или иные современные препараты).
К обустройству сварочной кабины также предъявляются несколько требований:
- Оборудование стационарного сварочного поста должно быть обеспечено освещением, необходимым для комфортной работы, достаточным количеством источников света, позволяющих освещать стол и пост в целом, где производятся все манипуляции, связанные со сварными работами.
- Площадь сварочного поста должна быть не менее 3 м 2 при высоте металлических ограждений от 1,8 до 2 м – такие стенки необходимо изготовить приподнятыми над уровнем пола на 20–25 см. Соответственно высота потолка помещения, в котором установлена кабина, должна быть более 2 м, чтобы обеспечить циркуляцию воздуха.
- При работе сидя высота металлического стола должна быть 50–60 см. Не лишним будет установить на столешницу (в том числе и в месте соединения клеммы массы) медный лист. Материалом крышки стола может быть как сталь, так и чугун толщиной до 2,5 см. В столе должны быть предусмотрены металлические выдвижные ящички для размещения в них различного инструмента, чертежей, электродов, приспособлений и другой необходимой оснастки.
- Прямо над поверхностью сварочного стола обязательно должна быть установлена специальная вытяжка. Если пост используется в гаражных условиях, то в одну из стен гаража можно встроить вытяжной вентилятор, но в данном случае необходимо предусмотреть наличие приточной вентиляции в холодное время года. В последнее время в производственных цехах нередко используют точечные вытяжки, гибкие «хоботы» которых можно подвести прямо к месту выполнения сварки.
Согласно нормативной документации, необходимое значение обмена воздуха в помещении должно быть не менее 40 м 3 /час. Важно помнить, что при пониженном воздухообмене токсичные вещества, находящиеся в составе сварочного дыма (аэрозоли), будут попадать и скапливаться в легких сварщиках, что может привести со временем к различным профессиональным заболеваниям.
Рубильник для экстренного отключения питания электрооборудования при возникновении аварийных ситуаций следует устанавливать внутри сварочной кабины.
2. Оборудование передвижного поста.

Оборудование передвижных сварочных постов для ручной сварки не предусматривает строгого соблюдения габаритов рабочего места и обеспечения воздухообменом. Однако все предписания пожарной безопасности, которые предъявляют к стационарному типу оборудования, должны неукоснительно выполняться. Тележку для перевозки оборудования необходимо оснастить такими колесиками, чтобы перемещение поста с ее помощью осуществлялось без особых усилий.
При проведении сварных работ используют переносной сварочный аппарат с комплектом кабелей, которые перемещаются вместе с агрегатом вдоль объекта. Для защиты от непогоды передвижной пост необходимо укомплектовать щитами для расположения навеса. Для хранения электродов и инструментов используются тумбы и различные крепления. В целях защиты от светового излучения находящихся рядом людей необходимо оградить рабочее место при помощи переносных щитов. При монтаже трубопроводов с большой протяженностью передвижные сварочные посты размещают в маленьких вагончиках с автономным электрогенератором – такой вид рабочего места может дополняться автомобильными колесами.
Оборудование сварочного поста для газовой сварки
Газосварочные посты, так же как и оборудование для ручной дуговой сварки, в зависимости от их габаритов и мощности делятся на стационарные и подвижные. Последние в свою очередь могут быть передвижными и переносными.
Переносное оборудование газового сварочного поста имеет самые маленькие габариты и массу, оно без особого труда перемещается вручную одним человеком. На картинке выше вы видите пример переносного поста. Такой тип сварочного оборудования широко используется при ремонтно-восстановительных сварочных работах (при ремонте сантехники, замене и реставрации труб в отопительных или аналогичных системах), для различных бытовых целей и во многих других случаях, когда не требуется проведения объемных работ.
Преимущество оборудования переносных газосварочных постов – нет необходимости в постоянном источнике газа. Помимо всего, благодаря мобильности, их можно доставить к месту проведения работ за считанные минуты. Недостаток – баллоны для горючего газа и кислорода имеют маленькие объемы, поэтому при длительных по времени работах их приходится постоянно перезаряжать, а это приводит к потерям рабочего времени и, соответственно, снижению производительности.
Оборудование передвижного сварочного поста, в отличие от поста переносного типа, имеет большую массу и габариты, перемещается вручную при помощи специальных тележек или техники. Передвижной сварочный пост может комплектоваться несколькими сменными баллонами с используемым газом и кислородом. Помимо этого, вместо баллонов с горючим газом (ацетиленом), передвижной пост оснащается мобильным ацетиленовым генератором, имеющим производительность до 3 м 3 /ч.
С помощью передвижных постов можно выполнить гораздо больший объем газосварочных работ по сравнению с переносным вариантом. Помимо этого, они достаточно мобильны. Недостаток –необходимость периодически заправлять газовые баллоны. Наиболее часто это приходится делать при интенсивных сварочных работах.
Стационарные газосварочные посты не должны перемещаться. Они обладают большими габаритами и обычно занимают немалую часть производственной площади (как правило, до нескольких квадратных метров). Такое оборудование широко применяют в разных производственных отраслях с использованием большого объема газосварочных работ. Комплектуется подобный сварочный пост стационарными ацетиленовыми генераторами производительностью до 160 м 3 /ч или постоянными источниками кислорода и горючего газа.
Преимущества оборудования стационарных газосварочных постов – высокая производительность и непрерывный сварочный процесс (не надо постоянно заправлять газовые и кислородные баллоны как при использовании передвижных и переносных постов). Недостаток – неподвижность и необходимость регулярного обслуживания системы подачи рабочего газа и кислорода.
Какой бы вид оборудования сварочного поста ни рассматривался, оно должно иметь:
- Кислородный баллон с редуктором либо систему непрерывной подачи кислорода (характерно только для стационарного типа оборудования).
- Баллон с ацетиленом либо генератор с предохранительными затворами или редукторами. В переносном оборудовании сварочных постов используют генераторы, имеющие максимальную мощность 20 м 3 /час, в стационарном типе установок применяют генераторы с показателем мощности до 160 м 3 /час.
- Присадочную проволоку для наплавки, пайки, сварки.
- Флюсы, если они используются при сварке данного вида металла.
- Сварочные горелки с комплектом наконечников, для резки – резаки с набором приспособлений для резки и мундштуков.
- Сварочный стол, оснащенный механизмом для его складывания и сборки.
- Резиновые шланги для подачи горючего газа и кислорода в резак или горелку.
- Защитные приспособления и вспомогательные инструменты сварщика: угольник, линейка, щетка по металлу, зубило, молоток, наборы ключей, очки с затемненными стеклами и т. д.
- Систему вентиляции воздуха.
- Противопожарные средства.
- Емкость с водой для охлаждения горелки.
- Контейнеры для технологических отходов производства.
Требования к организации любого оборудования сварочных постов должны базироваться на обеспечении комфортных условий труда и соблюдении техники безопасности.
Читайте также: