Что такое форсаж дуги на сварочном инверторе
Обновлено: 02.05.2024
Форсаж дуги очень полезная функция которой оснащаются современные инверторы. Из статьи Вы узнаете для чего нужна функция форсажа дуги, антиприлипания и горячего старта. Наши эксперты подобрали полезные тематические видео и подробно описали принципы настройки и работы с этими функциями.
Что такое форсаж дуги (Arc Force) на сварочном инверторе
Итак, инвертор – электронное устройство для преобразования входного напряжения, обычно переменного, в необходимое выходное напряжение. Причем с заданными параметрами: напряжением, силой тока, видом – переменный, постоянный.

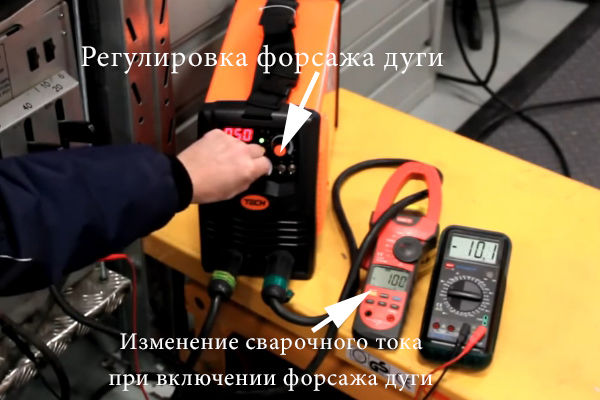
Кроме того инвертор обладает возможностью автоматизации этих параметров для режима сварки. Одним из них является форсаж дуги – автоматическое изменение тока сварки при работе.
При работе, особенно неопытных сварщиков, начальный ток устанавливается минимальным, чтобы не допустить прожога деталей. Но, это не дает возможности начать процесс сварки – зажечь дугу, поддерживать стабильность ее во время всего сварочного периода.
Для этого необходимо подбирать режим, следить за стабильностью дуги, чтобы исключить прилипание. Даже профессиональному, опытному сварщику бывает сложно одновременно все это делать, не говоря уже о новичке.
Работа Arc force заключается в автоматическом увеличении тока при начальном моменте – это режим розжига электрода и возвращении параметра к начальному, номинальному значению режима сварки.
Инвертор обеспечивает следующее:
- возрастание, мгновенное, силы тока при снижении ниже критического уровня, позволяет получить стабильную дугу;
- уменьшение тока, при мощной дуге, позволяет избежать прожогов;
- автоматическое поддержание силы тока обеспечивает стабильную работу.
Применяется автоматический форсаж, а также настраиваемый. Первый применяется обычно новичками. Второй, с большим количеством настроек – для профессионалов.
Для чего нужен

Этот режим служит для получения качественных сварных швов. Данный вид аппаратов применяется для выполнения сварочных работ различного назначения. Стоимость их выше, чем у обычных трансформаторных аппаратов.
При повышенных требованиях к свариваемым деталям желательно применять инвертор с форсажем дуги. Это позволит, выполнить работу безукоризненно даже новичком работая с тонкими деталями, к тому же без залипания, которое возможно даже у профессиональных сварщиков.
Хорошо себя зарекомендовала продукция фирмы Resanta (Ресанта) – марка компании S.I.A Resanta (Латвия) и HÜTER Elektrische Technik GmbH(Германия).
Это объединение выпускает качественную электротехническую продукцию, включая инверторы.
Официальное обозначение аппарата форсажа дуги выглядит так – Arcforce. По этой надписи можно убедиться, что перед вами необходимый сварочный агрегат.
Необходимо отметить, что режим форсажа необходимо использовать только в определенных случаях, а не постоянно. Для этого режима имеются определенные настройки, которые для этого рассчитаны.
Увеличение количества настроек позволяет использовать инвертор для большего количества вариантов сварки, различными электродами.
Но, все-таки используется он преимущественно при тонких работах, на которых
сварочные работы затруднительны или даже невыполнимы.
Как настроить
Инверторы с функцией форсаж дуги существую в нескольких видах: имеющих регулятор Arc force либо отсутствующим. Для профессиональной работы необходимы модели с регулировкой. Они являются универсальным оборудованием, которым пользоваться намного удобнее, чем без регулировки.
Градуировочная шкала устройства выполнена в процентах, более редко – в относительных единицах. Необходимое значение определяется опытным путем.
Ручкой настройки на панели регулятора аппарата производим установку необходимого параметра. Толстый металл требует установки 100%, затем, после набора опытных данных производят корректировку.
Первоначально устанавливают форсаж на 50% и по результатам полученного сварного шва производят корректировке этого параметра. Оптимальное значение этого параметра определяется экспериментально.
Если электрод липнет, то необходимо добавить значение на шкале примерно на 30%. При прожигании – необходимо уменьшить величину тока форсажа.
Ручкой настройки в зависимости от применяемого электрода выбирается процент форсажа:
- принимаем и устанавливаем 10 – 30 % для рутиловых электродов;
- установка значения в 50% будет наилучшей для стандартного электрода;
- форсаж в 100% применяется для целлюлозного покрытия.
Для бытовой сферы имеются модели инверторов с фиксированным или автоматическим регулируемым режимом форсажа. На заводе изготовители часто выставляется параметр добавочного тока, на это значение он увеличивается при режиме форсажа. Эта величина составляет примерно 20 А.
При сварке средних, тонких деталей электродом в 2 мм этого будет достаточно. Учитывая, что сварочные аппараты, применяемые в бытовых условиях, питаются от обычных розеток, на значительные токи они не рассчитаны.
Как пользоваться
Применение режима arc force рекомендуется исключительно для тонких листов металла. Использование режима для работы с толстыми деталями становится менее эффективной.
Используя устройство, в котором отсутствует регулировка, начинать работу необходимо с включения определенного режима (arc force либо без него). Аппарат не всегда может поддерживать режим форсажа, особенно при сваривании деталей разной толщины и различными электродами.
Итак, при работе с аппаратом, имеющим режим форсаж дуги необходимо учитывать толщину свариваемых пластин, деталей, а также тип электродов при выставлении заданных параметров.
Перед началом работы необходимо протестировать электроды и детали, с которыми придется работать. При использовании определенного электрода необходимо выставить на регуляторе ток равный половине рабочего по инструкции.
Первоначально форсаж выключаем полностью. Начинаем процесс сварки. Дуга, должна гореть непрерывно, возможны единичные прерывания.

После этого оставив значение тока сварки в прежнем состоянии, устанавливаем форсаж на 50% по шкале аппарата. Проводим сварку по новому режиму.
Убеждаемся, что дуга горит не прерываясь, шов получается более качественным. И в третьем опыте устанавливаем форсаж на 100 %. Сварка получается практически такой же, как и при 50% форсаже.
Такое тестирование позволит выбрать оптимальные значения тока сварки и величину форсажа для применяемого электрода и толщины свариваемых пластин, деталей. После определения этих параметров переходим к настройке аппарата и к началу работы.
Первое – включается сварочный аппарат в питающую сеть с необходимым напряжением. По загоревшимся индикаторам убеждаемся, что схема включена. Переходим к настройке выбранных параметров:
- значение тока сварки;
- величину форсажа.
Если агрегат снабжен функцией горячий старт, то необходимо установить процентное значение от номинального тока. Лучшее значение уточняется в рабочем процессе.
Это касается и функции антиприлипания (anti stick). При этом производится установка параметра необходимого для снижения тока в момент залипания.
При применении определенных электродов, которые повышают непрерывность горения дуги или в случаях сварки относительно толстых пластин, деталей металла этот режим можно отключить или просто установить форсаж на 0%.
После выставления всех необходимых параметров можно приступать непосредственно к сварке деталей. По мере получения новых опытных данных возможна корректировка некоторых параметров: тока сварки, величины форсажа.
Эти действия необходимы для получения желаемых результатов сварочного шва и исключения прожогов металла.
Как проверить работает или нет
При использовании arc force нет видимых изменений процесса сварки. Внешне процесс выглядит одинаково, по крайней мере, визуально не заметны отличия при работе с форсажем или без него. Но, как же определить работает эта функция или же нет?
Существует несколько способов проверке работы этого режима.

Одним из методов, наиболее простым, является проверка по индикации на самом инверторе. Если индикатор включен, то можно предположить, что этот режим также имеется при сварке.
Кроме того можно определить по положению переключателя режима, он будет указывать на включение или отключение форсажа. Также можно посмотреть по шкале, служащей для установки требуемого режима.
Способ применим только тогда, когда инвертор находится в работоспособном состоянии, все функции готовы к эксплуатации. При выходе из строя узла, отвечающего за форсаж этот способ не достоверен.
Что же делать в таком случае?
Определить работу форсажа можно экспериментально, то есть опытным путем. Необходимо сравнить количество залипаний до включения этого режима и после.
Если количество залипаний уменьшилось, то режим выполняется и обеспечивает лучшее качество сварки. Для такой проверки обычно используют, какой-либо образец, для проведения экспериментов.
Разница будет заметной, в другом случае, разница не замечается, причина в неверно установленных параметрах или режим просто не работает.
Все о сварке tig: как настроить и научиться варить за 3 часа — в помощь начинающим
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы

Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется

В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
Сварка аргоном выполняется при подаче газа из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.

Наша документация разработана с учетом конкретных особенностей вашего производства, и является гарантией, что ваш сварочный процесс будет максимально эффективным и результативным.
Приборы (аппараты) для сварки

Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.

Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.

Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.

Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.

К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей

В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Что такое сварочный осциллятор и как его сделать своими руками – 5 лучших схем
Если Вы хотите узнать о том, что такое сварочный осциллятор и для чего он нужен или вы хотите его самостоятельно сделать в домашних условиях, то все это вы найдете в нашей статье. Для Вас мы подробно описали принцип работы устройства, подобрали рабочие схемы и видео для сборки, а также способы откуда можно взять детали чтобы не тратить лишних денег.
Что такое «осциллятор» и его назначение для сварки
Осциллятор представляет собой генератор электрического тока высокой частоты. Ток позволяет связать катод и анод без прямого контакта. Устройство создаётся в модульном исполнении и включается в электрическую цепь между держателем вольфрамового электрода и источником питания.

«Продвинутые» сварочные аппараты поставляются уже с установленными осцилляторами – для максимального удобства сварщика. В любом исполнении устройство нужно для таких целей:
- создание краткосрочного импульса, вследствие действия которого между анодом и катодом возникает сварочная дуга – это смотрится практически как молния, проскакивающая между электродом и поверхностью металла;
- поддержание требуемого значения номинального напряжения сварочного тока – вследствие этого дуга становится стабильной, что гарантирует непрерывность сварки.
Активная мощность доходит до 200-250 Вт, при этом длительность выдачи импульсов не превышает 30-40 микросекунд. При замыкании на человека ток не представляет опасности – но только в безопасном режиме.
При появлении неисправности или ошибки в подключении электросварщик легко оказывается под угрозой получения электротравмы.
Основные виды
Создать самодельный сварочный осциллятор технически возможно и дома. «Заводские» модели стоят недешёво – но они являются просто набором электротехнических деталей, которые знающий специалист отыщет в находящихся рядом устройствах.
На непрерывной подаче тока
Сварочный осциллятор, выдающий рабочее напряжение постоянно, сравнительно безопасен для сварщика.
Он генерирует импульсы с напряжением до 6 кВ и частотой до 200-250 кГц. Его главное достоинство – в зажигании дуги вне зависимости от расстояния между электродом и свариваемым металлом. Стабильность в работе обеспечивается как раз постоянством наложения высокочастотной составляющей на сварочный ток.
Как разрядник эта деталь подключается параллельно или последовательно. При последнем варианте он нуждается в средствах защиты источника питания – высокочастотные колебания способны вывести его из строя.
Импульсный осциллятор
Такой сварочный осциллятор оптимален для аппаратов на токе переменного рода.
Его главное достоинство – в удерживании разряда при смене полярности электрического тока (что происходит до 50 раз в секунду). Он генерирует сжатый во времени импульс – он и удерживает уже имеющуюся дугу.
Если сравнить с изделием постоянного действия, данный вариант имеет повышенную эффективность.
С дополнительными конденсаторами
Данный осциллятор для сварки менее распространён в силу относительной сложности: основную роль в нём играет пара-тройка дополнительных накопительных конденсаторов. Их заряжание производится силами отдельного блока питания, функционирующего ступенчато (разряд – заряд – разряд).
Суть работы устройства: в первую очередь накопленную энергию получает сварочная дуга, после чего выполняется отключение конденсаторов от основной схемы и их заряжание, но при разрыве дуги синхронизирующее устройство включает конденсаторы обратно в цепь, в результате чего успевшая накопиться энергия выбрасывается в воздушный зазор.
Устройство и принцип работы осциллятора
Осциллятор для сварки состоит из следующих основных компонентов:
- трансформатор: обязательная характеристика – повышающий (для образования необходимого напряжения);
- стандартный колебательный модуль: аппарат из катушек и конденсатора (одного или нескольких), нужен для генерирования колебаний высокой частоты;
- разрядник с вольфрамовыми электродами: для получения искры при пробое;
- стабилизатор питания: для выпрямления входного напряжения;
- блок контроля;
- линия обратной связи по току;
- предохранитель для разрыва электроцепи при чрезмерно резком повышении силы тока.
Также конструкция может включать в себя клапан газового типа (для защиты от повышения собственной температуры изделия), трансформатор выходной и датчики для механизации работы.
Для полной автоматизации устанавливается микропроцессор и элементы системы безопасности – они выдерживают корректную работу.
Функционирует этот механизм примерно следующим образом. Рабочее напряжение подаётся на повышающий трансформатор – на первичную обмотку. В результате электротехнического процесса на его вторичной обмотке возникает электродвижущая сила величиной в несколько киловольт. Текущая частота тока соответствует входной частоте (50 Гц).
Вторичная обмотка подключается к специальной конденсаторной сборке — так называемый «конденсатор колебательного контура». Начинается его постепенное заряжание, из-за чего в контуре проявляются собственные колебания. Их частота постепенно растёт и в какой-то момент превышает частоту тока входного.
При этом разомкнутый контур замыкается силами разрядника – специального ключа. Накопленные колебания поступают по энергоцепи, воздушный зазор «пробивается» напряжением, подаваемым с крайне высокой частотой, сварочный аппарат начинает активную работу.

Для полного представления невысокой сложности рекомендуем взглянуть на схему сварочного осциллятора.
Как использовать
Независимо от того, изготовлен осциллятор своими руками или куплен как готовое изделие, важно помнить про ряд основополагающих правил при его применении для ТИГ-сварки своими руками (впрочем, и для других способов тоже).
Сварочный осциллятор допускается применять только совершеннолетним лицам.
Для инвертора
Осциллятор для инвертора нуждается в дополнительных мерах безопасности:
- регулировка производится исключительно в состоянии полного отключения от питающей энергосети;
- общая очистка механизма и зачистка контактов производится в том же режиме;
- при работе важно проверять исправность блокировки на постоянной основе, важность этого сложно переоценить – выход из строя чреват электрической травмой сварщика или другого специалиста;
- частота импульсов также подлежит контролю – не допускается превышения 40 мкс.
Для плазмореза
Сварочный осциллятор, созданный своими руками или купленный, для плазмореза требуется подстроить под фактически применяемый плазменный резак. С целью получения устойчивого процесса для этого кропотливо подбираются тиристоры.
Главная особенность энергоцепи плазмореза – постоянное наличие импульсов, поэтому при выключении из сети контакты будут под напряжением. Технику безопасности забывать не стоит.
Схемы для осциллятора
Схема сварочного осциллятора – техническое решение, основывающееся на том, какие планируются частота применения и условия эксплуатации.
Совместно с аргонодуговой сваркой
Осциллятор своими руками для аргонодуговой сварки следует создавать по принципу постоянного действия. Подключение производится через «штатный» трансформатор. Сборка не потребует дорогих или уникальных деталей, затруднения возможны только с тиристорами. Они подбираются при проверке устойчивости разряда.

Хотя возможно сработать и без тиристоров – схема осциллятора такой конструкции проще.
Для инверторного устройства
Схема осциллятора состоит из таких элементов:
- общий блок питания;
- источник питания для конденсаторов;
- выпрямитель входного тока;
- блок, генерирующий целевой импульс;
- трансформатор для создания повышенного напряжения;
- управляющий блок.
Монтируется готовое изделие между выпрямителем и держателем для электрода.
Подробнее о том что такое tig сварка можете узнать перейдя по ссылке.
Осциллятор для сварки алюминия
Самодельный осциллятор для обработки алюминия почти обязателен при отсутствии «заводского». Дело – в особом режиме горения дуги, который характеризуется слабой устойчивостью.

Главная задача при этом – постоянное превращение низкой частоты переменного тока в высокую.
С плазморезом
Осциллятор для инвертора создаётся искрового типа – ввиду необходимого напряжения порядка 20 кВт для генерирования плазмы. По нажатии его кнопки включения заряд начинает накапливаться в конденсаторе (конденсаторах), по готовности или необходимости сбрасываясь на воздушный промежуток.
Такие продаются готовые, но и сделать самостоятельно тоже возможно, главное – знать радиотехнику.

При изготовлении своими руками осциллятора для плазмореза важно не забыть такие элементы:
- кнопка для запуска источника питания всего плазмореза, вместе с который запитывается также и конденсатор;
- конденсатор (обращаем внимание на необходимые тип и мощность) – этот компонент напрямую влияет на продолжительность импульса;
- тиристоры (тоже – тип и мощность) – при закрытии тиристоров появляется устойчивость сварочной дуги.
Пошаговое изготовление
Собрать осциллятор своими руками лучше всего с помощью опытного сварщика. При этом экономика тут проста: если варить придётся регулярно, оптимально купить сертифицированное изделие, а если буквально раз-два в год – дешевле сделать самому.
Для этого потребуются «обычные» дроссель (ферритовое кольцо с медным кабелем), готовый трансформатор, выключатель. Желателен индикатор замкнутости соединения (к примеру, МТХ-90).
Осциллятор для инвертора
Ввиду универсальности и широкого спектра возможностей инверторной и плазменной техники следует учесть особенности будущего применения сварочного осциллятора:
- целевое назначение: тип свариваемых сплавов и их толщина (поверьте, это имеет значение);
- требуемые параметры номинального тока и мощности – если они эксклюзивные (к примеру, достаточно высокие), электротехнические компоненты нужны будут недешёвые.

Для сборки прибора под инвертор своими руками следует не забыть следующее:
- обмотки трансформатора доводятся под требуемый ток – изменяется количество витков, сердечник дополнительно обматывается;
- устанавливается разрядник;
- цепь усиливается колебательным контуром, снабжённым одним или парой конденсаторов;
- после сборки выполняется проверка: кнопкой пуска активируется разрядник, который генерирует сварочную дугу.
Если прибор собран корректно, дугу будет легко зажечь, она будет отличаться высокой устойчивостью. Подробнее о том что такое дуговая сварка можете узнать перейдя по ссылке.
Осциллятор для плазмореза
Осциллятор для плазмореза своими руками собирается по известной схеме, но важно обратить внимание на конденсаторы. Наибольшим ресурсом и рабочей гибкостью считаются компоненты от люминесцентных ламп.

Как вариант можно включить в цепь не трансформатор, а умножитель напряжения – сняв его с телевизора, жидкокристаллического монитора или копировального аппарата.
Изоляцию важно обеспечить как можно более качественную – иначе ток высокой частоты «пробьёт» свою же обмотку. Для профилактики гудения рекомендуется обработать готовые намотки эпоксидкой.
Из микроволновки
Осциллятор своими руками можно собрать с помощью деталей из микроволновки. Основной компонент – трансформатор от СВЧ-печи, который станет силовым блоком. Он хорош возможностью создания целых 2,2 кВ – в безопасном режиме, в считанных десятках сантиметров от пользователей.
Нарастить с 2 кВ до 5-6 кВ можно с помощью добавляемых конденсаторов. Сердечник под высокочастотный трансформатор сгодится от устаревшего монитора.
Под первичную обмотку подходит медный кабель с толщиной 15 мм, под вторичную – с сечением до 50 мм2. Закрытие обмоток производится винилом и специальной трансформаторной бумагой.
Разрядники качественно получаются из обычных болтов и медных патрубков.
Клапан пуска аргона покупается готовым. Также в список покупок можно внести кнопку пуска вместе с её источником питания.
Как вариант применения подручных материалов можно взять части уже не микроволновки – а ненужного телевизора. Так, трансформатор ТДКС почти гарантированно будет в рабочем состоянии – он популярен для создания самодельной сварочной техники, поэтому его легко купить.
Схема которую автор демонстрирует на видео, вы можете скачать кликнув на картинку, и в открывшемся окне нажать правой кнопкой мыши и выбрать в пункт сохранить как.

Из катушки зажигания
Распространённость автомобильных катушек зажигания привела техническую мысль и к этой конструкции. Однако ввиду неполного сходства выходных характеристик с оптимальным уровнем всё же применять этот вариант не рекомендуется.
Катушка дополняется высоковольтным диодом и тиристорными сборками – для этого нужно владеть электротехникой. В ином случае дуга не будет гореть, а электробезопасность окажется под угрозой.
Основные ошибки
Чтобы не испытывать неудобств и не получать травм при эксплуатации данного прибора рекомендуется применять его исключительно по назначению – для соответствующего конструкции процесса. Теоретическую схему и готовую конструкцию лучше перед включением продемонстрировать опытному специалисту.
Для получения требуемой стабильности в работе иногда мало задействовать штатный источник питания. При постоянно меняющихся частоте и напряжении рекомендуется ввести в электроцепь так называемый автотрансформатор – он сгладит недопустимые колебания.
Планирование конструкции агрегата следует вести с запасом на погрешности и внешние влияния. Так, дроссель окажет неоценимую поддержку при сглаживании колебаний при их напряжении до 1 кВ и не позволит сгореть вторичной обмотке трансформатора, а конденсатор для блокировки будет защищать колебательный контур.
При прокладывании обмоток важно не допустить коротких замыканий – их легко предотвратить с помощью изолирующих материалов и пропитывания готовых жил специальными лаками (к примеру, бакелитовым).
Организация заземления – один из ключевых шагов в плане безопасности. Заземление позволяет избежать поражения электрическим током. Причём если основной вред от электричества наносится внутренним органам и крови, то оптимально планировать номинальную частоту тока до 300 кГц – так будут вызваны лишь ожоги кожи и верхних тканей.
Правила эксплуатации осцилляторов
Самодельный осциллятор следует защищать от осадков и образования конденсата. При работе вне помещения обязательно накрывать при дожде или снеге. Рекомендуется следить за влажностью воздуха: если она выше 95…98%, процесс следует отложить.
Агрегат должен располагаться в чистой атмосфере (без излишней загазованности и запылённости), на него не должны оказывать влияние химически агрессивные вещества;
Допускаемая температура окружающего воздуха должна быть в интервале от -15…-10 до +40…+50°С (в соответствии с инструкцией производителя, если она имеется).
Работать с ним можно не только сваркой – резка тоже возможна. В любом случае проверяется надёжность смонтированного заземления и всех остальных соединений.
Перед включением необходимо проверить корпус и соединения на отсутствие коррозии, пыли и грязи, смазочных материалов и жидкостей.
Расскажите в комментариях собрали ли вы осциллятор или купили готовый, а также почему приняли такое решение.
Что такое форсаж дуги на сварочном инверторе
Работать с тонким металлом на низких токах сложно. Даже опытные сварщики не застрахованы от разрыва дуги, залипания электродов, неровных швов. Когда дело имеешь с аппаратом, оснащенным опцией «Arcforce», таких трудностей не возникает. Скачки напряжения, возникающие при залипании электрода, сглаживаются. По сути, форсаж дуги на инверторе – это стабилизатор силы тока, работающий в автоматическом режиме. Он помогает поддерживать разогрев присадки, облегчает сварку швов, поддерживает дугу в одном режиме. Для начинающих такая опция – находка.

Для чего нужен форсаж дуги на сварочном инверторе
В отличие от «горячего старта» он поддерживает стабильный ток не только во время розжига электрода, но и весь сварочный процесс. Принцип работы Arc force заключается в увеличении выходного тока во время короткого замыкания. Когда между электродом и свариваемой поверхностью появляется капелька металла, велик риск залипания электрода, он притягивается к свариваемой поверхности. Аппарат мгновенно добавляет ампераж на 1/3 от рабочего напряжения, позволяя капле расплавиться, а затем возвращает его к прежним параметрам. Что такое форсаж дуги сварочного инвертора с точки зрения функциональности: высокоскоростной регулятор ампеража, стабилизирующий рабочие параметры аппарата. Функции форсажа:
- мгновенно увеличивать силу тока, когда она снижается до критического уровня, возрастает риск короткого замыкания, прикипания электрода;
- уменьшать, когда электродуга мощная, защищать от прожогов тонких деталей;
- обеспечивать стабильную работу.
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Ручка настройки позволяет выбрать уровень стабилизации под тип электродов:
- работая присадкой с рутиловым покрытием, регулятор устанавливают в нижних пределах: от 10 до 30%.;
- для стандартного электрода оптимальное значение 50%;
- если покрытие целлюлозное, можно выкручивать ручку на максимум: допустимо увеличение на 100%.
Модели с автоматическим или фиксируемым режимом форсажа созданы для бытовых условий. Производители сразу выставляют какое-то небольшое значение добавочного тока, на который происходит увеличение при коротком замыкании. Обычно это 20 ампер. Для сварки тонких и средних заготовок 2-мм присадкой этого хватит. Бытовые сварочники запитываются от розеток, поэтому для высоких токов они не предназначены.
Сварочный аппарат работает стабильно, когда он с функцией режима «Форсаж». Снижается риск:
- залипания;
- прожогов;
- угасания дуги.
Постоянство параметров важно во время сварки тонкого металла на минимальных значениях тока. Форсаж создает условия для спокойной работы во время проварки корня швов, такая операция необходима при монтаже кожухов. Специалисты с опытом по достоинству оценили эту разработку.
Заключение
Сварочный аппарат с режимом Arc force – отличный выбор для начинающих, с ним получаются ровные швы, не бывает проблем с залипанием, электродуга остается равномерной в любых условиях. При выборе оборудования для работы с разным металлом лучше выбирать регулируемый сварочник, чтобы была возможность подобрать нужный режим стабилизации рабочих параметров под размер заготовок и электрода.
Что такое форсаж дуги на сварочном инверторе, статья для новичков

Современные инверторы оснащены множеством дополнительных функций, которые призваны облегчить работу сварщика и повысить качество сварных соединений. Так, «горячий старт» облегчает поджиг электрода, «антизалипание» – понижает рабочие параметры до 0 при его залипании, что позволяет легко и без повреждения обмазки отделить его от поверхности металла. Но есть еще такая опция как «форсаж дуги».
Что такое «горячий старт»?
Горячий старт, хот-старт или Hotstart – это дополнительный наброс сварочного тока в момент касания заготовки электродом. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то в момент касания и поджига электрода, если в сварочном инверторе реализована функция «горячего старта», сварочный ток должен кратковременно увеличиться на определенную величину.
У разных производителей эта величина может отличаться: 5, 10, 15, 30,….100% от выставленного сварочного тока.
У некоторых сварочных инверторов величина тока горячего старта имеет фиксированную величину и не поддается регулировке, иногда ее можно просто отключить (это имеет смысл при сварке тонких металлов во избежание прожигов), есть инверторы, в которых «горячий старт» можно плавно регулировать от 0 до 100%.
Для чего нужен «горячий старт»?
Если по-простому, Hotstart помогает в поджиге плохих электродов, при сварке ржавого металла, при плохом напряжении в сети и во многих других случаях. Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей.
Что такое «форсаж дуги». Для чего он нужен?
Форсаж дуги, арк-форс, Arcforce или Arcforsing – если в инструкции к сварочному аппарату заявлено, что есть эта функция, то это значит, что в процессе сварки, когда сварочная дуга по каким-либо причинам «рвется» и гаснет, происходит дополнительный наброс сварочного тока.
К примеру, если у нас выставлен сварочный ток – 150 Ампер, то при обрыве дуги сварочный инвертор накидывает к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге.
Работа Arcforce (арк-форса) очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги.
В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.
Что такое «антиприлипание». Для чего нужна эта функция?
Вопреки распространенному мнению о том, что функция антиприлипание или анти-стик, Antistick, препятствует залипанию электрода во время сварки – это не так. Залипанию электрода препятствует как раз функция Arcforce (арк-форс), о ней мы говорили выше.
Когда происходит залипание (прикипание) электрода к металлу, то через электрод начинает проходить сварочный ток гораздо больше номинального (т. е. практически возникает режим «короткого замыкания»), в результате электрод раскаляется, и его потом невозможно оторвать от заготовки, а о дальнейшей сварке этим электродом не может идти и речь, т.к. вся обмазка с него осыпается.
Для постоянной работы лучше выбирать модели, где есть регулировка
Популярные сварочные аппараты нашего магазина:
Если в сварочном аппарате реализована опция «Антизалипание», то когда электрод «залипает», сварочный ток и напряжение сбрасывается до «0» и электрод легко можно оторвать от заготовки и с комфортом продолжать сварочные работы, используя этот же электрод. В некоторых сварочных аппаратах «антизалипанием» можно управлять, регулируя его по времени или вообще отключая.
На инверторе при помощи форсажа дуги удается настроить ее горение, а следовательно усовершенствовать качество швов. В наше время такая функция не есть исключением.
Такие компании, как Ресанта, Сварог, Аврора Про выпускают аппараты с функцией форсажа дуги. Если хотите сэкономить, то можете приобрести прибор и у отечественной компании.
А каким инвертором пользуетесь вы? Присутствует в нем такая функция? Практична ли она, по вашему мнению? Поделитесь с нами своим опытом в комментариях. Такая информация будет очень полезна для новичков. Желаем вам успехов в работе!
Кол-во блоков: 11 | Общее кол-во символов: 15154
Количество использованных доноров: 5
Информация по каждому донору:
Читайте также: