Что не входит в дополнительные параметры режима сварки
Обновлено: 20.09.2024
Режимом сварки называется совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, форм, качества. При всех дуговых способах сварки такими характеристиками являются следующие параметры: диаметр электрода, сила сварочного тока, напряжение на дуге, скорость перемещения электрода вдоль шва (скорость сварки), род тока и полярность. При механизированных способах сварки добавляется ещё один параметр - скорость подачи сварочной проволоки, а при сварке в защитных газах - удельный расход защитного газа.
Параметры режима сварки влияют на форму и размеры шва. Поэтому, чтобы получить качественный сварной шов заданных размеров, необходимо правильно подобрать режимы сварки, исходя из толщин свариваемого металла, типа соединения и его положения в пространстве. На форму и размеры шва влияют не только основные параметры режима сварки; но также и технологические факторы, как род и плотность тока, наклон электрода и изделия, вылет электрода, конструкционная форма соединения и величина зазора.
1.6.1 Основными параметрами режима автоматической и механизированной сварки под флюсом являются: сварочный ток, диаметр проволоки, скорость подачи сварочной проволоки, скорость сварки.
Расчёт режима сварки производится всегда для конкретного случая, когда известен тип соединения, толщина свариваемого металла, марка проволоки, флюс и способ защиты от протекания расплавленного металла в зазор стыка. Поэтому до начала расчёта следует установить по ГОСТ 8713-79 конструктивные элементы заданного сварного соединения. При этом необходимо учитывать, что максимальное сечение однопроходного шва, выполненного автоматом, не должно превышать 100 мм 2 .
1.6.2 Выбор режима сварки в углекислом газе, а также в смеси газов производится табличным методом в зависимости от толщины кромок и свойств свариваемого металла, типа сварного соединения и положения сварного шва в пространстве.
Выбор сварочных материалов
Общие принципы выбора сварочных материалов характеризуются следующими основными условиями:
- обеспечением требуемой эксплуатационной прочности сварного соединения, т.е. определяемого уровня механических свойств металла шва в сочетании с основным металлом;
- обеспечением необходимой сплошности металла шва (без пор и шлаковых включений или с минимальными размерами и количеством указанных дефектов на единицу длины шва);
- отсутствием горячих трещин, т.е. получением металла шва с достаточной технологической прочностью;
-получением комплекса специальных свойств металла, шва (жаропрочности, жаростойкости, коррозионной стойкости).
Выбор сварочных материалов производится в соответствии с принятым способом сварки.
Выбор и обоснование конкретных типов и марок сварочных материалов следует произвести на основании литературных источников с учётом требований.
В картах технологического процесса для каждой технологической операции (сборка на прихватках, сварка), необходимо указать виды, марки, стандарт на виды и марки, сварочных материалов.
При ручной дуговой сварке конструкционных углеродистых и легированных сталей выбор электродов производится по ГОСТ 9467-75, который предусматривает два класса электродов. Первый класс - электроды для сварки углеродистых и легированных сталей, требования к которым установлены по механическим свойствам наплавленного металла и содержанию в нём серы и фосфора. Второй класс - электроды для сварки легированных теплоустойчивых сталей, требования к которым классифицируются по химическим свойствам наплавленного металла шва.
ГОСТ 10052-75 устанавливает требования к электродам для сварки высоколегированных сталей с особыми свойствами.
Выбор стальной сварочной проволоки для механизированных способов сварки производится по ГОСТ 2246-70, который предусматривает выпуск стальной сварочной проволоки диаметром от 0,3 до 12 мм.
Сварочная проволока для сварки алюминия и его сплавов поставляется по ГОСТ 7881-75.
- для сварки углеродистых низколегированных и среднелегированных сталей (АН-348А, АН-348АМ, ОСЦ-45, АН-60, АН-22, ФЦ-9, АН-64);
- для сварки высоколегированных, сталей (АН-26, АН-22, АН-30, АНФ-14, АНФ-16, АНФ-17, ФЦК-С, К-8).
В качестве защитных газов при сварке применяются инертные газы (аргон, гелий) и активные газы (углекислый газ, водород).
Аргон, предназначенный для сварки, регламентируется ГОСТ 10157-79 и в зависимости от процентного содержания аргона и назначения делится на аргон высшего и первого сорта.
Углекислый газ, предназначенный для сварки, соответствует ГОСТ 8050-85, который в зависимости от содержания СО2 предусматривает двасорта сварочной углекислоты: высший сорт - с содержанием CО2 не менее 99,5%, первый сорт - с содержанием СО2 не менее 99%.
После обоснования выбора сварочных материалов для принятых в проекте способов сварки необходимо привести в форме таблиц химический состав этих материалов, механические свойства и химический состав наплавленного металла.
Выбор сварочного оборудования, технологической оснастки,
Инструмента
В соответствии с установленным технологическим процессом производят выбор сварочного оборудования. Основными условиями выбора служат:
- техническая характеристика сварочного оборудования, отвечающая принятой технологии;
- наименьшие габариты и вес;
- наибольший КПД и наименьшее потребление электроэнергии;
Основным условием при выборе сварочного оборудования является тип производства.
Так, при единичном и мелкосерийном производстве из экономических соображений необходимо применять более дешевое сварочное оборудование. Для подбора рациональных типов оборудования следует пользоваться новейшими данными информационных сайтов, справочной и информационной литературы, каталогами и проспектами по сварочной технике, в которых приведены технические характеристики источников питания, сварочных полуавтоматов и автоматов.
Расход электроэнергии ведется по мощности источника питания с добавлением к ней 0,3. 0,5 кВт на цепь управления автомата, полуавтомата.
Выбор и проектирование сборочно-сварочных приспособлений (оснастки) производится в соответствии с предварительно выбранными способами сборки-сварки узлов. При разработке данного вопроса необходимо учитывать то, что выбор сборочно-сварочных приспособлений должен обеспечить следующее:
- уменьшение трудоёмкости работ, повышение производительности труда, хранение длительности производственного цикла;
- облегчение условий труда;
- повышение точности работ, улучшение качества продукции, сохранение заданной формы свариваемых изделий путём соответствующего закрепления их для уменьшения деформаций при сварке.
Приспособления должны удовлетворять следующим требованиям:
- обеспечивать доступность к местам установки деталей, к рукояткам зажимных и фиксирующих устройств, к местам прихватов и сварки;
- обеспечивать наивыгоднейший порядок сборки;
- должны быть достаточно прочными и жёсткими, чтобы обеспечить точное закрепление деталей в требуемом положении и препятствовать их деформации при сварке;
- обеспечивать такие положения изделий, при которых было бы наименьшее число поворотов, как при наложении прихваток, так и при сварке;
- обеспечивать свободный доступ при проверке изделия;
- обеспечивать безопасное выполнение сборочно-сварочных работ.
При серийном производстве приспособления следует выбирать из расчёта возможностей перестройки производства на новый вид продукции, т.е. универсальные.
Тип приспособления необходимо выбирать в зависимости от программы, конструкции изделия, технологии и степени точности изготовления заготовок, технологии сборки-сварки.
В этом разделе приводится описание конструкции приспособлений, обосновывается выбор установочных элементов и силовых механизмов. Усилие зажима силового механизма приспособления определяется расчетным или табличным методом.
Рабочий и мерительный инструмент выбирается конкретно для каждой сборочно-сварочной операции, исходя из требований чертежа и технических условий на изготовление сварной конструкции.
Что не входит в дополнительные параметры режима сварки
Понятие о режиме сварки. Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса сварки. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима сварки при ручной сварке относят величину, род и полярность тока, диаметр электрода, напряжение, скорость сварки и величину поперечного колебания конца электрода, а дополнительным - величину вылета электрода, состав и толщину покрытия электрода, начальную температуру основного металла, положение электрода в пространстве (вертикальное, наклонное) и положение изделия в процессе сварки.
Глубина провара и ширина шва зависят от всех основных параметров режима сварки.
Увеличение сварочного тока вызывает при неизменной скорости рост глубины проплавления (провара), что объясняется изменением величины погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны.
Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности, глубина провара на 40-50% больше; чем при сварке постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15-20% меньше, чем при сварке постоянным током обратной полярности.
Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние, которым можно пренебречь. Ширина шва связана с напряжением на электродах прямой зависимостью, при увеличении напряжения ширина шва увеличивается.
Величина поперечного колебания электрода позволяет существенно изменять глубину провара и ширину шва.
Выбор диаметра электрода. Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также в зависимости от характера соединения и формы подготовленных кромок под сварку. Экспериментально установлена следующая зависимость:

Для сварки в нижнем положении при выборе диаметра электрода можно руководствоваться приведенной выше зависимостью. При выполнении сварных швов в вертикальном и потолочном положениях применяют электроды диаметром 3-4 мм. Если имеется разделка кромок, то корневой слой шва выполняется электродами диаметром 2-4 мм.
Выбор силы сварочного тока. Для сварки в нижнем положении силу сварочного тока подбирают по формуле I=К∙d, где I - сила сварочного тока, А; К - коэффициент, А/мм; d - диаметр электрода, мм.
При сварке в вертикальном положении в вышеприведенную формулу вводится коэффициент 0,9, учитывающий снижение силы сварочного тока I=0,9∙К∙d.
При сварке в потолочном положении в связи с трудностью формирования шва вводят коэффициент 0,8 для получения меньшего объема расплавленного металла сварочной ванны, что способствует быстрой кристаллизации металла и нормальному формированию сварного шва в потолочном положении I=0,8∙К∙d. Коэффициент К выбирают в зависимости от диаметра электрода:

Уважаемый посетитель, Вы прочитали статью "Выбор режима сварки", которая опубликована в категории "Ручная дуговая сварка". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Вопрос 1. Оборудование и классификация сварочного поста электросварщика и газосварщика.
Сварочным постом называют рабочее место сварщика, оборудованное соответствующей аппаратурой и приспособлениями.
Организация рабочего места электросварщика.
Сварочные посты в зависимости от рода применяемого тока и типа источника питания дуги делятся на следующее виды:
• постоянного тока с питанием от однопостового или многопостового сварочного преобразователя или сварочного выпрямителя;
• переменного тока с питанием от сварочного трансформатора.
Сварочные посты по месту расположения могут быть стационарные и передвижные.
Стационарные посты представляют собой открытые сверху кабины для сварки изделий небольших размеров. Каркас кабины металлический. Стены окрашены в светлые тона огнестойкой краской. Окраска стен в темные тона не рекомендуется, так как она плохо поглощает ультрафиолетовые лучи сварочной дуги. Высота сварочного стола 500-600 мм; крышка стола площадью 1 м 2 , которую изготавливают из листовой стали толщиной около 25 мм. К нижней части крышки или ножки стола приваривают стальной болт, служащий для крепления токопроводящего кабеля от источника тока и для заземления. У стола сбоку имеется два кармана для электродов разных марок. Под ногами у сварщика должен находиться резиновый коврик.
Передвижной пост применяется в случаях сварки изделия крупных форм и необходимости проведения сварки в нестандартных условиях.
Сварочный пост устроен следующим образом (рис. 16).
От сети 1 переменный ток напряжением 220 или 380 В через рубильник 2 подается к источнику питания - сварочному трансформатору 3, где ток трансформируется до напряжения 60-70 В, и по сварочным проводам 4 через зажим 5 и электрододержатель 6 подводится к изделию 7.
Сварочный пост комплектуется:
• источником питания;
• электрододержателем;
• сварочными проводами;
• зажимами для токопроводящего провода;
• сварочным щитком с защитными светофильтрами;
• различными зачистными и мерительными инструментами.
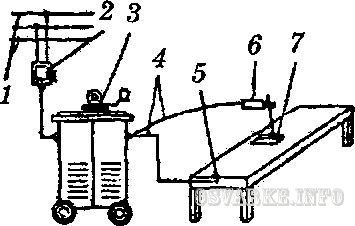
Рис. 16. Стационарный сварочный пост
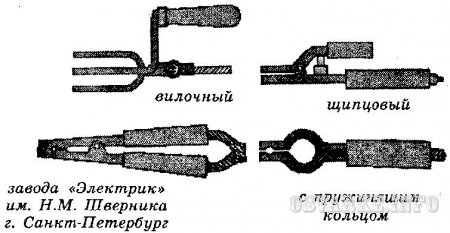
Рис. 17. Типы электрододержателей

Классы светофильтров
Вопрос 2. Режимы дуговой сварки (назначение, сущность, принцип выбора основных и дополнительных показателей).
Под режимом сварки понимается совокупность ряда факторов (параметров) сварочного процесса, обеспечивающих устойчивое горение дуги и получение сварных швов заданных размеров, формы и качества.
При ручной дуговой сварке покрытыми электродами различают основные и дополнительные параметры режима сварки.
К основным параметрам относят:
• диаметр электрода;
• силу сварочного тока;
• напряжение дуги;
• род и полярность сварочного тока.
Дополнительные параметры:
• тип и марка электрода;
• скорость сварки;
• положение шва в пространстве;
• вылет электрода;
• предварительный подогрев и последующую термическую обработку;
• колебательные движения концом электрода.
Ниже рассматривается влияние некоторых из перечисленных факторов (параметров) на процесс сварки, а также приводятся рекомендации по их выбору.
1. Диаметр электрода при сварке в нижнем положении шва устанавливается в зависимости от толщины свариваемого металла.

Выполнение вертикальных, горизонтальных и потолочных швов независимо от толщины свариваемого металла производится электродами небольшого диаметра (до 4 мм), так как при этом легче предупредить стекание жидкого металла и шлака сварочной ванны.
При многослойной сварке для лучшего провара корня шва первый шов заваривают электродом Ø 3-4 мм, а последующие - электродами большего диаметра.
При сварке металла разной толщины диаметр выбирается по наименьшей толщине металла.
2. Сила сварочного тока (А) устанавливается в зависимости от выбранного диаметра электрода. Для сварки в нижнем положении шва она может быть приближенно определена по формуле
I=kDэл или I=(20+6Dэл)Dэл,
где k - коэффициент пропорциональности, зависящий от диаметра и типа электрода, А/мм;
Dэл - диаметр электрода, мм.

При сварке на вертикальной плоскости ток уменьшается на 10-15%, а в потолочном положении - на 15-20% против выбранного для нижнего положения шва.
3. Род тока и полярность устанавливаются в зависимости от вида свариваемого металла и его толщины. При сварке постоянным током обратной полярности на электроде выделяется больше теплоты. Исходя из этого обратная полярность применяется при сварке тонкого металла, чтобы не прожечь его, и при сварке высоколегированных сталей во избежание их перегрева. При сварке обычных углеродистых сталей применяют переменный ток, являющийся более дешевым по сравнению с постоянным.
4. Для зажигания дугового разряда нужно иметь от источника питания напряжение 30-60 В, а для горения - 20-40 В.
3. Задача. Подобрать основные параметры сварки для металла толщиной 8 мм. Сварка в нижнем положении.
1. Выбор диаметра электрода.
Диаметр выбирают по толщине свариваемого металла. В данном случае необходимы электроды двух диаметров, так как шов многослойный.
Для выполнения корневого шва выбирают электрод диаметром 2 мм, а последующие слои выполняют электродами 4 мм.
2. Силу тока рассчитывают по формуле
I=(20+6Dэл)Dэл.
Для Ø 2 мм I=(20+6Dэл)Dэл=(20+6∙2)∙2=64 А.
Для Ø 4 мм I=(20+6Dэл)Dэл=(20+6∙4)∙4=176 А.
3. Принимают переменный ток.
4. Для зажигания дугового разряда нужно иметь от источника питания напряжение 30-60 В, а для горения - 20-40 В.
Уважаемый посетитель, Вы прочитали статью "Билет № 6", которая опубликована в категории "Итоговая аттестация". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Технология сварочных работ тестовые задания
1. Выбор силы сварочного тока зависит от:
а) марки стали и положения сварки в пространстве
б) толщины металла, диаметра электрода, марки стали и положения в пространстве
в) диаметра электрода, марки стали детали и положения сварки в пространстве
2. Существуют способы уменьшения, предупреждения деформаций при сварке. Один из них - обратный выгиб детали - это:
а) когда деформированное соединение обрабатывают на прессе или кувалдой
б) перед сваркой детали предварительно изгибают на определенную величину в обратную сторону по сравнению с изгибом, вызываемым сваркой
в) перед сваркой детали очень жестко закрепляют и оставляют в таком виде до полного охлаждения после сварки
3. Обратноступенчатый шов выполняется следующим образом:
а) от центра (середины) детали к краям
б) участками (ступенями), длина которых равна длине при полном использовании одного электрода
в) длину шва разбивают на ступени и сварка каждой ступени производится в направлении, обратном общему направлению сварки
4. К каким дефектам относятся трещины, поры?
а) к наружным
б) к внутренним
в) к наружным и внутренним
5. При сварке вертикальных и горизонтальных швов сила сварочного тока по сравнении со сваркой в нижнем положении должна быть
а) увеличена на 5-10%
б) уменьшена на 5-10%
в) не изменяться
6. Что не входит в дополнительные показатели режима сварки?
а) угол наклона электрода
б) тип и марка электрода
в) напряжение
7. Как влияет увеличение напряжения на размеры и форму шва?
а) увеличивает глубину проплавления
б) увеличивает ширину шва
в) уменьшает ширину шва
8. Сварочная электрическая дуга представляет собой:
а) столб газа, находящего в состоянии плазмы
б) струю расплавленного металла
в) столб паров материала электродной проволоки
9. Причина возникновения деформаций при сварке - это:
а) неравномерный нагрев и охлаждение свариваемой детали
б) нерациональная сборка детали под сварку
в) неправильно проведенная термообработка детали после сварки
10. Заварка кратера производится следующим образом:
а) резким обрывом дуги
б) плавным обрывом дуги
11. Выбрать правильный ответ:
а) при недостаточном токе дуга горит более устойчиво, электрод плавится быстро
бб) при недостаточном токе дуга горит не устойчиво, электрод плавится медленнее
12. Сварочные деформации при сварке плавлением возникают:
а) всегда
6) очень редко
в) никогда
13. Как изменяется величина сварочного тока при увеличении длины дуги?
а) увеличивается
б) уменьшается
в) не изменяется
14. В дополнительные показатели режима сварки не входит:
а) угол наклона электрода
б) тип и марка электрода
в) скорость сварки
15. Если свариваемые детали лежат под углом друг к другу и соприкасаются торцами, то соединение называется
а) угловым
б) стыковым
в) тавровым
г) нахлесточным
16. Статическая вольт-амперная характеристика сварочной дуги это:
а) зависимость силы тока сварочной дуги от ее сопротивления
б) зависимость сопротивления сварочной дуги от силы тока источника питания
в) зависимость напряжения сварочной дуги от силы сварочного тока
17. Ионизация столба сварочной дуги необходима для:
а) усиления переноса металла через дугу
б) стабилизации горения дуги
в) возникновения капельного переноса металла
18. К сварочным швам средней длины относятся швы длиной:
а) 250-500мм
б) 250-1000мм
в) 100-300мм
19. Что нужно сделать с силой тока для сварки в горизонтальном положении?
а) увеличить
б) уменьшить
в) оставить прежним
20. Выбрать основные параметры режима сварки:
а) сила тока
б) катет шва
в) диаметр электрода
г) притупление кромок
д) скорость сварки
е) положение в пространстве
ж) напряжение на дуге
21. Какой способ сварки труб применяется при неповоротном, недоступном положении
а) способ "в лодочку"
б) способ "с козырьком"
в) с глубоким проваром
г) погруженной дугой
22. При ручной сварке повышение напряжения дуги приводит:
а) к снижению сварочного тока
б) к повышению сварочного тока
в) ток не изменяется
23. Как называется дефект, представляющий собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва?
а) непровары
б) прожоги
в) подрезы
24. При сварке в нижнем положении угол наклона электрода от вертикальной оси составляет:
а) 15-20гр.
б) 30-45гр.
в) 60гр.
26. Стабильность горения дуги зависит от
а) напряжения сети
б) силы сварочного тока
в) наличия ионизации в столбе дуги
27. Зона термического влияния – это:
а) участок основного металла, подвергшийся расплавлению
б) участок основного металла, не подвергшийся расплавлению, структура которого изменяется
в) участок основного металла, не подвергшийся расплавлению, структура которого не меняется
28. Электроды с тонким покрытием обозначаются буквой
а) С
б) Д
в) М
г) Г
29. Горячие трещины в металле шва возникают из-за
а) повышенного содержания фтора
б) повышенного содержания водорода
в) повышенного содержания серы
30. Водород образует в металле шва при сварке
а) поры
б) непровары
в) кратеры
31. Покрытые электроды предназначены для
а)а) ручной дуговой сварки
б) сварки в защитных газах
в) сварки под флюсом
32. Основное покрытие электрода обозначается буквой
а) А
б) Р
в) Б
33. Основной вид переноса металла при ручной дуговой сварке покрытым электродом
а) мелкокапельный
б) крупнокапельный
в) струйный
34. При ручной дуговой сварке наибольшая температура наблюдается
а) в катодной зоне
б) в столбе дуги
в) в анодной зоне
35. Шов на "проход" выполняется следующим образом
а) деталь проваривается от одного края до другого без остановок
б) деталь проваривается от середины к краям
в) деталь проваривается участками (ступенями, длина которых равна длине при полном использовании одного электрода)
36. Сварка сталей, относящихся к первой группе свариваемости, выполняется:
а) с соответствующими ограничениями, в узком интервале тепловых режимов и ограниченной температурой окружающего воздуха
б) без особых ограничений, в широком интервале тепловых режимов, независимо от температуры окружающего воздуха
в) с предварительным или сопутствующим подогревом изделия
37. Правильной подготовкой стыка изделий толщиной более 15 мм является
а) V–образная разделка кромок
б) без разделки кромок
в) Х–образная разделка кромок
38. Диаметр электрода равен
а) диаметру покрытия
б) радиусу покрытия
в) диаметру стержня
39. Знаменатель полного обозначения электрода марки АНО-4 выглядит так:
Е43 1-РБ21
Что обозначает цифра 2?
а) для сварки во всех пространственных положениях, кроме вертикального сверху вниз
б) для сварки нижнего, горизонтального и вертикального снизу вверх
в) во всех пространственных положениях
40. Катет шва наиболее точно можно измерить с помощью
а) металлической линейки
б) угольника
в) штангенциркуля
г) шаблона
41. Знаменатель полного обозначения электрода марки УОНИИ-13/45 пишется так:
Е432(5)-Б10
Что обозначает цифра 0?
а) для сварки на постоянном токе любой полярности и на переменном токе с напряжением холостого хода источника переменного тока 50В
б) для сварки на постоянном токе любой полярности
в) для сварки на постоянном токе обратной полярности
42. Покрытые электроды перед работой надо:
а) просушить на батареях отопления
б) просушить в сушильных шкафах
в) прокалить в электропечах
43. Расшифровать тип электрода Э46А, где Э - электрод, 46-А - это:
а) предел текучести, легированный азотом
б) предел текучести, уменьшенное содержание серы и фосфора
в) временное сопротивление разрыву
44. Что указывается в типе электрода для сварки легированных сталей?
а) временное сопротивление на разрыв
б) химический состав стержня
в) химический состав покрытия
45. Что означает цифра 2 в обозначении марки электрода
Э46-АНО4—УД
Е 430-Р21
а) пространственное положение сварки
б) род тока
в) полярность тока
г) вид электродного покрытия
46. Подставить недостающую цифру вместо звездочки в условное обозначение электрода:
Э42А-УОНИ-13/45-3,0-УД
Е432(5) Б*0
а) 1
б) 2
в) 3
47. К какому полюсу источника питания подключается электрод при сварке на обратной полярности?
а) к положительному полюсу
б) к отрицательному полюсу
в) не имеет значения
48. Номинальный сварочный ток и напряжение источника питания – это:
а) максимальный ток и напряжение, которые может обеспечить источник
б) напряжение и ток сети, к которой подключен источник питания
в) ток и напряжение, на которые рассчитан нормально работающий источник
49. Для чего используется обратный провод?
а) для соединения электрода с источником питания
б) для соединения изделия с источником питания
в) для соединения электрода и изделия с источником питания
50. Выберите тип электрода для сварки углеродистых сталей
а) Э-150
б)Э-80
в)Э-46
51. Выбор типа, марки электрода зависит от
а) диаметра электрода
б) толщины покрытия
в) марки свариваемого металла
52. Для чего в разделке заготовок делают притупление кромок?
а) для лучшего провара корня шва
б) исключить прожог
в) для получения качественного сварного изделия
53. Укажите газ, не оказывающий отрицательного влияния на качество сварного шва
а) азот
б) кислород
в) гелий
г) водород
54. Непосредственно к сварному шву прилегает участок
а) перегрева
б) неполного расплавления
в) нормализации
55. Разрушение при горячей пластической деформации (красноломкость) в стали вызывает
а) высокое содержание углерода
б) повышенное содержание серы
56. Усадка металла сварного шва наблюдается
а) при малой массе металла в сварочной ванне
б) при большой массе металла в сварочной ванне
57. Возбуждение сварочной дуги производится
а) твердым соприкосновением электрода с поверхностью заготовки
б) резким толчком заготовки электродом
в) постукиванием или легким касанием электрода по заготовке
58. Как влияет уровень легирования стали на ее свариваемость?
а) улучшается
б) ухудшается
в) остается без изменений
Оборудование
59. Выпрямители имеют маркировку
а) ВД
б) ТД
в) ТДМ
60. Если переключить соединение обмоток 3-х фазного трансформатора со звезды на треугольник, то сварочный ток
а) увеличится
б) не изменится
в) уменьшится
61. Как регулируется сила сварочного тока в балластном реостате РБ-201?
а) плавно
б) через каждые 15А, т.е. ступенчато
в) через каждые 10А, т.е. ступенчато
62. Как включаются обмотки трехфазного трансформатора при малых токах?
а) треугольником
б) звездой
в) параллельно
г) последовательно
63. Напряжение холостого хода источника питания – это:
а) напряжение на выходных клеммах при разомкнутой сварочной цепи
б) напряжение на выходных клеммах при горении сварочной дуги
в) напряжение сети, к которой подключен источник питания
64. Сварочный выпрямитель относится к:
а) оборудованию для сварки
б) сварочной оснастке
в) приспособлениям для сварки
65. Как осуществляется плавное регулирование силы тока в сварочном трансформаторе?
a) путем изменения расстояния между обмотками
б) путем изменения соединений между катушками обмоток
в) не регулируется
66. Обмотки трехфазного трансформатора при больших токах включаются
а) треугольником
б) звездой
в) параллельно
г) последовательно
67. ВД–306 обозначает:
а) выпрямитель диодный, напряжение 306в
б) выпрямитель для РДС, номинальный сварочный ток 300А
в) возбудитель дуги, сила тока 306А
68. Сварочный трансформатор является
а) источником переменного тока
б) источником постоянного тока
69. Температура плавления стали находится в промежутке
а) 900–1000 градусов
б) 1200–1600 градусов
в) 1600–1700 градусов
1. Поставьте операции по порядку (цифры 1-6)
1. зажигание дуги;
2. перемещение электрода;
3. удержание дуги;
4. подготовка кромок;
5. отбитие шлака;
6. сборка изделия.
2. Соотнесите виды покрытий с их обозначениями:
1) рутиловое 2) кислое 3) основное 4) целлюлозное
а) А б) Б в) Ц г) Р д) П
3. Вставьте пропущенное слово: "Сварочный ток, если уменьшить расстояние между обмотками сварочного трансформатора,_______________"
4. От каких параметров зависит выбор силы сварочного тока?
Диаметра электрода, марки стали детали, положения сварки в пространстве
5. Что не входит в дополнительные параметры режима сварки?
Напряжение на дуге, скорость сварки
6. Дополните предложение: "Сварочная электрическая дуга – это_____________________"
Столб газа, находящийся в состоянии плазмы
7. Как изменяется величина сварочного тока при увеличении длины дуги?
8. Дополните предложение: "Если свариваемые детали лежат под углом друг к другу и соприкасаются торцами, то это соединение называется _______________"
9. Сварочные швы средней длины – это швы длиной________мм
10. Перечислите основные параметры режима сварки
Сила тока, диаметр электрода, скорость сварки
11. Как называется дефект, представляющий собой продолговатые углубления (канавки), образовавшиеся в основном металле вдоль края шва?
12. Что нужно сделать с силой тока для сварки в горизонтальном положении?
13. Какой способ сварки труб применяется при неповоротном, недоступном положении?
14. При сварке в нижнем положении угол наклона электрода от вертикальной оси составляет______градусов
15. Дополните предложение: "Зона термического влияния – это____________________________"
Участок основного металла, не подвергшийся расплавлению, структура которого изменяется
16. Электроды с тонким покрытием обозначается буквой________
17. Основное покрытие электрода обозначается буквой______
18. Катет шва наиболее точно можно измерить с помощью_________
19. Расшифровать тип электрода Э46А, где Э – электрод, 46-А – это______________
Временное сопротивление разрыву, пластичность и вязкость металла шва
20. К какому полюсу источника питания подключается электрод при сварке на обратной полярности?
К положительному полюсу
21. Для чего используется обратный провод?
Для соединения изделия с источником питания
22. Для чего в разделке заготовок делают притупление кромок?
23. Как регулируется сила сварочного тока в балластном реостате РБ-201?
Через каждые 10А, т.е. ступенчато
24. Как включаются обмотки трехфазного трансформатора при малых токах?
25. Как осуществляется плавное регулирование силы тока сварочном трансформаторе?
Путем изменения расстояния между обмотками
26. Вставьте пропущенное слово: "Сварочный ток, если уменьшить расстояние между обмотками сварочного трансформатора,______________"
Практическая работа №22
Режимом сварки называют совокупность основных характеристик сварочного процесса, обеспечивающую получение сварных швов заданных размеров, формы и качества.
При ручной дуговой сварке основными параметрами режима являются
1. Диаметр электрода, dэл, мм.
2. Сила сварочного тока, Iсв, А.
3. Напряжение на дуге, Uд, В.
4. Скорость сварки, Vсв, м/ч.
Дополнительными параметрами режима являются:
6. Полярность тока (при постоянном токе).
2.1. Расчет режима сварки швов стыковых соединений
Швы стыковых соединений могут выполнятся с разделкой и без разделки кромок по ГОСТ 5264-80.
Диаметр электрода при сварке швов стыковых соединений выбирают в зависимости от толщины свариваемых деталей.
При выборе диаметра электрода при сварке стыковых швов в нижнем положении следует руководствоваться данными таблицы 1.
Таблица 1 - Рекомендуемые диаметры электродов при сварке стыковых швов в нижнем положении, мм
| Толщина свариваемых деталей | Рекомендуемый диаметр электрода |
| 1,5 2,0 3,0 4 - 5 6 - 8 9 - 12 13 - 15 16 - 20 21 - 24 | 1,6 2,0 3,0 3 - 4 4,0 4 - 5 5,0 5 - 6 6 – 10 |
При сварке многослойных швов на металле толщиной 10 – 12 мм и более первый слой должен свариваться электродами на 1 мм меньше, чем указано в таблице 1, но не более 5 мм (чаще всего 4 мм), так как применение электродов больших диаметров не позволяет проникнуть в глубину разделки для провара корня шва.
При определении числа проходов следует учитывать, что сечение первого прохода не должно превышать 30-35 мм 2 и может быть определено по формуле:
а последующих проходов – по формуле:
где F1 – площадь поперечного сечения первого прохода, мм 2 ;
Fс – площадь поперечного сечения последующих проходов, мм 2 ;
dэл – диаметр электрода, мм.
Для определения числа проходов и массы наплавленного металла требуется знать площадь сечения швов.
Площадь сечения швовпредставляет собой сумму площадей элементарных геометрических фигур, их составляющих. Тогда площадь сечения одностороннего стыкового шва выполненного без зазора можно определить по формуле:
F1 = 0,75 е · g , мм 2 , (3)
а при наличии зазора в соединении – по формуле:
(F1 + F2) = 0,75 е · g + S · в, мм 2 , (4)
где е – ширина шва, мм; g – высота усиления шва, мм; S – толщина свариваемого металла, мм; в – величина зазора в стыке, мм.
Площадь сечения стыкового шва с V–образной разделкой и с подваркой корня шва (см. рис. 1) определяется как сумма геометрических фигур:

Рисунок.1. Геометрические элементы площади сечения стыкового шва:
где S – толщина металла, мм; h – глубина проплавления, мм; c – величина притупления, мм; e – ширина шва, мм; e1 – ширина подварки корня шва, мм; в – величина зазора, мм; g – высота усиления шва, мм; g1 – высота усиления подварки корня шва, мм; α – угол разделки кромок.
Глубина проплавления определяется по формуле:
Площадь сечения геометрических фигур (F1 + F2) определяют по формуле 4, F3 – по формуле 3, а площадь прямоугольных треугольников F4 определяют по формуле:
F4 = h · x/2, мм 2 , (7)
где x = h · tg α/2;
F4 = (h 2 ·tg α/2) /2, мм 2 , (8)
Но рассматриваемая нами площадь V–образного шва состоит из двух прямоугольных треугольников, поэтому:
2F4 = h 2 · tg α/2, мм 2 . (9)
Подставляя значения элементарных площадей в формулу (5), получим:
Fн = 0,75 · е · g +в · S + 0,75 e1 · g1 + h 2 · tg α/2, мм 2 . (10)
При X–образной разделке площадь наплавленного металла подсчитывают отдельно для каждой стороны разделки.
Зная общую площадь поперечного сечения наплавленного металла (Fн), а также площадь поперечного сечения первого (F1) и каждого из последующих проходов шва (Fс), находят общее число проходов «n» по формуле:
Полученное число округляют до ближайшего целого.
Расчет сварочного тока при ручной дуговой сварке производится по диаметру электрода и допускаемой плотности тока по формуле:
j – допустимая плотность тока, А/мм 2 ;
Fэл– площадь поперечного сечения электрода, мм 2 ;
Сварочный ток определяется для сварки первого прохода и последующих проходов только при сварке многопроходных швов.
Допустимая плотность тока зависит от диаметра электрода и вида покрытия: чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения (см. табл. 2).
Таблица 2 - Допустимая плотность тока в электроде при ручной дуговой сварке
Диаметр стержня электрода, мм
Напряжение на дуге при ручной дуговой сварке изменяется в пределах 20-36 В и при проектировании технологических процессов ручной дуговой сварки не регламентируется.
Поэтому напряжение на дуге следует принять какое – то конкретное.
Скорость перемещения дуги (скорость сварки) следует определять по формуле:
где Lн – коэффициент наплавки, г/А час; (см. табл. 3)
γ – плотность наплавленного металла за данный проход, г/см 3 (7,8 г/см 3 – для стали);
Iсв – сила сварочного тока, А;
Fн – площадь поперечного сечения наплавленного металла, мм 2 .
Скорость перемещения дуги (скорость сварки) определяют для первого прохода и последующих проходов только при сварке многопроходных швов. Результаты расчета режима сварки стыкового шва следует занести в табл. 3.
Таблица 3 - Режимы сварки стыкового шва и его размеры
Расчет режима сварки угловых швов
При сварке угловых швов диаметр электрода выбирается в зависимости от катета шва.
Примерное соотношение между диаметром электрода и катетом шва при сварке угловых швов приведено в табл. 4.
Таблица 4 - Рекомендации по выбору диаметра электрода при сварке угловых швов
| Катет шва, К, мм | 2 | 3 | 4 | 5 | 6-8 | 9-12 | 12-20 |
| Рекомендуемый диаметр электрода, dэл, мм | 1,6-2 | 2,5-3 | 3-4 | 4,0 | 4-5 | 5,0 | 5,0 |
При ручной дуговой сварке за один проход могут свариваться швы катетом не более 8 мм.
При больших катетах швов сварка производится за два и более проходов Максимальное сечение металла, наплавленного за один проход, не должно превышать 30 – 40 мм 2 (Fmax = 30÷40 мм 2 ).
Площадь поперечного сечения углового шва, которую необходимо знать при определении числа проходов, рассчитывают по формуле:
где Fн – площадь поперечного сечения наплавленного металла, мм 2 ;
К – катет шва, мм;
Ку – коэффициент увеличения, который учитывает выпуклость шва и зазоры.
Для наиболее часто встречающихся угловых швов с катетом 2 – 20 мм, коэффициент Кувыбирают по табл. 5.
Таблица 5 - Рекомендации по выбору коэффициента увеличения, учитывающий выпуклость шва и зазоры
| Катет шва, К, мм | 2 | 3-4 | 4-5 | 6-8 | 9-12 | 12-20 |
| Коэффициент увеличения (Ку) | 1,8 | 1,5 | 1,35 | 1,25 | 1,15 | 1,10 |
Определив примерную площадь сечения углового шва и зная максимально возможную площадь сечения, получаемую за один проход, находят число проходов «n» по формуле:
Полученное дробное число округляют до ближайшего целого.
Силу сварочного тока определяют по формуле:
dэл – диаметр электрода, мм;
j – допустимая плотность тока, А/мм 2 .
Плотность тока выбирается в пределах, рекомендуемых табл. 2.
Напряжение на дуге при ручной дуговой сварке изменяется в пределах 20 – 38 В. Следует принять какое - то конкретное.
Скорость сварки определяют по формуле:
где Lн – коэффициент наплавки, г/А час;
γ – плотность наплавленного металла, г/см 3 (7,8 г/см 3 – для стали);
Fн – площадь поперечного сечения наплавленного металла углового шва, см 2 ;
Iсв – сила сварочного тока, А.
Значения коэффициентов наплавки для различных марок электродов приведены в табл. 6.
Таблица 6 - Коэффициенты наплавки для различных марок электродов
Постоянный прямой полярности
Результаты расчетов режима сварки угловых швов следует занести в табл. 7.
Таблица 7 - Режимы сварки угловых швов
Ориентировочные режимы ручной дуговой сварки приведены в приложении А.
Режимы ручной дуговой сварки стыковых швов без скоса кромок при односторонней и двусторонней сварке
Толщина металла, мм
Диаметр электрода, мм
Сила сварочного тока при положении шва, А
Односторонний тип шва
Двусторонний тип шва
Режимы ручной дуговой сварки V-образных стыковых швов
Ориентировочные режимы ручной дуговой сварки стыковых швов стали марки 30ХГС
| Толщина металла, мм | Число слоев или проходов | Диаметр электрода, мм | Сила сварочного тока, А |
| 0,5 1,0 2,0 3,0 4,0 6,0-8,0 9,0-10,0 20,0 | 1 1 1 1 1 1-2 3 5х-6 | 1,5-2,0 2,0-2,5 2,5-3,0 3,0-4,0 3,0-4,0 4,0-5,0 4,0-5,0 4,0-5,0-6,0 | 10-20 20-50 40-100 80-120 90-120 120-160 140-180 140-220 |
Режимы ручной дуговой сварки стыковых и угловых соединений электродами ОММ-5
Читайте также: