Что такое сварочный выпрямитель
Обновлено: 20.09.2024
Сварочные выпрямители – устройства, назначением которых является преобразование переменного тока в постоянный, что необходимо при работе со средне- и высокоуглеродистыми марками стали, чугуном, цветными металлами и сплавами. Сварка на постоянном токе облегчает формирование аккуратных швов, снижает разбрызгивание металла, повышает прочность сварного соединения.
Конструкционные особенности и принцип действия полупроводниковых сварочных выпрямителей
Конструкция выпрямителя в классическом варианте включает следующие компоненты:

- Диодные мосты. Диоды в сварочных выпрямителях собирают по мостовым схемам – одно- или трехфазной. Востребована трехфазная схема, обеспечивающая стабильность сварочной дуги, она подходит для элементов различной толщины, позволяет осуществлять не только сварку, но и резку. Для резки устанавливают высокое значение силы тока.
- Понижающий трансформатор. На этом устройстве происходит уменьшение напряжения и повышение силы тока.
- Охлаждающая система. Обычно это вентилятор, обеспечивающий постоянный воздушный поток к полупроводниковым элементам, которые нагреваются во время работы. В некоторых аппаратах устанавливают датчики перегрева.
- Датчики контроля напряжения. При напряжении питания, превышающем предельное значение, датчики подают сигнал автомату на отключение.
- Пусковая и измерительная аппаратура.
- Регуляторы, позволяющие установить значения тока в соответствии с толщиной свариваемого металла.
Принцип работы сварочного выпрямителя
- Ток из электросети или от электрогенератора попадает на первичную обмотку понижающего трансформатора.
- На вторичную обмотку поступает ток пониженного напряжения и повышенной силы.
- Ток пониженного напряжения поступает на выпрямительные диодные мосты. Полупроводниковые элементы открывают ток в одном направлении, и закрывают – в противоположном. Производители чаще всего используют селеновые и кремниевые полупроводники. Селеновые элементы стоят недорого и способны выдерживать значительные перегрузки, кремниевые обеспечивают высокий КПД, но плохо переносят перегрузки.
Виды регулирования силы тока на выходе:
- Ступенчатая регулировка – наиболее часто встречающийся вариант. Разные модели могут иметь разный шаг, но в любом варианте такая настройка является грубой.
- Тонкая настройка. Осуществляется методом дроссельного насыщения. Дроссель (комплекс из нескольких катушек) устанавливается между диодами и трансформатором.
- Точная регулировка с использованием тиристорного блока.
Точность регулировки напрямую влияет на удобство проведения работ и качество полученного результата.
Разновидности выпрямительных устройств
В зависимости от внешних характеристик, различают три типа сварочных выпрямителей:
- Крутопадающие внешние характеристики. Такие аппараты востребованы для ручной дуговой сварки и для работы с неплавящимся электродом в среде защитных газов. В устройство выпрямителей входит понижающий трансформатор с высоким рассеиванием магнитного поля. Сварочный ток настраивается путем корректировки дистанции между первичной и вторичной обмотками трансформатора.
- Жесткие внешние характеристики. Выпрямители этого типа используются для сварочных работ с плавящимся электродом в углекислом газе или другой защитной газовой среде, под флюсом, с использованием порошковой проволоки.
- Универсальные. Такие устройства позволяют получать падающие и жесткие внешние характеристики. Поэтому они подходят для широкого перечня сварочных процессов – ручных и автоматизированных, плавящимися и неплавящимися электродами, в газовых средах, под флюсом. В конструкцию входят понижающий трансформатор и дроссели насыщения.
Сварочные выпрямители на диодных мостах с различными техническими характеристиками дают возможность сваривать металлические элементы толщиной от 1 до 50 мм. Они удобны в работе и обслуживании, просты в настройке, мобильны. К недостаткам можно отнести слабую устойчивость к перепадам напряжения питающего тока и длительным коротким замыканиям.
Что представляет собой сварочный выпрямитель. Схема и разновидности
Назначение выпрямляющего оборудования – преобразование переменного тока питающей сети в постоянный определенной силы. Для сварочных работ главным показателем является ампераж. Сварочные выпрямители, по сути, усовершенствованные трансформаторы. Они не только способны генерировать ток определенных характеристик, но и выпрямлять его. Это главное их отличие от аппаратов с переменным преобразователем. Устройства дополнительно оснащают полупроводниковыми фильтрами, конденсаторами, сглаживающими импульсный постоянный ток, делая его равномерным. Выпрямляющее оборудование лучше трансформаторов с точки зрения технологии сварки. Металл меньше разбрызгивается, стабильно поддерживается дуга.

Что такое сварочный выпрямитель
Оборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава.
Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока.
Устройство и принцип работы
В схему сварочного выпрямителя входят следующие элементы:
- трансформатор – регулируют напряжение (когда подаваемый от сети ток проходит через трансформатор, силовая нагрузка уменьшается до напряжения холостого хода);
- выпрямляющий блок – несколько полупроводниковых элементов преобразуют переменный ток в постоянный;
- частотные и силовые регуляторы;
- накопители заряда, сглаживающие импульсные скачки.
Чтобы понять принцип работы устройства, вспомним механизм действия полупроводников. Они пропускают электроны только в положительном полупериоде. При включении в схему нескольких проводников, удается получить много полупериодных кривых, при их наложении возникает постоянный ток.
Применение сварочных выпрямителей
Аппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности.
Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава.
К устройствам подключают:
- держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими;
- подающие насадки полуавтоматов и автоматов.
Разновидности сварочных выпрямителей
Токогенерирующие сварочные преобразователи различают по конструкции и способу регулировки силовых параметров.
- регулируемые трансформатором;
- с дросселем – индукционной катушкой, сдерживающей резкие скачки напряжения;
- с регулирующими тиристорами, меняющими напряжение тока;
- с транзисторами – полупроводниками, сглаживающими скачки импульсного тока;
- инвертор – преобразователи с частотным повышением тока и регулятором его силы.
Классификация выпрямителей по возможностям регулировки вольт-амперных характеристик (несколько слов об особенностях каждого из аппаратов):
- Трехфазные для ручной электродуговой сварки. Громоздкие модели трансформатором. Преобразователь работает с большими энергетическими потерями, возможности ограничены мощностью трансформатора металлическим или магнитным шунтом – дополнительным сопротивлением.
- Автоматы и полуавтоматы. Силовой поток регулируется магнитным полем. Реостатная вторичная обмотка позволяет менять число витков — это принцип вольт-амперной регулировки. Для импульсной регулировки установлен осциллограф. Ток сначала выпрямляется, затем трансформируется в переменный высокой чистоты.
- Дроссельные трехфазные выпрямители для дуговой и аргоновой сварки. Они оснащены дополнительным сердечником с обмоткой, выполняющим роль накопителя заряда, подаваемого на выпрямляющий конденсатор.
Преимущества и недостатки
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.
Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается;
- снижаются энергопотери – КПД трансформатора намного ниже;
- горение дуги стабилизируется;
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний;
- шов удобнее контролировать, он получается ровный;
- расширяются возможности сварки;
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть;
- при «просадке» напряжения сети они хуже работают;
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети;
- многие модели боятся влажности, запыленности.
За преобразователями, как и за другим сварочным оборудованием, нужно правильно ухаживать.
Обслуживание и основные неисправности
Новые преобразователи обязательно продувают перед включением в сеть. Делать это лучше бытовым феном на среднем режиме нагрева. Нужно устранить скопившуюся пыль, возможную влагу, она снижает сопротивление медных обмоток встроенного трансформатора. Раз в квартал продувку повторяют.
После длительного хранения (до года) преобразователя, перед работой полезно «прокачать» полупроводники – дать выпрямителю поработать на разных режимах, начиная с минимального. После двухчасовой «обкатки» устройство будет стабильно работать, не откажет во время сварки. Важно следить за исправность вентилятора, оборудование не должно перегреваться.
Возможные неисправности сварочного выпрямителя и методы их устранения:
Устройство не включается при подключении к сети. Такое возможно:
- при переломе жилы запитывающего проводника, брякают контакты в вилке – проверяют кабель, меняют вилку;
- в сети отсутствует напряжение – необходимо проверить входной рубильник;
- один из узлов вышел из строя – пора нести преобразователь в сервис или чинить устройства самостоятельно;
- выработан ресурс полупроводниковых элементов – требуется перепайка схемы.
Плавящийся электрод залипает, а преобразователь гудит – нужно:
- проверить исправность полупроводников и конденсатора;
- убедиться, что нет просадки питающей электросети;
- посмотреть целостность обмотки дросселя.
Преобразователь самопроизвольно отключается при работе – такое бывает:
- при перегреве, проверяют исправность вентилятора или охлаждающей системы;
- прорыве обмотки встроенного трансформатора – снимают старую, делают новую.
Устройство перестает выдавать питание нужных параметров – надо потрогать корпус, насколько он горячий, проверить подачу воздуха к вентилятору, дать генератору отдохнуть.
Прыгает напряжение холостого и рабочего тока – проверяют:
- ручку регулятора;
- предохранители первичной обмотки;
- плотность закрепления контактов клеммы у пускателя.
Схемы преобразователей указаны в инструкции по эксплуатации. Для ремонта устройств требуются электротехнические знания, навыки пайки. Лучше отдать устройство в сервисный центр. Они точно определят причину поломки, устранят ее.
Как устроен и работает сварочный выпрямитель?

Сварочный выпрямитель – аппарат, служащий для преобразования переменного тока, присутствующего в сети, в постоянный с использованием кремниевых или селеновых полупроводниковых диодов. Наиболее популярны селеновые диоды. В конструкцию преобразователя входят: устройства защиты и измерения, трансформатор, управляющий прибор. Все элементы расположены в одном блоке. Аппараты могут работать при повышенных и пониженных температурах, нестабильных характеристиках входного напряжения однофазной или трехфазной питающей сети.
Устройство и принцип работы сварочного выпрямителя
В конструкцию агрегата входят:
- трансформатор, преобразующий входное переменное напряжение в низковольтное переменное;
- диодный мост, трансформирующий переменное напряжение в постоянное пульсирующее;
- конденсаторный фильтр, обладающий большой мощностью, служит для преобразования пульсирующего тока в линейный постоянный;
- блок, регулирующий силу тока;
- дроссели, предназначенные для предотвращения запредельного роста сварочного тока.
Эта упрощенная схема может несколько видоизменяться или дополняться другими элементами, улучшающими технические характеристики сварочного выпрямителя.
Выпрямление тока может осуществляться по одной из схем:
- однофазное, применяется в аппаратах бытового применения;
- трехфазное, пульсации сглаживаются в обмотках – первичной и вторичной;
- шестифазное, позволяет организовать многопостовой пункт сварки.
Выходные характеристики регулируются следующими способами:
- трансформаторное регулирование с помощью изменения схемы подключения обмоток;
- с использованием дросселя и реостата;
тиристорное или транзисторное регулирование.
Виды сварочных выпрямителей
Выпускаемые виды выпрямителей:
- Однопостовой. Предназначается для ручной дуговой сварки плавящимися покрытыми электродами. Могут применяться штучные электроды с рутиловым, целлюлозным, основным покрытием. Присутствие клинового шунта позволяет быстро менять режим работы. Агрегаты могут использоваться для сварки ответственных изделий и создания конструкций, запланированных для работы под высокими нагрузками.
- Универсальный многопостовой. Питается от трехфазной сети переменного тока. Каждый вывод оснащен собственным блоком управления, в который входят реостат и дроссель. Выдерживает знакопеременные нагрузки, формирует надежную устойчивую дугу, способен работать без перерыва в течение длительного времени. Многопостовые сварочные выпрямители используются для осуществления масштабных интенсивных работ по ручной или полуавтоматической сварке. Устанавливаются в производственных цехах и на строительных площадках.
Особенности применения сварочных выпрямителей
Эти агрегаты применяются для проведения дуговой сварки низкоуглеродистых нелегированных сталей, коррозионностойких марок, цветных металлов и сплавов на их основе. Используются также при необходимости сварки обратной полярности. Обеспечивают глубокий провар и снижение разбрызгивания металла. К минусам агрегатов относятся – восприимчивость к длительным коротким замыканиям и скачкам сетевого напряжения.
Преимущества сварочных выпрямителей:
- экономичность;
- высокий КПД;
- надежность;
- простота управления.
Для продления срока службы аппаратов необходимы – проведение плановых осмотров, своевременная чистка и замена изношенных деталей, использование в условиях нормальной влажности.
Сварочный выпрямитель: устройство, принцип работы, технические характеристики, разновидности
Практически все отрасли промышленности не обходятся без сварки металлов, которая необходима для обеспечения прочных и надежных соединений. В виду большого разнообразия методов сварки и свариваемых образцов существуют различные виды применяемых аппаратов, среди которых часто выделяют сварочный выпрямитель. Что представляет собой данное устройство и чем качественно отличается от другого оборудования, мы рассмотрим в данной статье.

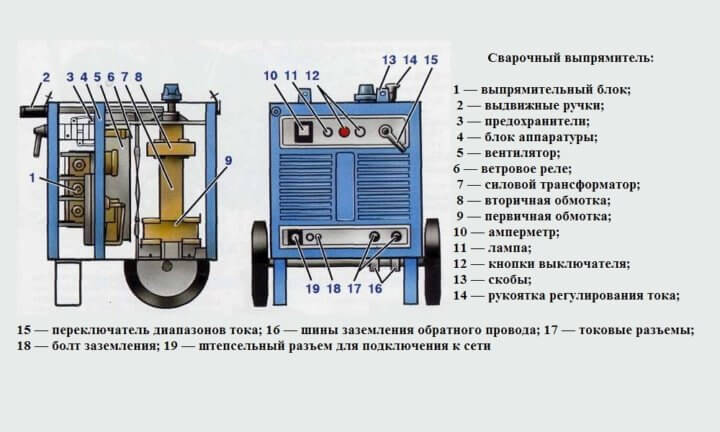
Рис. 1. Устройство сварочного выпрямителя
Само понятие сварочного выпрямителя было введено п. 150 ГОСТ 2601-84. Конструкция такого устройства включает в себя несколько блоков для реализации различных функций, а именно:
- Трансформатор – используется для преобразования переменного напряжения и тока. В сварочном выпрямителе это понижающие трансформаторы, предназначенные для снижения напряжения сети 230 В и пропорционального увеличения тока вторичной цепи.
- Выпрямитель – изготавливается из полупроводниковых элементов, собираемых, как правило, в мостовую схему. В качестве элементов часто используют вентильные диоды или тиристоры.
- Блок защит – осуществляет защиту оборудования от перегрузок, аварийных ситуаций или ошибок сварщика.
- Панель управления – представляет собой модуль регулировки, подключения и контроля рабочих параметров.
- Радиатор охлаждения – в процессе проведения сварочных работ происходит колоссальный нагрев токоведущих частей вторичной обмотки трансформатора и полупроводниковых элементов. Для предотвращения перегрева сварочного устройства устанавливаются радиаторы охлаждения, в некоторых особо мощных моделях с принудительной вентиляцией.
- Пусковое устройство – предназначено для запуска сварочной установки, в некоторых ситуациях может осуществлять отключение при коротких замыканиях и других неполадках.
- Сварочные шлейфа с электрододержателями – применяются для подачи напряжения в место сварки, закрепления электродов, обеспечивают хороший электрический контакт.
Принцип действия сварочного выпрямителя основывается на преобразовании электрической энергии, как по величине, так и по роду тока. Для этого напряжение сети после включения пускового устройства подается на первичную обмотку понижающего трансформатора. В первичной обмотке начнет протекать электрический ток, который генерирует ЭДС взаимоиндукции со вторичной обмоткой. Где наводится своя ЭДС, обуславливающая разность потенциалов на выводах вторички.

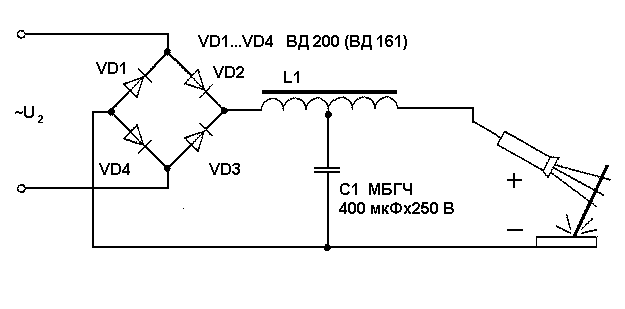
Рис. 3. Принцип действия сварочного выпрямителя
Напряжение от вторичной обмотки будет подаваться на выпрямитель. Положительная полуволна напряжения будет пропускаться одной парой диодов моста к нагрузке. А отрицательная полуволна будет пропускаться другой парой диодов к электроду и заготовке. В таком состоянии напряжение на клеммах ‟+‟ и ‟–‟ присутствует в состоянии холостого хода без нагрузки.
Как только к клеммам ‟+‟ и ‟–‟ подается нагрузка в виде электрода и заготовки для проведения сварочных работ, в цепи выпрямителя начинает протекать рабочий ток. Конденсатор C применяется для сглаживания напряжения на выходе выпрямителя. Помимо емкости, в цепи может использоваться дроссель для предотвращения резкого нарастания тока. В некоторых моделях сварочного выпрямителя может применяться регулятор величины рабочего тока.
Технические характеристики
При выборе конкретной модели сварочного выпрямителя необходимо руководствоваться типом и толщиной рабочих заготовок, которые вам нужно будет сваривать. А также учитывать особенности сети, к которой осуществляется подключение.
К основным техническим характеристикам сварочных выпрямителей относятся:
- Напряжение питания и его тип;
- Мощность сварочного выпрямителя;
- Номинальный ток и диапазон его регулирования (при наличии такой функции);
- Номинальное напряжение на выходе;
- Сечение питающих проводов и сварочных шлейфов;
- Относительная продолжительность нагрузки;
- Степень защиты от попадания пыли и влаги (обозначается индексом IP) для некоторых видов сварочных выпрямителей регламентируется в соответствии с п.4.2 ГОСТ 13821-77;
- Тип охлаждения;
- Габаритные размеры и вес.
Вышеперечисленные характеристики подбираются индивидуально, в зависимости от предполагаемых условий. В определенных ситуациях вы можете опускать некоторые параметры при выборе.
Разновидности
Сварочные выпрямители подразделяются на несколько категорий, в зависимости от критерия. Так, все агрегаты условно подразделяются на однофазные и трехфазные устройства.

Рис. 4. Однофазный и трехфазный сварочный выпрямитель
По количеству постов, которые способен обслуживать один выпрямитель выделяют однопостовые и многопостовые модели. Первый вариант подходит для профессиональной деятельности, второй предназначен для использования в промышленных масштабах.

Рис. 5. Пример многопостового сварочного выпрямителя
В зависимости от соотношения тока и напряжения на выходе выпрямителя существуют аппараты с жесткой, падающей (крутой и пологой) или возрастающей вольтамперной характеристикой.

Рис. 6. Разделение сварочных выпрямителей по типу вольтамперной характеристики
Наиболее часто встречаются выпрямители с крутопадающей и пологопадающей характеристикой. Первый вид применяется для ручной сварки с вольфрамовыми и стальными штучными электродами. Второй вид применим для механизированной сварки, производимой в среде инертных газов.
По типу регулирования величины тока на выходе сварочного выпрямителя различают:
- Трансформаторные – наиболее простые, так как регулировка производится путем переключения количества витков в обмотке. Что меняет величину напряжения и тока.
- Транзисторные – регулировка осуществляется путем введения транзистора в режим ключа, приоткрывающего или закрывающего цепь по величине пропускаемого тока.
- Регулируемые дросселем – при помощи изменения индуктивного сопротивления в цепи вторичной обмотки трансформатора можно уменьшать величину напряжения, подаваемого на мост выпрямителя.
- Тиристорные – производят переключение величины рабочего тока благодаря отдельному элементу.
- Инверторные – увеличивают и уменьшают рабочую величину выпрямителя за счет преобразования токов высокой частоты. Используются в установках двойного преобразования.
В зависимости от величины рабочего тока сварочные выпрямители подразделяются на:
- бытовые – с током до 200 А;
- полупрофессиональные – с нагрузочной способностью до 300 А;
- профессиональные – ампераж которых превышает 300 А.
В сравнении с другими видами аппаратов для проведения сварочных работ выпрямитель характеризуется рядом весомых преимуществ:
- Обладает большим КПД и меньшими потерями на холостом ходу;
- Меньшие габариты и вес, не производит столько шума во время сварки, как аппараты переменного тока;
- Быстрее нагревается электрод, чем при подаче на него переменного напряжения;
- Стабильная дуга, благодаря чему получается ровный шов;
- Сведено к минимуму разбрызгивание металла, что повышает качество работ;
- Позволяет уменьшить скорость расхода электрода, что делает такие устройства более экономичными;
- Проще управлять рабочими параметрами сварочного выпрямителя;
- Более долговечны и надежны в работе;
- Обеспечивает равномерную загрузку фаз в трехфазной цепи.
Основным недостатком сварочных выпрямителей является их довольно высокая стоимость. Также они чувствительные к длительным коротким замыканиям, от которых их нужно дополнительно защищать, боятся перепадов напряжения в питающей сети.
Назначение
Такой аппарат постоянного тока предназначен для выполнения сварочных операций в самых различных сферах человеческой деятельности. Они широко применяются для работы как по высокоуглеродистым, так и низкоуглеродистым сталям, цветным металлам, сплавам алюминия и титана, чугунов, нержавейки и при сварке обратной полярности. По виду сварки выпрямители предназначены для:
- Ручных дуговых с покрытым электродом ММА;
- Путем плавления металла в среде защитных газов MIG;
- Аргонно-дуговых посредством неплавящегося электрода TIG.
Перед началом работы сварочный аппарат обязательно продувается от пыли, для чего можно использовать обычный фен. После длительного простоя полупроводниковые элементы требуют раскачки от режима холостого хода с плавной нагрузкой до номинального. Такая раскачка производится около 2 часов. В процессе сварки необходимо постоянно следить за степенью нагрева, чтобы не допустить выхода сварочного выпрямителя со строя.
При эксплуатации могут проявиться несколько видов неисправностей, наиболее частыми являются:
Читайте также: