Что такое процесс сварки
Обновлено: 18.05.2024
СВАРКА
общее название более 50 разных технологических процессов создания неразъемного соединения металлических деталей. Один из старейших способов сварки, в настоящее время редко применяемый, - кузнечная сварка, при которой соединение деталей осуществляется за счет их совместного деформирования. Современные процессы сварки - электродуговая, газовая сварка, сварка сопротивлением, пайка твердым и др. - основаны на местном сплавлении соединяемых деталей.
ЭЛЕКТРОДУГОВАЯ СВАРКА
Электродуговая сварка - наиболее широко применяемая группа процессов сварочной технологии. При электродуговой сварке кромки соединяемых деталей расплавляются электрическим дуговым разрядом. Для сварки необходим сильноточный источник питания низкого напряжения, к одному зажиму которого присоединяется свариваемая деталь, а к другому - сварочный электрод. Главная роль дугового разряда - преобразование электрической энергии в теплоту. При температуре ок. 5500° С газ в разряде представляет собой смесь ионизованных частиц, определяющих поведение присадочного металла. Характер дугового разряда зависит от присадочного металла, основного металла, защитной среды, параметров электрической цепи и других факторов.
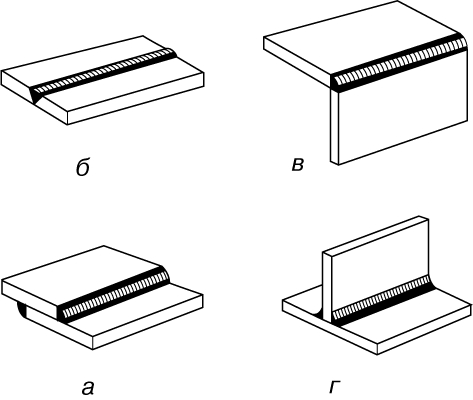
СВАРНЫЕ СОЕДИНЕНИЯ четырех наиболее распространенных видов. а - внахлестку; б - встык; в - угловое; г - втавр.
Напряжение дугового разряда связано прямой зависимостью с длиной дуги: чем длиннее дуга, тем выше напряжение разряда. Точная форма этой зависимости определяется условиями разряда - наличием или отсутствием защитной газовой атмосферы, свойствами покрытого электрода, наличием и свойствами флюса и т.д. При любых условиях дугового разряда существует определенная длина дуги, отвечающая оптимальным условиям сварки.
Ручная дуговая сварка с защитой зоны сварки. Этот наиболее распространенный вид электросварки применяется для сварки мягкой и легированных сталей, чугуна, нержавеющих сталей и в некоторых случаях цветных металлов. Электрод имеет вид стержня диаметром 1,5-10 мм, закрепляемого в ручном электрододержателе. При прикосновении электрода к свариваемой металлической детали замыкается цепь тока, и конец электрода нагревается. Если затем электрод отвести на 3-5 мм от детали, то устанавливается дуговой разряд, за счет которого далее и поддерживается ток. Интенсивный локальный нагрев вызывает расплавление основного металла (металла детали) вблизи дуги разряда. Конец электрода тоже расплавляется, и металл электрода вливается в расплавленную "сварочную ванну" основного металла. Сварщик, следя за тем, чтобы дуговой промежуток не изменялся, ведет электродом вдоль состыкованных кромок свариваемых деталей. При прохождении электрода образуется расплавленная сварочная ванна из основного металла и металла электрода, которая затем сразу же затвердевает. В результате однократного прохождения дуги по контуру сварки образуется сварочный валик. Сварщик должен иметь на голове специальный щиток со стеклянными светофильтрами для защиты лица, головы и шеи от сварочных брызг, а глаз - от слепящего света. Кроме того, необходимы специальные перчатки из теплоизолирующего и негорючего материала с крагами, а также фартук. Описанный способ сварки довольно универсален и применяется как в цеховых, так и в полевых условиях для сварки деталей толщиной от 1,5 мм до 15 см и более.

РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА в заводских условиях.
Ключом к успеху такой технологии явилось создание густого флюса - обмазки, окружающей металлический электрод. Флюс защищает дугу и сварочную ванну от загрязнения газами, содержащимися в атмосферном воздухе, добавляет раскислители для очистки сварочного металла, повышает стабильность плазмы дугового разряда и в некоторых случаях обеспечивает подвод легирующих компонентов, а также порошкообразного основного металла для ускорения наплавки сварочного металла.
Сварка под флюсом. Этот способ сварки аналогичен предыдущему, но отличается от него тем, что электродом служит проволока, подаваемая с катушки и подводимая к месту сварки через слой флюса, наносимый по мере продвижения держателя электрода или сварочной головки. Сама дуга при этом не видна. Процесс сварки допускает почти полную автоматизацию и может обеспечивать высокую производительность при большой толщине свариваемых деталей. Скорость сварки при такой технологии больше, но требуется время для подготовки деталей к сварке. Поэтому сварка под флюсом экономически оправдана только при большом объеме работ.
Газоэлектрическая сварка расплавляемым электродом. Этот вид сварки охватывает ряд родственных технологий, подобных сварке под флюсом. Роль флюса в них играет газ, выходящий из сварочного сопла и охватывающий конец электрода, дугу и сварочную ванну. Можно получать разные характеристики дуги, используя аргон, гелий, углекислый газ или смесь перечисленных газов и вводя при необходимости малые добавки кислорода. Главные преимущества таких технологий - возможность сварки химически активных металлов (алюминия, магния, нержавеющей стали, меди, никеля), чистота, возможность визуального контроля, большая скорость и удобство сварки в трудных положениях. Диапазон толщин - от самых малых до очень больших. Для сварочного сопла может быть предусмотрено водяное охлаждение. Важные разновидности такой технологии - дуговая сварка методом опирания и варианты импульсно-дуговой сварки. Эти разновидности позволяют получать некоторые специфические характеристики сварки за счет изменения условий переноса металла через дугу. Они дают некоторые преимущества при сварке тонких листов в любом положении, а также деталей большого поперечного сечения в вертикальном и навесном положениях.
Сварка вольфрамовым электродом в инертном газе. Этот метод отличается от предыдущих тем, что в нем используется короткий нерасплавляемый вольфрамовый электрод. Под действием тепла от дугового разряда плавится основной металл вблизи дуги. Присадочный металл, если он необходим, подводится отдельно в виде стержня или проволоки, сматываемой с катушки. Зона сварки обдувается извне инертным газом (аргоном или гелием) для защиты от атмосферного воздуха. Такой метод допускает точный контроль как при ручной, так и при механизированной сварке некоторых металлов (алюминия, магния, никеля, нержавеющей стали) и сложных контуров. Параметры сварочной машины выбираются с учетом свариваемого металла и требований к изделию. Например, при сварке алюминия и магния сварочной машиной переменного тока цепь сварочного тока должна быть дополнена высокочастотной цепью стабилизации дуги, либо следует использовать источник тока с большим напряжением разомкнутой цепи.
Дуговая сварка трубчатым электродом. При таком методе (другое название которого - сварка порошковой проволокой) дуга создается между свариваемой деталью и непрерывным трубчатым электродом, наполненным флюсом. Материал электрода служит присадочным металлом, а продукты разложения флюса обеспечивают защиту сварочной зоны.
Сварка сжатой дугой (плазменная сварка). Метод аналогичен сварке вольфрамовым электродом в инертном газе, но дуга (плазменный столб) ограничивается сварочным соплом, благодаря чему существенно повышается ее температура. Дуга создается либо между плазменной горелкой и свариваемой деталью, либо в самой плазменной горелке. Теплом разряда расплавляется основной металл вблизи дуги и отдельно подводимый присадочный металл. Поток горячей плазмы обеспечивает некоторую защиту; при необходимости над зоной сварки можно создавать дополнительный поток защитного газа.
ГАЗОВАЯ СВАРКА
Самый известный вид газовой сварки - ручная ацетилено-кислородная сварка. При таком методе за счет контролируемого сжигания ацетилена в кислороде достигается температура пламени ок. 3000° С. Газы обычно подводятся к сварочной горелке по гибким шлангам от газовых баллонов высокого давления, снабженных редукционным клапаном, понижающим давление. Сварщик держит в одной руке горелку, а в другой - присадочный пруток. Его глаза должны быть защищены от слепящего света и брызг очками с тонированными стеклами. Метод особенно подходит для сварки стальных трубопроводов малого диаметра, а также для присоединения арматуры к трубопроводам, для ремонтных работ, пайки-сварки и пайки твердым. При пайке-сварке сварное соединение получают нагреванием до температуры выше 360° С основного и присадочного цветного металла, температура плавления которого ниже, чем у основного металла. Пайка-сварка применяется главным образом для чугуна, стали и медных сплавов. Сварочные прутки обычно латунные или бронзовые. Поскольку температура при пайке-сварке не очень высока, сварка бронзой весьма рекомендуется в тех случаях, когда недопустима деформация свариваемого изделия. Оборудованием газовой сварки можно пользоваться для резки стальных элементов толщиной 10-15 см и более. Существует также специальное оборудование для подводной резки. При т.н. резке кислородным копьем нагретая сталь окисляется и выдувается из образующейся узкой прорези тонкой струей кислорода, подводимого под высоким давлением.
СВАРКА СОПРОТИВЛЕНИЕМ
Сварке сопротивлением (контактной сварке) мы обязаны огромными количествами товаров массового производства из листовых металлов - автомобильных кузовов, хозяйственно-бытового оборудования, железнодорожных вагонов, электровакуумных приборов, электронных компонентов и т.д. Чаще всего применяемые виды сварки сопротивлением - точечная, роликовая шовная и рельефная.
Точечная сварка сопротивлением. При таком методе края соединяемых металлических листов складывают внакрой с достаточно большой нахлесткой, чтобы можно было сжать их двумя электродными стержнями (с регулируемым усилием сжатия) на время прохождения импульса тока большой силы. Место контакта двух тесно сжатых поверхностей сильно нагревается проходящим током, и в этом месте происходит их сплавление с образованием сварной точки. Если сварка выполнена правильно, то при испытании сварного соединения оно разрушается не по сварочной границе.
Роликовая шовная сварка сопротивлением. В этом случае электроды имеют вид роликов, вращающихся при прохождении между ними соединения внахлестку. На ролики периодически подаются импульсы тока требуемой частоты, так что последовательность перекрывающихся сварных точек образует непрерывный плотный сварной шов.
Рельефная сварка сопротивлением. Метод аналогичен точечной сварке, но сваривание происходит на выступах основного металла, созданных штампованием или обработкой резанием, либо в точках контакта деталей сборки. Во всех технологиях сварки сопротивлением первостепенное значение имеет точный контроль характеристик источника питания и согласование во времени импульсов тока с приложением давления. Своим успехом этот метод в значительной мере обязан разработке высокоэффективных электродных материалов. Сварка сопротивлением применяется в основном для тонких элементов (до 5-6 мм). Скорость сварки очень велика: одна сварная точка может быть получена за два периода переменного тока, т.е. за 1/30 с. Сварочное оборудование эффективно только при большом объеме работ.
ПАЙКА ТВЕРДЫМ
Пайка твердым позволяет соединять детали сложной формы, которые не поддаются сварке другими методами. Отличительной особенностью пайки твердым является применение присадочных металлов с температурой плавления более низкой, чем для металла соединяемых деталей, но не ниже 360° С. Кроме того, такая пайка требует тщательной подгонки соединяемых деталей, чтобы расплавленный присадочный металл втекал в зазор под действием капиллярных сил; это возможно лишь в том случае, если выбранный присадочный металл способен смачивать основной. Как правило, необходим флюс, растворяющий нежелательные окислы и способствующий смачиванию. Нагревание может осуществляться газовой горелкой, проходящим током (сопротивлением), индукционным нагревателем, в печи, погружением в горячую ванну, инфракрасными лампами и пр. Технология пайки твердым хорошо разработана в применении к задачам авиакосмической промышленности.
ДРУГИЕ ВИДЫ СВАРКИ
Диффузионная сварка. При диффузионной сварке соединяемые поверхности сдавливают и нагревают (но не до расплавления металла), обычно в вакууме. Сварной шов образуется в результате диффузии одного материала в другой, вызванной нагревом и сдавливанием. Применение такой технологии экономически оправдано только тогда, когда требуется изготавливать детали из дорогостоящих материалов (титана, циркония и т.д.) с очень малыми допусками на размеры. Основные области применения диффузионной сварки - авиакосмическая, электронная, инструментальная промышленность, ядерные технологии.
Сварка электронным лучом. Нагрев осуществляется в вакуумной камере концентрированным пучком электронов высокой энергии. Метод пригоден практически для любых металлов. Такой сваркой обычно выполняются плотные соединения встык и внахлестку.
Сварка взрывом. Тепло выделяется локально за счет трения между соединяемыми поверхностями. Движение вызывается контролируемым взрывом, который с огромной силой сжимает контактирующие поверхности. В зоне сварки происходят взаимопроникновение волнообразной формы и частичное сплавление. Метод применяется для плакирования таких металлов, как сталь, инородным материалом, например алюминием.
См. также МЕТАЛЛОПОКРЫТИЯ.
Сварка трением. Разогрев поверхностей происходит за счет вращения одной из них, прижимаемой к другой, неподвижной. При последующем резком прижатии поверхностей деталей локализованный нагрев приводит к их сплавлению.
Высокочастотная сварка. Кромки свариваемых деталей разогревают токами высокой частоты, подводимыми индукционно или контактами, а затем детали сжимают. Присадочный металл не используется. Метод применяется в основном для изготовления труб и фасонных изделий из сортовой стали.
Лазерная сварка. Разогрев производится сфокусированным лазерным лучом. Метод подобен сварке электронным лучом, но имеет свои преимущества. Лазерный луч применяется также для резки металлов и других материалов.
См. также ЛАЗЕР.
Сварка ультразвуком. Сваривание происходит под действием ультразвукового луча в месте соединения предварительно сжатых деталей. Точечным или непрерывным швом свариваются тонкие алюминиевые и медные фольги, а также пластиковые пленки. Сварочным инструментом служит ультразвуковой излучатель, преобразующий электрические колебания в механические. Используется для запечатывания упаковочной алюминиевой фольги и пластиковой пленки. Исполнение быстрое и экономичное.
ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ИХ ИСПЫТАНИЯ
Чаще всего применяются сварные соединения встык, внахлестку, угловые и втавр. Все они могут выполняться со сварными швами разного вида - с разделкой кромок, угловыми, точечными и роликовыми. Для обеспечения высокого качества сварного шва и высокой прочности сварного сечения необходим жесткий контроль. Свойства сварного сечения можно определять такими методами, как испытания на растяжение, на изгиб и на удар. К неразрушающим методам испытаний относятся рентгеновская, гамма-, ультразвуковая дефектоскопия, магнитно-порошковый и акустический методы, метод вихревых токов и испытания на плотность.
ЛИТЕРАТУРА
Глизманенко Д.Л. Сварка и резка металлов. М., 1975 Николаев Г.А., Ольшанский Н.А. Специальные методы сварки. М., 1975 Багрянский К.В. Теория сварочных процессов. Киев, 1976 Геворкян В.Г. Основы сварочного дела. М., 1979
Виды сварки
Сварка - высокопроизводительный, экономически выгодный технологический процесс стыковки металлов, применяемый практически во всех сферах жизнедеятельности. Сказать однозначно какая бывает сварка затруднительно поскольку на сегодняшний день насчитывается более 50 разных способов, каждому из которых характерны определенные особенности и отличия.
Классификация способов сваривания
С помощью сварки создают самые разные по сложности металлоконструкции посредством соединения однородных и разнородных металлических сплавов между собой, а также с некоторыми видами неметаллических материалов, например, графитом, керамикой, стеклом, пластмассой.
Сущность процесса сваривания состоит в том, что вследствие воздействия электрической дуги расплавляется электрод, образуя при этом сварочную ванну. Расплавленный металл электрода смешивается с основным материалом, при этом на поверхность всплывают шлаки, выступая в качестве защитной пленки. После затвердевания металла образуются сварные соединения.
Учитывая сколько видов сварки существует, очень важно правильно выбрать способ, поскольку от этого зависит не только аккуратность и качество сварного соединения, но также стоимость работы.
Все виды сварки разделяются на три больших класса: термический, термомеханический, механический. В каждый из классов входят разные типы сварки, проводимые с помощью разного оборудования и образующие надежные и прочные стыки.
Термический класс
Сварочные работы этого класса выполняются посредством плавления кромок свариваемых друг с другом элементов. Сперва в месте стыковки возникает сварочная ванна и после ее отвода выполняется шовное соединение.
Виды термической сварки разделяются на несколько подклассов: газовая, термитная, электронно-лучевая, лазерная, плазменная, электрическая дуговая стыковка материалов.
Последняя разновидность считается самой распространенной. Она не требует применения специальных приспособлений и инструментария.
Дуговая сварка
Принцип электродугового метода основан на воздействии тепловой энергии, образуемой электрической дугой. Прежде чем приступать к свариванию необходимо тщательно очистить стыкуемые кромки от пыли, следов масла, ржавчины и других загрязнений.

Дуговой технологический процесс считается наиболее простой и универсальной методикой. Она востребована при необходимости создать небольшие швы, а также при проведении монтажных работ, в том числе и в труднодоступных местах.
Существуют следующие виды сварки дуговым способом:
- ручная;
- электродная;
- в среде защитного газа;
- автоматическая под флюсом.
Для создания швов применяют плавящиеся и неплавящиеся электроды, переменный и постоянный ток. Для каждого металла технология подбирается индивидуально.
Газовая сварка
Это электродуговой способ, подразумевающий сваривание в защитной газовой активной или инертной среде. Различают две разновидности сварки: МИГ и МАГ, отличающиеся механическими характеристиками используемых материалов.
Свариванию материалов в газовой среде характерны следующие преимущества:
- отменное качество сварных соединений;
- возможность стыковки в разных пространственных положениях;
- легкость процесса за счет автоматизации и возможность наблюдать за образованием стыка.
В числе минусов отмечают необходимость использовать защитные меры, противостоящие тепловой и световой радиации дуги, а также вероятность нарушения газовой защиты в случаях сдувания струи.
Лучевой способ
Сварочный процесс происходит в вакууме, благодаря чему можно достичь безупречного качества соединительного шва. К заготовке передается мощный поток энергии, электроды вступают в реакцию с компонентами материала ускоряя процесс разогрева до температуры плавления.
Используются лучевые виды сварок в работе с микроэлементами, потому что здесь без осложнений можно отрегулировать луч до размеров микрона в диаметре.
Термитный способ
Уже из названия можно понять, что процесс сваривания осуществляется с применением термита - специального порошкообразного материала, основными составляющими которого являются соединения алюминия или магния, железной окалины.
Методика образует прочные швы и пользуется популярностью для стыковки рельсов, труб и для наплавки массивных деталей.
Электрошлаковая техника
В осуществлении сварочных работ относительно новый метод. Свариваемые элементы обволакиваются шлаком, предварительно разогретым до температуры, превышающей плавление проволоки и самого материала.
С помощью технологии в один проход можно заполнять большие разрывы. Образующаяся защитная ванна обеспечивает безупречное качество шва путем выдвигания на поверхность самых нестандартных металлических соединений.
Электрошлаковая методика подходит для выполнения самых сложных швов и создания крупногабаритных высокоточных деталей благодаря отсутствию трещин и пустот в соединениях.
Термомеханический класс сварки
Это комбинированные виды сварки металла, выполняемые с применением повышенной температуры и механических усилий. Как правило применяется способ для соединения малогабаритных деталей, которые стыковать обычными классическими методами невозможно.
Рабочий процесс выполняется с помощью электродов-губок, в которых одновременно крепится две части изделия. Основные виды сварки термомеханического класса - кузнечная, контактная и диффузионная.
Кузнечная техника
Выполняется с помощью ручных инструментов. Металл вначале раскаляется, потом дна на другую нахлестываются детали и сверху молотком наносятся удары.
Чтобы достичь максимально качественных соединений предварительно необходимо тщательно очистить заготовки от налетов и образовавшихся на поверхности окислений.

Данный способ подходит не для всех металлов. Весомым недостатком считается низкая производительность. Поэтому кузнечное дело активно вытесняют другие более современные и технологичные типы сварок.
Контактная сварка
Процесс сваривания выполняется следующим образом. Нагрев поверхности достигается за счет прилегания к изделию поверхности иглы. Металл подготавливается методом механического осадочного воздействия или сдавливания. Потом через инструмент с необходимым диаметром подается электрический ток.
Благодаря химическому воздействию атомов металла даже самые мелкие элементы можно сваривать с максимальной надежностью и прочностью.
Виды сварок металла контактной техникой разделяют на стыковые, роликовые и точечные. Такие способы активно применяются в машиностроении и других промышленных направлениях.
Диффузионный способ
Применяется для материалов с плохими контактирующими свойствами. Основан метод на процессе диффузии атомов при повышенном уровне вакуума. Верхний слой свариваемой поверхности нагревается до аналогичной плавлению температуры. Посредством усиленного механического воздействия осуществляется контакт и стыковка, при этом 20 Мпа должна составлять минимальная мощность сжатия.
Процесс стыковки происходит в специальной камере. Помещаемые в нее детали длительное время выдерживаются под воздействием электрического тока.
Механический класс
Классификация способов сварки включает еще одну разновидность - механическую состыковку материалов, выполняемую путем физического воздействия на них. В данном случае нет необходимости применять температуру плавления. Нагревание происходит при переходе механической энергии в кинетическую и при достижении момента плавления изделия соединяются прочными швами.
Механические классы сварки подразумевают применение нескольких эффективных технологий.
Способ трения
В большинстве случаев сваривание трением используется для стержневых конструкций и труб с небольшим диаметром. Процесс автоматизированный и происходит в специальных установках в шпиндель которых фиксируются рабочие заготовки. Движущуюся деталь машина перемещает к неподвижной, в результате элементы нагреваются и происходит оплавление.

Техника позволяет варить состоящие из разных сплавов металлы, быстро выполняет нужные задачи и отличается экономичностью.
Холодная сварка
Механическая сварка холодным видом востребована при необходимости состыковать трубы, проволоки или шины. Соединяются заготовки вследствие деформирования пластических материалов при воздействии давления от 1 до 3 Гпа. При этом температура может быть даже минусовой.
Свариваемые поверхности нужно хорошо очистить от загрязнений и ржавчины. Поскольку происходит стыковка на межатомном уровне, то соответственно поверхности элементов должны быть безупречно обработанными и идеально ровными.
Сварка взрывом
Соединение деталей этим способом происходит посредством пластической синхронной их деформации. К надежно закрепленной мишени параллельно прикладывается подвижная часть изделия. Далее выполняется максимально контролируемый взрыв.
Методика подходит для соединения разнородных металлов. В качестве взрывных веществ используются смеси аммонита, гранулотола и гексогена.
Ультразвуковая методика
Перечисляя входящие в механическую группу виды сварок металла следует также уделить внимание УЗ-технологии. В данном случае задействованы источники энергии, которые на выходе образуют ультразвуковые колебания.
Актуален способ при создании точечных и шовных соединений под механическим воздействием. Вследствие сухого трения оксидные пленки разрушаются, далее осуществляется сваривание в процессе чистого трения.

Важным плюсом здесь является то, что отпадает необходимость предварительно очищать поверхности, а это обеспечивает экономию временных затрат. К недостаткам относят высокую стоимость оборудования, а также мизерный диапазон толщины соединяемых материалов.
Особенности выбора подходящего вида и техники сварки
Классификация видов сварки настолько широка, что довольно часто специалисты (особенно начинающие) задаются вопросом - какие виды сварки существуют, с помощью которых даже непрофессионал смог бы осуществлять сваривание и получать при этом стыки безупречного качества.
Если перечислить все виды сварок не составит особых затруднений, то однозначно ответить какой из них самый лучший невозможно. Дело в том, что каждый среди тех какие виды сварки есть отличается техникой исполнения и используемым оборудованием. Также рассматривать необходимо и то, какими достоинствами и недостатками обладают конкретные виды сварок и их применение имеет четкое ограничение.
Аргоновая сварка
Сущность методики состоит в применении неплавящихся электродов. Преимуществами являются:
- идеальная фиксация тонких элементов;
- возможность контролировать глубину прогрева металла;
- намного меньше брызги от искр если сравнивать другие виды сварок, какие бывают и активно применяются;
- ровный, равномерный, красивый внешне шов, что особенно важно в случаях, где большое значение отводится эстетическим показателям готового изделия.

- при ручном сваривании весьма низкая производительность;
- автоматическое соединение противопоказано для стыков с разной направленностью или слишком коротких;
- дорогостоящее оборудование.
Применяется сваривание аргоном при изготовлении металлоконструкций из алюминия, меди, титана, нержавеющей и легированной стали, сплавов цветных металлов.
Достаточно распространенная классификация сварки, обладающая рядом положительных особенностей:
- возможность соединять детали в любых пространственных положениях;
- универсальность применения в местах с ограниченным доступом;
- рабочий процесс доступен на переменном и постоянном токе;
- невысокая стоимость.
Продолжением преимуществ выступают также и минусы:
- швы не отличаются желаемым качеством, на них присутствуют непровары и бугорки;
- весьма низкий КПД из-за высокого количества отходов;
- не подходит для состыковки тонких заготовок;
- низкие показатели производительности.
Применяют дуговую технику для изготовления лестниц, навесов, ограждений, стыковки труб, монтажа магистральных трубопроводов. Высокими эстетическими свойствами шов не отличается, но если выбирать какие виды сварки существуют для создания изделий из толстого металла, то одним из лучших способов считается дуговой.
Газопламенная техника
Сопоставляя современные виды сварки, которые подойдут для сваривания изготавливаемых из труб узлов и соединений, а также для монтажа трубопроводов среднего и малого диаметров, то здесь стоит отдать предпочтение газовому способу.
- полная независимость от электропитания;
- удобность транспортировки оборудования из одного места в другое;
- отсутствие перегрева и прожогов металла;
- возможность создавать внутренние швы в трубах маленького диаметра.
Но есть у методики и некоторые недостатки. Это повышенные требования к профессионализму сварщика, достаточно большая площадь нагрева, низкие коэффициенты производительности.
Сваривание полуавтоматом
Технология аналогична дуговой, но здесь подача электрода происходит автоматически. В числе плюсов следует отметить:
- легкость и безопасность рабочего процесса;
- экономичность;
- отменная точность и хорошая производительность;
- ровность швов;
- возможность соединять детали от 2 до 30 мм толщиной.
Отрицательные моменты полуавтоматического способа:
- невозможность скорректировать стык во время рабочего процесса, поскольку увидеть его нельзя;
- если ток больше 200А, то расплавленный металл сильно разбрызгивается и необходимо удалять все окалины;
- применять полуавтомат можно только внутри помещений.
Что касается применения, то данная техника подходит для создания и монтажа металлических ограждений, лестниц, ворот, гаражей и других конструкций.
Чтобы выбрать наиболее подходящий для конкретных целей способ состыковки элементов необходимо знать какие бывают виды сварки, проводить аналогию каждого из них и только после тщательного анализа отдавать предпочтение конкретной технологии.
Интересное видео
Сварка. Процесс сварки и его виды
Сваркой называют технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми заготовками при их нагревании и (или) пластическом деформировании. Это позволяет в результате сварки получить непрерывность структуры соединяемых металлических изделий. Сварочные процессы применяют для изготовления разнообразных конструкций, исправления брака литья, восстановления поломанных и изношенных деталей (ГОСТ Р ИСО 857-1–2009).
Существенным преимуществом сварки является плотность швов, обеспечивающая герметичность резервуаров, котлов, вагонов-цистерн, трубопроводов, корпусов судов. Сварка позволяет соединять элементы, имеющие различную толщину, и упрощать технологию изготовления сложных узлов и конструкций. Возможность механизации и автоматизации производственных процессов, высокое качество сварных соединений и рациональное использование металла сделали сварку прогрессивным высокопроизводительным и экономически выгодным технологическим процессом.
Сущность процесса сварки заключается в возникновении атомномолекулярных связей между контактирующими поверхностями. Для этого необходимо поверхности сблизить на расстояние, соизмеримое с атомным радиусом. В реальных условиях сближению поверхностей препятствуют микронеровности, окисные и органические пленки, адсорбированные газы. Для получения качественного соединения необходимо устранить причины, препятствующие сближению контактирующих поверхностей, и сообщить атомам твердого тела некоторую энергию для повышения энергии поверхностных атомов, которая называется энергией активации. Эта энергия может сообщаться в виде теплоты (термическая активация) и в виде упругопластической деформации (механическая активация).
В зависимости от типа активации образование связей между атомами соединяемых поверхностей происходит в твердой или жидкой фазах. В соответствии с этим все способы сварки можно разделить на две основные группы: сварка пластическим деформированием (давлением) и сварка плавлением.
Сварка давлением осуществляется приложением внешней силы и сопровождается пластическим деформированием сопрягаемых поверхностей, обычно без присадочного металла. При этой сварке сближение атомов и активация соединяемых поверхностей достигаются в результате совместной упругопластической деформации. В контактирующих слоях заготовок выравниваются микронеровности, разрушается адсорбированный слой и увеличивается число активных центров взаимодействия, атомы активизированных поверхностей вступают во взаимодействие, и между ними образуется металлическая связь.
Методы сварки давлением разделяются на две подгруппы – термомеханические и механические.
Сварку давлением можно проводить:
- без предварительного нагрева места соединения (холодная, взрывом, ультразвуковая, трением), когда применяется только механическая энергия;
- с предварительным нагревом (контактная, диффузионная, газопрессовая), когда наряду с механической, применяется и тепловая энергия от внешних или внутренних источников теплоты.
Предварительный нагрев до пластического состояния или до оплавления применяют для металлов и сплавов, обладающих повышенным сопротивлением пластическим деформациям в холодном состоянии, что затрудняет их совместное деформирование, так как требует больших давлений на единицу поверхности.
Нагрев металла при сварке давлением осуществляется либо за счет дополнительных энергетических затрат (пропускание тока, сжигание газов, индуктирование в деталях токов высокой частоты), либо за счет частичного преобразования сообщаемой энергии в тепловую.
Сварка плавлением осуществляется оплавлением свариваемых поверхностей без приложения внешней силы. Расплавляется либо только основной металл (заготовки) по кромкам, либо основной металл с дополнительным – электродным или присадочным.
Расплавленный металл заготовок с дополнительным образуют общую сварочную ванну. При этом достигается разрушение окисных пленок, покрывающих поверхность соединяемых элементов, и сближение атомов до расстояния, при котором возникают металлические связи. После кристаллизации металла образуется сварной шов, имеющий литую структуру.
Для расплавления основного и электродного (или присадочного) металлов применяют источники теплоты с температурой не ниже 3 000 °С.
В зависимости от характера источника теплоты различают электрическую и химическую сварку плавлением.
При электрической сварке плавлением источником теплоты служит электрический ток. Существуют следующие виды электрической сварки плавлением:
- дуговая, при которой нагрев осуществляется электрической дугой;
- плазменная, при которой нагрев осуществляется сжатой дугой;
- электрошлаковая, при которой нагрев и плавление металла осуществляются за счет термической энергии, выделяемой шлаком при прохождении через него электрического тока;
- лучевые способы сварки, к которым относятся лазерная и электронно-лучевая сварки. При лазерной сварке для нагрева используется монохроматический когерентный луч, а при электронно-лучевой сварке – сфокусированный электронный луч;
- газовая сварка, где в качестве источника теплоты используют экзотермическую реакцию горения горючего газа или смеси горючих газов и кислорода.
Свариваемость – свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия. Понятие свариваемости часто применяют при сравнительной оценке существующих и разработке новых материалов.
Свариваемость материалов оценивают степенью соответствия заданных свойств сварного соединения одноименным свойствам основного металла и их склонностью к образованию таких сварочных дефектов, как трещины, поры, шлаковые включения и др. По этим признакам материалы разделяют на хорошо, удовлетворительно и плохо сваривающиеся. Многие разнородные материалы, особенно металлы с неметаллами, не вступают во взаимодействие друг с другом. Такие материалы относятся к числу практически несваривающихся.
Свариваемость материалов в основном определяется типом и свойствами структуры, возникающей в сварном соединении при сварке. При сварке однородных металлов и сплавов в месте соединения, как правило, образуется структура, идентичная или близкая структуре соединяемых заготовок. Этому случаю соответствует хорошая свариваемость материалов.
При сварке разнородных материалов, в зависимости от различия их физико-химических свойств, в месте соединения образуется твердый раствор с решеткой одного из материалов либо химическое или интерметаллидное соединение с решеткой, отличающейся от решеток исходных материалов. Механические и физические свойства твердых растворов, особенно химических или интерметаллидных соединений, могут значительно отличаться от свойств соединяемых материалов. Такие материалы относятся к удовлетворительно сваривающимся.
Если образуются хрупкие и твердые структурные составляющие в сварном соединении, то в условиях действия сварочных напряжений возможно возникновение трещин в шве или околошовной зоне. В последнем случае материалы относятся к категории плохо сваривающихся.
Свариваемость, с одной стороны, зависит от материала, технологии сварки, конструктивного оформления соединения, а с другой — от эксплуатационных свойств сварной конструкции, которые определяются предъявляемыми к ним техническими требованиями. Это может быть одно свойство или комплекс свойств, в зависимости от назначения конструкции. Если эксплуатационные требования удовлетворяются, то свариваемость материалов считается достаточной. Если не обеспечивается хотя бы одно из этих свойств, то свариваемость материала считается недостаточной.
Для исследования свариваемости, как правило, применяют сварные образцы специальной конструкции или образцы с имитацией сварочных циклов. В результате испытания сварных образцов определяются условия появления дефектов, механические и специальные свойства соединений. Наряду с экспериментальными используют расчетные методы определения показателей свариваемости, учитывающие химический состав, тип соединения, вид, режим сварки и другие факторы.
В каждом конкретном случае основные показатели выбирают с учетом того, какие свойства и характеристики связаны с наиболее частыми отказами сварных соединений при эксплуатации.
При сварке однородных металлов в месте соединения, как правило, образуется структура, близкая к структуре соединяемых заготовок. В этом случае свариваемость оценивается как хорошая или удовлетворительная. В процессе сварки разнородных материалов в зависимости от степени их взаимной растворимости в соединении могут образовываться твердые растворы, химические и интерметаллические соединения. Механические и физические свойства соединений могут существенно отличаться от свойств свариваемых материалов. При этом высока вероятность образования несплошностей в виде трещин и несплавлений. Свариваемость в этом случае оценивается как ограниченная или плохая.
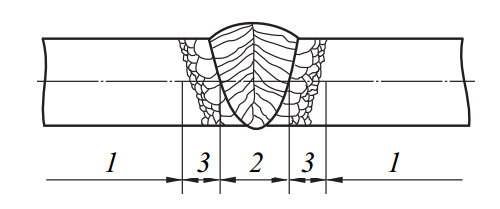
Рис. 1. Неоднородность механических свойств различных зон сварного соединения легированной стали: 1 — основной металл; 2 — шов с литой структурой; 3 — зона термического влияния
Прочность и твердость шва при сварке сплавов, как правило, ниже, чем у основного материала. Это объясняется тем, что для предотвращения образования трещин при сварке плавлением применяют менее легированный присадочный материал, чем металл заготовок. Пониженная пластичность шва также может быть обусловлена крупнокристаллической литой макроструктурой (рис. 1) и повышенным содержанием газов.
Сварка. Физические основы и виды сварки
Сварка – технологический процесс получения неразъёмных соединений материалов посредством установления межатомных связей между соединяемыми частями при их нагреве и (или) пластическом деформировании (схема 1).
В разработке метода получения неразъёмных соединений материалов путём их сварки ведущая роль принадлежит отечественным инженерам и учёным. В 1882 г. Н.Н. Бенардос и в 1888 г. Н.Н. Славянов предложили первые практически пригодные способы сварки с использованием электрической дуги.
Физические основы и классификации методов сварки
Для образования соединений необходимо выполнение следующих условий:
- освобождение свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов;
- энергетическая активация поверхностных атомов, облегчающая их взаимодействие;
- сближение свариваемых поверхностей на расстояние, сопоставимые с межатомным расстоянием в свариваемых заготовках.
Свариваемость – свойства металла или сочетания металлов образовывать при установленной технологии сварки сварные соединения, отвечающие требованиям, обусловленным конструкцией и эксплуатацией изделия.
Безотносительно к виду конструкции и её назначению свариваемость материалов оценивают степенью соответствия заданных свойств сварного соединения одноимённым свойствам основного металла и их склонностью к образованию таких сварочных дефектов, как трещины, поры, шлаковые включения и др.
По этим признакам материалы разделяют на: хорошо, удовлетворительно, ограниченно и плохо свариваемые.
Свариваемость материалов в основном определяется типом и свойствами структуры, возникающей в сварном соединении при сварке. При сварке однородных материалов прочность оценивается как хорошая или удовлетворительная. При сварке разнородных материалов – ограниченная или плохая.
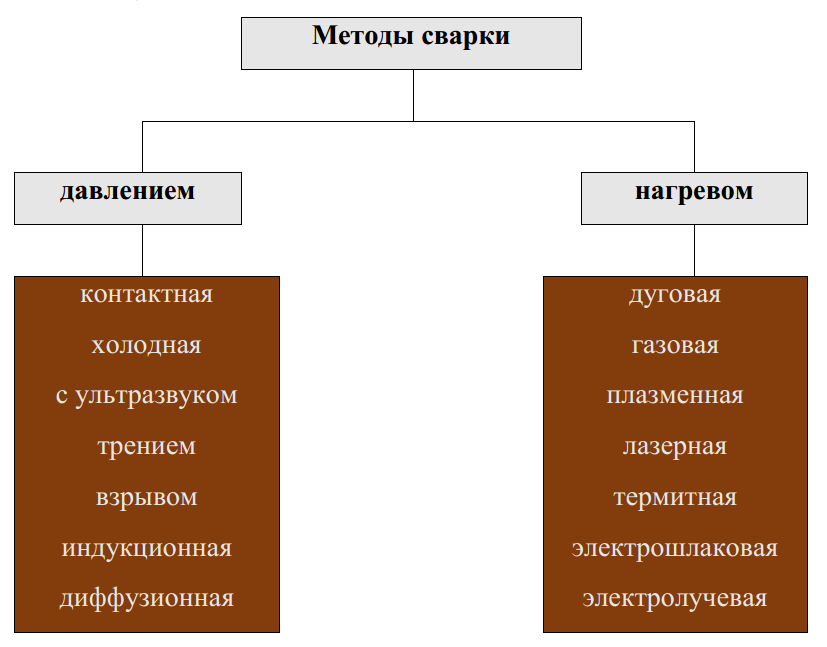
Схема 1. Методы сварки
В зависимости от состояния металла в зоне соединения и использования внешних сил различают способы сварки плавлением и давлением.
Виды сварки плавлением:
- дуговая,
- плазменная,
- электронно-лучевая,
- лазерная,
- электрошлаковая,
- газовая и др.
Виды сварки давлением:
- холодная,
- контактная,
- ультразвуковая,
- диффузионная,
- трением,
- взрывом и др.
В процессе сварки плавлением в сварочной ванне за короткий промежуток времени протекают сложные процессы взаимодействия компонентов материала заготовок, электрода и присадки. Материалы, составляющие сварочную ванну, представляют собой основной металл заготовок, легирующие элементы, образующиеся растворённые газы и посторонние включения. Компоненты сварочной ванны взаимодействуют между собой, с газами атмосферы, с материалом покрытий и шлаковой ванны. В результате по химическому составу и свойствам сварной шов может значительно отличаться от основного металла заготовок.
При изучении микроструктуры сварного соединения выявляются три зоны: основного термического влияния (ЗТВ) и наплавленного металла сварного шва (рис. 1).
В свою очередь, в зоне в зоне термического влияния (ЗТВ) также можно выделить шесть участков: 1 – 2 – участок неполного расплавления металла, является переходным от зоны наплавленного металла сварного шва к основному металлу. В этой области отмечено сплавления зёрен шва и основного металла при кристаллизации и свойства этого металла определяют свойства сварного шва в целом; 2 – 3 – участок перегрева, на котором металл нагревается 1500 о С. После затвердевания металл этого участка имеет крупнозернистое строение с пониженной пластичностью. Для углеродистых сталей возможно появление закалочных структур; 3 – 4 – участок нормализации, после охлаждения имеет мелкозернистую с высокими механическими свойствами; 4 – 5 – участок неполной рекристаллизации, здесь крупные зёрна феррита в структуре окружены мелкими зёрнам
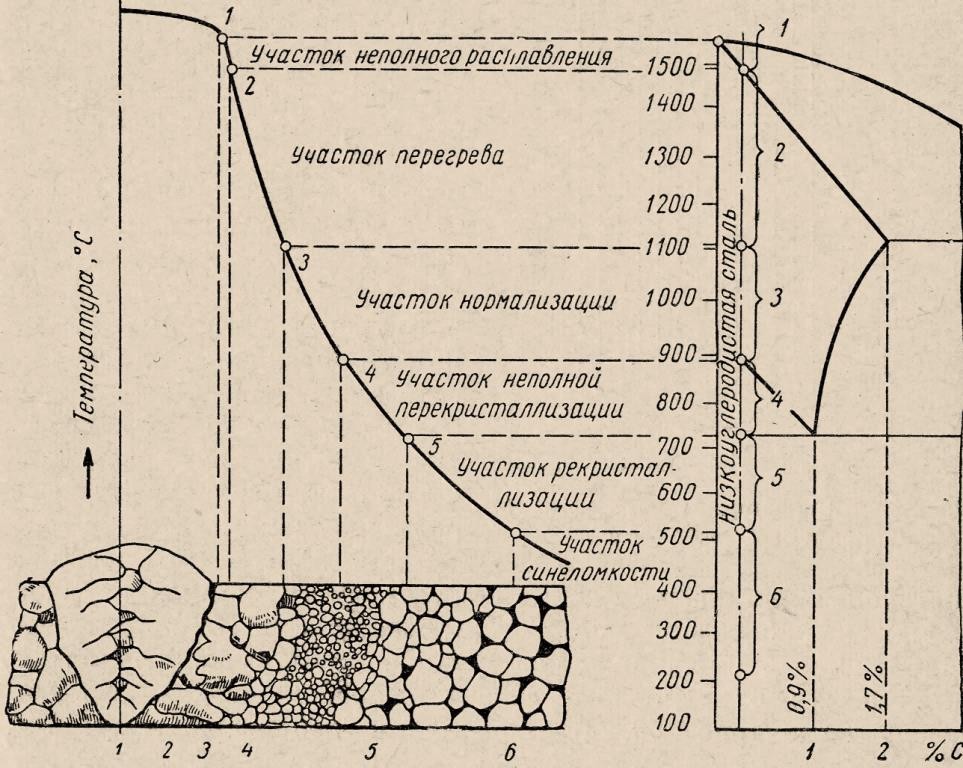
Рис. 1. Строение зоны термического влияния сварного шва: 1 – 6 – участки соответственно неполного расплавления, перегрева, нормализации, неполной перекристаллизации, рекристаллизации и синеломкости феррита и перлита; 5 – 6 – участок рекристаллизации. Участок часто наблюдается после сварки заготовок, прошедших предварительную пластическую деформацию (поковки, прокат). Для металла на этом участке характерно восстановление формы и размеров разрушенных при деформации зёрен; начиная от границы 6 металл характеризуется синеломкостью, металл здесь в процессе ведения сварки нагревается до 200 – 400 о С, что соответствует синим цветам побежалости и характеризуется снижением пластичности металла.
Сварка плавлением
За счет простоты выполнения и надежности наибольшее распространение сварка плавлением получила в строительстве для монтажа металлоконструкций. В промышленности этим способом соединяют детали производимой продукции ― от бытовых приборов до космической техники. В домашних условиях сварку используют для ремонта и сборки несложных металлических конструкций.

Сущность процесса сварки плавлением
Сварка плавлением ― это способ соединения заготовок методом расплавления соприкасающихся поверхностей без сжатия. Источник энергии должен обеспечивать мощность, достаточную для плавления кромок деталей и присадочного материала. Для образования сварочной ванны, которая представляет собой смесь жидких металлов, пламя концентрируют на небольшом участке стыка. При перемещении места приложения тепловой энергии вдоль линии соединения после остывания создается сварочный шов по всей длине.
Вместе с металлом плавятся загрязнения, поэтому на поверхности ванны образуется шлак. Верхние слои нагреваются выше температуры плавления, что приводит к изменению структуры и механических характеристик шва после остывания. К достоинствам сварки плавлением относят универсальность и возможность соединения разнородных металлов.
Виды сварки плавлением
В зависимости от источника тепла к основным видам сварки плавлением относят электрическую и газовую. По способу выполнения электрический вид подразделяется на несколько разновидностей.
Газовая
Газовая сварка плавлением за счет плавного нагрева позволяет соединять заготовки из чугуна, цветных металлов, высокоуглеродистой стали. Зазор между деталями заполняют присадочной проволокой, которая плавится вместе с основным металлом. Стык нагревают пламенем горелки, которое образуется при сгорании смеси кислорода с горючим газом:
- ацетиленом;
- бутаном;
- пропаном;
- водородом;
- парами керосина или бензина.

Для газовой сварки не требуется электроэнергия, поэтому ремонтные работы можно проводить даже в чистом поле. Недостатком считают невозможность работы с заготовками толщиной больше 5 мм.
Электродуговая
Электродуговая сварка выполняется за счет тепла дуги, которая возникает при прохождении тока через электрод и заготовки. Из расплавленного металла деталей и электрода или присадочной проволоки образуется сварочная ванна. После остывания формируется шов. Разновидности классифицируют по следующим признакам:
- виду тока ― переменный или постоянный; когда на электроде минус, полярность прямая, если плюс ― обратная;
- типу электрода ― плавящийся, неплавящийся;
- уровню механизации ― ручная, полу и полностью автоматическая;
- виду дуги ― прямого действия (между металлом и электродом), косвенного (между двумя электродами);
- способу защиты места сварки ― инертный газ, флюс, покрытие электрода.

Металл плавящегося электрода должен быть таким же, как у заготовок или близким по составу. Когда марку стали определить невозможно варят переходным (буферным) электродом. Его также используют для соединения элементов из стали с разным составом. В качестве неплавящегося электрода используют вольфрамовые, графитовые, угольные стержни. Присадочная проволока и свариваемые детали должны быть близкими по химическому составу.
Плазменная
Нагревание осуществляется за счет энергии дугового разряда внутри плазмотрона. Поток газа (аргон, азот, воздух) проходит через канал с горящей дугой, ионизируется, выводится через сопло наружу в виде потока плазмы с температурой больше 5500⁰C. Для защиты от перегрева сопло охлаждают проточной водой. Газ нагревается дугой косвенного действия между встроенными электродами.

Плазменная сварка применяется в авиа и приборостроительной отрасли для работы с молибденом, вольфрамом, нержавеющей сталью, никелевыми сплавами. За счет большой глубины плавления можно соединять листы металла толщиной 9 мм. Качественная сварка алюминиевых сплавов проводится в среде защитного газа.
Лазерная
Кромки нагреваются лучом лазера. Среди способов сварки плавлением, этот самый точный для соединения элементов сложной конфигурации. Для снижения себестоимости процесса при массовом производстве световой поток линзами разделяют на несколько лучей, которыми одновременно нагревают несколько стыков. Для домашних работ производители выпускают компактные модели небольшой мощности. Лазером можно формировать непрерывные и точечные швы со сквозным или поверхностным плавлением.

Лазерная сварка применяется для работы с титаном, нержавеющей сталью, цветными и драгметаллами, пластиком, стеклом. Этим методом сваривают тонкостенные листы и заготовки с большой толщиной. Лазер широко используется в оборонной, космической и атомной отрасли, радиоэлектронике, автомобилестроении.
- не нагреваются участки возле шва, что снижает риск деформирования;
- с гибкими световодами можно работать на труднодоступных участках;
- переход на резку без модификации аппарата;
- не нужны расходные материалы;
- из-за малой площади нагрева и быстрого перемещения луча расплавленный металл не успевает окислиться, поэтому работать можно без флюса и защитного газа.
К недостаткам относят высокую цену оборудования и низкий КПД.
Электрошлаковая
Этот метод основан на тепловой энергии, которая выделяется при прохождении тока от электрода к деталям через слой электропроводного расплавленного шлака (флюса). Заготовки ставят вертикально с зазором между ними. Электродная проволока подается в промежуток между деталями через один или несколько мундштуков, подключенных к источнику тока. Сварочная ванна удерживается с обеих сторон медными ползунами с водяным охлаждением. По мере заполнения зазора они вместе с мундштуками передвигаются вверх.

Электрошлаковая сварка используется в машиностроении при изготовлении крупногабаритных конструкций. Этим способом можно соединять детали из цветных металлов, стали, чугуна, титана, сплавов на основе никеля толщиной от 20 мм до 1 м и больше. Основным плюсом электрошлакового метода считают возможность сварки деталей за один проход независимо от толщины. Из минусов отмечают необходимость тепловой обработки шва для повышения пластичности.
Требования к качеству сварочных швов
Перечень требований, предъявляемых к сварным соединениям, определяется назначением готового изделия. Однако есть обязательные требования, в соответствии с которыми должен выполняться сварной шов. По твердости и прочности он не должен уступать металлу заготовок.
Для визуального контроля шов очищают от шлака и окалины, которые образуются при сварке плавлением. Ширина шва должна быть одинаковой по всей длине, поверхность мелкочешуйчатой. Не допускается наличие наплывов, пропусков, сужений. Если на металле есть поры или трещины шов бракуется.
Вид сварки плавлением выбирают в зависимости от решаемых задач. Когда приходится часто работать вне помещения удобней будут переносные дуговые аппараты или газовая горелка с баллонами. При работе на одном месте лучше выбрать полуавтоматический вариант, а для массового производства автоматический.
Читайте также: