Что можно сварить контактной сваркой
Обновлено: 17.05.2024

Самым распространённым видом контактной сварки – точечная сварка (ТС).
С ее помощью оперативно и качественно соединяют листовой металл небольших толщин.
В данной статье опишем, что такое ТС, методы и изъяны таких работ при неверном выполнении.
Вступление
ТС один из видов контактной сварки, также существуют стыковочная, шовная и их производные. Однако широкого применения заслуживает именно точечное сваривание, о нем пойдет речь далее.
Точечная сварка применима везде. К примеру, при сборке современных кораблей, корпус имеет неисчислимое количество точек, формирующих собой надежный шов.
Ее принцип состоит в прогревании и сваривании изделия путем наложения элементов. Далее электродами последние прижимаются и пропускают через них большую силу тока.
Это означает, что электрический разряд в точке нагревает металл до температуры плавления. Тем самым детали сливаются воедино. В результате шов имеет приемлемый внешний вид и высокую надежность.
Точечная сварка имеет свои отличия от других методов контактного сваривания. Во-первых, такой метод варки ощутимо экономит время сварки (нужна малая доля секунды для создания одной точки). Для работы с ТС:
- Используют довольно большую силу тока от 1000А;
- Устанавливают низкое напряжение до 10 Вт;
- Ореол плавления от пары миллиметров до одного-двух сантиметров;
- Применяется механическая нагрузка, достигающая показателя 100 кг.
Зачастую к точечному свариванию прибегают в задачах по соединению стержневых элементов либо листов из тонкого металла. Этому виду сварки свойственно объединение как миллиметровых металлов, так и сантиметровых, но не более 3 см.
На практике, связывать приходится заготовки не толще 5-7мм. ТС широко используется для конструирования кузовов.
Плюсы и минусы

Популярность варки самостоятельно точечным методом обусловлена плюсами ТС. Она не требует электродов, проволоки и т. д. Это позволяет увеличить время на другую работу и бережет ваши деньги.
К следующим положительным особенностям относится:
- несущественная деформация;
- удобство использования сварочного агрегата.
Даже человеку делающий впервые ТС все под силу. Результат вас порадует - аккуратный и крепкий шов, дешевый рабочий процесс, практически полностью автоматизирован.
А возможный объём работ ошеломит, ведь за одну лишь минуту можно создать несколько сотен сварных точек.
Минусов незначительное количество, а именно: невысокая герметичность в сравнение со швами, созданными с использованием электродов.
И еще один недостаток, необходимость постоянного контроля напряжения в зоне точки сваривания.
Процесс ТС

Перейдем теперь к процессу точечной сварки, который состоит всего из 3-х этапов. Первый, подготовительный (рассмотрим отдельно ниже в статье).
Второй, свариваемый: после того как детали подготовлены, их располагают под остриём сварочной машины, затем сжимают. В результате деформации металла получаем углубление в виде точки.
Подаем ток, деталь нагревается, затем плавится, в углублении образуется жидкий центр. С течением времени ток проходит через весь центр и увеличивает точку в размере.
Эта точка формирует свариваемое место. Так как ранее была произведена деформация металла, процесс не формирует брызг метала, а шов в итоге выглядит естественно без зачистки.
Третий этап - завершающий. Прекращаем подачу тока, нагрев металла останавливается, точка кристаллизируется. Жидкий центр теперь часть детали.
Обратите внимание, при остывании центр немного уменьшает свой размер и тем самым создает остаточное напряжение.
Его необходимо убрать для этого есть несколько способов. Рекомендуем сдавить элементы сильнее перед окончанием сваривания, тогда шов становится более единородный. ТС своими руками проста и выполнима человеком без высокой квалификации.
Подготовительный этап

Разные способы сваривания металла, в т.ч. и ТС, предусматривают поначалу подготовку металла. Для начала очистите место сваривания:
- от загрязнений;
- от коррозии;
- от окисной пленки.
Без очистки мощность теряется и приводит к большему износу сварочного агрегата. Рекомендуем применять следующие методы очищения:
- пескоструйная очистка;
- болгарка с металлической щеткой;
- наждачная бумага;
- спецрастворы (для небольших элементов).
Особое внимание надо уделить подготовке алюминия и его производных. На поверхности существуют плотная пленка оксида. Она служит барьером для качественного прогрева и сварки деталей. Поэтом требуется обязательно удалять планку перед началом сваривания.
Важность заключается в том, что конструкция созданная без удаления пленки, не будет иметь достаточную прочность.
Сварочные агрегаты
Для точечной сварки необходимо иметь прежде всего сварочный аппарат. Можно работать оборудованием как с постоянным, так и с переменным током; конденсаторного типа или на низкой частоте.
Все виды сварочных машин рознятся формой свариваемого тока и силовым электрическим контуром. У них существуют свои позитивные и негативные стороны. Нет конкретного аппарата, который устроит каждого сварщика.
Мы рекомендуем работать аппаратом с переменным током, по статистике это более используемый вариант. В зависимости от необходимых работ - выбирайте тип агрегатов.
Дефекты ТС

При наличии знаний и опыта ТС получиться хорошего качества. Учитывая простоту работы с ней - освоить азы достаточно легко.
Но если допускать ошибки или работу человеку, не имеющему хотя бы небольшого опыта, возможен брак. Он образуются на самих заготовках, а не в сварочном месте.
Есть несколько типов дефектов. К примеру:
- центр в итоге огромный;
- центр в итоге очень маленький;
- центр смещен в право или лево от стыка.
Также когда интервал между точками большой, шов не получается сплошным. А в случае неверно подобранным параметров на агрегате детали сильно деформируются. Самый страшный брак - не проваренный центр, а и отсутствие такового.
Малые нагрузки деталь может выдержать, но через некоторое время все равно сломается. Такой дефект не сразу заметен, а проявиться он может, например, при перепадах температур (теплый цех – холодная улица).
Можно допустить ошибки и это не спровоцирует поломку, но это не везение. В том самом месте непроверенного центра или другой деформации уже образуется коррозия, пока не видна на первый взгляд. Все дело во времени до полного разрушения конструкции.
Для правильного выполнения ТС рекомендуем:
- точку сваривания размещать посередине стыка;
- контролируйте размер литого центра;
- убедитесь в отсутствие шлака, трещин;
- не давайте большого напряжения.
Больше практики и вы справитесь. Только опыт поможет понять тонкости точечной сварки.
Подытожим
Точечная сварка - удобная и простая в работе. Не предусматривает использование проволоки или флюса. Существует широкий выбор аппаратов для сварки.
Как для ручной, так и для автоматической работы еще и разного бюджета. В интернете вы можете найти детальное видео о создании ТС своими руками.
Для ее конструирования не понадобятся особые знания, хватит минут 15 вашего времени и агрегат будет готов. Удачи!
Все об аппаратах точечной сварки
Сварочные работы очень часто требуется проводить не только в промышленности, но и в бытовых условиях. В последнем случае наиболее распространенным типом сварки будет точечная или контактная. Она позволяет довольно быстро создавать надежное соединение различных металлических деталей. Причем какими-то серьезными навыками сварщика и не требуется обладать.
Важным преимуществом здесь будет и применяемое оборудование – аппарат точечной сварки. Учитывая его высокую стоимость, его можно создать даже собственноручно. В данной статье рассмотрим все об аппаратах точечной сварки.



Особенности
Если говорить о сути работы рассматриваемого приспособления, то он заключается в нагреве поверхностей из металла до температуры его плавления благодаря пропуску через него высокоточного импульса в течение короткого периода времени. Длительность подобного токового импульса обычно составляет от 1 сотой до 1 десятой секунды. Такой разброс по времени обусловлен характеристиками металла, с которым требуется работать. Под воздействием тока происходит нагревание и последующее расплавление поверхностей, а между ними происходит формирование жидкого ядра.
Пока не произойдет его застывание, поверхности требуется удерживать под давлением. Когда ядро кристаллизируется, происходит сцепление 2 поверхностей. А если говорить непосредственно о работе подобного приспособления, то она основана на том, что цепь конденсаторов заряжается небольшим зарядом тока, потом происходит их разрядка. Импульсной силы хватает для обеспечения требуемого рабочего режима.



Сферы применения
Если говорить о сферах применения точечной сварки, то в первую очередь ее используют для изготовления конструкций из разных сплавов, а также металлов. Например, создают различные конструкции из арматуры. Такая технология отличается крепостью соединения, что получается, скоростью и экологичностью. Она крайне востребована в автопромышленности. Ее часто применяют для работ с автокузовом и при выравнивании вмятин. Кроме того, она широко применяется в судо- и самолетостроении.
Высока ее востребованность и в создании радиоэлектронных устройств. Ее также используют для производства различного рода аккумуляторов. Например, ни одна модель литиевых батарей, что устанавливается в ноутбуках, не обходится без применения контактной сварки одностороннего типа. Подобный вариант сварки еще используют при создании разных ювелирных украшений. Не менее он востребован и в производстве различных товаров.
Например, очень часто с его помощью производятся изделия из нержавейки, различных вариаций стали и иных металлов.



Обзор видов
Если говорить о типах рассматриваемых устройств, то следует сказать, что различные устройства могут выдавать ток различной частоты и разнообразный по своей природе.



Обычно технику для сварки разделяют на 4 категории:
- на токе переменного характера;
- сваривание при помощи постоянного тока;
- применение моделей конденсаторного типа;
- сварка при низкой частоте.



Есть немало многоточечных устройств для сваривания сеток в производственных условиях. Особенностью такой техники будет проведение сварки одномоментно в ряде мест. То есть, как можно увидеть, существует немало видов устройств. Но наиболее популярными являются модели, что работают на токе переменного типа. Они обычно являют собой трансформаторы, обладающие парой электродов в обмотке вторичного типа. Материалом для них обычно выступает медь. Изделия размещаются между ними, что при помощи специального приспособления прижимают одна к другой.
В обмотке первичного типа располагается модуль тиристорного типа, через который напряжение в 220 либо 380 вольт идет на обмотку. Подавая электричество на тиристорную модель управляющего типа, можно получить требуемую длительность тока.
По мере изменения угла открытия тиристора, можно настроить форму сигнала, что идет на обмотку вторичного характера.


А также популярны модели, что работают на конденсаторах. Обычно они состоят из следующих элементов:
- связка конденсаторных зарядов;
- большая батарея емкостей;
- устройство управления;
- электроды с прижимом для заготовок; если говорить проще, то это модель с клещами.
Тут основой работы устройства будет достаточно долгое накопление электрического заряда на конденсаторных обкладках и резкое его выбрасывание при создании короткого замыкания искусственного характера через контактную точку. Такой аккумуляторный прибор позволяет применять оборудование с меньшей мощностью по сравнению со сварочными аппаратами иных типов. Поскольку емкость батареи является постоянной, получается номинированное энерговыделение на 1 импульс сварочного типа, что предоставляет возможность получения стабильного результата вне зависимости от того, как меняется сетевое напряжение и иные параметры сети.
Подобная сварка проводится в течение миллисекунд, что сопровождается большим выделением энергии в маленькой контактной области.
Популярные модели
Теперь скажем несколько слов о наиболее популярных моделях для точечной сварки, которые давно уже показали себя с лучшей стороны.
- Fubag TS 2600. Эта модель является представителем категории споттеров, ее используют для осуществления односторонних прихваток на металле, сечение которого не превышает полутора миллиметров. Наибольшая сила тока здесь – 2800 ампер. Потребление энергии у Fubag TS 2600 составляет 5,4 киловатта при подсоединении к обычной сети, а значит, его можно применять везде. Устройство имеет 4 рабочих режима, а также переключатель для сварки электродами из меди и угля. Устройство комплектуется пистолетом и штангой с молотом обратного типа. Правда, данная модель весит целых 14 килограммов и имеет довольно высокую стоимость. Но она замечательно подходит для серьезных работ, например, для кузовного ремонта машин.
- Elitech АТС 5. Она имеет отличные безопасностные характеристики, отличается простотой в применении и высокой эффективностью. Она имеет массу 3,8 килограмма, относится к категории бытовых моделей и предназначается для кузовного ремонта машин. Номинальная мощность рассматриваемого устройства составляет 2 кВт. Оно может выдавать ток до 15 ампер и рассчитано на подключение к обычной однофазной сети. Данная модель завоевала популярность благодаря небольшим габаритам и малому весу, а также возможности применения в различных сферах.


- DX-808 80A. Этот аппарат относится к категории ручных. Он также подключается к обычной однофазной электрической сети 220 вольт. Устройство отличается серьезной надежностью и простотой применения. Оно может выдавать максимальный ток до 80 ампер. Данная модель предназначается для быстрой сварки поверхностей из платины, золота, серебра, стали и иных металлов.
DX-808 80A завоевал симпатии пользователей благодаря не очень большим габаритам и массе, а также наличию качественных комплектующих и возможности применения в разных режимах.


Нюансы выбора
Чтобы выбрать хороший аппарат для сваривания рассматриваемого типа, следует обратить внимание на 7 факторов, которые будут важны. Хотя существуют и иные характеристики, которые в определенных эксплуатационных условиях, могут сыграть серьезную роль. Итак, рассмотрим основные факторы.
- Тип устройства. По данному критерию они могут быть переносными и стационарными. Переносной или ручной прибор обычно имеет небольшие габариты и массу до 16 килограммов. А стационарные модели применяются на производствах для создания изделий, что могут удерживаться в руках оператором. Такие устройства имеют большие габариты, а их масса может достигать 100 килограммов.
- Режим воздействия. По этому критерию они бывают с односторонней и двухсторонней сваркой. Первый характерен для устройств, которые еще называют споттерами. Они обычно имеют специальный пистолет со штангой и обратным молотком, на кончике которого присутствует электрод в виде звезды треугольного типа, выполненный из меди. Такой режим применяется для больших вещей или при необходимости воздействия сварки на большой участок материала. А двухсторонний тип используется для сварки металла листового типа внахлест. Отличительной чертой таких моделей является наличие клещей.
- Режим работы. Он может быть мягким и жестким, что зависит от электрического тока. При первом режиме плотность тока невелика, а продолжительность сварочного цикла будет составлять до 5 секунд. Во втором, ток имеет большую плотность, а длительность цикла составляет не более полутора секунды.
- Максимальная величина сварочного тока. От данного аспекта зависят возможности, которые будет иметь сварочное оборудование. Ток в 3000 ампер дает возможность соединять вещи с сечением до 3 мм. Модели с 6000 ампер позволяют проводить соединение материалов до 4–5 миллиметров, а промышленные устройства на 10000–16000 ампер позволяют производить соединение заготовок до 9 миллиметров.
- Максимальная толщина листов, что могут быть сварены. Этот параметр характеризует, какое наибольшее сечение может сварить устройство. При игнорировании этого показателя падает качество соединения. Параметр могут отображать на устройстве как общий, так и делать на 2 части. Если используется промышленная техника, то некоторые модели могут варить сразу 3 листа стали, в таком случае параметр может делиться на 3 части.
- Напряжение для подключения. Чтобы подключить рассматриваемую категорию устройств к электрической сети, требуется либо 1-фазное напряжение 220 Вольт, либо 3-фазное – 380 Вольт. Обычно данная информация отражена в инструкции к конкретной модели аппарата. Ее наличие позволяет понять, где устройство можно использовать и можно ли включать его в простую бытовую сеть.
- Метод управления. Наиболее дешевые модели, что представлены на рынке, имеют ручной режим управления. Обычно в таких моделях даже нельзя уменьшить силу тока. Устройства с управлением микропроцессорного типа проводят работу практически без вмешательства человека. Оператору только требуется указать тип соединения, что выполняется, а также толщину изделия. Остальное аппарат сделает самостоятельно.
Если говорить о дополнительных характеристиках, то при необходимости применять аппарат продолжительное время, следует посмотреть на вид его охлаждения.
Тут лучше будет отдать предпочтение моделям с водяным механизмом и радиатором. Они осуществляют ускоренный отвод тепла и обладают более длительным ресурсом работы.


Как сделать своими руками?
Как упоминалось, устройство подобного типа стоит дорого. И часто многие люди просто предпочитают использовать самодельный прибор такого типа. Существует масса возможностей сделать его самостоятельно. Наиболее распространенные варианты – переделка из инверторного сварочного аппарата, а также его создание из обычной СВЧ-печи. Рассмотрим один из способов создания такого устройства собственноручно.
Инструменты и материалы
Если говорить, что для этого нужно, то потребуется иметь под рукой следующие инструменты и материалы:
- трансформатор переменного тока с напряжением вторичной обмотки от 15 до 25 вольт;
- 4 конденсатора, например, 2200 мкФ; их модель может варьироваться, ведь все будет зависеть от мощности, что потребуется получить;
- кнопка;
- кабели и провода;
- проволока из меди;
- диодная сборка для выпрямления; при желании можно использовать 1 диод для полуволнового выпрямления;
- паяльник.
Потребуется еще схема предполагаемого устройства. Его работа будет проста – при нажатии на клавишу, что будет смонтирована на сварочной вилке, будет запускаться конденсаторная зарядка до 30 вольт. Потом на сварочной вилке формируется потенциал, ведь конденсаторы подключены параллельно вилке. Чтобы произвести сварку металлов, следует соединить их и прижать вилкой. Когда контакты замыкаются, формируется короткое замыкание, благодаря чему появляются искры и происходит сваривание металлов.


Изготовление
Сначала следует спаять конденсаторы, после чего потребуется сделать сварочную вилку. Тут следует взять 2 куска медной проволоки потолще. Теперь припаиваем их к проводам, а места пайки следует хорошо заизолировать при помощи изоленты. Для корпуса вилки можно взять трубку из алюминия с пластиковой заглушкой, откуда будут выходить сварочные выводы. Чтобы они не проваливались, потребуется посадить их на клеевой состав.
На клей следует посадить заглушку. Теперь потребуется припаять провода к клавише и приложить ее к вилке. Теперь все требуется обмотать изолентой. То есть, получается, что к сварочной вилке у нас будут идти 4 кабеля, из которых 2 будут предназначены для сварочных электродов, а еще 2 – для клавиши.



Теперь остается собрать устройство, осуществить припаивание вилки и клавиши включения. После того как этого было сделано, остается проверить работоспособность полученного устройства. Для этого следует включить его и нажать на клавишу зарядки, после чего должно начаться заряжание конденсаторов. Теперь требуется измерить напряжение на них. Оно должно быть где-то около 30 вольт. Пробуем произвести сварку металлов. Если все прошло хорошо, то на этом аппарат точечной сварки будет готов.
В следующем видео вас ждет подробный обзор аппарата точечной сварки FUBAG TS 3800.
Как собрать аппарат для контактной сварки своими руками из подручных средств

На разных сайтах, вы найдёте несколько способов , как смастерить контактную сварку самому, но далеко не все варианты, как показала практика, достаточно доступные и простые.
В этой публикации, я расскажу вам один способов, как собрать приспособление для контактной сварки из устройства инверторного типа, и пригодится ли нам для этого сам инвертор.
Введение

Думаю, что многие задумывались над одним из способов, как собрать сварочный аппарат из инвертора, но скажу сразу, это далеко не самый удачный вариант, так как такой процесс, это впустую потраченное время, потому, что основным критерием контактной сварки является прижимное усилие, на уровне с электрическим импульсом.
Из этого вытекает, что составляющие самой сварки отходят на второй план. Давай же подробнее разберём, что к чему.
Мой вам совет, если вы впервые слышите и читаете о контактной сварке и решили сразу приступить к делу, тогда вам не сюда. Первооткрывателям я советую начать с теории об электротехники и почитать статьи, что же это такое, контактная сварка.
Собрать контактную сварку самому, своими руками– технологически просто, нужно иметь минимальные навыки и представления о ней и о принципе её работы.
Хочу ещё раз сконцентрировать ваше внимание, что в данном изложении не будет развёрнутой инструкции, и объяснений, что такое трансформатор и как его намотать.
Детали и инструменты для сбора прибора своими руками
У каждого компетентного мастера всегда найдутся под рукой обычные кнопки типа вкл/выкл, они достаточно будет применить для схемы управления вашей контактной сваркой.
Также недостающей деталью служит медный провод, который в будущем, мы будем использовать для намотки на трансформатор. О сечении этих проводов, я расскажу вам чуть позже в моей статье.
Если вы умеете пользоваться формулами и рассчитывать необходимое сечение, я возражать не буду, хотя я вернусь к этому чуть позже.
И последней составляющей будут подручные материалы для рычагов и электродов. Теперь вернёмся к нашим необходимым инструментам, нам нужны будут стамеска или же ножовка, припой и, конечно, паяльник.
Убедительная просьба, не забудьте об изоляции, без неё процесс невозможен!
Мастерить контактную сварку из инвертора своими руками не очень хороший вариант, учитывая, что из него нам будет достаточно одного трансформатора, хотя и на это у меня есть альтернатива, но об этом чуть позже.
Если вы были настроены использовать и электронику, то я бы вам не стал этого советовать, так как процесс этот достаточно трудоёмкий и неэффективный.
Теперь я открою вам завесу. Альтернативой взятого трансформатора из инвертора, является трансформатор из микроволновой печи, всё верно, вам не показалось, именно от туда.
Как показала практика, трансформаторы, взятые с СВЧ, подходят для наших целей, их легко усовершенствовать, так что остановимся на них.
Сварочный трансформатор

Теперь мы пришли к выводу, что собирать контактную сварку из инвертора своими руками, процесс трудоёмкий и неоправданный. И в дальнейшей моей публикации мы будем говорить о сборке аппарата с трансформатором из микроволновой печи.
Для выбора трансформатора (так как любой нам не подойдёт), мы рассчитываем на рекомендуемую мощность, а мощность должна быть не меньше 1кВт и даже более, так как при меньшей мощности вы не сможете варить металл толщиной в 1мм, прошу вас обратить на это внимание.
Трансформаторы, мощность от 1кВт есть далеко не во всех СВЧ, такие мощные микроволновки имеют больше функций, если сравнивать с обычными СВЧ.
Также, если соединить два трансформатора по 1кВт и в результате вы получите, вероятно, мощный сварочный аппарат.
Итак, у нас уже есть трансформатор, теперь приступаем к аккуратному демонтажу вторички, скорее, просто так вы её снять не сможете, не исключён вариант, что она может быть глухо приклеена.
Вторичную обмотку срезаем зубилом или спиливаем ножовкой по металлу, или её можно аккуратно высверлить.
После всех, успешно проделанных приёмов с вторичкой, у вас должны будут остаться первичка и сердечник.
Не стоит переживать, вы вряд ли вам удастся перепутать первичку с вторичкой, так как чаще всего, первая сделана из более толстого провода, и самое главное, не повредите её при демонтаже ненужных деталей.
Дальше, вам нужно убрать шунты, они располагаются с двух сторон трансформатора.
После этого нам понадобятся медные провода, о которых я говорил в начале статьи. Теперь приступаем к намотке вторички. Я рекомендую брать в работу многожильный провод, толщиной 100мм2, так как это сечение нам достаточно подходит, тем более, что нам понадобится всего 3-4 витка, если сделать пару дополнительных витков, то в результате мы получим более мощный аппарат, но в нашем варианте будет достаточно трёх.
Рычаги и управление сваркой

Как я и упоминал раннее, возможно собрать систему управления с помощью электроники из инвертора, при этом добавить ещё и регулятор силы тока, но мы этого делать не будем, потому что это трудоёмкий и нерентабельный процесс.
Тем более, что моя статься направлена, на то, чтоб сделать аппарат ещё больше доступным и простым в работе. Всё же, гораздо проще сделать всё самому с самого начала, для этого вам нужна будет только кнопка вкл/выкл.
Выключатель можно выбрать на ваше усмотрение, какой имеется у вас под рукой. Его следует установить в цепь с первичной обмоткой, только не перепутайте с вторичкой, у последней большая сила тока, и она расплавит контакты у выключателя.
Во время сборки своими руками можно применить любые средства, которые есть у вас под рукой, главное, чтоб они не были проводниками тока. А в лучшем случае, вам подойдёт деревянная заготовка или металлическая труба (её необходимо изолировать).
В нашем аппарате, ручками будут служить рычаги, на которых закрепляются проводки, через которые будет проходить ток к электродам. Их желательно сделать длиннее, так как от усилия сжатия зависит качество соединительного шва.
Вы будете браться за ручки, и прижимать электроды к металлу.
Но одних рычагов не достаточно, нужно помнить о прижимном усилии, так как в контактной сварке металл плавится так, же и за счёт усилия сжатия, а не только благодаря нагреву электродов.
Когда вы будете использовать тонкий и хорошо прогреваемый металл, то можно сжимать рычаги вручную, тогда аппарат не нужно будет дорабатывать.
А для сварки более толстого металла, придётся установить рычаг тяжелее, который за счёт своего веса усилит дополнительное сжатие, но в этом случае нужно плотно закрепить аппарат на столе, для этого используют струбцины.
И на конец, если у вас возникнет желание усовершенствовать ваш аппарат, то можно прикрепить к нему винтовую стяжку, она крепится между основанием самого аппарата и его рычагом. Это достаточно прочно и надёжно.
Дам вам несколько рекомендаций на счёт того, где и как удобнее закрепит кнопку пуска. При выборе самой простой конструкции, когда прижимное усилие вырабатывается вручную, то рекомендовано кнопку включения, установить таким образом, что бы при опускании рычага она сжималась, то есть, опустили рычаг- кнопка сработала, аппарат включился, подняли – аппарат выключился, это будет очень удобно для мастера, так как одна рука будет полностью свободна.
Сварка и электроды

Трудно представить себе сварочный аппарат без электродов. Мы используем медные электроды, их конечно можно сделать и вручную, но я не вижу в этом преимущества, так как цена покупных вполне доступна, и в них не будет никаких сомнений.
Существует разные формы электродов, но нам понадобятся самые обычные, прямые электроды. Предпочтение на их стороне, потому что они обеспечивают удобный доступ к самой зоне сварки.
Чем больше будет диаметр электрода, тем больший будет диаметр у сварной точки, соответственно и сварочный шов будет прочнее и надёжнее.
Исходя из этого правила, электроды следует подбирать согласно вашим требованиям, что бы достичь хорошего результата. Если следовать этим рекомендациям, вы получите достойно работающий аппарат без значительных недочётов.
Если вы думаете над тем, чтобы собрать своими руками простой, с небольшой мощность аппарат, тогда вам вполне подойдут медные наконечники от обычного паяльника, у них тоже отличная проводимость тока.
Мы должны помнить, что электроды, материал не вечный, и нужно постоянно следить за их износостойкостью, и в случае необходимости, обязательно заменить.
А теперь несколько слов о технике безопасности. С целью обеспечить вашему аппарату, собранному своими руками верную работу, а вам исключить несчастные случаи, желательно все детали сборки, а также ручки заизолировать специальными материалами.
Пожалуйста, помните о правилах техники безопасности, это важная и необходимая доля в работе с электроприборами. При сборке используйте диэлектрики. Было бы неплохо внедрить предохранители в электрическую схему, но это не всегда рационально.
Краткое послесловие
Сварочный аппарат, сделанный самостоятельно, своими руками, мысль хорошая и удачная. Процесс сварки, выполняемый, на самодельном аппарате практически не имеет отличий от сварки, выполненной на серийном оборудовании.
Он будет доступнее и экономичнее, чем покупной, с магазина, Особенно, если учесть, что сварочный аппарат не всегда является устройством для ежедневного пользования, и чаще всего он нужен пару-тройку раз в году.
Если вы будете следовать всем правилам, как техники безопасности, так и самой сборки, этот аппарат доставит вам массу приятных эмоций и сохранит ваш бюджет.
Перед началом сборки, обратите внимание, что вы достаточно знаете теорию и полностью готовы приступить к практике. Удачного пользования.
Точечная сварка: описание технологии контактной точечной сварки (как варить), обозначение на чертеже по ГОСТ + где применяется
Точечная сварка – один из известных способов сваривания двух листовых металлических конструкций.

Технология сваривания проста для использования, с ее помощью можно сваривать необходимые конструкции у себя в гараже. Рекомендуется изучить ее отличительные особенности и нюансы, с которыми сталкивается человек в процессе работы.

Содержание
Что такое точечная сварка
Точечная сварка – распространенный способ сваривания, основанный на соединении двух изделий нагревом с помощью электрического тока.

Свойства сварного шва зависит от нескольких факторов:
- Свойства электродной проволоки;
- Ток при сварке;
- Чистота поверхности свариваемых конструкций;
- Сила сжатия изделий между собой.

Качественная сварка высоко ценится и не менее высоко оплачивается. Она отличается высокой производительностью и широкой областью применения.








Успешно применяется в следующих отраслях производства:
- Автомобилестроение;
- Судостроение;
- Самолетостроение;
- Машиностроение.

Как работает точечная сварка
Этот вид сварки имеет характерные особенности, которые требуется учитывать при эксплуатации оборудования. При пропускании тока по электродам через свариваемые внахлест металлические конструкции выделяется тепло, которое стремительно нагревает и расплавляет детали.

Металлические детали плотно прижимаются электродной проволокой, за счёт чего они плотно соединяются между собой.

Плюсы и минусы точечной сварки
Сварка по точкам, как и любой другой вид сварочного «искусства», имеет ряд достоинств и недостатков.

- Ровный и точный шов;
- В месте сваривания деформации незначительны;
- Имеется возможность автоматической работы;
- Сваривание этим способом не оказывает пагубного влияния на здоровье человека;
- Скорость работы;
- Возможно соединение толстого материала;
- Простота использования.

При таких существенных достоинствах имеются и недостатки. Коротко о них:
- Область применения – соединение листовых деталей внахлест и стержневых материалов (например, проволока)
- Низкая герметичность по сравнению со сварными швами с использованием электродной проволоки;
- Металл должен быть зачищен перед свариванием;
- Требуется опыт настраивания аппаратуры.

Сварочное оборудование
Поговорим об оборудовании, о том, на что стоит смотреть при выборе и о ряде других тонкостей.


















Как выбрать
При выборе сварочного оборудования для сварки точками учитываются 7 важных параметров, влияющих на цели и допустимые пределы возможности сварочного аппарата:
- Способ сваривания
- Режим работы
- Напряжение
- Максимальная сила поступаемого тока
- Допустимая толщина материала
- Способ управления
- Дополнительные опции

Переносное оборудование отличается малыми габаритами, не больше 18000 см 3 . Маленькому оборудованию соответствуют маленькие мощности.
- Максимальная толщина металлического листового свариваемого материала – не более 5 мм. Подобные аппараты пригодны для сваривания кузовных элементов или крупных металлических конструкций. Такое оборудование должно весить не больше 16 килограммов.
- Стационарное оборудование применяется в рамках производствах. В сравнении с переносными сварочными аппаратами обладают большими габаритами (до 300000 см 3 ) и массой до 1 центнера. Большие мощности позволяют сваривать листовой металл сечением не более 10 мм.

Способы точечной сварки
Сварочное оборудование разделяется на два метода сваривания.

Сварка с одной стороны. Для этой операции используются споттеры, они имеют несколько принципиальных отличий от других аппаратов. Имеется ручное приспособление, которым производится сваривание. Односторонний вариант сваривания металлических конструкций оправдан в случае труднодоступности к обратной стороне свариваемых изделий.

Удобнее пользоваться видом сварки, когда есть возможность проварить шов с обеих сторон. Этим способом пользуются для соединения листовых материалов.

Режим работы
Делится на мягкий и жесткий. При щадящем режиме работы применяется небольшая электрическая энергия, но процесс сварки выполняется дольше – 2-5 секунд. Благодаря этому применяются электродные стержни меньшего сечения и не требуется очень сильно надавливать ими.

Жесткий режим работы использует повышенную энергию, а процесс производится быстрее – 0,2-1,5 секунды. Обеспечивается высокая производительность, однако необходимо сильное сдавливание заготовок электродными стержнями. Также требуется стержень большого сечения, который превышает сечение соединяемых изделий.

Напряжение
Сварочные установки питаются от 220В и от 380В. Об этом в указывается в документах, идущих в комплекте со сварочным аппаратом

Важно! Не рекомендуется подключать аппараты мощностью более 5 кВт к бытовой сети.

Наибольший величина силы тока
От допустимого тока напрямую зависит наибольшее провариваемое сечение. С силой тока в 6000 А возможно сваривание изделий с сечением до 5 мм, начиная от 10000 А реально сварить изделия толщиной 9 мм в сумме.

Допустимая толщина материала
Параметр, говорящий о максимальной толщине детали, которое может проварить сварочное оборудование. Игнорируя этот параметр, качество сварки значительно ухудшается. Обозначается либо общим сечением, например «2 мм», либо двумя числами, «1+1 мм».

Промышленные аппараты имеют возможность сваривать вместе три металлических листа, тогда сечение обозначается «1+1+1 мм».

Способ управления
Чем дешевле аппарат, тем меньше функционал и сложнее управлять прибором. В самых дешевых версиях отсутствует возможность настройки сила тока – она одна и всегда максимальная.

Стоит ли говорить, что работать приходится вручную. Перед работой на таком сварочном аппарате желательно «обкатать» его на черновых листах, а после приступать к работе.

Числовое управление значительно облегчает работу. Оператор указывает тип соединения, которое подлежит обработке, а «мозги» оборудования самостоятельно подбирают необходимые режимы работы. Сварщику требуется только поднести электроды к месту сварки. Конечно, за такой удобный функционал приходится доплачивать.






Дополнительные опции
В случае, если аппарат выполняет регулярные продолжительные работы, то следует учитывать наличие системы охлаждения. Устройства с водоохлаждением и радиатором работают гораздо дольше, чем аналоги без охлаждения.

Для полноценной работы споттеру необходим пистолет и обратный молоток. Также всем сварочным аппаратам требуются медные электроды как расходные материалы. Если оборудование весит больше 13 кг, то ему следует докупить тележку для удобной транспортировки на колесиках.

Лучшие модели
По мнению многих людей, тесно работающих со сварочным оборудованием, следует отметить следующие модели.
Что такое контактная шовная сварка?

На примере точечного либо рельефного видов, контактная сварка знакома многим сварочным специалистам.
Эти две технологии получили широкое распространение, в отличие от шовного типа.
Далее будет рассказано:
- что называют контактной шовной сваркой;
- ее отличия от роликового вида контактной сварки;
- достоинства и недостатки шовного сваривания металлов;
А также дана более подробная информация о процессе и технологических видах работы.
Общая информация
Контактной шовной сваркой называется тип сваривания, при котором используются два вращающихся электродных ролика.
Эти электроды создают большое количество сварных точек, способных отчасти перекрывать воздействие друг друга.
Создается неразъемное соединение, которое отвечает за повышенную герметичность шва.
Сварщики, которые только осваивают профессию, часто спрашивают, в чем разница между шовным типом и роликовым.
Разгадка здесь проста – это единая техника обработки металла, имеющая два разных названия.
Ее можно называть и роликовой, и шовной, оба варианта будут верны. Ведь варианты названия не изменяют сущность процесса.
Типом шовной обработки считается также конденсаторное (импульсное) контактное сваривание.
При шовном методе действующим механизмом сваривания являются электроды-ролики. Однако весь рабочий аппарат – это более сложная система механизмов.
Его принято называть «Станок для роликовой сварки».
Такая техника обработки металла довольно проста. Необходимые детали помещаются между двумя роликами, которые сжимают и с силой прокатываются по поверхности металла.
Процесс соединения происходит благодаря проходящему в роликах току, который нагревает поверхность детали.
Правда, такая методика оптимальна только для тонких металлических листов до трех миллиметров толщиной.
Применяемые для шовной технологии сваривания ролики, кроме сжимания деталей, функционируют как электроды, а потому требуют точного выбора.
В ассортименте встречаются образцы разного диаметра. Рекомендуется использовать варианты от 150 до 20 см в диаметре.
Ролики более маленьких диаметров быстро изнашиваются, требуют частой замены. Важная роль также у материала, из которого была произведена деталь.
В этом вопросе подходящими будут медь, либо бронза всех ее типов.
Содержание
Точечная и шовная (роликовая) контактная сварка являются наиболее востребованными и распространёнными способами контактной сварки. Примерно, 90% всех сварных соединений, созданных при помощи контактной сварки, приходятся на долю точечной и шовной (роликовой) сварки, потому что в этих способах соединения деталей преимущества контактной сварки, приведённые на этой странице, проявляются наиболее полным образом. Далее рассмотрим суть, технологию каждого из этих видов сварки и необходимое для этого оборудование.
Область применения
Благодаря тому, что сварочный роликовый шов обладает повышенной прочностью и герметичностью, область применения его довольно обширная. Основная сфера использования — ёмкости из листового материала, тонкостенные цельносварные трубы, герметичные отсеки и так далее.
Чаще всего подобный вид сварки используется для создания изделий из тонких листовых материалов. Толщина листов не должна превышать 3 мм. Широкое применение имеет контактная сварка в автомобильной промышленности. Так же часто производятся герметичные оболочки, обшивки и другие металлические изделия. Такой метод имеет высокую производительность. За один час можно сварить до тысячи метров материала.
Технология
Шовная сварка является разновидностью контактной сварки, поэтому в основу её технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей.
Существует три способа выполнения шовной сварки: непрерывная, прерывистая и шаговая.
Непрерывная шовная сварка осуществляется при непрерывном движении деталей и непрерывном протекании сварочного тока. Толщина свариваемых листов, как правило, не превышает 1 мм. Применяется редко из-за перегрева сварочных роликов и свариваемых деталей, невысокого качества сварки и относительно низкой стойкости электродов. Используется для сварки неответственных изделий из малоуглеродистых сталей.
Циклограмма прерывистой шовной сварки
Прерывистая шовная сварка осуществляется при непрерывном движении деталей и прерываемом включении сварочного тока. Герметичность швов, обеспечиваемая перекрытием литых ядер сварных точек, достигается сбалансированным соотношением скорости вращения роликов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм. Способ прерывистой шовной сварки получил наибольшее распространение благодаря меньшему перегреву роликов и заготовок. Шаговая шовная сварка осуществляется в ходе прерывистого движения деталей (на шаг), с помощью больших величин сварочного тока, включаемого в момент остановки роликов. Характеризуется наименьшим перегревом роликов и заготовок. Толщина свариваемых листов — до 3 мм. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150—200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0,5 мм применяют электроды диаметром 40—50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки М1, кадмиевая, хромистая, бериллиевая бронзы и другие сплавы.
Технология шовной сварки
Листовые заготовки укладываются внахлест. При подаче тока на роликовые электроды в месте контакта с металлом образуется диффузное пятно. Цепочка сварных пятен образует шов, он зависит от сочетания скорости подачи заготовок с импульсами. По типу движения заготовок и способам подачи рабочего тока выделяют три вида роликовой сварки.
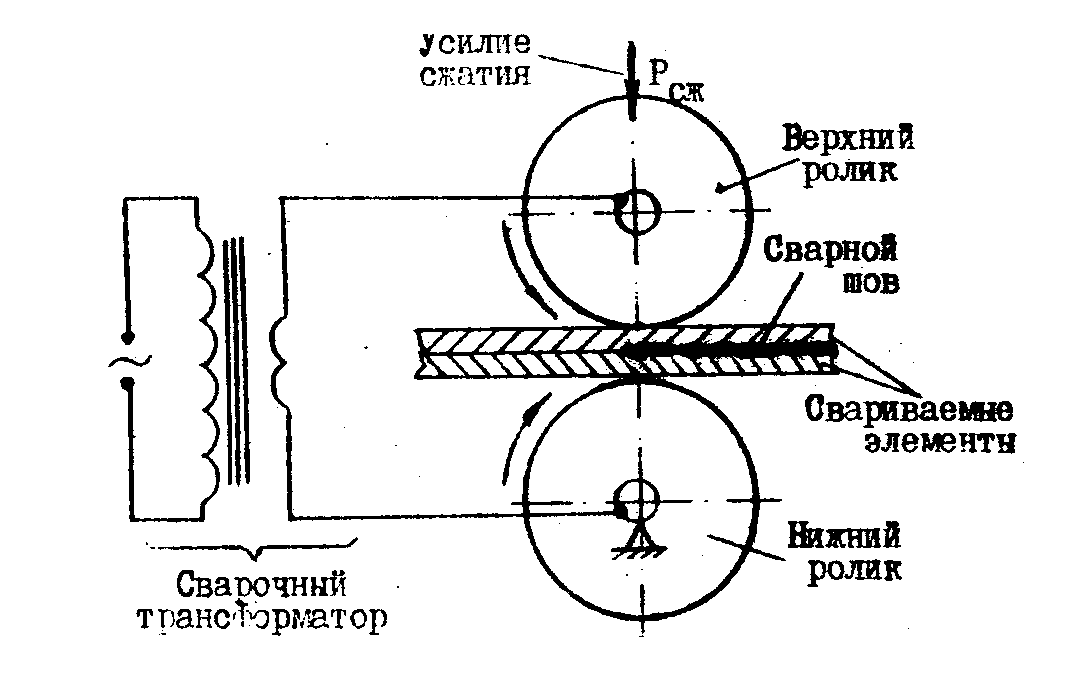
Схема шовной роликовой сварки
Шаговая
Необходима для соединения алюминиевых деталей. Заготовки находятся между роликами. Они неподвижны в момент образования диффузной точки расплава, перемещаются рывками только во временные промежутки между импульсной подачей тока. Не происходит перегрева металла, детали прочно скрепляются между собой.
Непрерывная
Такая шовная сварка образует герметичный шов, но применяется редко для тонкостенных заготовок до 1 мм толщиной. Из-за непрерывно подаваемого тока дисковые электроды перегреваются, их приходится часто менять. Металл прокатывается с усилием в непрерывном режиме. Заготовки от теплового воздействия коробятся, процент брака увеличивается.
Прерывистая
Самый распространенный способ, свариваемые детали прокатываются с установленной скоростью. Подача тока регулируется так, чтобы пятна укладывались в непрерывный шов за счет перекрытия диффузных зон. Ролики прижимают металл с постоянным усилием, во время соединения листов пятно вытягивается до овала за счет взаимного движения заготовок и электродов, образуется герметичное соединение. В местах пропусков образуется литая зона, точки перекрываются на 22–35%.
Оборудование для контактной шовной сварки
Производители предлагают сварочные станки и аппараты различных модификаций. Наиболее востребованными остаются стационарные машины. К неподвижной станине крепятся основные узлы:
- источник электрического тока с блоком регулятора (малогабаритный инвертор с импульсной схемой прерывания тока и двойным преобразователем напряжения, сглаживающим скачки);
- держатель неподвижного роликового электрода – сужающегося к кромке диска из бронзового сплава;
- кронштейн подвижного диска, он крепится на подшипнике, стандартный вылет кронштейна 400 или 700 мм;
- прижимной механизм, он бывает нескольких типов: ножная педаль, пневматический привод, гидравлика, комбинированный;
- устройство подачи заготовок.
При перпендикулярном соединении заготовок ведущим считается верхний нажимной диск, при продольном – опорный.

Машины шовной сварки выпускаются различных модификаций
Сварочные машины различаются роликовыми электродами, их может быть два или в устройстве устанавливают сразу несколько роликовых пар. Диаметр диска колеблется от 35 до 45 см, ширина обода от 0,4 до 1 см. Процесс сваривания листов бывает односторонним и двухсторонним.
Машины различают по мощности:
- маломощные потребляют от 25 до 40 кВт, работают от стандартной сети 220 В;
- среднемощностные – от 40 до 100 кВт, подключаются к трехфазному току 380 В;
- большой мощности – от 100 до 300 кВт, у них прижимное усилие достигает 5 тонн, ампераж 22 кА.
Роликовый сварочный стенд снабжен вращателем, с помощью которого привариваются круглые детали, соединяют сопряженные цилиндры. Заготовки вращаются на специальном стенде с разнонаправленными регулируемыми опорами, широким вылетом кронштейнов. Электродные диски вращаются червячной передачей. Образуются герметичные ровные швы по всей окружности.
Шовные клещи выпускают двух видов:
- подвесные, неподвижно закрепляется один из электродов, другой регулируется;
- переносные, прижимное устройство и диски крепятся на подвижных рычагах.
В рабочее положение клещи устанавливаются шарнирным пневмоприводом. Аппарат предназначен для сварки изделий сложной конфигурации, когда заготовки нельзя поместить в машину или установить на стенд.
Вместо заключения
Контактную шовную сварку смело можно назвать достаточно быстрым и простым способом обработки тонкостенных элементов.
Наличие разновидностей технологий позволяет использовать ее для разных металлов: как низколегированной стали, так и алюминиевых сплавов.
Качественное выполнение такой работы не требует высококвалифицированной специализации. Для нее хватит и короткого обучения с долей практики.
Промышленное применение точечной и шовной сварки
Из-за высокой производительности и качества сварных соединений, эти способы сварки являются одними из наиболее перспективных, в первую очередь, в условиях массового производства. Среди механизированных способов сварки контактная уверенно занимает первое место. Наиболее широкое применение эта сварка нашла в автомобилестроении. Не меньшее применение она находит и вагоностроении, при соединении обшивки вагона с рамой.
Другими областями массового применения являются производство комбайнов и тракторов, бытовых приборов, электроники, спортинвентаря и в строительстве при изготовлении строительных панелей, каркасов. Отдельное место точечная и шовная сварка занимает при изготовлении металлоконструкций ответственного назначения, например, при производстве современных авиалайнеров.
В приборостроении при помощи этого вида сварки изготавливают чувствительные элементы, корпуса приборов, реле. В электронике при изготовлении выводов интегральных схем, проводников, электронно-оптических систем.
Рельефную сварку используют при изготовлении арматуры железобетона, сеток, решёток, соединений крепёжных деталей и штуцеров, шипов с листами, тормозных колодок автомобилей, сепараторов шарикоподшипников и т.д.
При помощи шовной контактной сварки можно получить прочные соединения, работающие при высоком давлении и в условиях глубокого вакуума, к примеру, топливные баки автомобилей и сельхозтехники, барабаны стиральных машин, корпуса холодильников и различных ёмкостей (огнетушителей, бидонов, сифонов и др.). При этом, скорость сварки герметичных швов достигает 10-15 м/мин.
Контроль качества сварных соединений
Контроль качества сварки при шовной и точечной контактной сварке имеет особо важное значение, поскольку процесс протекает очень быстро и характер формирования соединения скрыт от внешнего наблюдения. К образованию таких дефектов в сварном шве, как непровары, могут приводить различные факторы. Это и состояние поверхностей деталей и электродов, качество сборки, непостоянство режимов сварки. Кроме непроваров, при сварке могут возникать горячие трещины, выплески металла и раковины.
Наибольшую опасность представляют непровары, они существенно снижают эксплуатационные характеристики соединения, такие как прочность и герметичность. Наружные и внутренние выплески металла ухудшают внешний вид изделия и могут засорять магистрали. Трещины и раковины могут влиять, в основном, на герметичность и, в меньшей степени на прочность, поскольку находятся вне зоны наибольших рабочих напряжений.
При контактной сварке обычно применяют комплексный контроль соединений, начиная с контроля оборудования, приспособлений, состояния поверхностей деталей и электродов, проверки качества сборки и заканчивая контролем самого сварного соединения.
Контроль готового сварного соединения достаточно сложная задача при контактной сварке. Для этого применяется радиографический метод контроля рентгеновскими лучами. С помощью этого метода неразрушающего контроля хорошо выявляются трещины, раковины, выплески.
Видео: Точечная контактная сварка
Видео: Шовная контактная сварка
Дополнительные материалы по теме:
Кол-во блоков: 17 | Общее кол-во символов: 15216
Количество использованных доноров: 5
Информация по каждому донору:
Читайте также: