Что такое порошковая проволока для сварки
Обновлено: 19.05.2024
Сварочная (электродная) проволока – незаменимый материал, используемый при соединении металлических поверхностей. Благодаря ей образуются устойчивые межмолекулярные связи стыкуемых поверхностей, возникает прочный сварной шов. Так как детали, подлежащие сварке, впоследствии подвергаются интенсивному использованию, то к выбору присадочного компонента стоит отнестись со всей ответственностью. Предлагаем вам узнать, какая сварочная проволока оптимально подойдет для полуавтомата.
Разновидности электродной проволоки. Их принцип действия
В зависимости от способа полуавтоматической сварки, проволоку можно использовать:
Сварка может проводиться с помощью инертных (без углекислоты) и активных (с углекислотой) газов. Согласно ГОСТ No2246-70, при такой технологии могут быть использованы 75 марок проволоки, которыми можно соединять практически все металлы. Особенно популярна сварка полуавтоматом чугуна, циркония, алюминия, магния, титана и т.д.

сварка полуавтоматом в защитной газовой среде
Плавка проволоки происходит с помощью дуги, которая образуется между электродом и металлической деталью. Во время этого сварная ванна наполняется газами, которые вытесняют воздух, который ухудшает качество шва. Чтобы в сварочном шве не образовывались поры, давление защитного газа должно быть 0,6 – 0,8 МПа. Для устойчивого горения дуги и небольших энергозатрат применяется присадочная проволока, имеющая диаметр 0, 5 – 3 мм.
Флюсовая, она же самозащитная, проволока для полуавтомата пригодится для монтирования крупных конструкций, особенно если до свариваемых деталей трудно добраться. Проволока с флюсом нужна при соединении цветных металлов, их сплавов, низкоуглеродистой стали, стали с любой степенью легирования. Наиболее распространенные величины диаметра расходника — 2 мм, 5 мм и 8 мм.
Флюсовая сварочная проволока для полуавтоматов плавится под воздействием сварочной дуги. Одновременно происходит расплавка металлической поверхности. Глубина проплавления зависит от толщины проволоки и примененной силы тока. Образуется сварочная ванна, покрытая тонким слоем шлака. После удаления дуги расплавленное вещество кристаллизуется, образуя шовное соединение, и остатки шлака можно зачищать. Немаловажно, чтобы проволока с флюсом содержала как можно меньше химических веществ, выделяющих токсины при достижении высоких температур.
Маркировка сварочной проволоки
При расшифровке маркировки сварочной проволоки для полуавтоматов обязательно акцентируйте свое внимание на начале шифра, где указана толщина изделия. Следующее буквенное сокращение — указание на предназначение проволоки: наплавочная (Нп) или сварочная (Св). Затем в некоторых случаях указывается, сколько углерода содержится в материале. Это число составляет сотые доли процента.

Буквы А и АА свидетельствуют о степени чистоты проволоки от фосфора, серы, иных вредных примесей. Следующие за ними буквы указывают на легирующие элементы, такие как молибден (М), кремний (С), никель (Н), хром (Х), цирконий (Ц), медь (Д), ванадий (Ф), титан (Т), марганец (Г), алюминий (Ю). Если затем проставлена какая-нибудь цифра, то она указывает процентное присутствие элемента. Если же числа нет, то этого элемента в проволоке содержится не более 1 процента.
После прописывается, каким способом проволока была выплавлена: ВИ – в вакуумно-индукционных печах, ВД – в вакуумно-дуговых печах, Ш – с применением электрошлакового переплава. Дополнительное обозначение Э ставится тогда, когда с помощью проволоки можно изготавливать электроды. Для указания на омедненную поверхность изделия маркировка содержит букву О. Наконец, должен быть указан государственный стандарт, которому соответствует изделие.
Алюминиевая проволока для полуавтомата
Проволока для сварки алюминия полуавтоматом применяется в тех случаях, когда необходимо соединить поверхности из алюминия и его сплавов в среде защитных газов. Кроме собственно алюминия, расходный материал содержит железо, кремний, марганец и магний. Процесс сваривания довольно сложен, так как алюминий имеет меньшую температуру плавления, чем образующаяся на его поверхности оксидная пленка. Крайне важно подобрать сварочный ток большей величины; токосъемные наконечники должны иметь больший диаметр отверстия.

Проволока для сварки алюминия полуавтоматом широко распространена в промышленности (особенно пищевой), судо- и авиастроении. Можно выполнять тавровые, стыковые швы, а также соединять листы металла внахлест. Качественная алюминиевая проволока для полуавтомата, кроме легкоплавкости, должна иметь следующие характеристики:
- Отличную электро- и теплопроводность.
- Небольшую массу.
- Низкую биологическую активность.
- Устойчивость к влаге и агрессивной среде.
- Прочность.
- Гибкость.
- Большой срок хранения.
Межгосударственный стандарт предполагает, что алюминиевая сварочная проволока для полуавтомата изготавливается повышенной прочности (АТп), твердая (АТ), полутвердая (АТП) и мягкая (АМ). При сварке алюминиевой проволокой для полуавтомата стоит следить за тем, чтобы длина дуги не превышала 12-15 мм. Иначе вполне вероятно, что металл будет прожжен.
Для сваривания алюминия полуавтоматом без газа подойдет порошковая присадочная проволока. Однако учтите: она придает некоторую пористость сварному шву, поэтому ей лучше сваривать изделия, которые не подлежат интенсивной нагрузке.
Омедненная проволока
К медной проволоке для сварки полуавтоматом обращаются в тех случаях, когда необходимо сварить углеродистую и низколегированную стали в среде защитных газов. Она применяется в промышленности, при производстве водного и наземного транспорта, монтаже трубопроводов, при выпуске железнодорожных вагонов, установке конструкций, которые будут эксплуатироваться при перепадах температур и давления.

Проволока из меди позволяет получить прочный шов, не подверженный коррозии и выдерживающий длительные механические воздействия. Высокая ударная вязкость и устойчивость к возникновению трещин гарантированы, если количество меди в проволоке не более 0,25 %, а толщина покрытия – не менее 6 мкм. Не менее важными преимуществами являются следующие:
- Превосходный подвод тока.
- Металл не разбрызгивается.
- Стабильная и равномерная подача расходного материала.
- Небольшой абразивный износ наконечника, подводящего ток.
- Эстетичный внешний вид.
При выборе проволоки внимательно проверьте качество намотки. Если витки неплотно прилегают друг к другу, то изделие может быть деформировано, и тогда оно будет «заедать» в сварочном аппарате. Чтобы избежать воздействия влаги, хранить проволоку нужно, обернув кассету в ингибиторную бумагу.
С технологией сварки меди можно ознакомиться здесь.
Нержавеющая проволока для использования в полуавтоматической сварке
Проволока для сварки нержавейки полуавтоматом лучше всего сваривает легированные стали, которые соединяют с помощью предотвращающих окисление газов. Нержавеющая сварочная проволока задействована в металлургии, нефтепереработке, пищевой промышленности, медицине, химической промышленности, при изготовлении автомобилей и в иных сферах жизни. Надежно соединить поверхности из нержавейки часто нужно и в бытовых условиях – например, при монтаже оград или сооружении каркасов для парника.

Нержавеющая проволока для того, чтобы шов был защищен от окисления, насыщена примесями фосфора, азота, хрома, марганца и углерода.
Проволока из нержавейки для полуавтомата имеет следующие плюсы:
- Равномерно поступает в полуавтомат.
- Обеспечивает прочный шов, не имеющий поры.
- Имеет плотную рядную обмотку.
- Гарантирована высокая производительность.
- Количество дыма минимально.
Проволока для сварки нержавейки полуавтоматом с газом ограничивает выбор полярности, используемой при работе: нужно выбирать обратную. Если же вы планируете воспользоваться нержавеющей флюсовой проволокой, то необходима полярность прямая.
Порошковая проволока для полуавтомата
Порошковая проволока для полуавтомата, она же проволока с флюсом, применяется без участия защитного газа. Она изготавливается в форме трубки, которая содержит флюс. Масса его может составлять от 15 до 40 % массы изделия.

Проволокой с флюсом можно производить сварку по нержавейке, по алюминию, меди, титану, стали. Кроме проведения сварки полуавтоматом в нормальных условиях, эту проволоку используют при варении под водой, соединении арматуры, принудительном создании шва. Однако, по свидетельствам профессионалов, полую трубку невозможно заполнить порошком, если в ней отсутствуют поры. Поэтому нельзя гарантировать, что зона сварки будет полностью сплошной и сверхпрочной. Кроме того, необходимо хорошо очищать металлические поверхности от образующегося шлака. Используется преимущественно в нижнем положении.
При всех ее недостатках, флюсовая проволока для полуавтомата без использования газа вам нужна, если:
- Планируется применение высокоплотного тока (примерно 200 А на мм2),
- Вам предстоит большой объем работ.
Полезные советы при выборе сварочной проволоки
Чтобы сварка полуавтоматом гарантировала качественный результат, и работу не пришлось переделывать несколько раз, нужно ответственно подойти к выбору проволоки.
Неверно подобранный химический состав, как правило, становится причиной разницы в температурах плавления. Проволока, плавящаяся позже поверхности металла, не может организовать качественный шов. Приобретая сварочную проволоку для полуавтоматов, учитывайте:
- Назначение. Производители размещают на упаковках предписания, для каких металлов лучше использовать ту или иную марку. К этим рекомендациям прислушиваться необходимо.
- Диаметр. Этот показатель зависит от толщины свариваемых деталей.

упаковка проволоки для полуавтомата
- Количество в упаковке. Расходный материал продается в катушках по 1 кг, 5 кг (для полуавтоматов, применяемых в быту); 15 кг, 18 кг (для профессиональных сварочных устройств).
- Температуру плавления. Должна быть ниже температуры плавления детали.
- Внешний вид. Поверхность изделия должна быть чистая, не иметь налета ржавчины, пятен краски или машинного масла.
Особенности сварки порошковой проволокой

О СВАРКЕ
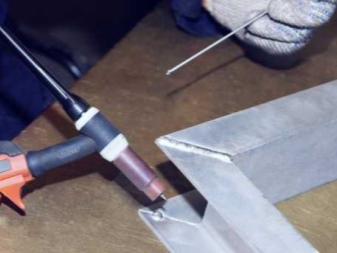
Сварка порошковой проволокой помогает отказаться от использования защитного газа. Ее можно применять при работе с конструкциями сложной конфигурации. Порошковая присадка используется в сочетании со многими технологиями сварки. Работы с применением этого расходного материала могут вестись на улице.
.jpg)
История появления
В начале XX в. человечество начало пользоваться новыми технологиями соединения металлических деталей: газовой, дуговой и контактной сваркой. Дальнейшие усилия были направлены на улучшение разработанных способов. Например, качество электродуговой сварки зависело от типов присадочных прутков. Были представлены стержни с порошковым наполнением.
Если ранее обмазка находилась на внешней стороне, то после 1938 г. конструкция прутка сильно изменилась. Проволока стала изготавливаться из готовых трубок, в полость которых вводили наполнитель.
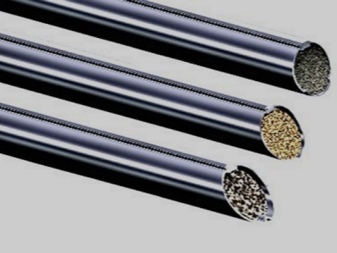
Что такое порошковая проволока
Так называют специальный тип присадочного материала для сварки, самостоятельно защищающий ванну от контакта с кислородом. Это становится возможным благодаря введению в конструкцию прутка флюсового сердечника.
Наполнение и внешняя оболочка
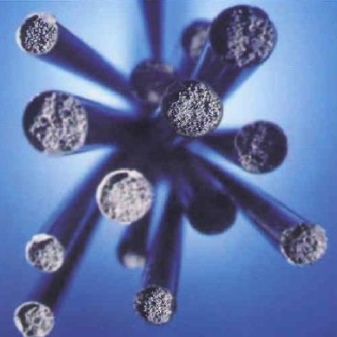
Проволока имеет вид полой трубки, внутри которой находится порошок. Оболочка изготавливается из металла, необходимого для формирования сварного соединения. Содержание порошкового наполнителя составляет 50-70%. Стенки снабжены усилителями, препятствующими деформации оболочки, улучшающими проводимость.
При повышении температуры стенки прутка расплавляются, наполнитель превращается в газовое облако, которое препятствует поступлению воздуха в сварочную ванну.
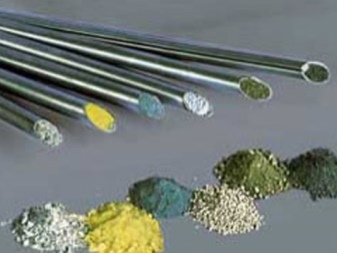
В состав порошка вводят разные вещества. Производители выбирают их с учетом ГОСТа, что помогает получить расходный материал с оптимальными характеристиками.
Сферы применения
Ручная, автоматическая или механизированная сварка с порошковой присадкой применяется в:
- автомобилестроении (при производстве крупных кузовных и несущих элементов машин);
- промышленности (при изготовлении металлоконструкций разного назначения);
- ремонте металлических элементов.
Этот метод соединения деталей расширяет возможности сварщика при работе в разных пространственных положениях. Особенно удобен способ при потолочной сварке, что объясняется необязательностью применения защитного газа гелия, не оседающего при осуществлении верхних соединений.
.jpg)
Виды порошковой проволоки
Материалы делятся на самозащитные и газозащитные. Первый тип считается более распространенным.
Газозащитная
При использовании такого прутка требуется дополнительная защита газом. Чаще всего применяется углекислота или смесь этого вещества с аргоном. Ввиду высокой себестоимости работ, газозащитные прутки используются редко.

Самозащитная
При работе с этим материалом газ не применяют. Это делает пруток удобным в применении. Самозащитная проволока имеет вид полой трубки малой толщины. Внутри находится флюс, защищающий сварочную ванну от содержащихся в воздухе примесей.

Требования к порошковой проволоке
При производстве расходного материала учитывают необходимость:
- поддержания равномерного плавления присадки без образования брызг;
- легкого розжига и стабильного горения электрической дуги;
- получения однородного ровного шва без трещин и посторонних включений;
- равномерного распределения образующегося при плавлении металла шлака по шву, легкого отделения окалины после охлаждения.
Эти требования считаются главными параметрами расходного материала, определяющими его использование для сварки стали разными способами.
Выбор порошковой проволоки
Параметр подбирают с учетом толщины заготовок, способа сварки. С такими прутками можно варить нержавеющую, оцинкованную или углеродистую сталь.
Популярные марки
Наиболее часто используются такие виды материала:
Работы при использовании такого материала сопряжены со следующими нюансами:
- Необходимо тщательно настраивать параметры работы аппарата. Оптимальным считается напряжение в 16-18 В. Скорость подачи расходного материала выбирают опытным путем.
- Сварку ведут колебательными круговыми движениями против хода часов.
- Проволока при нагреве разбрызгивается. Поэтому рекомендуется обрабатывать поверхности деталей специальным спреем.
- Рекомендуется использовать защитную маску с более интенсивным затемнением.
Полярность
Не все аппараты дают возможность переключения этого параметра. Это нужно учитывать при покупке оборудования. Сварку с порошковой присадкой ведут только на прямой полярности. По умолчанию на полуавтоматах устанавливается обратный вариант, когда плюс подключается к электроду.
Технология сварки
Процедура делится на 3 основных этапа:
- подготовительный;
- основной;
- заключительный.
Подготовительные работы
На этом этапе края заготовок очищают от механических загрязнений. При необходимости обрабатывают поверхности обезжиривающим средством. В домашней мастерской можно обойтись удалением грязи и оксидной пленки. При толщине детали более 3 мм разделывают кромки угловой шлифмашиной. Шлифовальную насадку удерживают под углом по отношению к краю заготовки.
Основной этап
При работе с полуавтоматическим аппаратом выполняют следующие действия:
- Настраивают оборудование. Напряжение и силу тока выбирают с учетом толщины заготовок, вида металла, диаметра проволоки.
- Вставляют кассету с присадкой до подключения агрегата к сети. Это препятствует поражению сварщика током.
- Подсоединяют оборудование к сети. Нажимают кнопку пуска на подающем механизме. Проволока должна поступить в наконечник. Выступающую часть обрезают до нужной длины кусачками.
- Устанавливают подающий наконечник в правильное положение. Его выбирают с учетом необходимости обзора сварочной ванны.
- Начинают формирование шва. Технику сварки выбирают так, чтобы пруток не совершал поперечных колебаний. Это препятствует ненужному расширению ванны.
Завершающие работы
На этом этапе сварное соединение очищают от формирующегося шлака молотком и металлической щеткой. Это помогает обнаружить непровары и другие дефекты. Кроме того, зачистка требуется при проведении многопроходной сварки.
Применяемые материалы и оборудование
Для сварки потребуются:
- автоматический или полуавтоматический источник тока;
- механизм подачи расходного материала с роликами, подбираемыми с учетом диаметра прутка;
- кабели для подведения тока к наконечнику;
- устройства для закрепления деталей перед сваркой;
- щетка для очищения шва;
- сварочный молоток для механической обработки соединения;
- кусачки.
Сварщик должен использовать защитные средства:
- изготовленный из огнеупорной ткани рабочий костюм, защищающий мастера от поражения током;
- затемненную сварочную маску, исключающую негативное влияние высоких температур на глаза;
- рукавицы, предотвращающие ожоги рук или поражение током;
- страховочную оснастку при работе на большой высоте.
Характеристики шва с применением порошковой проволоки
На поверхности соединения появляется плотная шлаковая корка, которую после остывания сбивают молотком. При многопроходной сварке налет может мешать сцеплению слоев. Сам шов с использованием порошковой присадки получается грубым, с крупной чешуей и наплывами. Брызги расплава на поверхностях появляются в умеренных количествах. Нередко обнаруживаются дефекты в виде непроваров.
Преимущества и недостатки
К положительным качествам рассматриваемого способа сварки относятся:
- возможность отказа от использования тяжелых газовых баллонов;
- свободное передвижение аппарата, возможность работы со сложными конструкциями;
- увеличенная производительность труда (в сравнении со сваркой в защитном газе с простой проволокой);
- нечувствительность дуги к ветру, исключение смещения защитного облака.
Отрицательными характеристиками метода считаются:
- увеличенная стоимость расходных материалов;
- необходимость наличия специальных навыков, ограничивающая возможность применения способа в быту;
- более низкое, по сравнению с аргонодуговым способом, качество шва (часть нерасплавленного активного порошка попадает в сварочную ванну, что способствует появлению посторонних включений).
Дополнительная информация
Порошковая сварка должна вестись с невысоким напряжением, малой скоростью подачи присадки. Слишком мощные аппараты применять не рекомендуется. При сварке деталей толщиной 15 мм устанавливают напряжение 15 В. Скорость подачи должна составлять 2 м в минуту. Горелку удерживают под наклоном, ведя ее вперед. Дуга должна прерываться. Ролики подающего механизма нельзя прижимать слишком сильно. В противном случае, тонкие стенки присадки деформируются. Сопло использовать необязательно.
Всё, что вам нужно знать о порошковой проволоке
Проволока сварочная — неотъемлемый атрибут многих сварочных технологий. Без нее абсолютно точно не обходится полуавтоматическая сварка. Для удовлетворения требований сварщиков производители выпускают проволоку, изготовленную из всех разновидностей металлов. Вы без труда найдете алюминиевую, медную или стальную проволоку.

Но среди такого большого разнообразия особняком стоит порошковая проволока. Она позволяет варить без газа в труднодоступных местах. В этой статье мы расскажем, что такое порошковая проволока, какие у нее есть достоинства и недостатки, и как применять этот присадочный материал в своей работе.
Общая информация
Порошковая проволока для сварки — это полая металлическая трубка, внутри которой может находиться флюс или флюс, смешанный с металлическим порошком. Данный тип проволоки применяется при полуавтоматической сварке без газа.

Порошковая самозащитная, выпускаемая в России и странах СНГ, зачастую предназначена для работы с низколегированными и низкоуглеродистыми сталями. Существуют и другие разновидности, но их заметно меньше. Также проволока может быть специальной или общей. Специальная проволока — это профессиональный присадочный материал. С ее помощью проводят ванную, подводную, автоматическую и прочие профессиональные виды сварки. А проволока общего назначения может использоваться как на производстве, так и в домашней сварке.
Современная порошковая сварочная проволока способствует легкому поджигу дуги и ее стабильному горению. Сама проволока плавится равномерно, практически не разбрызгивается. Шлак, образующийся из-за испарений флюса внутри проволоки, легко отделяется с поверхности металла. Достаточно просто охладить деталь. Если у вас уже есть опыт в полуавтоматической сварке, то вряд ли швы получатся дефектными.
Достоинства
Давайте начнем с преимуществ. Первое, и самое главное преимущество — это возможность использовать ее для полуавтоматической сварки без применения газового баллона. Проще говоря, эта проволока необходима именно для сварки без газа. Ведь внутри нее есть флюс, который при плавлении проволоки высвобождается наружу и образует «облако», свойства которого схожи со свойствами защитного газа.
Благодаря такой технологии вы можете варить в любом труднодоступном месте. Вам не нужно перевозить громоздкий тяжелый баллон с газом. Просто заправляете проволоку в подающий механизм или подаете ее сами в сварочную ванну. А второй рукой направляете горелку. Тем более, при такой технологии шов хорошо видно и вы можете следить за тем, как он формируется.

Мало кто знает, что самозащитная сварочная присадочная проволока часто используется в промышленности для наплавки. Применение порошковой проволоки позволяет получить металл с тем же химическим составом, что и самой детали. Необходимо лишь приобрести проволоку, в составе которой кроме флюса есть металлический порошок. И уже в зависимости от того, из таких металлов должен быть этот порошок, стоит подбирать проволоку.
Недостатки
Но, есть у порошковой проволоки и свои недостатки. Некоторые из них не критичны, а некоторые могут сыграть решающую роль.
Начнем с того, что проволока порошковая для дуговой сварки достаточная хрупкая. И если вы заправите ее в подающий механизм с большим усилием сжатия, то она просто не выдержит этого. Еще один недостаток — ограниченность пространственного положения. Варить можно только в нижнем или в вертикальном, и то редко. Это связано с большим объемом сварочной ванны, которая формируется при сварке. К тому же, на поверхности металла неизбежно образовывается шлак, который текуч и так же вносит свою лепту.
Именно по этой причине даже вертикальная сварка может быть просто невозможна. И эту проблему не решить уменьшение силы сварочного тока. Ведь диаметр порошковой проволоки начинается от 2.5 мм. Для работы с таким диаметром вам в любом случае нужно настроить повышенную силу тока, чтобы проволока плавилась беспрерывно.
Еще один, на наш взгляд самый существенный, недостаток — худшее качество получаемых швов, чем при использовании газа. У порошковой проволоки есть пустоты, поскольку флюс нельзя поместить внутрь достаточно плотно. Из-за этих пустот швы получаются пористыми. У новичков пор особенно много из-за недостаточного опыта.
Особенности применения
В большинстве случаев, для сварки порошковой проволокой вам нужно установить постоянный ток и обратную полярность. Некоторые марки проволоки допускают сварку на переменном токе, но это случается редко. Поскольку постоянный ток дает лучшее качество швов и практически не разбрызгивает металл. В отличие от переменного.
Следите за вылетом проволоки. Он должен быть от 1.5 до 2 сантиметров. Более точные рекомендации по вылету проволоки можно найти в сертификате. Также не забудьте о горелке. Ее выходное отверстие должно быть немного большего диаметра, что сама проволока. Наконечник горелки должен быть из меди или медных сплавов.
При формировании шва совершайте плавные колебательные движения горелкой. И не забывайте и прогреве проволоки. Перед сваркой ее нужно подогреть в печи или с помощью горелки до температуры 250 градусов. Прогревайте присадочный материал в течение 2-3 часов. Если в составе проволоки есть органические компоненты, то ее не нужно прогревать.
Вместо заключения
Сварочная проволока для полуавтоматов может быть как металлической (для сварки в среде защитных газов), так и полой с флюсом внутри, который будет выполнять те же функции, что и газ. Конечно, применение такой проволоки дает менее качественные швы, чем при использовании газа, но порой порошковая присадка незаменима. Вы не всегда и не везде сможете транспортировать газовый баллон. А ведь порой сварка может быть труднодоступной (на высоте или в неудобном пространственном положении).
Да, самозащитная проволока имеет свои достоинства и недостатки. Но в некоторых случаях ей просто нет равных. А вы когда-нибудь применяли сварочную проволоку в своей работе? Поделитесь положительным или отрицательным опытом в комментариях ниже. Он будет полезен для всех новичков. Желаем удачи в работе!
Начинающие сварщики часто задаются вопросом: «Зачем вообще нужны другие комплектующие, если есть полуавтомат, выполняющий быструю и качественную сварку с помощью обычной проволоки и газа?». Да, для любительской и профессиональной сварки часто используют полуавтоматическое сварочное оборудование. В таких аппаратах проволока подается непрерывно, поэтому швы получаются прочными и долговечными. Нет необходимости постоянно менять электрод, если нужно сварить длинный шов или наплавить много металла. При этом качество сварочных работ на голову выше, чем работа с электродами. Однако, есть одно «но».

Сварка с помощью полуавтомата требует наличия газового баллона, вес которого достигает 80 килограмм. Если вы работаете на улице или вынуждены постоянно перемещаться с места на место во время сварки, то связка полуавтомат + газовый баллон значительно усложняет задачу. Эта проблема решается с помощью газового шланга, но он стоит недешево. Альтернативой является порошковая сварка (FCAW), имитирующая работу в среде защитных газов, при этом газовый баллон не требуется.
Что это? Как это работает, и каковы преимущества и недостатки сварки порошковыми электродами? Давайте разбираться.
Основная информация
Сварка порошковой проволокой в среде без газа — очень интересный метод. При работе электрическая дуга формирует шов, при этом в сварочную зону может попасть кислород, что негативно скажется на качестве сварного соединения. Чтобы избежать проблем, нужно защитить зону сварки от негативного влияния из атмосферы. Для этих целей можно использовать громоздкий баллон с газом, но это усложняет и замедляет рабочий процесс. Поэтому была изобретена сварка полуавтоматом порошковой проволокой без газов.
Что является отличительным признаком дуговой сварки порошковой проволкой? Прежде всего, состав этого материала. Проволока полая, ее стенки оснащены ребрами жесткости, а внутри закладывается специальный порошок. Благодаря такой уникальной конструкции проволока не сминается и хорошо пропускает ток. При этом плавится поверхность и порошок, образуя газовое облако, защищающее металл от негативного влияния кислорода.

Порошок внутри проволоки — это флюс. Каждый производитель использует свой состав, поэтому он может отличаться. От состава также зависит сфера применения порошковой проволоки. Обычно состав пишут на упаковке проволоки, он регулируется специальным ГОСТом. Внимательно изучите эту информацию на упаковке, чтобы не допустить ошибок при сварке порошковой проволокой.
Производители выпускают проволоку с большим количеством диаметров, так что вы сможете сварить практически любой металл. На выбор комплектующие диаметров от 0.8 до 3 миллиметров. Можно сварить тонкую сталь, углеродистую сталь, нержавейку и даже оцинковку. Просто выберите правильный тип флюса в проволоке и приступайте к работе, нужен лишь полуавтомат.
Применение
Сварка самозащитной порошковой проволокой полезна для работы в труднодоступных местах. Например, для сварки на большой высоте или в глубоких тоннелях. Для таких целей рекомендуем приобрести компактный сварочный аппарат, который можно повесить на плечо, и который работает со стандартной розеткой в 220В. Порошковая сварка металлических конструкций таким методом требует некоторой сноровки, чтобы проводить работы быстро и качественно.
Плюсы и минусы
Любой технологический процесс имеет свои преимущества и недостатки, сварка порошковой проволокой без газов не стала исключением. Давайте начнет с плюсов:
- Не нужно использовать громоздкие баллоны с газом.
- Беспрепятственное перемещение, работать можно на любой высоте и в труднодоступных местах.
- Высокая производительность труда по сравнению со сваркой электродами.
- Дуга практически не чувствительна к ветру.
Сварка порошковой проволокой в среде без газа имеет и свои недостатки. Главный из них — высокая цена на комплектующие. Если вы просто хотите сэкономить газ, то вариант с порошковой проволокой тут не пройдет. При этом ее использование в рядовых работах не совсем оправданно. Если вы работаете в комфортном цеху или гараже, то лучше перетащите газовый баллон и не переплачивайте. Еще один недостаток — худшее качество шва, по сравнению со сваркой в среде газа.
Особенности сварки
При сварке порошковой проволокой нужно учесть несколько ключевых особенностей, чтобы получить качественный результат. Новичкам порой бывает трудно вести дугу и формировать ровный шов, поэтому рекомендует установить на своем полуавтомате прямую полярность при сварке. Чтобы это сделать нужно переключить контакты, расположенные внутри полуавтомата. Провод, подсоединенный к горелке, нужно отсоединить и подключить к массе, а кабель с массы переключают к горелке.

Для работы с проволокой также нужно установить специальные ролики, с помощью которых осуществляется подача материала. Ролики подбираются в соответствии с диаметром самой проволоки. Обычно один комплект роликов можно использовать сразу с несколькими диаметрами, они указываются сбоку. Не забывайте, что проволока полая и не нужно зажимать ролики слишком сильно, чтобы не деформировать ее. Чтобы проволока легко протягивалась нужно снять наконечник. Также не обязательно использовать сопло, ведь мы не применяем в работе газ. Чтобы не прилипли брызги металла на наконечник нужно смазать его специальным средством, которое можно легко найти в магазине для сварщиков.
Порошковая сварка с помощью проволоки должна выполняться на небольшом напряжении и с минимальной скоростью подачи проволоки. Поэтому мы не рекомендуем использовать для этих целей слишком мощные аппараты. Их «сил» может быть слишком много для работы с порошковой проволокой. Если вам нужно сварить металл толщиной полтора сантиметра, то установите напряжение не более 15В и скорость подачи не более 2 метров в минуту. Сначала вам может показаться, что эта скорость недостаточная, но поверьте, вы не потеряете много времени. Горелку лучше держать под углом и вести ее вперед. Дуга должна быть прерывистой.
Обратите внимание! Во время сварки образуется шлак, который затем застывает на сварочном шве. После остывания металла шлак необходимо удалить механическим способом. Если планируются многопроходные швы, то удаление шлака просто обязательно. Чтобы улучшить характеристики шва после удаления шлака нужно зачистить поверхность металлической щеткой.
Немаловажным является тот факт, что соединения получаются грубоватыми и не совсем ровными (по сравнению со сваркой в среде газа), могут образоваться наплывы и видимые дефекты, похожие на чешую. Это следствие работы с прерывистой дугой. Также часто встречаются не проваренные места. Это нужно принять, как данность, и использовать порошковую сварку только в особых случаях.
Сварка полуавтоматом порошковой проволокой без газа — это отличный метод, если нужно произвести работы в труднодоступных местах и нет нужды экономить на газе. Достаточно установить прямую полярность при сварке на вашем аппарате и приступить к работе. Конечно, вам понадобится время, чтобы привыкнуть к такому способу сварки, но это очень полезный опыт.
Преимущества такого метода значительно упрощают сварку в различных ситуациях: начиная от работы на высоте, заканчивая быстрым ремонтом металлических конструкцией с необходимостью постоянно перемещаться. Новичкам может быть труднее на первом этапе, но со временем вы освоитесь и будете чувствовать все особенности «поведения» дуги. Обязательно протестируйте порошковые электроды и расскажите о своем опыте в комментариях. Также делитесь этой статьей в социальных сетях. Желаем удачи!
Особенности порошковой проволоки
Процедура сваривания конструкций из стали при помощи электродов не всегда характеризуется удобством. Трудности при проведении данного процесса наблюдаются на открытом участке, высоте.
Для того чтобы избежать формирования некачественных швов, некоторые мастера пользуются порошковым видом проволоки.

Что это такое?
Сварочную проволоку считают важной частью большинства современных технологий сваривания. Порошковый атрибут имеет вид полой металлической трубки, внутри которой располагается флюс или он же в совокупности с порошком из металла. Такую проволоку используют для создания сварочных швов при полуавтоматической безгазовой сварке. Благодаря современному виду данного атрибута осуществляется легкий поджиг дуги, а также происходит стабильный процесс горения.
Производство порошковой проволоки основано на строгом соблюдении ГОСТ, поэтому её применение обеспечивает высококачесвенный результат. Наличие внутри трубки мелкой фракции железа, фосфора, хрома гарантирует следующие моменты:
- стабилизацию температуры в области ванной, а также около дуги до того, пока она станет подходящей к используемому материалу;
- стимуляция перемешивания плавленого металла на деталях, а также электрода;
- равномерное закрытие шва по всей ширине от контактирования с газом;
- обеспечение равномерности кипения и отсутствия брызг;
- увеличение скорости сваривания деталей.


С помощью порошковых проволок осуществляют наплавку на деталях, а также процедуру сваривания в каком-либо месте при условии наличия специального оборудования. Учитывая предназначение, в состав трубки могут входить магнезиты либо плавиковый шпат. При необходимости обработать тугоплавкий материал стоит использовать проволоку, где присутствуют графит и алюминий, так как они увеличивают температуру.
Минусами данного вида сварочного материала можно назвать высокую стоимость, узкую специализацию, сложность сваривания листов толще полутора миллиметров.
Основные требования
Порошковая (флюсовая) сварочная проволока применяется для полуавтоматической сварки без газа, и ей присущ трубчатый вид. Внутренняя полость атрибута наполняется пыльцой особого состава. Основой является полярная лента из металла. Завершающий этап создания такой проволоки заключается в её аккуратном растяжении до необходимых габаритов.
Любая разновидность флюсовой проволоки обязана соответствовать таким требованиям:
- равномерно плавиться и не осуществлять чрезмерного образования брызг;
- характеризоваться стабильностью и незатруднительностью в возникновении электродуги;
- шлак, возникающий в процессе сварки, должен распределяться равномерно и не проникать внутрь швов;
- иметь ровный шов без присутствия трещин, пор.

Сравнение с обычной проволокой
Проволока для сваривания делится на несколько видов, самыми распространёнными из которых можно назвать порошковую и сплошную. Несмотря на некоторые отличия, оба атрибута используются довольно часто. У сплошного вида проволоки имеется покрытие из меди, а также её можно использовать вместе с инертным газами, чего не скажешь о второй разновидности сварочного атрибута.
Ко всему прочему, изготовление порошковой проволоки представляет собой завальцовку полосы из металла, её раскатывание ленточкой с добавлением флюса.
Сплошная проволока имеет более низкую стоимость, однако она лишена некоторых преимуществ порошковой, таких, как:
- использование при вертикальной сварке на подъём;
- работа с оцинкованной сталью и другими трудносвариваемыми разновидностями;
- отсутствие возможности добавления внутрь проволоки различных веществ.
Обзор видов
Каждый сварщик должен знать, что на сегодняшний день существует несколько марок порошковой проволоки, которые могут применяться для газотермического напыления, электродуговой металлизации, легированной стали и многих других целей. Судя по характеристикам разновидностей данного сварочного атрибута, каждое изделие имеет определенный диаметр, маркировку, материалы для оболочки, а также алюминиевое, железное или иное наполнение.
Трубки из металла по форме делят на круглые, у которых края соединены встык, с замочными загибами, а также многослойные.
Согласно особенностям использования, порошковые атрибуты делят на такие разновидности.
Этому виду проволоки требуется закрытие поверх ванны сварки. С данной целью используют аргон либо иной газ инертного типа. Газозащитный атрибут для сварки обычно применяют для сваривания углеродистой, низколегированной стали. У этой проволоки имеются следующие преимущества:
- стабильность дуги;
- лёгкость выхода шлака на поверхность;
- отсутствие пористости;
- низкий уровень разбрызгиваний;
- простота шлаковой ликвидации.
Таким трубкам присуще глубокое проплавление. Их использование востребовано при создании соединений на стыках и углах, а также нахлёстов во время изготовления конструкций и труб из металла.


Самозащитная трубка является хорошим вариантом для функционирования полуавтоматов в любом пространстве, даже в полевых условиях. Этот атрибут сварки не нуждается в присутствии дополнительных видов расходных материалов. Во время работы над ванной замечается скопление облака из газовой шихты. В результате применения самозащитной проволоки на швы накладывается ровный флюс, при этом он широкой полоской скрывает горячие стыки. Эта разновидность порошковой проволоки нашла своё применение во время сваривания материалов в необорудованных условиях. С её помощью паяют алюминиевые изделия, а также их сплавы.


Порошки, которые сосредоточены в наполнении сварочной проволоки, могут выполнять следующие функции:
- легирование;
- раскисление;
- стабилизация электродуги;
- упрощение формирования однородности швов.
В зависимости от того, какой состав имеет порошок, самозащитная проволока может быть:
- флюоритной;
- флюоритно-карбонатной;
- рутиловой;
- рутил-флюоритной;
- рутил-органической.
Особенности использования
Применение полуавтомата при сваривании способствует быстрому накладыванию швов, потому что порошковый тип изделий подаётся без перерывов. Так как шланг с газом не всегда может быть доступен к работе, данный способ позволяет сваривать металлы в среде защитных газов. Правильно варить без газа сможет практический каждый желающий, при этом особое внимание стоит уделить наплавке и настройке. При механизированной сварке нужно обязательно учитывать параметры тока, полярность, а также правильность техники выполнения.
В работе с данным металлическим приспособлением есть свои нюансы, о которых нельзя забывать мастеру. Для того чтобы успешно вести дугу и формировать шов, стоит подготовить ровную поверхность. При работе с полуавтоматами этого можно достичь путём переключения контактов во внутренней части агрегата.
Провод, который идёт к горелке, необходимо присоединить к кабелю массы, а противоположный провод переключить на горелочную клемму.


Важным моментом в работе является установка роликов, полностью соответствующих диаметру используемой проволоки. В боковой части ролика имеется информация о диаметровом диапазоне. Ролик с подвижным типом не стоит затягивать туго, так как проволоке характерна полая структура, и данное мероприятие может повлечь за собой её деформацию либо возникновение затора в кабельном канале.
Для того чтобы протяжка проволоки была беспрепятственной, понадобится снять наконечник, расположенный на выходе прижимного элемента. Его накручивание проводят после того, как появится расходный элемент от окончания данного канала. Диаметр наконечника также должен быть подобран в соответствии с габаритами проволоки, так как большое отверстие может стать причиной возникновения трудностей при управлении дугой. Во время проведения данной процедуры не применяется газ, поэтому надевание сопла не является обязательным. Для того чтобы брызги не прилипали к наконечнику, его стоит опрыскивать специально предназначенным для этого средством.


При сварке порошковым проволочным материалом шов всегда будет находиться под обзором, поэтому внешне технология будет напоминать стандартное пользование электродами.
Так как порошковый атрибут сварки не имеет механической крепости и жёсткости, специалисты рекомендуют применять специальный механизм, что обеспечивает непрерывность автоматической подачи элемента.
В процессе сварки происходит интенсивное образование шлака, его необходимо быстро ликвидировать при помощи металлической щёточки. В противном случае шлак может попасть в рабочую зону, что повлечёт за собой образование дефектов и уменьшение механической прочности.


Порошковая проволока может быть изготовлена полностью из металла или иметь флюсовое наполнение, благодаря чему выполняет задачи газа. При использовании данного атрибута сварки шов может получиться менее качественным, чем обычно, однако в некоторых случаях без порошковой присадки обойтись невозможно.
Транспортировка газовых балоннов не всегда уместна, поэтому мастер может использовать порошковую проволоку, например, на высоте или в неудобном месте. Как показывает практика, для домашнего применения с небольшим объёмом работы этот вариант сварки получается дорогим. А вот на производстве при использовании порошковых трубочек быстрая и качественная сварка может проводиться даже неопытными специалистами. Также было замечено, что такая сварка способна себя оправдать при накладывании длинного шва, в противном случае получается много отходов.


О сварке порошковой проволокой рассказано в следующем видео.
Читайте также: