Чем покрыть сварочный стол чтобы не ржавел
Обновлено: 19.09.2024
Сварочно-сборочные столы Siegmund обладают высокой, а в некоторых сериях экстремально высокой устойчивостью к негативным воздействиям. Однако, чтобы сохранять их в хорошем состоянии долгие годы, необходим регулярный уход и очистка поверхности.
Это касается даже самых стойких моделей, ведь грязь не должна сопровождать качественный монтажный и сварочный процесс. Разработчики Siegmund предлагают доступные и удобные средства ухода за сварочными столами, которые помогут продлить срок их эксплуатации на долгие годы и обеспечат правильные производственные условия.
Основные мероприятия по уходу за поверхностью стола
Уход за сборочно-сварочным столом состоит из нескольких важных компонентов:
— защита от сварочных брызг;
— очистка от жирных загрязнений;
Ни один из компонентов невозможно исключить из повседневных задач. Однако, Sigmund понимает, что тратить на них много времени является нецелесообразным, поэтому предлагает линейку высокоэффективных средств для защиты и очистки сварочного стола. Все жидкие средства могут доставляться в удобных бутылках с распылителем или насосом. Если на предприятии используются собственные емкости для распыления, то возможно приобретение жидких средств в экономичных канистрах до 33 кг.
Средства не содержат агрессивных компонентов, способных повредить металлическую поверхность. Напротив, их использование усиливает антикоррозийную защиту сварочно-монтажного стола. Высокая эффективность обеспечивает небольшой расход и быстрое удаление загрязнений без тяжелых усилий.
Финансовые затраты на закупку компенсируются долгим сроком эксплуатации и минимальным временем, которое потребуется на уход за поверхностью стола. Не менее важным является забота о безопасности рабочих при использовании средств ухода и защита окружающей среды.
Защита от сварочных брызг
Сварочные брызги – неизбежный источник негативных воздействий на материал столешницы. Брызги представляют собой маленькие частицы расплавленного металла, которые твердеют при застывании, а значит, удалить их с поверхности стола или изделия становится очень трудно. Перед выполнением работ необходимо заранее обработать столешницу специальным раствором против прилипания.
Siegmund предлагает не горючее и не токсичное средство, которое разбавляется водой. Оно предназначено для обработки столешницы и свариваемых деталей из стали, оцинкованной стали, нержавеющей стали, алюминия. После выполнения сварки брызги будут легко удаляться с поверхности стола и изделия.
Особыми преимуществами средства от брызг Siegmund являются:
— эффективность даже в сухом состоянии: не требуется постоянно сбрызгивать поверхность во время длительных сварочных процессов.
— дополнительная защита поверхности от коррозии.
Для нанесения можно использовать распылитель, кисть или щетку. При условии ежедневного использования расход средства на 1 кв. метр составит всего 20-30 евро в год. В качестве емкостей предлагаются: бутылка, бутылка с распылителем, бутылка с насосом (емкость 1 кг), канистра (емкость 5 кг), канистра (емкость 33 кг).
Очистка стола
1. Удаление жира. При сварке и сборке деталей на поверхность стола нередко попадает техническое масло и другие жирные загрязнения. Для удаления подобных компонентов Siegmund разработали специальное средство, которое можно разбрызгивать на поверхности. Его сильный чистящий эффект позволит удалять загрязнения за считаные минуты, не тормозя производство.
При длительном хранении средство частично диффундирует в пластиковые емкости, что приводит к небольшому уменьшению объема. Гарантия эффективности состава составляет 1 год. В качестве емкостей можно выбрать бутылку с распылителем (500 мл), канистру (5 л).
2. Ежедневный уход. Простое средство ежедневного ухода CleanBasic на водной основе дополнено антикоррозийными компонентами. Внимание! При высокой влажности, когда возникновение коррозии неизбежно следует прекратить использовать средство на водной основе. Емкости: бутылка (1 кг), бутылка с распылителем (1 кг), канистра (5 кг), канистра (33 кг).
Обратите внимание! Очистку отверстий столов будет удобно выполнять специальным ершиком Siegmund, который разработан с учетом их диаметра.
Выравнивание поверхности
Комбинированный оселок – специальное приспособление, которое позволяет выравнивать поверхность стола и удалять повреждения от сварки. Для этих целей не подходят традиционные абразивы, угловые шлифовальные машины, зубчатые шайбы. Оселок состоит из двух слоев шлифовального материала: один – для очистки загрязнения, другой – для финишного выравнивания.
Средства по уходу за сварочными столами Siegmund разработаны с учетом огромного опыта производителя и сбора сведений по особенностям эксплуатации на самых разных производствах. В результате удалось добиться оптимального соотношения функциональности и предложить небольшое количество средств без лишних дорогостоящих компонентов.
Надежность сварочно-сборочных столов Siegmund подтверждена многочисленными испытаниями. Одно из них вы найдете на следующем видео:
Чем покрасить верстак
Всем доброго времени суток.
Приобрёл верстачок себе, состояние на картинке, по ящикам лучше видно.

Весь зачистил как мог железной щёткой различной жёсткости.
Но вот назрел вопрос чем его покрасить, эмаль для металла через грунт, молотковая краска и т.д. кто чем красил когда либо и как держится.



Дайте совет, кто чем красил, в инете куча вариантов, но вот реального не много, что после использования с краской.
P.S.
И еще вопрос, столешницу ( сталь) красить или зачистить до блеска и хватит?
Комментарии 48
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Не буду засорять тебе мозг 🧠 просто скажу как я себе сделаю в следующий раз. По такой схеме я свой автомобиль обрабатывал.
1. Удалить ржавчину (самый эффективный способ — отпескоструить.
2. Кислотник или эпоксидный грунт, акриловый грунт.
3. Ну и сама краска.
Себе в гараже просто почистил, обезжирил и нанёс несколько слоёв 3в1
Двери покрасил порошковой краской.


МОЛОТКОВОЙ КРАСКОЙ! ЛУЧШЕ И КАЧЕСТВЕННЕЙ НЕ НАЙДЕШЬ!


Если состояние как на фото то надо красить грунтом с ингибиторами ржавчины. Затем любой краской которая на ваш грунт ляжет. Совместимость должна быть.
Хамерайт не советую. У меня отрицательно опыт. Через год ржавчина появилась в тех же местах. Красил по технологии.
Антиржавчины тоже лучше не использовать. Ржавеет в том месте опять.
Идеальный вариант это пескоструйная обработка и окраска грунтом на эпоксидной основе. Затем эмалью на той же основе. В ваших условиях хватит на долго. Если есть возможность рекомендую краски которыми морские параходы красят. Hempel, International (Akzo Nobel ), Jotun. Но для этих систем нужно полное отсутствие ржи на металле иначе все впустую. Под краской металл продолжит ржаветь пока краска не начнет кусками слетать.
Столешницу промасленной ветошью протереть достаточно. Любая краска от ударов отлетит или побьется.
Можно столешницу тоже покрасить и закрыть резиной листом.
3 в 1 тоже можно использовать. У меня ворота окрашены ей. Хватает на год 2. На 3 й нужно перекрашивать по новой. Но это как с мультиинструментом. Хорошего не бывает.
Плюс только в нанесении. Одна банка одна эмаль. Если по нормальному то или грунт или краска. Смесь хуже чем все по отдельности.
Борьба с ржавчиной. Моё мнение. Часть 3. Нюансы сварки.

А мы продолжаем бороться со ржавчиной. Мы долго выгрызали её наждачкой и ёршиками в первой части, травили преобразователем во второй и в итоге получили дырку.
Не аккуратное отверстие в нужном месте а именно дырку там где её быть не должно((
Выход один — сварка.
Я уже писал раньше про то что если металл поело более чем на половину толщины то спасти его уже не получится. Но вера умирает последней)))
Поэтому придётся варить. Варианты нетрадиционного применения жести от холодильника с заклёпками, тряпок, газет со смолой и т.п. я не хочу и не буду рассматривать и тем более применять!
Не знаю как вы, а я варить не особо умею, и сварочника у меня своего нету.
Собственно и вам советую поступить так.
Заранее договориться, заехать на осмотр, обсудить нюансы.
Кстати, можно попробовать договориться о том что вы сами всё подготовите, срежете гниль, зачистите, сделаете заготовки латок. А сварной просто обварит их с лёгкой подгонкой по месту.
Заодно присмотритесь чем он работает, как у него получается)))
Если вы не увидите у него полуавтомата, а вместо него будет автоген или он вообще варит электродами то БЕГИТЕ ОТТУДА! Он сделает только хуже!
Но даже если у него есть полуавтомат, но руки растут ниже талии и он варит вот так

В общем… сами знаете что делать)))
Большинство кузовщиков предлагают переварить не весь порог, а только нижнюю часть.
Как например тут
Не советую соглашаться, фигня получится!
Подготовка довольно важный момент! Требует немало времени, но от неё будет зависеть конечный результат.
Вырезать ржавчину лучше с запасом. Оставлять только живой металл!

А менялся вот такой кусок

Для латок по цене стакана семечек можно найти битый капот, дверь, крышу.
ИМХО железо с немцев первой половины 90-х годов идеальный вариант!
Где найти? На разборке или у тех кто продаёт свою битую машину.
По сварке не важно днище это, порог или крыло. есть 3 основных нюанса:
1) Варить только встык! Если латка приварена внахлёст то образуется полость обработать которую скорее всего не получится. Из-за этого она быстро сгниёт!
2) Шов должен быть сплошным! Если просто прихватить а потом обмазать антикором то толку от такого ремонта будет мало! Варить естественно не за один подход, давая остыть поверхности, иначе поведёт, поверхность станет волнистой!
Вот пример толкового шва

Хоть керосином проливай!
3) Сварные швы должны быть очень хорошо вычищены и правильно обработаны с ОБЕИХ сторон. Вот тут можно посмотреть что довольно скоро происходит если не обработать изнутри Сгниёт очень быстро!
Отдельная песня по порогам.
Большинство кузовщиков предлагают переварить не весь порог, а только нижнюю часть.
Как например тут
Многие вообще так латают

А многие лепят с кусков

Конкретно по этому фото! Оно взято для примера. В данном конкретном случае это была вынужденная мера. т.к. менялась стойка, отдельно порогов на эту машину нет. Это работа довольно известного и уважаемого мной мастера
Лично я не вижу смысла менять порог кусками. Только целиком!
Многие недоумевали почему вот тут я менял у себя порог целиком, хотя можно было обойтись двумя латками 50*200мм! Ответ простой! Пороги гниют в местах повреждения, в 99% случаев это в месте установки домкрата. Снаружи мы видим прогнившую дырочку, но когда демонтируем старый порог то увидим что усилитель порога в этом месте также ржавый или гнилой. Если забить на это дело то за года 2 он сгниёт полностью и при очередной попытке поддомкратить машину домкрат провалится внутрь. Причём произойдёт это в самый неподходящий момент, неожиданно и скорее всего будет сопутствующее попадание на бабло или здоровье… Нафиг! Нафиг!
Резать внешний короб порога и через эти технологические окна ремонтировать порог — не мой вариант! Придётся потом шпатлевать. А шпатлю на порогах и бамперах я не преемлю! Ибо сколется она довольно быстро!
Поэтому ИМХО лучше поменять внешнюю часть порога, или накладку целиком.
Да, я знаю что продаваемые на рынках накладки гораздо хуже заводских, они тоньше. Но они не являются усилителем и силовой нагрузки на них нет.
Лучше целая, грамотно приваренная и заантикоренная "Дания" чем родное гнильё под слоем шпатли, да ещё и с сопутствующими косяками!
Почему Дания? А потому что единственное нормальное ремонтное железо на нашем рынке это KLOKKERHOLM. А в ковычках потому как слабо я верю в то что это Дания)))
Можно конечно заказать порог на заводе, из металла любой толщины, но это будет прямой короб, без торцов и выштамповок под стойки и т.п. А на большинстве машин пороги очень непростой формы! Делать их самому это кроилово…
Вот кстати как выглядят эти ремонтные пороги:

Думаю суть понятна.
Демонтируем старый порог, высверливая заводские точки сварки.
Для таких целей советую купить специальное сверло для точечной сварки, или посмотреть заточить обычное сверло вот так:

Преимущество у него в том что оно позволяет срезать точку не просверлив при этом лишнего!

Я не раз демонтировал пороги с разных авто, сам, или видел как это делали другие. У всех подгулявший усилитель который требует ремонта.
Так было и в моём случае.

Согласитесь так лучше?

Швы необходимо зачищать даже там где этого и видно то не будет!


Для усилителей и поддомкратников естественно берётся более толстый металл!
Пока порог снят нужно вычистить и прокрасить всё внутри. Только не перестараться, иначе потом будет плохо варить, да и загореться эта гадость может!
Сам же ремонтный порог также нужны вычистить от транспортировочного грунта и прокрасить изнутри.
ДА! Почти все ремонтное железо идёт в чёрном грунте. Грунт этот транспортировочный, красить по нём нельзя! Его надо полностью вычистить и перекрасить нормальным.
Зачастую под этим чёрным грунтом даже ржавчина встречается!
Бывают ещё и оцинкованные, но мой кузовщик о них очень плохо отзывается. И варятся они плохо, и кривые до безобразия. Хотя производитель у них один.
Не зря говорят век живи — век учись.
Недавно я узнал об одной классной штуке.
Называется сварочный грунт.
Аннотация к нему:
Представляет собой насыщенное цинком сварочное покрытие для точечной и дуговой сварки. Позволяет восстановить заводскую защиту металлических деталей автомобиля и существенно сокращает риск возникновения коррозии в местах сварки. Детали могут быть сварены в течение 20 мин после нанесения.
• Прост в использовании.
• Подходит для любых сварочных кузовных работ.
• Наносится быстро, легко и без потеков.
• Превосходно распыляется и не течет.
• Обеспечивает минимальное разбрызгивание металла при сварке.
Если кратко то суть его в том что он не выгорает при сварке и защищает свариваемые детали.
Наносится он на место шва

Выпускает его несколько фирм. Однако из общедоступных заслуживают уважения всего две:
Стоят они недёшево, порядка 20-30 баксов, но они того стоят!
Когда я делал свою машину то не знал про него, жалею об этом)))
Зато я нашёл ему другое применение. Он термостойкий! Я грунтую им суппорта перед покраской термостойкой краской))
После переварки порогов я обрабатываю их изнутри. для того что бы это можно сделать максимально качественно я сверлю отверстия

Отверстия напротив отверстий в усилителе, это позволяет хорошенько обработать порог изнутри!
Комментарии 122

Хоть пост и старый, но свои пять копеек вставлю.
1. Ничего плохого в том, чтобы порог варить кусками не вижу. Для примера: на Мерседесе порог толщиной 1,2 — 1,5 мм, как правило, выгнивают только поддомкратники. Какой смысл ставить заведомо более слабую деталь?
2. Не Kloccker'ом единым жив человек. Зачастую Van Wezel делает не хуже, а железо у них толще.
3. Сварка встык — оправдана на лицевых панелях или в ограниченных местах. Все остальное — на любителя. Легче и дешевле делать перекрытие 2 мм — всё равно при сварке оно проплавляется, а варить гораздо легче.
4. Не так важно как поварено, как обработано. Точки ли, сплошной шов — без разницы. Всё равно нужно шов зачищать до плавных переходов, на лицевых панелях — спиливать в ноль. Потом грунт, после грунта — шовный герметик.
5. Насчёт грунтования перед сваркой. Наверное, это правильно. НО! Любой грунт ухудшает сварку, так как ухудшает контакт и привносит лишнее в сварочную ванну. В заводских условиях подобраны толщина грунта, режимы сварки, время сварки минимальное да и вообще железо новое — это оправдано. В ремонтных условиях в плоскостях сварки он только мешает. Предпочитаю после сварки произвести более обильную обработку во внутренних полостях.
6. Насчёт цинка. Варить оцинковку — крайне вредно. Испарения цинка существенно бьют по здоровью. Известен мне случай, когда сварной за неделю работы в оцинкованной бочке потом долго отлёживался в больничке. Он выжил, но вроде как получил необратимые повреждения костной ткани. Так что, если при сварке почувствовали сладкий привкус — срочно прекращайте и быстро на свежий воздух.
7. Варить сплошняком — в автоделе всегда сложно и почти всегда плохо. Металл в той или иной степени "ведёт", как бы не старался. К сожалению, на лицевых поверхностях иного выхода нету.
8. При сварке в металле происходит выгорание легирующих элементов, окисление, насыщение азотом, я уже успел позабыть что там к чему, но хорошего мало. Именно по этому околошовная зона сразу ржавеет — так что пускать это дело на самотёк — не стоит.

Написано про шов точками без прогрева, а на фото в качестве примера сплошной шов без отрыва…
сварочный стол в гараж

понравилось делать мебель в стиле лофт .а сваркой заниматься на столе как то не удобно.но больше всего мне не нравились горящие искры и пыль от обработки металла. и вот что получилось …в дальнейшем к нему можно доварить крепление для изгиба жести
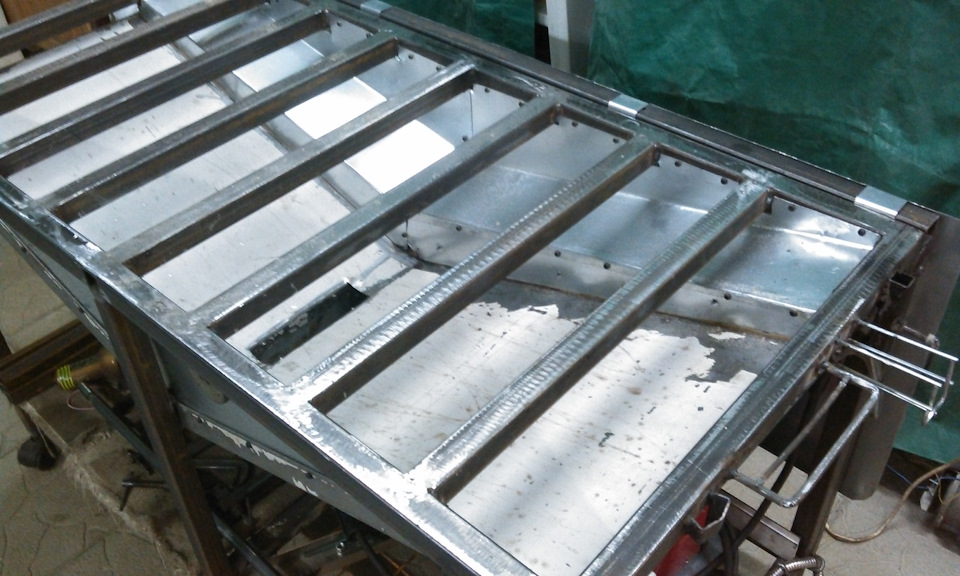
была жесть с загнутыми краями .её и пустил на лоток .докупил ещё лист жести и присоединил к контуру лотка

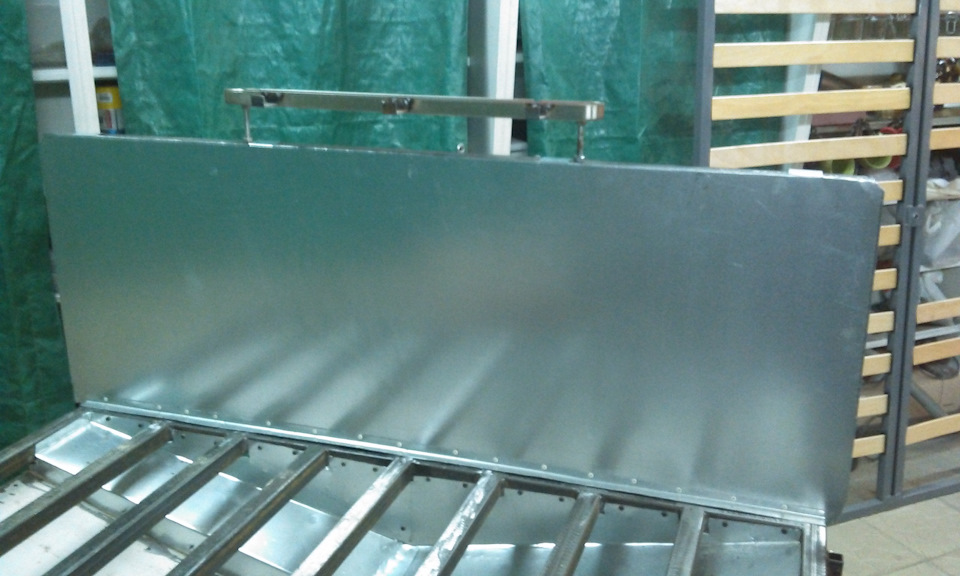








сделал угол который выдвигается(для деталей) со всех сторон не заглушены отверстия и можно вставить во всю длину профиль

вид сзади.жестяную защиту снял .и отпустил каркас.кстати его можно использовать как расширитесь стола

профиль общий 25 на 25. сварочник стоит снизу .а масса подключена к столу. периодически стол дорабатывается…пока думаю сделать крепление для болгарки



Комментарии 50


Добрый день! Подскжите, а как вы подобрали профиль чтобы вставлялся один в другой? Может быть вспомните марку? Тоже обдумываю изготовление раздвижного сварочного стола. Но не пойму как подступиться к скользящей паре из прямоугольного профиля.
А стол ничем не покрывал чтобы не ржавел?

Прикольный стол, молодец. На днях во мне полностью произошла перегрузка. Ни какой окалины, ни какого отстукивания, ни каких электродов, ни какого задымленного помещения от получаса работы, нет более непроваров от скачка напряжения в сети, не надо Дро…подсыревшие электроды…только полуавтомат в среде защитных газов. Нажал, пшик, срик, отпустил, пшик…Не работа, а песня… А электроды только на дур размер…от 4 и выше по толщине свариваемого материала и то, когда быстро надо. И проволокой можно шов залить. Принемая во внимание, что печи в бани я каждый день не варю, понял — вот оно счастье;) Удачи.
Читайте также: