Чем протравить нержавейку после сварки в домашних условиях
Обновлено: 20.09.2024
Нержавеющей сталью являются коррозионностойкие легированный сплавы, устойчивые к тяжелым условиям. Исследователь Гарри Бреарли во время экспериментов с металлами в 1913 году, обнаружил заметную сопротивляемость коррозийным факторам, состава с хромом. Перед этим Krupp Iron Works запатентовала сталь аустенитного типа (7% никеля и 21% хрома). В 1915 году компания из Шеффилда выпустила на массовый рынок нержавейку. Производитель рекомендовал использовать продукцию для столовых материалов.

Виды нержавеющей стали
Нержавейка разделена на три отдельных типа:
- Жаростойкие сплавы – материал со способностью эффективного сопротивления агрессивным средам в условиях высокой температуры.
- Коррозионностойкая сталь – применяется в быту и небольших предприятиях. Такие металлы можно встретить на объектах нефтеперерабатывающей, легкой промышленности. Вариант материала пригоден для производства различных инструментов и техники.
- Жаропрочный тип стали необходим для сохранения механических свойств (формы, прочности) во время высокой температуры.
Коррозионностойкая сталь Жаропрочная нержавейка
По химическому строению нержавеющие сплавы разделяют на различные виды:
- Мартенситные стали получили отличные коррозионностойкие качества в условиях обычного открытого пространства и средах с малым уровнем агрессивности. Такую нержавейку применяют для приборов, функционирующих на износ. В частности, из мартенситных сплавов изготовляют ножи, упругие элементы химического и продовольственного производства. Такой материал может применяться в незначительных концентрациях соли и кислотных растворов.
- Аустенитные нержавейки отличаются физическими свойствами в том числе твердостью и пластичностью. Нержавейку активно применяют в машиностроительной отрасли. Этот вариант сплава при осуществлении холодных деформационных усилий может проявить магнетическую силу. Высокая технологичность материала позволяет использовать детали для конструкций и приборов.
- Ферритные сплавы можно обнаружить в окислительной атмосфере. Подобный материал отлично выполняет функции в бытовых приборах, системе отопления, системах для теплообмена. Также сплав высоко ценится в пищевом сегменте производства. На сплав не действует азотные концентраты, жидкости с аммиаком и подобные агрессивные среды.
- Аустенитно-ферритная основа проявляет более высокий предел текучести материала на фоне подобных металлов. Комбинированный металл демонстрирует малый рост зерен при двухфазной структуре. В связи с малым количеством никеля аустенитно-ферритовая сталь хорошо соединяется во время сварки. Такие сплавы удачно применяются в авиастроении, химическом производстве, тяжелой промышленности.
Структура мартенситной стали Мартенситная сталь Структура аустенитной нержавейки
Классификация материала по составу элементов
Хромистые виды включающие Мартенситные, Полуферритные, Ферритные сплавы используют для клапанов гидравлических прессов, лопаток для турбин, пружин и прочей бытовой техники.
Хромоникелевые (аустенитные) нержавейки идут в качестве ресурса для столовых приборов, стоматологических изделий.
Стабилизированные аустенитные марки являются ресурсом для создания сварных конструкций для работы в агрессивных условиях, высоких температурах (до 800 °C).
Соединение металла сваркой
Сварки нержавейки имеет свои особенности, которые стоит учитывать при работе для избегания брака и дефектов.
- Материал склонен к утрате коррозийного сопротивления. При температуре более 500 °С материалы начинают терять включения хрома и феррума. Для предотвращения выхода молекул из раскаленной сварочной ванны, когда проводится работа с различной нержавейкой, требуется быстрое охлаждения участка нового шва.
- Нержавейке свойственен высокий уровень усадки и эффекта расширения. Во время охлаждения сталь сужается. При сварочном нагреве нержавейка наоборот незначительно увеличивается в размерах.
- Коррозионностойкая сталь имеет в два раза меньшую теплопроводность, чем у прочих металлов используемых для сварки. Это приводит к скапливанию тепловой энергии во время проведения сварки в зоне нагрева. Чтобы предотвратить значительное неравномерное распределение энергии, сварочный ток, как правило подается на 15% меньше нормы.
Создавать связь нержавейки можно несколькими методами, но практически применяют:
- Электросварочные работы по нержавеющей стали покрытыми электродами (ММА).
- Сварка полуавтоматом с нержавеющей проволокой (МИГ).
- Аргоновый метод с вольфрамовым электродом (TIG).
Наиболее распространенные способы неразъемного соединения нержавеющего материала
Благодаря многочисленным исследованиям, сварить нержавейку связывают швом разными технологиями.
Способы проведения сварки нержавеющей стали имеют свои особенности и выбираются исходя из возможностей целей и доступности.

Ручная сварка нержавейки
Известны ручные, автоматические и полуавтоматические варианты соединения. На производстве часто используют автоматические виды сварки, в частности сварку под флюсом. При таком методе сварочная дуга производится под требуемой прослойкой флюса между сварочной проволочного электрода и основной массой металла. Такой метод решает массу задач:
- шлак защищает зону сварочной ванны от влияния атмосферы;
- дуга горит стабильно без прерываний;
- отсутствие разбрызгивания расплавленного металла;
- более удобная среда для создания сварного соединения.
Существует ручной и полуавтоматический способ сварки под флюсом. Такие способы пригодны для обработки малого радиуса кривизны и коротких мест соединений. В большинстве случаев применяют автоматы.

Сварка нержавейки полуавтоматом
Автоматическая форма происходит с использованием автоматической установки которая контролирует следующие функции:
- Перемещение электрической дуги по линии шва.
- Обеспечение стабильной сварочной дуги.
- Производит подачу заданного количества проволоки и необходимого флюса в зону плавления.
Способ отлично подходит для соединения ответственных конструкций нержавейки с большим значением толщины. Сварщики могут применять тандемную схему, где пара электродных проволок находятся одной плоскости, что положительно влияет на характер сварного шва. Весьма активно распространяется труд роботизированных систем во время обработки угловых швов и соединения ровных площадей.
Контактная сварка нержавейки
Сварочный метод контактной сварки (роликовая и точечная) подойдет при соединении нержавеющих заготовок с толщиной более 2 мм.
Точечный способ происходит при меньшей силе тока и позволяет уменьшить шанс прожога и появления карбида, способствующего окислительным явлениям.
Роликовый способ применяют для сварки неответственных соединений. Качества шва может превысить качество основы.
Холодная сварка нержавейки
Такой метод предусматривает соединение с применением двухкомпонентного клея. Такой способ приемлем для временного ремонта емкостей и труб. Смешав компоненты, холодная сварка наносится на необходимое место и затвердевает. Такой способ не применяется для разнородных металлов. Способ доступный любому лицу без подготовки и не требует значительных растрат.
Плазменный метод
Плазмой сваривают нержавейку двумя вариантами.

Плазменная сварка нержавейки
Ручной метод с использованием дуги между основным изделием и электродом, с силой тока 0,1 – 15 А. Сварка автоматом обеспечивается плазмотроном. Такой аппарат производит сварку благодаря пучку плазмы с силой тока более 100 А.
Ручная сварка аргоном
Сварка нержавейки аргоном, обеспечивает создание защитной среды от окисления, с применением благородного газа, с применением электрода из вольфрама.

Полученное сварочное соединение обладает всеми качественными характеристиками, даже если работу выполнял любитель. Аргоновый способ не производит брызги, создает красивый шов, после которого нет необходимости зачищать поверхность от шлака. Аппарат с использованием аргона для сварки нержавейки позволит вести работу даже с тонкими деталями, являясь самым чистым вариантом проведения операции. Работа с маркой нержавейкой может проходить как на переменном, так и противоположном токе. Электрическое напряжение следует настроить исходя из размеров нержавейки.
Соединение нержавеющего металла электродом при домашних условиях
В стандартных бытовых условиях соединение производится с аппаратами инверторного варианта. Такая техника питается от сети 220 В, а небольшой вес позволит легко перемещать технику и производить сварку дома или в гараже. Инвертор сможет создать надежные соединения металлических заготовок.
Для успешной операции применяют следующие параметры:
- Напр. 60 А, для материала толщиной 1,5 мм, электроды – 2 мм.
- Электрическое напряжение 75-85 А, для 3 мм толщины, следует применять электроды 3 мм.
- Величина настройки 100 А, для толщины 4 мм, электроды 3мм.
- При режиме работы 150 А, для 6 мм с электродами 4 мм.
ММА сварка: особенности
Создание неразъемной связи нержавеющей марки стали простыми электродами осуществляется несколькими этапами. В начале удаляется вся ржавчина и лишние включения на поверхности изделия. При наличии кромок свыше 4 мм мастер осуществляет их разделку напильником, что обеспечит эффективное проплавлением детали. Если изделие имеет тонкие размеры, необходимо плотно сдвинуть два края заготовки. По ГОСТу 10052-75 для нержавейки подходят ОЗЛ-8, ЦЛ-11, марки УОНИ. При наличии информации о марке металла по ГОСТу можно подобрать требуемый расходный материал.
- Заготовки с шириной более 7 мм, необходимо нагреть до 150 °С.
- После подготовки готовый инструмент подносится и легко ударяется по месту будущего шва несколько раз. Таким образом сварщик активизирует электрическую дугу.
- Дальнейшая операция проходит под воздействием эффекта короткой дуги. Сварщик медленно проходит весь участок шва вдоль линии с плавными зигзагообразными движениями.
- В конце требуется сделать замок для предотвращения швов.
- После остывания можно снять шлак и места сварки и произвести последующую полировку шва.
Для создания шва необходимы электроды коррозионностойкого и жароустойчивого вида. К таким электродам можно отнести ОЗЛ-6 с характерной жаростойкостью. Также выгодны прутки АНО-27 для сварки необходимых конструкций и деталей. Шов отлично противодействует низким температурам.
Расходные материалы для сварки нержавейки с черным металлом
Иногда появляется необходимость присоединить два различных металла. Согласно техническим правилам, такая связь является неверной, а необходимость соединения присутствует не часто. Для этих целей производители предлагают специальные электродные прутки.

Сварка нержавейки с черным металлом
Сварщик должен учитывать возможно ли осуществить соединение между соответствующими видами металла. Выделяются два варианта для соединения:
- Операция вольфрамовыми стержнями.
- Операция с черным сплавом покрытыми стержнями.
Самыми частыми электродами являются АНЖР-1 и АНЖР-2. Такие электроды позволят провести сварку во всех пространственных положениях.
Тig сварка
Работа вольфрамовыми прутками является не такой востребованной в связи с высокой стоимостью. Кроме того, необходима специальная техника. Во время работы сварщик должен постоянно следить за перпендикулярным размещением электрода по отношению с зоной сварки.

В индивидуальном порядке определяют силу тока:
- 1 мм – сила до 60 А, диаметр расходного материала – 2 мм.;
- 2 мм – ток до 80 А, с прутком – 3 мм;
- 4 мм – напряжение – 90-130, расходник -4 мм.
Работа с тонкой нержавейкой
Сварщик должен уметь работать с тонким материалом для удачного соединения. При соединении тонкостенной нержавейки необходимо применять напряжение на 20% меньше чем в стандартном случае. Для соединения используют прутки не более 35 мм. Сварка любой тонкой нержавейки в домашних условиях также чаще всего используют инвертор.
При работе необходимо придерживаться следующих условий:
- Не нагревать детали более 150 °С.
- Соединение осуществляется с малым током.
- Не стоит придавать дуге колебательные манипуляции.
- Для уменьшения уровня нагрева тонкостенных деталей, следует подставить теплоприемники.
Для сварки тонкостенной нержавейки используются электроды ЦЛ-11- материал является стойким к коррозии. Также ОК 63.20 разработан для сварки тонкостенных металлов для использования в агрессивной и жидкой атмосфере, выдерживая температурный режим до 350 °С.
Сварка различных нержавеющих труб
Неразъемная связь большинства нержавеющих марок труб может производиться электродами. Такие операции производятся со стержнями с рутиловой или основной обмазкой. Процесс соединения происходит с постоянным током обратной полярности.
Постоянный ток позволит предотвратить разбрызгивание нержавейки, упростить процесс работы. Также создается более качественный шов и позволяет работать с тонкостенными трубами.
Сварка труб и прочих изделий из нержавеющей стали состоит из следующих действий:
- Обработка материала от ржавчины.
- Предварительное зажигание и удержание дуги.
- Проверка характеристики шва, с отбытием шлака.
Для труб используют марку электродов ОК 63.20 с использованием сварки токами (способ поджига – тушения электрода).
Режимы сварки
Для нержавейки оптимальным вариантом сварки является соединение постоянным током. Чаще всего для нержавеющих металлов используют обратную полярность. Таким образом, положительным становиться электрод, а основной металл позиционируется как минус. В индивидуальном порядке режим сварки может изменяться.
Mig mag сварка
Такое решение применяется для сварочного материала с тонкой стенкой и высокими требованиями к качеству шва. Такую сварку применяют для ответственных работ для системы в условиях повышенного давления.

Соединения производят постоянным током в среде инертного газа, с использованием высоколегированной посадочной проволоки. Соединение происходит без колебаний, в противном случае нарушается защитный газовый слой. Внешний участок шва часто охлаждаю водой. Для сохранения вольфрамового стержня рекомендуется выключать поток газа спустя 15 сек после окончания работы.
Сварка лазером и сварка электронным лучом
Разогрев деталей проходит под воздействием лазерного луча. Метод высокоточный и проходит с большой скоростью.

Сварка нержавейки лазером
Лазер позволяет создать герметичное соединение различной герметичной формы. Для осуществления сварки нет необходимости в среде вакуума. Метод не применяется для толстых заготовок, кроме того лазерное оборудование обладает низким КПД (1-2%) и имеет высокую стоимость. Электронно-лучевая неразъемная связь производит операцию с использование потока заряженных частиц, которые бомбардируют необходимый участок направляемые специальной электронной пушкой. Полученный таким методом шов характеризуется высоким качеством. Такой метод редко используется в виду сложности и дороговизны реализации процесса, необходимости в вакуумной камере.
Как обработать швы нержавейки после сварки

Зачем необходима обработка
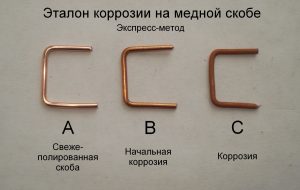
Нержавейка не просто так получила свое название. В нем отражено основное свойство этой стали — она устойчива к ржавчине, то есть коррозии. Поэтому нержавейка часто применяется там, где предполагается регулярное соприкосновение с водой и другими агрессивными средами. Такая сталь с течением времени не только останется целой, но и сохранит внешний вид почти в неизменном состоянии.
Но место сварки, несмотря на крепость крепления — это всегда слабая зона, которая даже здесь подвержена не только коррозии (из-за оксидной пленки), но и риску механического разрушения. Именно поэтому нужно делать обработку сварных швов нержавейки. Ведь только благодаря этому самые слабые места конструкции, то есть места крепления деталей, станут настолько защищенными, насколько это возможно.
Шлифовка
Шлифовка — основной метод обработки сварного шва нержавейки. Для него из инструментов вам потребуются болгарка и шлифовальные круги для нее с разной степенью зернистости, так как вся обработка делается последовательно в несколько заходов.
Процесс будет таким:
- Сначала убираются все наплавы наиболее жестким материалом. Если сильных наплавов нет, можно сразу переходить к более мелкозернистым материалам.
- Часть, которая будет шлифоваться, ограничивается клейкой алюминиевой лентой. Она прикрепляется к поверхности в несколько слоев, чтобы граница была заметнее.
- Незаклеенная поверхность обрабатывается аккуратно, давить на инструмент не нужно.
- Лента снимается, ею заклеивается обработанная часть, чтобы ограничить уже другую, для зачистки следующей зоны.
После каждой шлифовки поверхность промывается водой и вытирается насухо. Так продолжается, пока все круги, вплоть до самого мелкозернистого, не будут использованы. Обычно хватает трех кругов, с зернистостью 180, потом 320 и 600. Все заканчивается войлочным кругом, потом начинается процедура полировки.
Будьте осторожны!
В процессе обработки швов после сварки нержавейки будет летать пыль, поэтому глаза и органы дыхания нужно защитить.
Иногда для шлифования используются шлифовальные листы. Но здесь тоже нужно подобрать зернистость на черновых деталях. Для обработки могут применяться и токарные станки с особыми кругами для шлифования. Такие можно установить даже на самых простых моделях, которые устанавливаются в домашних мастерских.
Полировка
Многие выбирают нержавейку не только из-за ее свойств, но и из-за внешнего вида. Ведь она имеет характерный металлический блеск, который с годами не исчезает даже без регулярного ухода.
Но после сварки в местах скрепления появляются мутные заметные швы, а блеск — исчезает. Чтобы вернуть его, и тем самым еще больше укрепить материал, выровняв его поверхность, используется полировка. Она может быть:
- ручной;
- машинной;
- ультразвуковой.
Чтобы отполировать шов на нержавейке после сварки в домашних условиях, потребуется провести несколько обработок. Сначала шов зачищают диском с вулканитом, его можно надеть прямо на дрель. Это мягкий материал, похожий на резину, поэтому он не оставит царапин, но сможет повлиять на соединение и запилить его до наиболее ровного состояния.
После на обработанную поверхность наносится паста для полировки. Чтобы она правильно распределилась, шов нужно обработать другим кругом, войлочным, который тоже надевается на дрель. Делайте продольные движения по всему шву, чтобы паста распределилась равномерно. Размер круга подбирается в зависимости от величины и вида изделия, так как без маленьких кругов углы не обработать.
Полировочная обработка швов ведется до того момента, пока нержавейке после сварки не вернется ее зеркальный вид, а матовые пятна не исчезнут.
Травление
Оксидный слой и цветовые пятна можно устранить, используя кислоту для нержавейки после сварки. Процесс, при котором применяются кислоты, называется травлением, и обычно для него приобретаются серная или соляная кислота. Но можно использовать и аналоги, к примеру, кислоту азотную.
Для травления можно применить и щелочь. Тогда для правильной обработки, после сварки деталь из нержавейки помещается в расплав каустической соды. Она хорошо убирает оксидную пленку, не разрушая саму структуру стали.
Для того, чтобы их было удобно применять, средства для травления швов нержавейки после сварки, выпускаются в виде специальных паст или гелей, а также аэрозолей (для больших деталей). Используются эти материалы по следующему алгоритму:
- Металлической щеткой удаляются все окалины после сварки.
- Шов должен остыть до 50 °C.
- Деталь покрывается пастой для обработки сварных швов нержавейки или помещается в емкость с кислотным составом, если он жидкий.
- После все промывается большим количеством воды. Если используется паста, то процедура длиться от 10 минут до часа.
В зависимости от производителя состава для травления к этому алгоритму могут добавляться еще шаги, поэтому изучите инструкцию по применению.
Иногда травление требует сначала обработки сернокислым раствором, а потом смесью с азотной кислотой.
Важно не забыть, что при соприкосновении металла с кислотами начнут выделяться опасные для органов дыхания и слизистых пары.
Поэтому нужно быть в респираторе и желательно надеть специальные очки. А чтобы защитить руки, рекомендуется надеть резиновые перчатки. Но если кислота или состав с ней все же попадет на кожу, нужно экстренно начать промывать место водой, чем больше, тем лучше. А потом обратиться к врачу.
Иногда очистку сварочных швов нержавейки делают электрохимическим травлением. Для этого от источника тока проводят два провода, что нужно поместить прямо в кислоту. К плюсу подсоединяется деталь из нержавеющей стали, минус просто помещается в емкость с кислотой. Из-за замыкания окислы быстро отделяются от поверхности, и перенасыщение водорода не происходит. На всю процедуру уходит не более 10 минут.
Термообработка
Термическая обработка шва нержавейки после сварки бывает разной, ведь у этого процесса есть несколько разновидностей:
- Отжиг — предполагает нагревание металла и медленное охлаждение.
- Закалка, при которой нержавеющая сталь нагревается до максимума, а потом резко охлаждается.
- Нормализация — напоминает отжиг, но охлаждение происходит не в печи, а на открытом воздухе.
Термообработку сложно провести в домашних условиях, так как нагреть сталь до необходимой температуры трудно без необходимого оборудования. Также дома не получится сделать хромирование, так как требуются инструменты, навыки и правильные расходные материалы.
Благодаря такому количеству методов обработки сварочных швов нержавеющей стали, с зачисткой проблем точно не должно возникнуть. И пусть это длительный процесс, требующий внимательности и аккуратности, результат легко превзойдет любые ожидания. А оценивать его качество можно будет годами.
Чем варить нержавеющую сталь в домашних условиях
При монтажных, ремонтных работах часто нужна сварка нержавейки. Использование стойких к коррозии легированных стальных сплавов давно приобрело массовый характер. Сварить нержавейку можно несколькими способами, используя бытовое оборудование. Для некоторых необходимы дорогие промышленные автоматы. В небольшом обзоре кратко представлены все виды горячего соединения легированных сталей.

Особенности сварки деталей из нержавеющей стали
Сначала о том, можно ли варить легированный металл как черный. Да, ММА, TIG MIG – все эти способы актуальны. Но при сварке нержавеющей стали нужно учитывать некоторые особенности сплавов:
- высокий коэффициент термического расширения, складывать детали из нержавеющей стали нужно с зазором;
- высокая теплопроводность нержавейки, чтобы не создавать большую температуру в рабочей зоне, заготовки с содержанием углерода меньше 0,2%, предварительно прогревают, сварочный ток снижают на 20%;
- высокое сопротивление нержавеющих сталей, металл быстро нагревается, поэтому для сварочных работ подбирают специальные электроды длиной 35 см;
- при нагреве хромоникелевой нержавейки образуются термостойкие пленки оксидов легирующих элементов, процесс сварки из-за этого затрудняется, рабочую зону необходимо охлаждать.
Варить нержавейку в домашних условиях нужно, учитывая особенностей стали, иначе соединение получится некачественным.
Подготовительные работы
Чтобы правильно сварить нержавейку, перед проведением работ требуется провести ряд работ:
- заготовки предварительно очищают от грязи, пыли, снимают с поверхности оксидный слой до металлического блеска щеткой, мелким напильником или наждачной бумагой;
- кромки толще 4 мм разделывают болгаркой или спиливают под углом;
- нержавейку толще 7 мм подвергают предварительному нагреву, температура зависит от марки стали;
- детали укладывают с зазором, его размер определяют по справочнику.
Перед проваркой шва стык прихватывают в нескольких местах, чтобы детали не смещались во время работы.
Распространенные способы сварки нержавеющей стали
Любые способы горячего соединения высокоуглеродистых сплавов подходят для сварки нержавейки в домашних условиях, но прочность соединения будет разной. Наплавочные электродуговые швы надежны, но не рассчитаны на разнонаправленную нагрузку. Тонколистовую нержавейку лучше варить аргоном, для них наплавка не нужна, главное уберечь металл от прожогов. Полуавтоматическая с использованием инвертора – универсальная, подходит для многих марок нержавейки, работы с деталями разной толщины. Каждый из способов стоит рассмотреть подробнее.
Сварка покрытыми электродами
Электродуговой метод ММА чаще всего используют для нержавейки, если к соединениям не предъявляют особых требований. При выборе электродов руководствуются ГОСТ 10052−75. В стандарте указано, чем варят нержавейку, легированную хромом, никелем, железом, тугоплавкими металлами. Электроды делятся на две группы. Стержни с основным видом обмазки, в состав которой входят карбонаты кальция, магния, ими варят легированный металл на обратной полярности, подключают их «+». Рутиловая обмазка содержит оксид титана, такие стержни применяют при токе любой полярности, подключают к «+» и «-» контактам. Они меньше разбрызгиваются, реже залипают.
Полуавтоматом
Качественно заварить нержавейку, используя присадочную проволоку, поможет технология MIG с подачей углекислого газа в область расплава. Полуавтомат обеспечивает равномерную подачу присадки в рабочую зону. Проволока подбирается под вид сплава – основной легирующий компонент. Выпускают омедненную присадку, порошковую с каналом, заполненным флюсом, алюминиевую. В качестве источника тока используют выпрямитель или инвертор. Дуга создается примерно так же, как в электродуговой сварке. Контакт «+» подводится к горелке, по ней попадает на подающий проволоку мундштук. Одновременно с проволокой подается газовая смесь, образующая защитную атмосферу.
Полуавтоматом варят детали:
- до 4 мм (короткой дугой);
- толще 4 мм, используя метод струйного переноса.
Импульсная сварка с минимальным разбрызгиванием ванны расплава применима для нержавеющей стали любой толщины.
Ручная и полуавтоматическая в среде аргона
Технология TIG (ручной) и MIG (полуавтоматической) применяется для работы с тонкой нержавейкой, предусматривает использование вольфрамовых тугоплавких электродов для создания электродуги. Подачу аргона начинают до розжига дуги, заканчивают через 20 секунд после угасания.
Другие способы сварки нержавейки
На производстве используют другие методы соединения легированных деталей. Для соединения заготовок на промышленном оборудовании не применяется наплавочный материал, нержавеющий сплав расправляется ограниченно, на большую глубину.
Холодная сварка под большим давлением
Технология основана на способности сплавов преобразовывать кинетическую энергию в тепловую. При сдавливании внутренняя структура стали изменяется с выделением энергии, нержавейка становится пластичной. Один слой вдавливается в другой с образованием диффузного слоя. Сварка нержавеющей стали производится односторонним или двухсторонним давлением. На прессы устанавливают специальные штампы. Получаются очень аккуратные точечные или линейные соединения без окалины, трещин, внутренних напряжений в рабочей зоне.
Контактная сварка нержавейки
Ток подается на два неплавящихся электрода из цветных сплавов, заготовки помещаются между ними. При подаче тока электроды с усилием сжимают. Варят нержавеющую сталь только в зоне контакта, дуга прошивает детали насквозь, расплавляет. Ручные сварочные клещи используют для сварки тонкой нержавейки до 2 мм. Заготовки потолще соединяют аппаратами с усилителями, чтобы можно было продавить зону контакта. Образуется точка размером с площадь электрода.
Лазерным лучом
Для нержавеющей стали применяют технику точечного и шовного метода. Приварить детали можно только встык. При соединении заготовок внахлест в рабочей зоне создаются остаточные напряжения. Ванна расплава ограничена за счет молниеносного воздействия луча. Нержавейка разогревается мгновенно, шов образуется прочным, мелкозернистым. Расплав полностью заполняет стык. В быту лазерная сварка используется редко из-за высокой стоимости оборудования.
Плазменная сварка
Принцип основан на ионизации газа под действием дуги в специальной камере – плазмотроне. Электрическое поле создается с использованием тугоплавкого вольфрамового электрода. Направленный поток плазмы быстро расплавляет заготовки в месте соединения до высокой температуры. Оборудование бывает двух типов:
- ручное, вторым контактом для образования дуги становится металлическая деталь;
- автоматическое, дуга создается между электродом и стенкой камеры.
Ручной плазмой сваривают тонкие заготовки до 3 мм, автоматами – толщиной до 160 мм. Кромки предварительно разделывают, но проваривается шов сразу, за одну проходку.
Завершающий этап
Качество соединения проверяют до зачистки нержавейки после сварки. Если нет трещин, приступают к удалению окалины, сажи, чтобы на металле образовался оксидный слой. Это делают двумя способами:
- механическим с помощью железной щетки, наждачки, шлифовального инструмента;
- химическим, используя соляную и серную кислоту с последующей промывкой поверхности.
После обработки рабочей зоны на шов накладывают пассивирующий слой.
Самостоятельный монтаж или ремонт металлоизделий из нержавейки требует определенной квалификации от сварщика. Важно учитывать особенности сплава, правильно подобрать электроды, параметры тока. Особенно аккуратно нужно обращаться с тонкостенными деталями. Они быстро разогреваются, деформируются.
Травление нержавеющей стали в домашних условиях
Наличие на поверхности изделий из нержавеющей стали окалины, оксидов, сварочных швов и других дефектов ухудшает их эксплуатационные свойства, портит внешний вид предметов. При наличии такого рода дефектов требуется дополнительная обработка. Самый популярный вид обработки – травление нержавейки в домашних условиях.
Способы обработки нержавейки
Для обработки нержавеющей стали разработан ряд методов, позволяющих придать изделиям требуемые параметры и эстетичный внешний вид. В домашних условиях можно применять следующие способы:
- травление нержавеющей стали;
- покраска;
- сатинирование (шлифовка и полировка);
- воронение;
- хромирование.





Процедура травления нержавеющей стали
Основной способ очистить поверхность нержавеющей стали – травление (химическое и электрохимическое). Этот метод используется после термообработки изделия, холодной и горячей пластической деформации, а также для удаления следов сварки. Помимо очистки поверхности, травление нержавеющей стали восстанавливает пассивный слой, предохраняющий нержавеющий сплав от разрушительного воздействия высоких температур.
В основе метода лежит химическое взаимодействие поверхности металла с кислотами разной степени концентрации, в основном серной или соляной, расплавленных щелочных составов. Использование кислот предполагает двухступенчатый процесс: сначала обработка сернокислым раствором, затем – помещение в азотнокислую среду. При использовании щелочного метода используется раствор каустической соды.
При обработке нержавеющей стали необходим тщательный контроль над соблюдением технологических условий. Агрессивная среда, в которую помещают металл, должна воздействовать только на его поверхность, разрушая дефекты, не изменяя структуру самого предмета. Для предотвращения перетравливания применяются специальные присадки.
Электрохимическое (гальваническое) травление
Для его проведения необходимо выполнить ряд процедур.
Приготовление раствора. Подготовить водный раствор кислоты, выбранный для травления. Необходимо тщательно рассчитать его процентное содержание.

Подготовка поверхности. Необходимо выполнить обезжиривание любым методом, чтобы защитный лак качественно закрепился на нержавейке. После обработки касаться заготовки не рекомендуется, чтобы не вызвать отслоение лака и, как следствие, неоднородную обработку поверхности.
Создание защитного слоя. Нужно нанести защитный слой на участки, не нуждающиеся в травлении. В промышленности для этого используют специальные составы, которые можно применять и при домашней обработке (при соблюдении техники безопасности). Также в домашних условиях можно сварить защитный лак, состоящий из гудрона и канифоли, растворенных в скипидаре.
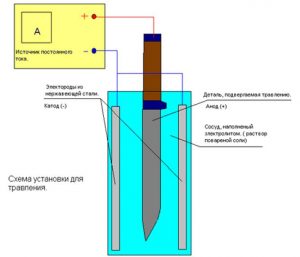
Травление. При проведении электрохимического травления нержавеющей стали заготовка опускается в ранее подготовленный раствор, после чего в созданную электрическую цепь подается напряжение. В этой цепи анодом является заготовка с подключенным положительным электродом, в качестве катода используют любую стальную пластину.
Продолжительность определяют по виду детали, внимательно наблюдая за состоянием заготовки, но не больше нескольких минут. После этого отключают напряжение, вынимают протравленную деталь из раствора и тщательно нейтрализуют кислоту с помощью реактивов.
Очистка нержавейки. Очищают нержавейку от остатков растворов специальными средствами, не влияющими на характеристики металла.
Химическое травление
Оно основано только на химических реакциях, без дополнительного воздействия электрического тока. Для травления нержавеющей стали в домашних условиях используются специально разработанные составы – травильные пасты. Они безопаснее реактивов, используемых в промышленных условиях. В состав таких паст не включается соляная кислота (из-за повышенного риска для здоровья).
От промышленных веществ домашние составы отличаются пониженным содержанием вредных хлоридов. Пасты изготавливаются на основе азотной и плавиковой (фтористоводородной) кислоты. Это жидкая желеобразная прозрачная субстанция, требующая осторожности при использовании.
Перед использованием пасты заготовку из нержавеющего сплава необходимо тщательно очистить и обезжирить. Для нанесения пасты на нержавейку используются специальные инструменты: пластиковые лопатки и кисти из кислотоустойчивых материалов.
Время выдержки пасты зависит от используемой марки, указано в инструкции к пасте. Возможный временной интервал – от 10 мин. до часа. Паста смывается большим количеством проточной воды (с соблюдением мер предосторожности).
При работе с крупными изделиями, большая площадь которых делает нанесение паст затруднительным, используют метод струйного напыления при помощи травильных спреев для обработки нержавейки.

Средства для травления
Из большого количества выпускаемых травильных паст можно выделить наиболее популярные марки.
Avesta Blue One (Швеция). Надежная травильная паста шведского производства Avesta BlueOne. Удаляет коррозийные проявления, мелкие дефекты сварки, придает блеск изделиям. Время обработки зависит от температуры окружающей среды: от 90 мин. при 100 о С до 20 мин. при 300 о С. Время травления нержавеющей стали зависит от состояния поверхности.
SAROX TS-K 2000 (Чехия). Очищает нержавейку от окалин и других дефектов, обеспечивая прекрасный вид сварочного шва. Благодаря высокой густоте гелеобразная паста эффективна даже для вертикальных поверхностей. Время обработки составляет 10 мин.
Stain Clean от ESAB (Швеция). Качественная марка, восстанавливающая антикоррозионные свойства нержавеющих сплавов. Не нуждается в перемешивании. Может применяться на вертикальных поверхностях. Отличается низким содержанием вредных азотных газов. Не применяется при t ниже +5 о С.



Другие методы обработки
Для отделочной обработки изделий из нержавеющей стали могут применяться и альтернативные способы.
Покраска
Самый доступный по цене и простой по выполнению метод, позволяющий быстро создать защитную пленку.

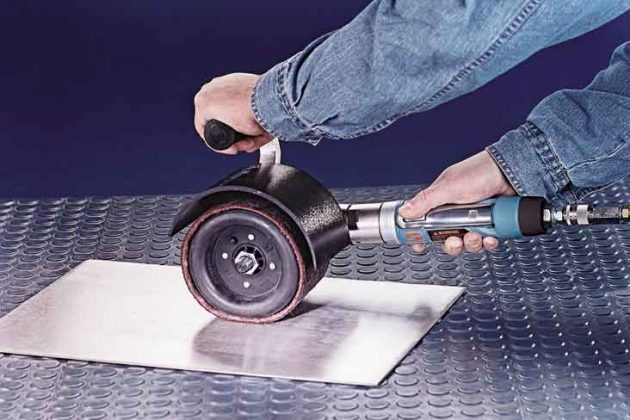
Сатинирование (полировка и шлифовка)
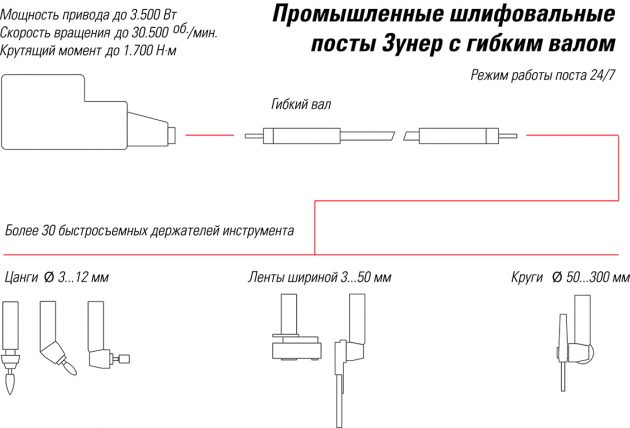
Этот метод обработки нержавейки сочетает практичность и эффективность. Поверхность нержавейки после обработки приобретает гладкость сатина. В домашних условиях для шлифования нержавейки используют малогабаритные инструменты: шлифовальную машинку, пневмонапильник и др. Маленькие площади сатинируются вручную, шлифовальными листами или ручным станком. Для получения качественного результата шлифовку начинают с применением листов зернистостью 180 грит, затем переходят на зерно 320, 600 грит. В заключение – полируют войлоком.
Воронение (чернение)
Поверхность нержавеющей стали покрывается защитной оксидной пленкой иссиня-черного цвета. Применяется три способа создания пленки: кислотный, щелочной и тепловой. Последний метод доступен только в промышленных условиях, когда нержавеющую сталь при температуре от 250 до 850 0 С обрабатывают одним из трех способов:
- в растопленных солях;
- в парообразном растворе спирта и аммиака;
- в перегретом пару.
В быту применяют чернение нержавеющей стали в растворах кислот либо щелочей электрохимическим или химическим методом.
Хромирование
Этот способ обработки нержавейки надежно защищает поверхность изделий от механических и других повреждений. Но его выполнение требует знаний технологии и опыта работы. Поэтому в домашних условиях хромирование практически не применяется.
Видео по теме: Травление металла в домашних условиях

Как определить цену 1 кг лома нержавейки

Секреты никелирования металлических предметов в домашних условиях

Процесс хромирования металлических изделий в домашних условиях
Читайте также: