Что нужно для тиг сварки полуавтоматом
Обновлено: 17.05.2024
Для сборки всевозможных сварных конструкций из легированных сталей и для соединений цветных металлов используется аргонодуговая сварка. Из статьи можно узнать, что же такое сварка аргоном, что варят с использованием инертных газов, как влияет защитное облако на процесс многое другое.
Принцип аргонно дуговой сварки MIG и TIG
Прежде, чем рассматривать принцип аргонодуговой сварки, стоит разобраться. Необходимо понять как работает аргонная сварка. Чтобы соединить металлические детали, их необходимо разогреть в месте стыка.
Для расплавления металла используется сварочная дуга. Горение дуги и расплавление металла невозможно без окисления кислородом, находящегося в воздухе. Этот элемент окисляет сплавы, причем цветные металлы и легированные стали быстрее, чем углеродистый металл.
Также в зоне расплавления за счет насыщения водородом, азотом появляются пузырьки, при кристаллизации в шовном валике образуются раковины, свищи и многочисленные поры. Прочность соединений страдает. Ухудшается геометрия сварного соединения.
Для того чтобы обеспечить надежную защиту расплавленного металла используются различные газы в чистом виде, а также и в виде смесей.
Какие бывают режимы TIG сварки

Сварку в аргоне выполняется как в автоматическом (ААД), механизированном полуавтоматическом (MIG) и в ручном режиме (TIG). Для данного метода характерно применение как плавящегося электродного металла (проволоки), так и неплавящегося вольфрамового электрода.
От механизированной аргонодуговая сварка плавящимся электродом (MIG) отличается присутствием особенностями розжига дуги. Газ и сварочная проволока и подается через сопло горелки при нажатии специальной клавиши на ее корпусе. Газ подается за 12-25 секунд до подачи питания на клеммы. Для mig поджег дуги происходит касанием проволоки самого изделия.
Основные особенности
Особенности процесса аргонодуговой сварки следует рассмотреть подробно, у технологии множество режимов, нюансов. Защитная атмосфера защищает ванну расплава. Но для этого необходимо в постоянном режиме подавать газ в рабочую зону под определенным давлением. Сущность аргонодуговой сварки – создание специальной среды, препятствующей окислению присадки и металла при воздействии электродуги с необходимой температурой горения.
Теперь об особенностях аргонодуговой сварки неплавящимся электродом TIG. Рабочим элементом является горелка с соплом, через которое осуществляется подача газовой смеси или чистого Ar.
Аргон имеет более высокую плотность чем воздух вследствие чего обеспечивает вытеснение посторонней газовой среды из зоны процесса. Данный газ ионизируется под воздействием электрического разряда и разогрева металла при розжиге.
Происходит так называемая термоэлектронная эмиссия. В результате газ образует плазму, в которой происходит уверенное горение дуги. Потенциал ионизации инертных газов очень высокий. Пробить защитную атмосферу способны только высокочастотные токи, образованные специальным устройством — осциллятором.
Методы зажигания дуги.
За счет частотности электродуга способна формироваться без касания электрода о металлическую поверхность (чиркания). В некоторых случаях дугу зажигают и методом качания (чирканья) о поверхность изделия. Тут необходимо высокая квалификация сварщика, так как при замыкании, в металл изделия могут попасть частички вольфрама, образуя тем самым дефект.
Также произойдет оплавление самого электрода изменив его геометрию, и ухудшит процесс сварки. Мощность дуги снизится из-за уменьшения напряжения на дуге. Также измениться и давление самой дуги.
В современных аппаратах для предотвращения этого применяется функция Lift Tig (лифт тиг). С ее помощью понижается сила сварочного тока в стадии зажигания дуги. С увеличением зазора между изделием и электродом ток увеличивается до рабочих значений.
Устройство сварочной горелки
Вернемся к устройству сварочной горелки. В центральную часть устанавливается держатель (цанга), в который вставляется электрод с вылетом из сопла в пределах от 2,0 до 5,0 мм. Горелка аппарата, оборудованного осциллятором, имеет на корпусе кнопку для запуска процесса. При ее нажатии происходит продувка газом магистралей, и с небольшой задержкой импульсно подается ток на электрод.
Сварочный ток TIG – это высокочастотный или импульсный электроток с частотой от 150 до 500 Гц. Его напряжение весьма верило и колеблется в пределах 2500 – 6000В.
Шов формируется плавлением сварочной проволокой подаваемой в зону сварки из вне и последующей кристаллизацией сварочной ванны. Подбирают присадку, по химическому составу близкую к сплаву. В ряде случаев используется присадка с дополнительными легирующими элементами для придания особых свойств.
Что можно варить аргоновой сваркой ТИГ?
Данный способ имеет очень широкие границы применения. Варят как неприхотливые низкоуглеродистые стали, так и сплавы титана, дюрали, меди, высоколегированные жаропрочные и жаростойкие стали, никелевые сплавы и нержавейку. Сами режимы и методы процесса сильно разнятся.
Так, к примеру для алюминия используется переменный ток или импульсный режим. Так что делаем вывод в аргоне можно заварить практически все.

Плюсы и минусы использования Ar и других инертных газов
Аргонной называют сварочный процесс, проходящий в среде чистых инертных газов и смесей, защищающих расплав металла от окисления, насыщения водородом, азотом.
Сначала о преимуществах аргонодуговой сварки:
- защитная среда ионизируется, поддерживается ровное горение дуги;
- фактически максимальная защита как электрода, так и присадки от атмосферных газов;
- можно соединять тонкие листовые заготовки без деформации;
- высокопроизводительный сварочный процесс;
- широкая номенклатура применяемых металлов и сплавов;
- формируется однородный по структуре шов;
- снижается риск непроваров, пор, подрезов и других дефектов;
- после работы не требуется очищать шовный валик от следов окалины, также за счет этого повышается производительность;
- инертный газ безвреден, не оказывает вредного влияния на организм, окружающую среду.
Недостатком метода могут явиться громоздкое оборудование, необходимо к месту работы транспортировать баллон и систему подачи газа. Увеличиваются производственные затраты на расходники.
Что нужно еще для сварки аргоном?
Сварочное оборудование бывает автоматическим, механизированным или ручным. Перечислим основные компоненты оборудования:
- Инверторный источник питания или сварочный выпрямитель.
- Осциллятор как уже ранее говорилось, применяется для бесконтактного розжига дуги за счет тока с высоким напряжением и частотой.
- Сварочная горелка с цангой, наконечником и вольфрамовым электродом.
Условные обозначения
В технических характеристиках сварочников можно встретить аббревиатуры TIG MIG, РАД, AC DC, непонятные начинающим сварщикам, приобретающим бытовое оборудование, работающее от сети. Существует стандартная и международная классификации видов.
TIG MIG сварка, что это такое и в чем отличия.
- Технология Tungsten Inert Gas еще называется РАД – ручная аргонная сварка с использованием вольфрамового электрода (тонкие металлы варят без присадки встык, заготовки толще 2 мм – с использованием присадочной проволоки); Встречается аббревиатура wig – обозначающая, что применяется именно вольфрам для электрода;
- Метод Metal inert gas – ручная аргонодуговая обычным плавящимся электродом.
РАД осуществляется как на постоянном токе, так и на переменном. Чтобы различать аппараты, выдающие переменный и постоянный ток, введено обозначение аргонодуговой сварки AC DC. Аппараты для TIG, выдающие постоянный ток, называют DC-оборудованием.
При выборе инверторов важно учитывать, для чего нужна аргоновая сварка. Сварочные аппараты AC/DC (direct current/alternating current) работают в двух режимах, можно работать на постоянном и переменном токе.
Переменный ток — АС
Аргонодуговая сварка, проводимая на переменном токе (AC) – используется для металлов с тугоплавкой оксидной пленкой таких как алюминий. Глубина проплавления на переменном токе существенно ниже, чем на постоянном токе порядка 14-22%.
Импульсная аргонодуговая сварка обеспечивается подачей кратковременных импульсов, используется при работе с плавящимся и неплавящимся электродом. При импульсно-дуговой технологии электродуга условно подразделяется на дежурную, поддерживаемую в холостом режиме, и рабочую, возникающую при подаче импульсного тока.
Как присоединять клеммы
При подключении сварочного аппарата, выдающего постоянный ток, учитывается полярность аргонодуговой сварки.
Прямая полярность
При прямой полярности минус на корпусе горелки, плюсовая клемма присоединяется к свариваемой заготовке. Тепловой центр электродуги смещается к металлу, он быстро расплавляется. Данный способ подключения часто применяется, являясь в преобладающем большинстве отличием перед миг сваркой в аргоне.
Обратная полярность
При использовании обратной полярности диаметр электрода должен быть толстым, он будет сильно разогреваться, а зона расплава формируется широкая и неглубокая. Обратная полярность используете при сварке сплавов, образующих пленочные оксиды или нитриды, препятствующие разрушению под воздействием внешних факторов (дюрали, титан).
За счет потока положительных частиц происходит катодное распыление оксидных и нитридных пленок, улучшается качество шва. Отметим, что для данного метода относительно редко применяется обратная полярность. Ее применение ускоряет износ электрода, также оставляя высокий риск попадания его частиц в металл шва. Следует учесть, что на обратной полярности Ar переходит в состояние плазмы.
Лучше пользоваться специальными газосмесями. При аргонодуговой сварке переменным током расположение клемм произвольное. Плюс и минус меняются с частотой рабочего тока.
Влияние газов на сварочный процесс
Однозначно ответить на вопрос, что нужно для сварки аргоном и какой газ применяется для сварки неплавящимся электродом ответить сложно. Инертное облако влияет на интенсивность формирования шва, глубину провара и форму шовного валика. Чистый Ar обладает низкой теплопроводностью, за счет этого дуговой столб узкий, профиль проникновения V-образный, шов проваривается глубоко.
Чистый He намного легче, формируется широкая дуга, профиль проникновения неглубокий. Применение аргонодуговой сварки в среде He практикуется только при обработке разнородных и жаропрочных нержавеющих металлов из-за высокой стоимости вещества.
Для цветных и нержавеющих сталей чаще приобретают специальные смеси на базе Ar и He. Смеси этих газов в разном соотношении обеспечивают защиту на высоком уровне, улучшают показатели дуги, к примеру при применении смеси He+Ar в соотношении 22-25% к 75-78% увеличит теплоотдачу и увеличение напряжения дуги.
Также используется такая смесь аргона и кислорода с содержанием последнего 1-3%. Это улучшает стабильность горения дуги в целом. Газовые смеси, содержащие по три компонента в своем составе, имеют широкий спектр применения.
Режимы
Токовую нагрузку определяют, исходя из вида металла и толщины заготовки, учитывая диаметр плавящегося электрода или присадочной проволоки. Основные рабочие параметры:
- Параметры тока (переменный, постоянный, полярность прямая или обратная определяется только для постоянного);
- Используемый диаметр вольфрамового электрода;
- Напряжение свободногорящей сварочной дуги;
- То с какой скоростью идет процесс;
К второстепенным параметрам относятся:
- Положение электрода;
- Положение самой свариваемой детали;
Сварочный ток – чем больше его значение, тем больше провар. Его параметры колеблются в пределах от 10 до 1000 А.
Расход защитных газов в среднем варьируется от 3 до 20 л/мин. В некоторых случаях может достигать значений и в 50 л/мин.
Скорость сварки от 23 до 123* м/ч (*для автоматических способов). В большинстве случаев значение находятся в пределах 23 – 61 м/ч.
Напряжение на дуге в пределах от 5 до 32В, в основном в пределах 9-14В. Ампераж устанавливают, руководствуясь специальными таблицами.

Общие данные режимов сварки стали
Сварочный ток можно выбрать, учитывая диаметр электрода, и свойства свариваемого металла изделия, размеров изделия.
Основные параметры ТИГ сварки
Напряжение дуги напрямую влияет на геометрические размеры шва. Чем больше напряжение тем выше скорость сварки и меньше ширина шва.
Интервал размера дуги – от 1,5 до 2,9 мм, для увеличения глубины провара необходимая длинная. Для сварки проката из тонкого металла используется короткая дуга, для уменьшения тепловложения;
Чрезвычайно важным моментом является угол заточки вольфрамового электрода. Чем острее угол, тем шире дуговой столб и ниже нагрузка. Отсюда и более низкий срок службы.
Тупой угол заточки приводит к противоположным следствиям как узкая сварочная ванна, но более долгий срок службы.
Оптимальный угол заточки является от 25-45 градусов. Не рекомендуется использовать угол заточки более 90 градусов.
Скорость сварочного процесса зависит от формы и размеров валика, геометрии соединения, силы сварочного тока, физических свойств основного и присадочного металлов.
Расход газ защищающего сварочную ванну зависит от того, где происходит сварка в помещении, где нет движения воздуха или на улице.
При наличии ветра или сквозняка необходимо увеличить подачу газа так как его частично будет сдувать. Если ветер в зоне сварке сильный, то необходимо дополнительно использовать специальные сетчатые сопла. Их еще называют конфузорные.
Расход зависит и от скорости выполнения сварки и подачи электродной проволоки. Чем больше скорость, тем выше газорасход.
Подготовительные мероприятия перед сваркой
- Оборудование должно быть исправно и иметь действующее свидетельство об аттестации НАКС;
- Газовый баллон посредством шланга подключить к сварочному аппарату. Подключить горелку в разъем соответственно к плюсу если выбрана обратная полярность или на минус в случае с использованием обратной;
- Подключить заземляющий кабель к корпусу сварочного оборудования;
- Подлечить питающий кабель к электросети. Произвести включение аппарата;
- Проверить подачу газа и работу осциллятора. Произвести пробное зажигание сварочной дуги.
Нюансы сварных соединений разных металлов
Теперь о том, что можно варить аргонодуговой tig сваркой и какие особенности необходимо учитывать.
Алюминий
Температура плавления оксида намного выше, чем у самого алюминия. Ее температура варьируется в пределах 20000-20500 °С.
Для удаления окислов необходима обратная полярность, и, соответственно, толстый тугоплавкий или графитовый стержень, приблизительно равной толщине свариваемой детали. Использовать переменный ток.
Для сварки необходима сила тока значительно выше, чем для других металлов даже в большей чем у него температурой плавления. Линейное расширение алюминия одна из трудностей его сварки. Происходит большая усадка металла и как следствие дефекты сварного шва в виде утяжин и подрезов.
Алюминий обладает высокой текучестью, что также ведет к образованию дефектов различного рода. Для уменьшения текучести алюминия необходимо применить подкладки с высокими теплоотводящими свойствами.
Медесодержащие изделия
Медь активно насыщается водородом, отличается текучестью. Сварка меди из-за этого крайне сложна в вертикальном и потолочном положении. Перед ее сваркой обязательно качественная зачистка и обезжиривание поверхности.
Используется TIG, MIG технологи с использованием чистого Ar и графитовых электродов. Как и алюминий медь имеет высокую теплопроводность что обуславливает ее сварку на токах с высокими значениями.
Сварку меди осуществляют с предварительным подогревом изделия до температуры порядка 600 – 650 °С. Для уменьшения сварочных деформаций.

Титан
Это высокоактивный металл, для него необходимо увеличить подачу газовой смеси чтобы максимально защитить сварочную ванну.
Способ сварки зависит от марки титана, можно варить сплавы плавящимися и неплавящимися электродами.
Перед сваркой необходимо тщательно зачищать поверхность заготовки и сварочных материалов. Титану свойственно наводороживание или сродство к водороду.
Наводороживание есть не что иное, как насыщение сварочного шва водородом из газовой или водной среди.
Для устранения чего используют специальные приспособления, кожухи и козырьки, удерживающие защитную атмосферу, в которой происходит остывания шва.
Сущность аргонодуговой сварки в получении шовного валика без окалины, шлаковых включений, пористости. Инертные газы тяжелее воздуха, за счет разницы в плотности при подаче газосмеси в рабочую зону формируется облако.
Для розжига дуги применяются обычные электроды или тугоплавкие вольфрамовые совместно с присадочной проволокой, формирующей шовный валик.
На видео ниже показано, что такое и что включает в себя аргонодуговая сварка, как производить подготовку оборудования и проводить сварку.
Сварочный полуавтомат КОНТУР 180 подключение TIG горелки. Типы Tig горелок





Т.к. на горелке подключение газа было через разъем с гайкой под М12, пришлось слегка модернизировать разъем. Удалил разъем с гайкой, вместо него установил переходник шланга с 4мм на 6мм. На другом конце шланга установил пневматический быстросъемный разъем (тот что на компрессоры ставятся часто).

Запустил, заработало. Показывать результаты не буду по причине отсутствия оных. Tig сварка довольно специфична, особенно с контактным поджогом.
Теперь расскажу по типам TIG горелок. Т.к. в процессе поиска возникли проблемы с информацией по оным. Никто не писал какие бывают и куда подходят. Для профессионалов связаных с данным типом сварки эта информация покажется само собой разумеющейся. Для меня же, как для человека не посвящённого в проблематику данного вопроса, возникли некоторые проблемы с выяснением что там и как.


Горелки делятся по следующим параметрам:
1. по габаритам горелки (маленькие, средние, большие)
2. по типу гусака (с жестким гусаком, с гибким гусаком flex)
3. по углу наклона электрода к ручке горелки или по углу гусака (прямое крепление электрода, крепление под разным наклоном)
4. по типу охлаждения горелки (газовое, водяное)
5. по наличию на горелке запорного газового вентиля
6. по наличию на горелке кнопки
7. по подключению горелки к сварочному рукаву
8. по типу концевика сварочного рукава
Теперь по порядку.
1. По габаритам горелки
Горелки отличаются габаритами, от габаритов зависит максимальный ток на котором производится сварка. Есть совсем миниатюрные горелки для "ювелирных" работ.


2. По типу гусака
Как удалось выяснить гусаки бывают жесткие с разным наклоном и гибкие (flex).
3. По углу наклона электрода к ручке горелки или по углу гусака
По этому признаку горелки подбираются исходя из положения в котором производится сварка. А положения бывают весьма экзотические по всяких не удобных местах.
4. По типу охлаждения горелки
Бывает газовое — аргоном. Бывает водяное. Водяное охлаждение нужно для длительной непрерывной сварки или сварки с большим током. Как утверждают специалисты горелки с газовым охлаждением имеют свойства нагреваться так, что трудно удержать.
5. По наличию на горелке запорного газового вентиля
Вентиль нужен только для горелок которые будут подключаться к сварочным аппаратам без газового клапана
6. По наличию на горелке кнопки
Кнопка на горелке нужна для включения газового клапана и бесконтактного поджига дуги. Горелки с кнопкой обычно идут с разъемом 2pin на конце сварочного рукова.

7. По подключению горелки к сварочному рукаву
Тип подключения зависит от предыдущих перечисленных параметров горелки


8. По типу концевика сварочного рукава
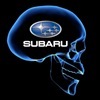
Вот этот параметр у меня вызвал особое затруднение. И так, сварочные разъемы бывают: резьбовые под резьбы М12х1, М16х1.5 и быстросъемные (как на нашем аппарате). Быстросъемные сварочные разъемы бывают с номерами 25 и 50 (встречал так же 31 и 70, но редко). Аббревиатура быстросъёмного разъема в названии горелок встречается разная у разных производителей (СКР, DX, TSK, TSKM). Как мне удалось выяснить принципиально эти разъёмы кроме размера отличаются типом подключения рукава. Бывают конструкции для подключения сварочных рукавов с кончевиком с резьбой, как писал выше. Бывают с подключением под простой провод с поджатием шестигранным болтом, это как в обычном сварочном быстросъме. Основное отличие TIG быстросъема от обычного это наличие устройства для подключения газового шланга.

Конструкция TIG разъема для подключения сварочного рукава с резьбовым концевиком М12х1 и разными типами подключения к газовому шлангу или разъему.
Для нашего сварочного аппарата нужен TIG быстросъм 25 с простым (без разъёмов) шлангом для подключения газа.
Все о сварке tig: как настроить и научиться варить за 3 часа — в помощь начинающим
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы

Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется

В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
Сварка аргоном выполняется при подаче газа из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.

Наша документация разработана с учетом конкретных особенностей вашего производства, и является гарантией, что ваш сварочный процесс будет максимально эффективным и результативным.
Приборы (аппараты) для сварки

Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.

Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.

Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.

Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.

К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей

В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
ВЫБОР СВАРОЧНОГО ПОЛУАВТОМАТА С MMA MIG MAG TIG сваркой и что из этого вышло!

Данный отзыв написан для людей столкнувшихся с проблемой выбора надежного качественного сварочного аппарата для бытовых нужд с небольшим запасом на профессиональный рост!
Писал я его 1,5-2 года назад. Поэтому некоторые цены и модели могли устареть. Но основную суть и изыскания в этой области остались актуальны!
Мне этого отзыва очень не хватало когда я делал выбор. Теперь он есть и сможет помочь Вам при выборе сварочного полуавтомата (если вы конечно еще верите отзывам от незнакомцев :)
Появилась необходимость в покупке сварочного аппарата (ремонт авто, поделки в гараже, грядущая постройка дома, сарая и прочее…) И все эти задачи должен выполнять один сварочный аппарат!
Предисловие:
Если не интересно как я докатился до такой жизни, читаем ниже абзац со слов "ПРО АВРОРУ PRO ОВЕРМАН 200".
И так, решил Я подшаманить свой автомобиль.

Товарищ одолжил Ресанту с ручной дуговой сваркой (MMA) и три электрода 3мм. — " На — говорит, учись варить"!
В теории я понимал что такое "дуга", "сварочная ванна", "шов" и прочее… а вот практики "0". Потренировался на куске металла, поигрался с настройками и вперед! Понравилось что все достаточно просто, включил и варишь, сам аппарат легкий с плечевым ремнем, нет сложностей в эксплуатации.
Но. есть и недостатки:
— Это искры и их много! Если варишь в салоне авто то можно попрожигать все что не попадя!
— Электродо-держатель — какашка (электрод постоянно вылазит при мало-мальском усилии.
— Шлак на сварном шве! Постоянно обстукивать молотком, зачищать болгаркой, напильником, наждачкой, тем что под рукой и чем удобнее. А есть узкие места куда ни молотком ни балгаркой не подлезть — и это проблема, так как шлак делает шов не прочным, пористым и уродским! (короче не эстетики не удовлетворения не доставляет)
— Необходимо ловить Дугу, если делать большую искру, то прожигает, если быстро приближать электрод к свариваемой поверхности — то он прилипает намертво!
— Чтобы зажечь дугу периодически приходилось "мучить" электрод, постучать, зачистить конец электрода, т.к. шлак на электроде не дает образоваться искре.
Вот вкратце с чем приходиться столкнуться начинающему сварщику, без наставника и с очень бюджетным оснащением для сварки!
Муки выбора:
Работы по сварке я так и не закончил, а мысль о своем сварочном аппарате не давала покоя. Приступил к выбору. Как многие, залез на Яндекс маркет — посмотрел что предлагает рынок. Глаза разбегаются! от 2 000 рублей выпрямители
/ трансформаторы до сотен. тысяч — профессиональные аппараты на колесах с огромными возможностями, мощностями и приблудами к ним.
Но так как Яндекс Маркет все же коммерческая среда где много неточностей, "заинтересованных" отзывов и ограниченный выбор, то решил мониторить дальше. Прочел статьи о том какие в принципе бывают сварочники. Какой тип для чего предназначен, как устроены и какие у каждого преимущества и недостатки. Так же посмотрел десятки часов видео сварщиков и не очень, которые хвалят или ругают сварочные аппараты. Кстати одно из первых видео было компании Аврора, где они сравнивают Оверман Про 160 с четырьмя другими полуавтоматами. Оверман конечно выигрывает тест )))) Мне понравился данный аппарат, но коммерческая подоплека видео заставила усомниться в правдивости теста из-за чего мне пришлось потратить неделю на проверку и изучение вопроса.
В процессе изучения вопроса я определил что под мои задачи лучше всего подходит Сварочный ПОЛУАВТОМАТ с функцией ММА (ручной дуговой сварки). А если там будет еще и функция TIG (сварка в аргоновой среде вольфрамовым электродом) то это вообще предел моих мечтаний!
Опять Яндекс Маркет, опять выбор, опять сравнения, опять мониторинг цены и отзывов уже о конкретных моделях! И вот выведен новый параметр необходимости — сила тока не меньше 200 Ампер! Почему? Да потому что сварочный автомат необходим на все случаи жизни, и кузовщину подварить малым током, и отопительный кател подварить, и беседку состряпать и при постройки дома задействовать по полной! 200 ампер минимум и точка! Мощнее- дороже и в основном на 380 вольт (трехфазные ) да и не каждая сеть / проводка 220 вольт выдержит 36- 42 ампера потребления сварочного аппарата! Например розетки и проводка в квартирах и домах В ОСНОВНОМ рассчитаны на 16 ампер!
В итоге в финал (после трех отборочных туров) вышли следующие аппараты:
1) Сварочный аппарат Сварог REAL MIG 200 (N24002) BLACK — Фаворит (из-за цвета и
богатой комплектации — бери и вари! хорошие отзывы о качестве сварки и сборки — приемлемая цена. Можно найти дешевле чем на маркете. За 21 000 рублей)

2) Сварог REAL MIG 200 (N24002) — оранжевый брат первого, с более скудной комплектацией но большим количеством хороших отзывов. Цена приемлема 20000 рублей если поискать.
3) Сварочный аппарат Tesla MIG/MAG/TIG/MMA 303 Чешско- Украинский претендент который на Яндекс маркете не продают. Завозиться серым способом через Белгород.

Универсальный комбайн с выдающимися функциями! Есть пару видео отзывов от парней из Украины в которые очень хочется верить…, но комментарии и письменные отзывы не утешительные. Говорят часто ломаются. Склонен верить так как по весу, по КиловатАмперам и по схемотехнике не сильно отличается от 200 амперных собратьев, так же есть все виды сварок MIG MAg MMA TIG и куча настроек с экранами и все это за 34 — 36 тысяч рублей!Очень он мне понравился!
Не поленился позвонил в Украину и Белгород. В частном разговоре продавцы признались что официально с Россией не работают, а значит нет сервиса и гарантии, что аппарат Украинский а не Чешский и что там честные 200 ампер! Начинать со лжи сотрудничество плохо, компания TESLA. Да и отсутствие официального сервиса чревато попаданием на деньги. Поэтому Tesla MIG/MAG/TIG/MMA 303 давай до свидания!
4) Сварочный аппарат ТСС PRO MIG/MMA-200 дальний родственник Tesla MIG/MAG/TIG/MMA 303, очень похож по параметрам, цвету, форме … делает подмосковье из китайских комплектующих. Отзывов один или два. Очень понравился по характеристикам, настройкам и цене.

Из минусов : гарантия маленькая, сервиса по россии и в москве нет, только в Ивантеевке (подмосковье). Ну и навел справки о компании производителю — никому ничего не надо, совок. Вообщем даже связываться не стал, так как если страдает внутренний порядок в компании и организация то и хорошего качественного продукта не жди. А геморой с ремонтами мне не нужен.
5) Сварочный аппарат Сварог MIG 250 (J46) приятный в плане возможностей ( 250 ампер, MIG MAG MMA сварки ) и в плане бренда, сервиса, гарантии, но тяжелый (24 кг), дорогой 38000 рублей на Маркете и очень мало информации по нему. Ни отзывов ни видео я не нашел. Есть про предыдущий сварог 250 ампер, но это не то! Поэтому для меня этот аппарат остался загадкой!

6) Сварочный аппарат Сварог PRO MIG 200 (N229) все замечательно, производитель надежный (завод Jasic надежный китайский поставщик сварочных аппаратов), гарантия 5 лет, положительные отзывы, НО ценник — 38 000 рублей. Я не до конца разобрался за что? За синергию, за экранчики с вольтажем и амперажем? Вообщем думаю на его счет хотя цена отталкивает — т.к. я не профессионал и зарабатывать им пока не планировал, а 38000 рублей для семейного бюджета в кризис это не гуд.

7) Aurora OVERMAN 200 — после прочтения отзывов и характеристик выбыл в одном из отборочных туров т.к. не умеет варить Электродом (ММА ) т.е. необходимо везде таскать баллон с углекислотой 50 атмосфер за собой. Нет TIG сварки, а я же каждый день собираюсь варить в аргоне )))) (шутка), ну и вообще четверка на Яндекс Маркете — не очень. Мы же отличники! вообщем отмел по разным факторам, в основном из за не универсальности.
И так выбор пал на Сварог REAL MIG 200 (N24002) BLACK !
КАК Я ПОКУПАЛ СВАРОГ А КУПИЛ АВРОРУ:
Зашел на сайт СВАРОГА для заказа нужного аппарата. А они не продают, только через диллеров. Вот те на! И тут вижу что у Сварога обновление линейки, и выбраный мной аппарат приобрел еще одну настройку ИНДУКЦИЮ (т.е. глубина провара, жесткость дуги) вот это да и все это почти за те же деньги!

Начал быстрее звонить, ща мол куплю и будет все супер! Но не тут то было, данные аппараты только презентовали, а так как компания Питерская, то аппараты еще в пути и в Москве будут только в конце недели. Эту информацию нехотя выдавила из себя сотрудница Сворога после распросов и допросов с моей стороны, потому как мне очень надо было а она ну никак не хотела добровольно общаться! )) Не удовлетворившись ответами уставшей от жизни сотрудницы, позвонил в культурную столицу. И там совсем другой подход, вежливый Александр все рассказал, объяснил и пообещал что перезвонит когда выяснит, где же мне купить мой сварог REAL MIG 200 (N24002N) с заветной крутилкой индукции.
Я уже смерился, что получу аппарат не раньше конца недели как мне перезванивает менеджер Московской компании и сообщает что есть один аппарат в наличие в Подольске. Я не верю ушам. Прошу проверить, ведь их еще даже в Москву не привезли?! Но информация подтверждается. И Юрий, так звали этого специалиста, предлагает мне два варианта, либо он делает перемещение аппарата, и завтра, послезавтра аппарат в Москве. Или я могу сам съездить в Подольск (где Кстати есть сварочная комната, с углекислотой, аргоновой смесью, вытяжкой, маской, короче всем необходимым для сварки), и попробовать аппарат в действии перед покупкой .
ЭТО БЫЛ КЛЮЧЕВОЙ МОМЕНТ …
т.к. именно эта поездка определила ЧТО в итоге я купил!
Компания называется ВИТАЛ ГАЗ.

Принесли, подключили те же рукава, тот же баллон со смесью, вставили ту же проволоку 0.8 мм . Сказать что он варит по другому, ничего не сказать! Жужжит как шмель, не громко но приятно и ровно. Шов получается красивый, провар хороший, с обратной стороны выпирает но чуть чуть, зависит от настроек. Вначале на синергетическом управлении немного прожигал металл авто, но после ручных настроек стал варить как надо, мягко, четко, с минимальным количеством искр и приятным жужжанием!

Очень понравился аппарат! Прям вот очень, особенно на контрасте с жестким Сварогом REAL MIG 200 (N24002N).
Узнал стоимость 45500 руб! Охренеть, я на такое не рассчитывал! А еще нужно купить маску, баллон с углекислотой, перчатки, струпцины, магниты, проволоку и прочие мелочи… Нееее… А есть еще что нибудь? Менеджер Артем Стал рассказывать о испанских аппаратах которые хорошо разбирают, но сейчас их нет в наличии и вообще стоят они не дешево… На что я предложил, в качестве эксперимента поварить Сварогом REAL MIG 200 предыдущего поколения с тремя крутилками (без индукции).
Данного аппарата не оказалось, так же как не оказалось Ресанты из-за частых поломок и возвратов, и сварочных аппаратов Аврора, по личным соображением руководителя компании. Но нашелся Сварочный аппарат Сварог REAL MIG 160 (N24001) предыдущего поколения ( с тремя куртилками), не рестайлинг. Его мы и решили потестить!

И опять удивление! Металл, рукава, проволока, газ, сварщики, настройки все тоже самое что и на новом Свароге REAL MIG 200 (N24002N) а варит хорошо. Звук приятный ровный, шов не плохой, провар нужной глубины, искр мало. Вывод сделанный мной таков — чем новее, тем хуже! Что то Сварожцы поменяли в схемотехнике, что новые аппараты варят хуже. И даже чудесная "Крутилка" Индукции не спасает новинку!
В общем пооблизывался я на FoxWeld SAGGIO MIG 200 за 45500 руб. ( к слову ребята готовы были сделать скидку 4000 рублей) но все же. Брать аппарат на эмоциях, без анализа и понимания наличия сервиса в россии, отзывов, нет не мой вариант! Эмоции плохой советчик. Да и все кнопки сделаны как на игрушечных китайских телефонах/планшетах. Мне больше нравятся крутилки, тумблеры, вызывает больше доверия.
А Сварог REAL MIG 160 (N24001) для моих задач маловат по мощности! Я же хочу дом строить… так что… Поблагодарил я Артема и его коллег за предложения и потраченое время и проволоку .) Извинился, что ничего не купил и задумчивый поехал домой.
Дома опять за компьютер. Что я еще не пробовал? АВРОРУ! отзывово больше хороших, аппарат нравиться, с сервисом и гарантией порядок, но нет ММА и TIG сварки… И тут вспоминаю слова отца и прочих мужиков повидавших… Если в магнитофоне встроена кофеварка и фен — это плохой магнитофон. Подспудно я понимал, что чем больше функций тем сложнее аппарат — а это дороговизна и снижение долговечности. А если мне так сильно потребуеться ММА сварка, то куплю отдельно, тот же сварог или Аврору маленькую и буду лазить по крышам с ней))))
С этими мыслями начал поиск где бы поварить авророй, т.к. в важности практического, а не теоретического выбора я убедился лично! И переубедить меня теперь не сможет никто!
В итоге я не нашел где можно поварить Аророй Про Оверман 200 в Москве, а может плохо искал, но приглянулся мне один сайт СВАРЫЧ.
Сам магазин находиться в городе ИВАНОВО. (Теперь и в москве.) Менеджеры супер ребята, отзывчивые, компетентные, сами сварку в руках держали, т.е. не теоретики как я. Да к тому же при покупке сварочного аппарата дают скидку -17% от стоимости аппарата, если берешь подарками. И -12% если скидка деньгами! Доставка по России безоплатно!

Два дня я и их мучил вопросами и расспросами. Оказалось что почти все аппараты для теста у них есть в наличие и даже можно попробовать поварить прямо в магазине, хоть спец комнаты и нет. В итоге договорились чтобы они придержали интересующие меня аппарат, а я приеду на днях!
Выехал из Москвы в 5.36 утра, не спалось, еще и первый снег выпал )))) вообщем ехал не спеша. К 10.00 был в магазине.

Встретили Сергей и Дмитрий — продавцы. Вытащили аппараты все что просил, дали маску, краги, подключили углекислоту и вперед.

Варили мы на крыльце магазина, а через нас переступали посетители )))) к слову закончили эксперименты к 15.00 !

Поварил Сваргом PRO MIG 200 (N220) — жестко варит. пытались долго настроить, меняли рукава, полярность, давление газа, ампераж со скоростью подачи проволоки и вольтаж, заготовки, но тонкий метал прожигает почти всегда и варит жестко, трещити плюется.
FoxWeld SAGGIO MIG 200 — долго настраивали, но добились чего хотели. В Сварыче была только углекислота. В смеси аргона с углекислотой в Подольске варил приятнее, но и в Иванове не разочаровал, хотя впечатление уже такого не произвел.

Хотел поварить Сварочным аппаратом Grovers MIG 200, по рекомендации ребят из Сварыча, Ребята хвалили данную модель, но был только Grovers MIG 200 S с ценником для меня не подъемным.
А оналогичной модели Grovers MIG 200 P — без синергии подешевле не оказалось.
ПРО АВРОРУ PRO ОВЕРМАН 200

Поэтому приступили к сварке Аророй Про Оверман 200 — приятный тжеленький аппарат, мягкая интеллигентная сварка металла, интеллигентные настройки крутилками, приятный ход ( и сила тока от 30 ампер и вольтаж от 14 вольт и индукция, хочещь металл 0.5 мм сварит, а хочешь и 10 мм так раскалит что металл желтый! Один минус, со слов парней — менеджеров, очень не любит пыль и перегрев. Если его не продувать регулярно от металлической пыли и стружки, которая осаживается в корпусе при работе с металлом, то добро пожаловать в сервис на замену электроники! т.е. Данный аппарат -ИНТЕЛЛИГЕНТ! Варит мягко, но и требует мягкого, бережного обращения. Мне это подходит. Компрессор у меня есть. Пару раз в месяц дунуть в корпус через вентиляционное отверстие мне не сложно. А уходя накрыть целофаном. А два положения подачи проволоки не напрягли. т.е. все было ровно, проволка не толкала при сварке но и не прожигала. т.е. подавалась равномерно, четко о чем свидетельствовал ровный звук сварки и приятный аккуратный шов! Это и подтвердил дядя Вова — сварщик с 20 летним стажем, наблюдавший за сим действом. Сказал что настраивает сварку по звуку…) ТАк что выбор я свой сделал!
НО… все же попросил ребят показать в деле Aurora SPEEDWAY 175
почему не 180 й, да потому что мне пояснили так, что Aurora SPEEDWAY 180 это разогнанная версия Aurora SPEEDWAY 160 и смысл переплачивать нет, да долговечность у аппаратов работающих на пределе под сомнением, а для меня это не маловажный параметр. Aurora SPEEDWAY 175 больше чем 180й и тяжелее, а это показатель.
Варит мягко, почти так же как и Оверман 200, но настройки сложнее и не интуитивны, плюс надо ждать пока они сохраняться в течении 3-4 секунд и только потом варить, и это после каждой подстройки значений тока, вольтажа! Очень не удобно и начинает раздражать почти сразу. Цена -дороже. Так же кнопки — отформованы в самой панели — что напоминает игрушечный китайский планшет сына.


Со временем кнопки могут лопнуть, прогнуться внутрь, затереться, короче не нравиться мне такое исполнение, не вызывает оно доверия. Хотя сам аппарат имеет все типы сварок на борту и MIG и TIG и MMA но как мы уже знаем кофеварка отдельно а магнитофон отдельно, и будет Нам счастье!
Если вы дочитали до этого места, значит вы мыслящий человек и такой же дотошный на всю голову как и Я! За это я вам дарю порядка 40 часов своей жизни и безценный опыт который я вынес за эту неделю стараясь выбрать что то путное для себя а теперь и для ВАС! Пользуйтесь классными продуктами цивилизации во благо! Успехов!
Читайте также: