Что такое корень сварочного шва
Обновлено: 08.07.2024
Корень шва — По ГОСТ 2601 74 Источник: ГОСТ 25225 82: Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод … Словарь-справочник терминов нормативно-технической документации
корень шва — Часть сварного шва, наиболее удалённая от его лицевой поверхности [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] [ГОСТ 2601 84] Тематики сварка, резка, пайка EN rootroot of weldweld root DE… … Справочник технического переводчика
Корень шва — – часть сварного шва, наиболее удаленная от его лицевой поверхности. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
КОРЕНЬ ШВА — часть сварного шва, наиболее удалённая от его лицевой поверхности (Болгарский язык; Български) корен на шев (Чешский язык; Čeština) kořen svaru (Немецкий язык; Deutsch) Nahtwurzel; Schweißnahtwurzel (Венгерский язык; Magyar) varratgyök… … Строительный словарь
корень — 3.2 корень: Простая морфема, выступающая как основа, из которой производится слово с помощью фонетических изменений или расширения за счет словосложения или добавления аффиксов. Источник … Словарь-справочник терминов нормативно-технической документации
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
РД 03-606-03: Инструкция по визуальному и измерительному контролю — Терминология РД 03 606 03: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению, рис. А.48 Определения термина из разных документов: Асимметрия углового… … Словарь-справочник терминов нормативно-технической документации
РД 34.10.130-96: Инструкция по визуальному и измерительному контролю — Терминология РД 34.10.130 96: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва (512) Несоответствие фактического значения катета шва проектному значению, рис. ПА 51 Определения термина из разных документов: Асимметрия… … Словарь-справочник терминов нормативно-технической документации
СТО Газпром 2-2.3-251-2008: Сборка, сварка, термическая обработка и контроль качества при ремонте и модернизации корпусного технологического оборудования ОАО "Газпром" — Терминология СТО Газпром 2 2.3 251 2008: Сборка, сварка, термическая обработка и контроль качества при ремонте и модернизации корпусного технологического оборудования ОАО "Газпром": 3.13 валик: Металл сварного шва, наплавленный или… … Словарь-справочник терминов нормативно-технической документации
Корень шва

3.15 корень шва: Часть сварного шва, наиболее удаленная от его лицевой поверхности.
Часть сварного шва, наиболее удаленная от его лицевой поверхности, рис. А.8
Часть сварочного шва, наиболее удаленная от его лицевой поверхности, рис. ПА-8
Полезное
Смотреть что такое "Корень шва" в других словарях:
КОРЕНЬ ШВА — [weld root] часть сварного шва, наиболее удаленная от его лицевой поверхности … Металлургический словарь
О катетах и корнях сварочного шва
Понятие сварного шва и определение его разновидностей
Сварщики, которые стремятся стать профессионалами, стремятся разобраться во всех вопросах и понятиях сварочного мастерства до тонкостей. Один из часто задаваемых вопросов звучит так: что принято называть катетом шва при сварке?

Продольный сварной шов трубы
Для начала следует понять основы техники выполнения швов.
Существует огромное количество способов, которыми можно осуществить сваривание дуговой электросваркой (около ста пятидесяти), и регулярно появляются новые.
Что такое сварной шов? Это участок, который соединяет элементы конструкции, сформированный при прохождении кристаллизационного процесса расплавленного металла. Глобально все швы можно разделить на две категории:
Стыковой шов
Стыковой шов двух поверхностей
Стыковой шов используется с целью получения стыкового соединения, и чаще всего делается непрерывным. Он характеризуется специфической особенностью — формой разделки кромок у соединяемых заготовок. Благодаря разделке обеспечивается подготовка места проведения сварки, а также появляется возможность достичь хорошего качества соединения деталей в месте сваривания их друг с другом. Для повышения качества соединения применяется односторонняя или двухсторонняя разделка кромок. Осуществляется она прямыми линиями, либо в форме буквы «U».
Угловой шов
Необходимость в угловом шве возникает, если поставлена задача получить крестовое, тавровое или угловое соединение. Данная категория шва отличается формой подготовки кромки и сплошным стыком. Принято выделять швы с односторонней, с двухсторонней разделкой, и без разделки (в зависимости от поперечного сечения). В зависимости от протяженности угловой шов может быть прерывистым или непрерывным, иметь шахматное или цепное расположение точек сваривания.
Какие параметры влияют на качество сварного соединения?

Угловой сварной шов, с идеальным углублением
Из основных геометрических параметров можно отметить следующие:
- выпуклость;
- вогнутость;
- ширина;
- корень шва сварки;
- катет шва, образованный при сварке.
Кроме того, на качество влияет толщина и глубина провара, а также расчетная высота углового стыка.
Выпуклость и вогнутость
Сварка металла внутренней плоскости
Выпуклость и вогнутость — это значение расстояния между линией основной поверхности металла заготовки и поверхностью, которая проходит по линии максимальной выпуклости (вогнутости). Швы с выпуклой поверхностью считаются усиленными. Лучше всего применять их, если на изделие производится статическая нагрузка.
Что касается вогнутых швов, то они являются ослабленными, однако очень хорошо могут выдерживать динамические нагрузки. На практике целесообразно в большинстве случаев использовать швы с плоской поверхностью, потому что они являются самыми универсальными.
Ширина
Что касается еще одного геометрического параметра, — ширины, то она рассчитывается как минимальное расстояние между границами, возникающими при сплавлении металла.
Корень
Корнем шва, образованного при сварке, называют ту часть сварного стыка, которая максимально удалена от лицевой поверхности детали с той стороны, с которой производится сваривание. Можно сказать, что корень — это обратная сторона шовного соединения.

Внутренняя сварка дает наружный корень шва
Если используется двухстороннее сваривание деталей, то корень будет перекрываться подварочным швом. Что такое подварочный шов? Это небольшая часть двухстороннего сварочного соединения, которая выполняется заранее (в целях предотвращения возникновения прожогов при последующих сварных работах по созданию основного шва).
В некоторых случаях, если требуется сделать двухстороннее соединение, подварочный шов разрешено укладывать в последнюю очередь в корень главного соединения.
Катет
Теперь можно разобраться с катетами. Катет углового шва при сварке — это кратчайшее расстояние, измеряемое от плоскости одной из заготовок, которые нужно соединить друг с другом, до границы сварного углового соединения на плоскости второй заготовки.
Измеритель сварного шва
Выбор размерности катета при его определении производится таким образом, чтобы он обеспечивал максимально возможную прочность соединения деталей. Однако, не следует забывать, что чересчур сильное увеличение катета может повлечь за собой возникновение деформации заготовки.
Как рассчитывается прочность и катет при угловом соединении?
Прочность углового соединения при сварочных работах принято рассчитывать на основании производной от теоретической толщины соединения и его длины по факту. Размер углового катета вычисляется по законам геометрии (по длине катетов наибольшего треугольника, который можно вписать в продольное сечение соединения). Толщина соединения определяется величиной его катета. Размер углового соединения определяется его катетом.
Измерители сварных швов
Катет должен обладать достаточной величиной, чтобы полученное при сварке соединение смогло выдерживать расчетную нагрузку. При этом нужно учитывать, что излишне большие значения катета шва при сварке могут стать причиной возникновения сварочных деформаций. Еще один существенный момент: увеличение катета приводит к пропорциональному увеличению расходных материалов при сваривании заготовок, вследствие чего повышается и стоимость работ.
Чтобы проконтролировать качество угловых сварочных соединений в реальных условиях принято использовать несколько видов особых шаблонов. Самым распространенным методом определения катета является использование универсального сварочного шаблона.
Что еще влияет на качество сварочного стыка?
Форма поверхности стыков, образующихся при сварочных работах, в значительной мере зависит от характеристик применяемых электродов.

Маркировка и диаметр электродов
Кроме универсальных требований, предъявляемых ко всем изготовленным промышленным образом электродам (обеспечение устойчивости горения электродуги, специфический состав металла стержня электрода, минимальный уровень разбрызгивания, и др.), специалисты выдвигают еще и дополнительные требования.
Выбирать электроды необходимо с учетом их технических характеристик, указанных на упаковке.
К этим требованиям можно отнести характеристики электрода, которые в результате сварочного процесса способствуют формированию шва с заранее заданной формой. Например, если металлические стержни электрода при плавлении формируют вязкую и густую массу, то это благоприятствует легкому и оперативному созданию выпуклого сварного соединения. А если при плавлении металлического стержня происходит растекающийся жидкий расплав, то такие электроды хорошо подходят для формирования вогнутой поверхности сварочного соединения.
Влияние режима сваривания
В зависимости от выбранного режима сварки, качество сварного стыка может сильно отличаться. Если увеличивается сила тока, то происходит повышение глубины проварки, и при этом не изменяется ширина стыка.

Сваривание драгоценных металлов
Если сила тока постоянна, но изменяется напряжение, то начинает резко увеличиваться ширина сварного стыка, и при этом снижается глубина проварки.
Увеличение скорости перемещения электрода снижает ширину сварочного стыка и ощутимо увеличивает глубину проварки. Однако, не следует повышать скорость перемещения электрода до 50 метров в час или более — это может привести к сильному снижению качества сварочных работ по причине слабого прогрева материала основы.
Как проверить качество сварочных работ?
Наиболее популярных методов контроля качества два: разрушающий и неразрушающий.
1) Разрушающие испытания.
Проводятся на моделях для испытания прочности изделия. Сюда относится механическое воздействие, химический анализ, металлографические исследования и др.
2) Неразрушающие испытания.
Сюда относится визуальный контроль, проверка непроницаемости, радиационные, ультразвуковые и магнитные исследования, и др.
Как проверить качество корня шва сварки?
Корень — это наиболее важная разновидность шва. Есть ключевой набор правил для создания качественного корня сварочного шва:
Сварка корня шва труб под просвет
Сваривать трубы на просвет умеет не каждый сварщик, даже с солидным опытом. Новичкам же эта работа кажется настолько сложной, что они и не пытаются браться за нее. На самом деле сварка на просвет не так сложна, как кажется со стороны. Просто нужно знать ее нюансы и особенности.

Что значит «сварка на просвет»
Свое название этот способ получил потому, что такое соединение труб проверяется методами радиографического контроля. При его проведении шов раньше просвечивали рентгеновскими лучами для выявления изъянов. Сейчас для контроля применяются ультразвуковые аппараты. Однако чаще под термином «сварка на просвет» подразумевается соединение труб с зазором между ними. Соединяемые отрезки труб именуют катушками. Такой способ также называют сваркой под просвет.
Подготовительные работы
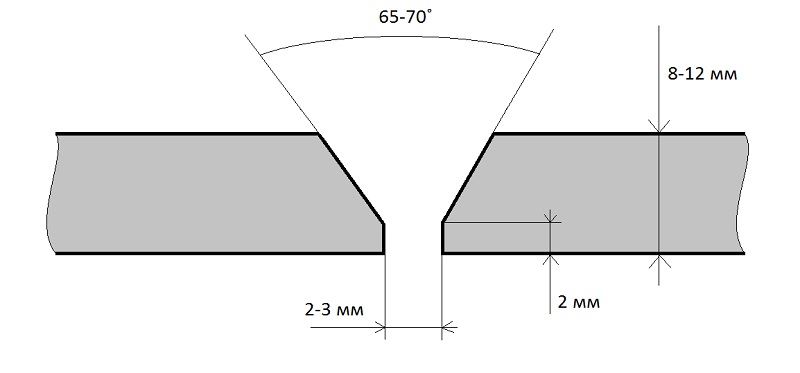
Прежде чем варить трубу необходимо подготовить металл в зоне стыка. Торцы должны быть отрезаны ровно, иначе наложить надежный шов будет затруднительно. С кромок снимаются фаски, чтобы угол между ними был 65 — 70˚. Поверхности на расстоянии не менее 3 см от торцов зачищаются шлифовальной машинкой или металлической щеткой до блеска снаружи и изнутри. Участки, изменившие цвет после обработки шлифмашинкой удаляются. Заусенцы убираются напильником. Острые края кромок притупляются до 2 мм, иначе они быстро расплавятся. Затем поверхности обезжириваются ацетоном.
Не менее важна и подготовка электродов. Их, перед началом работы, прокаливают в печи при температуре 380 — 400˚C в течение двух часов. Для продолжительного хранения электроды кладут в специальный пенал, в котором поддерживается температура на уровне 80˚С. Контейнер для этой цели можно изготовить самостоятельно из трубы ППУ. Когда нет возможности длительного прокаливания, электроды сушат горелкой в течение полутора минут слабым пламенем. Такой метод запрещен правилами, но в аварийной ситуации выбирать не приходится. Поскольку покрытие электродов быстро высыхает и опять набирает влагу, сушить более двух штук одновременно не следует.
Стыковка труб
Чтобы исключить смещение заготовок относительно друг друга катушки укладываются на уголке или швеллере. В идеале несовпадение должно равняться нулю, так как даже расхождение в 1 мм, разрешенное правилами, приводит к непровару. Зазор, в зависимости от толщины стенок, устанавливается в пределах 2 — 3 мм. В повседневной практике для этого между торцами труб вставляют электрод подходящего диаметра. При толщине стенок от 10 мм величина зазора выставляется 3 мм. При стыковке также нужно учитывать погрешность, которая возникает при прихватке из-за нагрева металла в ее точках. Возникающие термические напряжения стягивают трубы, поэтому зазор увеличивают на несколько десятых долей миллиметра.
Процесс стыковки упрощается, если использовать центратор. Он обеспечит точное совмещение осей труб и неизменность их положения во время сварки. Обычно применяют наружный центратор, но лучше выбрать внутренний, так как он исправляет нарушения формы, например, овальность торцов труб.
Настройка режима сварочного аппарата
Для сварки трубы под просвет рекомендуется использовать сварочный аппарат постоянного тока. Работа проводится в режиме прямой полярности, когда электрод подключен к плюсу, а труба к минусу. Величина сварочного тока устанавливается в зависимости от толщины стенок трубы и диаметра электродов. Точное его значение в каждом случае подбирается опытным путем. Однако независимо от размера труб создание корня сварного шва проводится электродами диаметром 2,5 мм при минимально возможном токе. Попытки использования тройки для ускорения процесса кончаются плачевно.
Оптимальную величину сварочного тока подбирают на какой-либо металлической поверхности. Для начала выставляется 50 — 60 ампер. Если при опробовании дуга стабильна, нужно без усилия коснуться поверхности расплавленного металла кончиком электрода — он не должен прилипать. Сбавляя ток, подбирается его максимально малое значение, при котором дуга горит стабильно.
Процесс сварки
Прихватка
Сварку трубы под просвет начинают с прихватки в нескольких точках. Их количество зависит от диаметра заготовок, но не менее четырех с шагом 90˚. После создания первой точки положение труб при необходимости корректируется. Прихватка должна надежно скрепить заготовки между собой. После сварки всех точек стык еще раз зачищается. Обнаруженные поры и плохо проваренные места удаляются, так как они в дальнейшем станут причиной брака.
Корень шва
Сварку удобней проводить, если прихваченные трубы будут находиться в полупотолочном положении. Это обеспечит свободный доступ к стыку. На нижней части соединения наносится отметка. Отступив от нее 1 — 3 см начинают сварку корня шва под просвет. Дуга зажигается на фаске или ее внешнем краю, но не на поверхности трубы. На потолочной части стыка кончик электрода находится в зазоре с постепенным движением вверх. Для формирования обратного валика дуга должна гореть внутри трубы.
При движении электрода без поперечных отклонений нужно следить, чтобы оплавлялись обе кромки. Если плавится только одна сторона, следует остановиться и повторить проход. Горение дуги снаружи означает, что стык стянулся. Его можно прорезать большим током, но предпочтительней аккуратно расширить болгаркой. Если наплавляемый корневой шов провисает, значит, завышен сварочный ток или электрод движется медленно.
Если представить торец трубы в виде циферблата часов, то при выходе на 40 минут электрод начинают раскачивать на половину диаметра между кромками. В результате образуется технологическое окно, через которое можно следить за формированием внутреннего валика. При сварке тонкостенных труб небольшого диаметра оно только намечается, но не стоит проплавлять на этом месте сквозную дыру. Электрод продвигается без колебательных движений, меняется только положение держака, чтобы обеспечить стабильность дуги при минимальном токе.
После выхода на 50 минут держатель отклоняется от себя, чтобы дуга горела на краю валика. Продавливать электрод внутрь трубы как на потолке не надо, так как могут получиться прожоги. Чтобы внутренний валик получился ровным, прихватка при подходе к ней шва срезается, края развальцовываются. С готового корня сбивается шлак, металл зачищается до блеска металлической щеткой.
Заполнение
Заполнение выемки, образовавшейся после проведения предыдущей операции, выполняется короткой дугой. Для плавления кромок электрод ведется по краям сварочной ванны. При работе нужно следить за появлением стартовых пор, которые образуются при розжиге дуги во время сварки на ветру. Их зашлифовывают под нуль болгаркой. Опытные сварщики накладывают дополнительный шов сверху и снизу стыка, не касаясь вертикали.
Облицовка
В заключение на зачищенное заполнение накладывается облицовочный шов. Его выполняют равномерными по амплитуде колебательными движениями без резких рывков, следя за тем, чтобы дуга не выходила за пределы сварочной ванны. Чтобы шов не проваливался посередине, электрод на краткие мгновения задерживается на кромках. Если он получается излишне чешуйчатым, добавляется сварочный ток. После завершения сварки со шва удаляется шлак, утолщения, образовавшиеся в местах розжига дуги, зашлифовываются. Поверхность возле стыка очищается только металлической щеткой.
Какие могут возникнуть дефекты при сварке
Самым большим дефектом при проведении сварки считается непровар. Сварщики, у которых случаются такие огрехи, не допускаются к работе на трубопроводах. Неаккуратность швов и их провисание, а также другие мелкие дефекты случаются при нарушении технологии сварки. Для их предотвращения работа должна выполняться с соблюдением следующих условий:
- сварка выполняется короткой дугой на минимальном токе;
- отрыв электрода допускается только при замене;
- тщательный подбор тока;
- правильная подготовка труб;
- проведение работы прокаленными электродами;
- место сварки должно быть защищено от ветра и осадков;
- использование качественного оборудования и электродов.
При освоении этого вида сварки главное научиться наплавлять корень шва. Для тренировки можно взять две металлические пластины толщиной 10 мм и прихватить с зазором, не забывая о подготовке стыка. Закрепляя их под разными углами, отрабатывают навыки сварки на просвет по горизонтали, вертикали, потолке.
Что называют непроваром сварного шва
В местах, куда при проведении сварки расплавленный металл не затекает внутрь соединения, образуются непровары. Такой дефект значительно снижает прочность сварного шва, делая его ненадежным. Непровары становятся местами концентрации внутренних напряжений, что еще больше снижает стойкость соединения к нагрузкам, особенно ударным.

Что такое непровар
В справочниках непроваром называются дефекты в местах, где основной и наплавленный металл не сплавились или сечение шва заполнено не полностью. Изъяны этого вида образуются на кромках, между слоями при сварке широких стыков в несколько проходов, в корне шва. На изломах и вырезанных для контроля участках непровар выглядит как темная полоска между основным и наплавленным металлом. Визуально изъян можно обнаружить по наружным трещинам и порам, которые образуются на внешней поверхности сварного шва. Внутренние трещины и другие нарушения выявляют методом просвечивания сварного соединения рентгеном, гамма-лучами, ультразвуком.

Причины возникновения
Причиной, по которой образуются непровары, может стать:
- завышенная скорость ведения электрода или горелки вдоль шва;
- посторонние включения;
- некачественная подготовка кромок;
- завышенный диаметр электрода;
- малое значение сварочного тока;
- пустоты в виде пор;
- недостаточный прогрев корня шва из-за малого угла фасок на кромках, большого притупления, отсутствия зазора между свариваемыми заготовками.
Посторонние включения из не успевшего всплыть шлака могут быть размером до нескольких сантиметров. Частицы вольфрама попадают в шов при недостаточной защите во время сварки неплавящимся электродом. Прослойки из оксидных пленок с высокой температурой плавления образуются, если кромки были плохо очищены от грязи и ржавчины.
Поры образуются из газа (преимущественно водорода) выделяющегося при сварке, который не успел выйти при остывании шва. Полости сферической или цилиндрической формы достигают размера до нескольких миллиметров. Отдельно расположенные поры не опасны, но при образовании цепочек или групп ослабляют сварное соединение. Газовые пузырьки образуются при недостаточной защите сварной ванны, завышенной скорости наложения шва. Количество пор возрастает, если сварку выполнять плавящимся электродом с отсыревшей обмазкой.
Трещины, сопровождающие непровары, образуются на шве и прилегающих к нему участках внутри или снаружи. Дефекты могут располагаться в продольном и поперечном направлении. Трещины опасны тем, что имея микроскопические начальные размеры, под действием остаточного напряжения с высокой скоростью увеличиваются до больших размеров. Риск образования трещин возрастает при сварке жестко закрепленных заготовок, металлов с высоким содержанием серы, фосфора, углерода. Выполнение монтажа на морозе и наложение близко расположенных швов также чревато появлением трещин.
Группы непровара по ГОСТ
В ГОСТ 30242-97 дефекты сварных швов связанные с непроваром представлены в 6 группах:
№ группы
Название дефектов
Не сплавления и непровары
Нарушения формы шва
Дефекты, не вошедшие в предыдущие группы
Каждый дефект обозначается трехзначным числом, начинающимся с номера группы. Например, 101 — продольная трещина, а 402 непровар. Для указания места расположения изъяна добавляется четвертая цифра. Так кодом 4011 обозначено несплавление между швом и основным металлом по боковой стороне. В справочниках Международного института сварки (МИС) дефекты обозначены буквами латинского алфавита. Непровары и несплавления маркируются литерой D.

Способы предотвращения непроваров
Основная опасность таких дефектов как непровары заключается в снижении прочности шва до 70%. Поэтому проще и дешевле предотвратить их образование, чем переделывать работу заново.
Разделка кромок
Профилактику по предотвращению дефектов начинают на стадии, когда проводится подготовка стыков к сварке. На заготовках кромки разделывают под углом, достаточным для свободного доступа электрода к корню шва, не забывая оставлять притупление. Поверхности возле стыка очищают от грязи, ржавчины, окалины и обезжиривают. Заготовки без жесткого крепления укладывают в одной плоскости без перекосов и смещения по высоте. Между кромками оставляют зазор, необходимый для компенсации температурных деформаций, сопровождаемых появлением трещин.
Подача тепла
Непровары часто появляются из-за недостатка тепла при низком напряжении, поэтому мощности дуги не хватает для полного расплавления металла. Частой причиной образования такого дефекта сварки в начале и на конце сварного соединения становится уменьшение глубины провара из-за неустановившегося теплового процесса. Скорость ведения сварки выбирают такой, чтобы успевал плавиться металл кромок, иначе при быстром перемещении электрода теплоты будет хватать только на образование шва. Если при многослойной сварке не удалять шлак после каждого прохода, появление непроваров обеспечено, так как он будет препятствовать плавлению предыдущего шва.
Соблюдение режимов сварки
У неопытных сварщиков шов с непроварами получается при установке низкого значения тока, несоответствующего толщине и металлу заготовок. При неправильном выборе полярности, если сварка выполняется постоянным током, оксидные пленки электромагнитным полем прижимаются к кромкам, препятствуя их расплавлению. Также следует учитывать, что магнитное поле может отклонять дугу в сторону. Чтобы избежать появления непроваров на концах шва и при замене электрода у многофункциональных инверторов настраивают функцию кратковременного повышения напряжения. Она срабатывает в начале и в момент отрыва электрода. Высока вероятность образования изъянов при работе на старом аппарате без стабилизации параметров дуги. Ее ток будет изменяться при колебаниях сетевого напряжения. Поэтому для работы выбирают время, когда они минимальны.
Положение электрода при сварке
При сварке дугу ведут строго по оси стыка, чтобы обе кромки прогревались одинаково, так как при отклонении в сторону одна из них не сплавится со швом. Электрод перемещают углом вперед, с наклоном 5 — 20⁰. Сварка угловых швов выполняется «в лодочку», электрод держат на равном расстоянии от поверхности заготовок. Если детали соединяют несимметричной «лодочкой», электрод выставляют под углом 30⁰ к плоскости одной из них. Сварку проводят на повышенном токе с прямой или обратной полярностью. При сварке обратной полярностью, выполняемой короткой дугой, могут образоваться подрезы. Завышенный диаметр электрода способствует попаданию частичек шлака в промежуток между кромками.
Тугоплавкие оксиды
Легированная сталь и сплавы содержат компоненты, которые при нагреве образуют тугоплавкие оксиды. При нарушении технологии сварочных работ они и шлак остаются внутри шва, создавая непровары. Поскольку для образования оксидов необходим кислород, нужно защищать сварочную ванну от контакта с атмосферой. Если сварку выполняют инвертором MIG/MAG, используется инертный газ или флюс, создающий при нагреве защитную среду. При сварке плавящимся электродом важно правильно подобрать марку с покрытием, соответствующему виду металла.
Когда к сварному соединению не предъявляются высокие требования по прочности, изделие может быть принято в эксплуатацию, если мелкий дефект расположен вдоль направления действия нагрузки. Также учитывается форма и глубина изъяна. Если к непровару сварного шва есть доступ для сварки, его зачищают и переваривают. При монтаже ответственных конструкций забракованный участок вырубают или вырезают, после подготовки сваривают повторно.
Нормативными документами допускается образование непроваров, если они не превышают установленные пределы. Поэтому начинающим сварщикам не стоит бояться дефектов, главное своевременно устранять их. Зная причины образования непроваров, можно быстро научиться выявлять места их появления.
Читайте также: