Через какой промежуток времени после прокаливания электродов следует производить сварку
Обновлено: 20.09.2024
Хорошо известно, что прокаливание электродов в печи является важной процедурой. Ее необходимо проделывать перед проведением сварочных работ.
Если отказаться от предварительной термической обработки, то можно столкнуться с такими проблемами в процессе выполнения работы, как плохое поджигание и залипание стержня, низкое качество и ненадежность шва, неудовлетворительный вид готового изделия.
Выше перечислены лишь самые распространенные проблемы, с которыми часто сталкиваются, на самом деле их еще больше.
Виды оборудования для прокалки
Прокалка электродов перед сваркой делается с целью уменьшения влаги в их покрытии. Ее наличие приводит к проблемам с поджигом электрода, его залипанию и обсыпанию покрытия. В результате качество работы может значительно ухудшаться.
Следует сразу заметить, что увлекаться данными операциями не стоит. Дело в том, что после двух прокалок покрытие может отслоиться от электрода. В связи с этим необходимо заранее рассчитывать их необходимо количество.

Конструкция печи для прокалки электродов.
Если после работы останутся неиспользованные стержни, в следующий раз они должны быть использованы в первую очередь.
Иногда просушить электроды необходимо, чтобы поднять температуру расходных материалов. Большой перепад температур может негативно сказаться на конечных характеристиках шва.
Осуществлять прокалку и сушку необходимо в специализированном оборудовании. В этих целях используют электронагревательные печи. В их камере создается необходимая температура, которая варьируется от 100 до 400°С в зависимости от решаемой задачи.
Главным достоинством электропечей является высокий ресурс работы. В них используются ТЭН, рассчитанные на длительную эксплуатацию. Кроме того в случае поломки они могут быть с легкостью заменены.
Если во время прокалки необходимо защитить стержни от воздействия окружающей среды, следует использовать термопеналы. Установленный уровень температуры в таких устройствах поддерживается автоматически.
Работаю данные агрегаты от сети с напряжением 36-60 В. Камера, которая находится внутри корпуса термопенала оснащается терморегулятором и нагревательным элементом. Между камерой и корпусом устройства выполнена качественная теплоизоляция.
Хранить просушенные и прокаленные горячие стержни следует в пеналах-термосах. Их конструкция представляет собой герметично закрываемые емкости на подобии термосов. Их камера отделена от корпуса слоем теплоизоляционного материала.
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.

Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Технология прокалки
Различные виды стержней необходимо подвергать соответствующей термообработке. Ее параметры указываются на упаковке в инструкции.
Параметры прокаливания зависят от покрытия электродов и указываются на этикетках, в паспортах и каталогах.

Таблица характеристик печи для прокалки электродов.
Основными характеристиками при прокалке являются:
- необходимость сушки;
- режимы;
- количество прокалок.
Если не выполнять термообработку, расход материалов существенно увеличится и снизится надежность соединения. Если есть хоть малейшие сомнения относительно условий и продолжительности хранения электродов или же в их покрытии присутствует влага, то прокалка просто необходима.
Итак, как прокалить электроды? Выполнить данную операцию можно двумя способами: с использованием промышленных устройств и в бытовых условиях.
Прокалить и высушить электроды можно с помощью специальной печи. В магазинах представлен широкий ассортимент подобных агрегатов. Есть разработки от зарубежных компаний и от отечественных.
Выбирая печь, следует в первую очередь ориентироваться на такие характеристик, как мощность, напряжение, ее масса и размеры.
Довольно распространенной разновидностью подобных устройств являются шкафы. Они позволяют прокаливать и просушивать электроды. Кроме того в них стержни хранятся продолжительное время.
Тем не менее, не все виды данного оборудования обладают перечисленными возможностями. В связи с этим в момент покупки шкафа обязательно обращайте внимание на его возможности.
Хранить стержни можно в термопеналах или пеналах-термосах. Эти малогабаритные устройства отлично подойдут и при прогревании уже обработанных материалов.
Используя духовку лучше отдать предпочтение электрическому типу. Дело в том, что в газе содержится небольшое количество влаги, что может отрицательно повлиять на качество термической обработки.
Проводя термообработку важно следовать технологической инструкции. Некоторые стержни, например, необходимо просушить перед прокалкой.
Обработка стержней состоит из нескольких простых действий:
- загрузка материала в камеру устройства;
- плотное закрытие дверцы;
- установка температуры в соответствии с приведенным значением в инструкции;
- установка длительности обработки;
- выдержка в течение необходимого интервала времени;
- по окончании процесса термообработки выключить устройство и дать ему остыть вместе с электродами для избегания резкого перепада температур.
Прокалка электродов
Прокаливание присадочных материалов считается одним из этапов термообработки, который осуществляется для снижения в их внешнем покрытии содержащейся жидкости. От избыточного содержания влаги может возникать плохое поджигание электрода, его залипания или осыпание слоя. Из-за этого ухудшается качество сварочного процесса.
Поэтому перед выполнением сварки следует провести проверку имеющихся присадочных материалов с предварительной их подготовкой. В основном процессы прокалки и сушки сварных электродов схожи, но во время их просушивания применяются не такие высокие температуры, а процедура выполняется с нарастающим нагреванием. В некоторых случаях электрод просушивается перед прокаливанием (в соответствии с технологическими требованиями).
Следует отметить основные случаи, когда нужна прокалка:
- при размещении электродов в условиях высокой влажности;
- после долгого хранения;
- при попадании на них жидкости или ее выявлении в процессе сварки;
- после открытия новой упаковки.
Нужно заметить, что прокаливание присадочных материалов требуется проводить перед сваркой, оно способствует достижению высоких результатов.
Однако не стоит часто проводить данную процедуру (более 2 раз), так как существует опасность отставание покрытия от основного стержня.
Следует провести расчет необходимого объема электродов для сварки и отправлять их на сушку, чтобы после выполнения процедуры их осталось минимальное количество. При следующей сварке следует сначала пользоваться повторно просушенными электродами.
Сушка электродов
Необходимость в осуществлении сушки присадочного материала может появиться для повышения температуры электродов перед сварочными работами. Не все марки можно применять без предварительного разогрева. Причиной этому является большая разница между температурами, которая может оказаться вредной для сварочной ванны и образования некачественного шва. Также сушка нужно для создания герметичного соединения в условиях давления. Тогда электроды постепенно разогреваются, чтобы из них выпарилась влага или не возникло ее закипание при появлении известкового налета.
Печь для сушки электродов
Прокаливание и сушка сварных электродов может осуществляться в нескольких вариантах, исходя из нужного режима и используемого оборудования. В производстве применяются специализированные устройства:
1. электрические печи для прокаливания
, обладающие дополнительными опциями сушки. У современных модификаций есть микропроцессорный регулятор, способствующий программированию всего сварочного процесса. Максимальный предел температуры составляет 400°C. С учетом постепенного регулирования, уровень загрузки составляет до 160 кг, а уровень наибольшей мощности равен 8,5 кВт (у некоторых моделей она равна 3 кВт с подсоединением к 3-х фазной сети 380 В). У этих печей предусмотрена работа в стационарном режиме и высокий уровень теплоизоляции. Благодаря наличию тепловых экранов происходит равномерное прогревание электродов;.
2. электрическая печь с термометром
со средним диапазоном работы 100-400°C. Такие электропечи имеют компактные размеры, поэтому их можно транспортировать самостоятельно. Работа устройств основана на применении ТЭНов с автоматическим управлением. Печи могут подсоединяться к сети 220 Вольт. Их мощность зависит от выбранной модели, варьируется в пределах 1-3 кВт, максимальное количество загружаемых электродов может составлять 50 кг;
3. термопеналы для сушки
. Оборудование представляет собой герметичную емкость с теплоизоляцией, которую применяют для хранения присадочного сырья. Компактные параметры термопеналов позволяют сварщику их легко устанавливать на рабочем месте. Основным отличием оборудования считается способность подогрева присадочных материалов от трансформаторной энергии или от сети 220 Вольт. Максимальный уровень их нагрузки равен 10 кг;
4. пеналы термосы схожи с термопеналами
, но они способны без подогревания сохранять внутреннюю температуру. Для оборудования характерным является долгое остывание.
Температура и режим прокалки сварочных электродов
Для получения качественных результатов, нужно знать о процессе прокаливания электродов. По мнению специалистов, длительность процедуры не должна превышать 2 часа. При выполнении сварочных работ нужно пользоваться сухим материалом, поэтому электроды предварительно помещаются в пенале, где поддерживается заданные температурные условия.
Для каждой марки присадочных материалов предназначен определенный режим, поэтому у сварщика должно быть в наличии универсальное устройство с плавным температурным регулированием. Независимо от имеющегося запаса времени для прокалки, не желательно превышать указанные лимиты. Не следует прокаливать несколько раз одни и те же материалы.
Следует обратить внимание на запрет применения пламенных печей, так как средний диапазон температур для процедуры варьируется в пределах 180-400°C.

Перед сушкой сварочных электродов, нужно взвесить присадочные материалы, так как минимальный уровень загрузки печи равен 10 кг, а максимальный – 40 кг. Затем проводятся следующие процедуры:
- загрузка электродов в печь с плотным закрытием крышки;
- регулировка температуры в соответствии с параметрами, указанными для просушки;
- продержать определенное время;
- выключить, подождать остывания с печью, чтобы избежать резких температурных перепадов. Достаточно будет подождать до температуры 100-150°C.
Выбор
Прокалка присадочного материала является важной деталью технологии, на которую надо обращать внимание во время производства. Может задаваться разная температура прокаливания в зависимости от типа электродов, указывается на упаковке материала.
Особенности прокаливания в домашних условиях
Итак, из всего вышесказанного понятно, прокаливание и сушка электродов – это важный этап подготовки к сварочным работам. От правильности выполнения данной процедуры зависит качество полученного соединения.
Параметры термообработки определяются типом стержней. Обычно эта информация указывается на упаковке.

Температура прокалки электродов.
Любители, конечно, зачастую не имеют в наличии профессиональное оборудование для прокалки. Например, при выполнении какой-либо работы на даче, необходимость в покупке специальных устройств попросту невыгодна. Проделать данную операцию можно и своими руками.
Обработать материал можно в духовке. Необходимо установить температуру от 190 до 210 градусов и выдержать стержни в течение 30 минут. Некоторые сварщики рекомендуют использовать более высокие температуры вплоть до 300 градусов.
Многие также сталкиваются с вопросом, как сушить электроды для сварки в домашних условиях? Отличным вариантом выполнения подобной процедуры станет использование котла. Стержни необходимо просто оставить в нем на один-два месяца, после чего их следует завернуть в пищевую пленку.
Описанный вариант подойдет в случае просушке в зимнее время года, а весной можно смело приступать к работе.
На самом деле в процессе термообработке в домашних условиях можно воспользоваться любым нагревательным прибором или какой-либо самодельной электросушилкой.
Стоит также учитывать, что если стержень сильно пострадал от действия влаги, то его ни в коем случае нельзя сразу же подвергать действию высоких температур. Перед прокалкой его необходимо выдержать при 100°С не менее двух часов, после чего необходимо повысить температуру.
Это связано с тем, что при быстром нагреве влага испарится, и оставит на электродах налет соли и извести.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
- Электропечь для прокалки электродов своими же руками, оборудованная терморегулятором. Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
- Электропечь для прокалки с дополнительными функциями сушки. Выпускаемые сегодня модели снабжены микропроцессорным регулятором, благодаря которому можно программировать весь процесс работы. Техника характеризуется высокими показателями теплоизоляции и функционирует в стационарном режиме. За счет того, что в конструкцию входят тепловые экраны, электроды прогреваются равномерно. Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.
- Термопенал – своеобразная сушилка для электродов. Это теплоизолированная герметичная тара, которая может выступать как место для хранения расходных материалов. Такие устройства – небольшие по размеру, поэтому размещать их можно на рабочем месте сварщика. Главная отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.

электропечь для прокалки сварочных электродов
Как правильно хранить электроды?
Если электроды для сварки хранить неправильно, тогда работа окажется невозможной. Горение дуги станет нестабильным, а соединения получатся плохими. Для избегания подобных проблем необходимо придерживаться некоторых правил.
В первую очередь необходимо разобраться с устройством сварочных электродов. Он состоит из стержня и покрытия. В независимости от типа покрытия важным является их защита от воздействия влаги.
Стержень изготовлен из особого сплава, с которым ничего не может произойти. В связи с этим суть хранения электродов сводится именно к защите покрытия.

Конструкция пенала для сушки электродов.
Хранить материалы для сварки лучше в сухом хорошо проветриваемом помещении. Любая возможность попадания влаги или воды на поверхность стержня должна полностью исключаться. Иначе покрытие будет деградировать и в конечном итоге работать с таким электродом не получится.
Хранение должно осуществляться в помещении, в котором температура не снижается ниже 15°С. Конечно же, любые механические повреждения и загрязнения также приведут электроды к непригодности.
Упаковывать их необходимо в коробки, которые могут быть сделаны из металла, пластика или картона. В последнем случае для большей надежности коробку следует дополнительно обмотать полиэтиленовой пленкой, например, пищевой.
Во время транспортировки к упаковкам действуют такие же требования, как и к хранению. Однако в случае перевозки стоит позаботиться о том, чтобы смягчить возможные удары, которые смогут повредить электродное покрытие.
Правильная подготовка к сварочным работам является залогом ее надежного и качественного выполнения. Это касается и электродов, которые должны быть высушены и прокалены, особенно при сварке ответственных металлических конструкций или получении герметичных швов.
В то же время не стоит забывать сколько раз можно подвергать их термообработке, ведь прокаливать электроды более двух раз не рекомендуется. Это связано с тем, что электродное покрытие может разрушиться, и стрежни станут непригодными для работы.
Особенности прокалки и сушки сварочных электродов
Многие задаются вопросом, как прокалить электроды в домашних условиях. Они хорошо впитывают влагу, поскольку покрытие имеет пористую структуру. Чтобы уберечь стержни от влаги, производители поставляют их в герметичной упаковке. Тем не менее она не может защитить электроды, если они долго не использовались или хранились в плохих условиях. Чтобы вернуть им изначальные свойства, необходимо уменьшить уровень влаги. Сегодня мы узнаем, как проводится сушка электродов и что для этого нужно.

Прокалка – электрод
Прокалка электродов должна проводиться в печах, которые обеспечивают равномерную температуру в подовом пространстве. После прокалки электроды должны остыть в помещении с положительной температурой. [2]
Прокалка электродов производится в камерных электрических печах. Электроды с газозащитным или комбинированным покрытием прокаливаются при температуре 150 – 200 С, с шлакозащитным покрытием-при 250 – 300 С. На американских заводах сушка и прокалка осуществляются в конвейерных камерных электрических печах со строгой регулировкой степени увлажнения воздуха при первых этапах сушки и температуры камеры в процессе прокалки. [3]
Прокалка электродов может производиться не более трех раз. Число прокалок порошковой проволоки и флюса не ограничивается. Если электроды после трех прокалок показали неудовлетворительные сварочно-технологические свойства, то применение их для сварочных работ, выполняемых по настоящему РД, не допускается. [4]
Прокалка электродов производится с целью окончательного удаления влаги. [5]
Прокалка электродов обычно ведется в специальных печах с электрическим обогревом. Выбор типа оборудования определяется объемом производства и номенклатурой изготовляемых электродов. [6]
Прокалка электродов перед их применением повышает качество сварного шва. [7]
Для прокалки электродов может быть использовано jiepe – носное приспособление ( рис. 27), представляющее собой цилиндрический металлический футляр. [9]
Режим прокалки электродов : температура 150 – 200 С; время 60 мин. [10]
Сушка и прокалка электродов выполняется в специальных печах с температурой прокалки в зависимости от марки электродов от 200 до 450 С. Если цех применяет электроды разных марок, требующие разной температуры прокалки, для этого следует использовать не одну, а две или несколько печей. Емкость печей должна обеспечивать сменную ( или полусменную) потребность в электродах. [12]
Печи для прокалки электродов должны находиться под разрежением. У печей рекомендуется устраивать камеры для остывания электродов. Рекомендуется также применять печи тоннельного типа периодического или непрерывного действия. [13]
Сушка и прокалка электродов должны удалить воду из покрытия. При этом следует учитывать, что воды в покрытиях много. Для примера оценим количество воды, которое должно быть удалено из покрытия, нанесенного окунанием. [15]

На этой странице рассмотрим подробно и со всех сторон прокалку (или сушку, как еще называют) покрытых сварочных электродов. Для чего она нужна.
Инструкция прокалки
Разные электроды требуют разной температуры и времени прокалки. Эти параметры указываются на упаковках. Поэтому перед работой необходимо ознакомиться с инструкциями производителя. Иностранные заводы не всегда пишут как нужно прогревать стержни. Придется зайти на официальный сайт и найти эту информацию.
Не все электроды нужно прокаливать. Так, стержни с целлюлозным покрытием выпускаются в металлических банках и прогревать их перед работой не нужно.
На практике прокалка выглядит очень просто. Нужно разогреть печь до нужной температуры и поместить в нее электроды на определенное время, по истечении которого они будут готовы к работе. Ими сразу можно варить, либо можно переместить их в термопенал, чтобы взять с собой на объект.
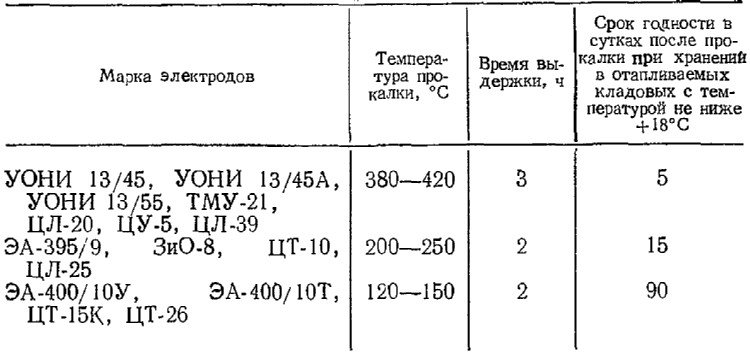
Для примера, электроды Уони 13/55 прокаливаются при температуре около 270°С в течение 1 часа.
Требования к прокалке
Основными показателями при прокалке являются следующие параметры: необходимость проведения процедуры сушки, её режимы и количество прокалок.
Отсутствие термообработки может привести к увеличенному расходу материалов, получению некачественного шва, потери времени, а иногда и к переделке всей работы. Поэтому, если существует неуверенность в условиях и продолжительности хранения электродов или в покрытии присутствует влага, то необходимо обязательно произвести прокаливание.
- Оптимальный режим просушки материалов указан на упаковке или в технической документации.
- Электроды проходят заводскую прокалку, поэтому проводить их обработку снова можно не более трех раз.
Сушка и прокалка — различия и особенности
Помимо прокалки, имеется такое понятие как сушка электродов. Оно означает непосредственную подготовку изделия к работе. В свою очередь прокалка электродов выполняется для ликвидации лишней влаги и устранения последствий неправильного или долгого хранения.
Сушка подразумевает сокращение уровня влаги в стержнях до минимально-приемлемого. Она производится при небольших температурах и не оказывает серьезного влияния на покрытие.
Прокалка может выполняться для улучшения качеств электродов и приведения их в “рабочее состояние”. Особенностью этой процедуры является продолжительное время воздействия и высокая температура.
Обратите внимание, что специалисты не рекомендуют прокаливать электроды более 2 раз. Покрытие можно отколоться от сердечника и ими будет невозможно пользоваться.
Журнал прокалки электродов

Журнал прокалки является официальным нормативным документом, в котором фиксируются все процессы подготовки сварочных материалов.
Сведения оформлены в виде таблицы, которая включает несколько разделов: дата прокалки; порядковый номер прокалки; тип электродов; масса прокаленного материала, кг; температура прокалки; время обработки; ответственный за прокалку; лицо, выполняющее контроль.
Журнал ведется в одном экземпляре, прошнуровывается, пронумеровывается, скрепляется печатью и заверяется подписью ответственного за делопроизводство на объекте лица.
Журнал можно приобрести в типографии на платной основе или ознакомиться с образцом документа в Интернете.
Прокалка в домашних условиях
Подготавливать электроды в домашних условиях следует только если у вас нет другой возможности, и только если стержни будут использоваться дома. “Народные” методы можно использовать для не очень важных работ, к которым не предъявляются высокие требования качества.
Самым простым и очевидным вариантом является прокалка в духовке. Прокаливать электроды на газу не стоит, потому что в нем содержится некоторое количество воды.
Данную процедуру можно также провести на радиаторе отопления. Оставьте на нем прутки на пару дней. Этого будет достаточно, чтобы провести сварку.
Некоторые мастера используют для прокалки строительный фен. В этом случае нужно будет поместить электроды в трубу или другу емкость.
Не пользуйтесь такими методами прокалки и сушки при работе с ответственными конструкциями.
С какой целью производят прокалку электродов
Прокаливание – принципиально иной технологический момент подготовки стержней к работе. Оно выполняется при температурах, которые значительно превышают те, что нужны для просушивания. Такая термообработка:
- задает нужные технические характеристики обмазке;
- сводит уровень влажности в покрытии практически к нулю (0,2–0,5% против 8–12% при сушке);
- предотвращает залипание электрода;
- обеспечивает хороший первый и повторный поджиги и стабильное горение дуги;
- позволяет существенно снизить расход электрода (на 10–15%);
- задает ровное, качественное формирование шва.
Первичную прокалку электроды проходят в заводских условиях на заключительном этапе производства. И если они используются практически сразу после изготовления, нет необходимости в повторном прокаливании. Но подобные ситуации бывают редко, готовая продукция может месяцами храниться на складах производителя или потребителя.
При повышенной влажности окружающего воздуха (85–90%) обмазка склонна к обратному поглощению влаги, и всего за две недели она ее набирает. Пример:
- прокаленные при t 400˚С электроды типа Э50А набирают 1,5% влаги;
- изделия того же типа, прокаленные при t 200˚С, впитывают уже до 2,2%.
Сушка электродов

Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу. Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.
Что представляет собой прокалка электродов перед сваркой?
Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Разновидности оборудования для прокалки
- Электропечь для прокалки электродов своими же руками, оборудованная терморегулятором. Этот вид техники отличается небольшими габаритами, поэтому вы можете переносить ее с одного места на другое при необходимости. Принцип функционирования базируется на ТЭНах, управление которыми осуществляется в автоматическом режиме. Такая печка может включаться в стандартную сеть 220 В. Мощность приборов, в зависимости от конкретной модели, варьируется в диапазоне от 1 до 3 кВт. Максимальная загрузка электродами – 50 кг.
- Электропечь для прокалки с дополнительными функциями сушки. Выпускаемые сегодня модели снабжены микропроцессорным регулятором, благодаря которому можно программировать весь процесс работы. Техника характеризуется высокими показателями теплоизоляции и функционирует в стационарном режиме. За счет того, что в конструкцию входят тепловые экраны, электроды прогреваются равномерно. Максимальная температура доходит до 400°С, загруженность – 160 кг, максимальная мощность – 8,5 кВт. Для подключения таких приборов нужна трехфазная сеть на 380 Вт.
- Термопенал – своеобразная сушилка для электродов. Это теплоизолированная герметичная тара, которая может выступать как место для хранения расходных материалов. Такие устройства – небольшие по размеру, поэтому размещать их можно на рабочем месте сварщика. отличительная особенность – это способность подогревать электроды от энергии трансформатора или при стандартном подключении к сети 220 В. Объем термопеналов вмещает 10 кг электродов.электропечь для прокалки сварочных электродов
Электроды МЭЗ
Все технологические параметры термообработки электродных изделий: температурный режим, время выдержки и т. д., – указываются производителем на упаковке и в сопроводительной документации. Не исключение и продукция Магнитогорского электродного завода. На фирменной упаковке МЭЗ, а также в документах вы найдете эти и другие данные.
Высокое качество электродов этой марки подтверждено свидетельствами Российских речного и морского регистров, а также сертификатами ГОСТ и НАКС.
Сколько раз можно прокаливать электроды
Как было сказано выше, существует определенное количество раз прокалки электродов. Делать прокаливание, каждый раз, перед выполнением сварочных работ, нет необходимости. Если говорить конкретно о количестве, то не рекомендуется прокаливать электроды более трех раз.

Следует знать, что на заводе, уже осуществлялась прокалка электродов перед их упаковкой, поэтому, если электроды были только что приобретены, то они, как правило, не требуют какой-либо прокалки, и уже полностью пригодны к работе. Кроме того, не следует прокаливать все электроды одним махом. В любом случае, если вы их не сумеете выработать, то прокаливание потребуется осуществлять снова.
Поэтому достаточно взять требуемое количество электродов для работы, после чего прокалить их и использовать. О том, как рассчитать, сколько электродов в одной пачке, уже рассказывалось ранее на сайте про ручную дуговую сварку.
Особенности прокалки электродов

Техника безопасности
Хорошо известно, что прокаливание электродов в печи является важной процедурой. Ее необходимо проделывать перед проведением сварочных работ.
Следует отличать между собой два таких процесса, как сушка и прокалка. Несмотря на то, что они во многом схожи, в первом случае обработка осуществляется с использованием менее высоких температур.

Конструкция печи для прокалки электродов.
Работнику необходимо строго придерживаться всех требований по прокалке. В противном случае стержни окажутся недосушенными или пересушенными, что негативно отразиться на качестве сварочного соединения. В связи с этим данную процедуру необходимо проделывать правильно.

Таблица характеристик печи для прокалки электродов.
Во время сварочных работ с металлическими конструкциями, к которым не предъявляются высокие требования, обработку электродов можно выполнить народными методами. Например, подойдет духовка или термофен.
Температура прокалки электродов.
Стоит также учитывать, что если стержень сильно пострадал от действия влаги, то его ни в коем случае нельзя сразу же подвергать действию высоких температур. Перед прокалкой его необходимо выдержать при 100°С не менее двух часов, после чего необходимо повысить температуру.

Конструкция пенала для сушки электродов.
В случае длительного хранения или наличия влаги необходимо выполнить прокаливание электродов. В данном случае не стоит забывать, что параметры термообработки для каждого вида стержней свои.

К сожалению, по ГОСТу или другим документам, имеющим отношение к производству сварочных конструкций, не требуется, чтобы на упаковке обязательно указывались сроки годности электродов. Часто отмечается лишь, что должны приниматься необходимые меры предосторожности, целью которых является предотвращение поглощения влаги флюсами, порошковыми электродами и электродами с покрытием.
[xyz-ihs snippet=»nachalo»]
Прокалка электродов перед сваркой: назначение
Прокаливание сварочных электродов является одним из этапов термической обработки. Цель данного процесса – снижение содержащейся в покрытии материалов жидкости. Присутствие влаги может отрицательно влиять на проведение работ: плохое поджигание электрода, его залипание, осыпание слоя.
Однако существуют и другие причины: долгое хранение, распаковка новой пачки (мастер чаще всего не знает в каких условиях содержались электроды), во время работы обнаруживаются признаки присутствия жидкости. Процедура прокалки способствует достижению лучших результатов и положительно сказывается на качестве готового изделия.

Сварочный шлак на шве, сделанном сырым электродом



Более подробно о процессе прокаливания в отдельной статье.
Практический срок годности
Можно сразу сказать, что срок, в течение которого эти расходные материалы остаются годными к употреблению, в первую очередь зависит от того, как их хранили. Поэтому следует разобраться с тем, как правильно хранить сварочные электроды.
Сыграть свою роль могут и условия, при которых производилась транспортировка электродов. В частности, транспортировка должна осуществляться только крытым транспортом. Если электроды перемещают по железной дороге, то упаковка должна выдерживать и смягчать неизбежные при этом удары. Для этого упаковки с электродами помещают в картонные или деревянные ящики в соответствии с требованиями нормативных документов.
На упаковке электродов различных марок имеется относящаяся к ним информация, в том числе дата выпуска. А вот срок годности электродов на упаковочном материале не указывается. На упаковке могут только содержаться рекомендации о том, какие меры предосторожности должны быть предприняты для того, чтобы не произошло поглощение влаги. Не нормируется это также имеющимися стандартами.
Конечно, может помочь первичный внешний осмотр электродов. Они не должны иметь существенных изъянов. Недопустимыми являются трещины на их поверхности, имеющиеся загрязнения, от которых трудно избавиться.
Срок годности электродов для сварки может быть условно определен согласно фактической работоспособности этих расходных элементов. Для этого срок годности сварочных электродов можно подсчитать, как количество швов при соединении изделий до того момента, когда диаметр получаемого шва начнет получаться менее, чем это предусмотрено технологическим процессом.
Следует учитывать, что срок службы электродов будет ниже, когда будут свариваться стали, имеющие поверхности с покрытием, что подтверждается экспериментальными данными. Кроме того длительность годности электродов зависит от режимов сварки, при которой они применяются, применяемого сварочного оборудования, видов газов и флюса.

Маркировка
Содержит следующую полную информацию о «патроне». Например, Э42А-УОНИ-13/45-3,0-УД Е432(5)-Б 1 0 означает:
Бесплатная ГОРЯЧАЯ ЛИНИЯ:
Мск 8 (499) 938 6124
Спб 8 (812) 425 6761
Фед 8 (800) 350 8362
- Э42А – тип, прочность 42 Мпа;
- УОНИ-13/45 – марка;
- 3,0 – диаметр;
- У – назначение для углеродистых сталей;
- Д – толщина покрытия;
- Е432(5) – характеристики металла;
- Б – вид покрытия – основное;
- 1 – пространственное положение – любое;
- 0 – характеристики тока – постоянной, обратной полярности.
Кроме того, указывается ГОСТ, которому соответствует товар.
| Тип | Марка стали | Применение | Срок годности |
| УОНИ-13 | Высоколегированная коррозионная | Конструкции из хромистых видов | Не ограничен при соблюдении определенных условий |
| МР-3С | Углеродистая и низколегированная | Высокие сварочно-технологические свойства | |
| МР-3Т | Сварка сырья с содержанием углерода до 0,25% | ||
| ОЗС-6 | Материал с временным сопротивлением разрыву до 490 МПа | ||
| ОЗС-12 | |||
| УОНИ 13/55 | Конструкции с требованиями к пластичности |
Оборудование для прокалки электродов
Выделяют несколько видов оборудования для прокаливания.
1. Стационарная печь представляет собой металлический шкаф со специальными лотками под электроды. Для поддержания необходимой температуры стенки отделаны теплоизолирующими материалами. Она снабжена термостатом с границей температур от 60 до 500 градусов. Это гарантирует равномерный нагрев и сохранение заданной температуры на протяжении всей обработки материалов.
Примеры бюджетных моделей печей для прокаливания: ЭПСЭ-10/400 “НОВЭЛ”, ПСПЭ-40/400 ЗСО “Тэн и К плюс”.

Видео
Небольшой ролик, который наглядно демонстрирует печь ПСПЭ-40/400.
Больше о печах на этой странице.
Пеналы
2. Часто сварочные работы проводятся на открытом воздухе. Для прогревания электродов на улице созданы пеналы: они герметичны, имеют термоизоляцию, способствуют долгому хранению электродов в сухом состоянии. Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии. [ads-pc-3][ads-mob-3]
Термопеналы
Пеналы-термосы обладают компактными размерами, имеют теплоизолирующее внутреннее покрытие, оснащены нагревательными элементами и термостатом. Все эти преимущества позволяют производить прокаливание прямо на месте.
Примеры наиболее востребованных моделей пенал-термосов: П-5 “BRIMA”, ПТ-5 “БАРС”.
Термопеналы осуществляют две функции:
- – создание определенного уровня температура для хранения электродов;
- – прогревание материалов.
Термопенал представляет собой конструкцию в виде небольшого ящика с дверцей, средний вес равен примерно трем килограммам. Внутри расположено специальное термоустройство, которое отделано слоем изоляции. Температура, которую способен выдавать термопенал, варьируется в диапазоне от 0 до 120 градусов.
Правила хранения
Срок хранения электродов для сварки зависит от соблюдения ряда правил. Условия, при которых хранятся электроды, оказывают на их качество огромное влияние. Как хранить электроды для сварки указано в ГОСТе 9466-75. Суть состоит в том, что хранить электроды надо в условиях, которые будут предохранять их от негативного воздействия окружающей среды. В первую очередь это относится к влажности помещения, где они размещены, возможных загрязнений и повреждений механического характера.

Электрод состоит из металлического стержня и различных видов покрытий. Защищать следует именно покрытия, поскольку они обладают свойством гигроскопичности и соответственно главным их врагом является влага. Для этого электроды упаковывают в металлические, пластмассовые и картонные коробки.

Эти коробки помещают в более объемную тару, и перевязывают фиксирующей лентой или шпагатом.

Функцией упаковки является защита электродов, однако имеются требования и к ней самой. Основное требование заключается в том, что упаковка должна быть изготовлена из экологичного материала. Помимо этого она должна сохранять свои качества на все время содержания в ней электродов. Упаковка должна выдерживать перемещение и транспортировку на всех видах транспорта, а также погрузочно-разгрузочные работы. Одной из функций упаковки является ее информативность.
Размещение электродов в первичную упаковку осуществляется вручную или механизировано. Это может оказать влияние на потребительские свойства электродов. Если упаковка некачественная, то электроды могут промокнуть или изменить свою форму под воздействием механических ударов. Если хранение электродов осуществляется на складе, то коробки с ними помещают на поддоны.

При этом картонные коробки должны быть стянуты стальным тросом и обернуты пленкой. На одном поддоне может храниться до 200 коробок, каждая приблизительно по пять килограмм. При этом каждая пачка, упакованная в прочный картон, обтягивается термоусадочной пленкой.
Рекомендации и требования, как хранить электроды, указаны в ГОСТах 9466-75 и 9467-75:
- Температура в помещении, где хранятся эти расходные материалы для сварки, не должна быть менее 14 градусов, что должно обеспечить имеющееся отопление.
- Требования к относительной влажности зависят от температуры. Если температура помещения менее 25 градусов, то относительная влажность должна быть не более 50%, а если температура выше, то допустимо значение 40%.
- В помещении должна быть оборудована гидроизоляция. Если такой возможности не имеется, то необходимо разместить там кондиционеры.
- Чтобы предотвратить контакт со стенами и полом, которые могут быть влажными, коробки с электродами устанавливают на поддоны.
- Недопустимы сильные перепады температуры в помещении.
Условия хранения электродов не в заводском применении, а при личном использовании являются идентичными. Хранить электроды рекомендуется в заводской упаковке. Вскрытую коробку надо по возможности плотно и герметично запаковать, чтобы избежать попадания влаги внутрь.
Если электроды приобретают в небольшом количестве, то их можно хранить в предназначенных для этого тубусах. Срок хранения электродов зависит от того, были ли соблюдены эти рекомендации.
Читайте также: