Что за сварка без электродов и без проволоки
Обновлено: 03.05.2024
Сварка сегодня широко применяется не только в промышленности, но и других областях. С ее помощью удается прочно соединить между собой металлические элементы. В статье мы расскажем все о сварке электродами.
Что это такое?
Сварка электродами имеет многочисленные преимущества по сравнению с теми же MIG/MAG и TIG методами. В принципе, почти все металлы могут быть сварены с помощью электродной сварки. Она широко используется при организации трубопровода, в строительстве. Ручная дуговая учитывает тип шва и его положение на плоскости, независимо от того надземная ли это конструкция или вертикально поднимающиеся швы.
Сварщик не использует в процессе защитный газ и может легко работать на улице даже в неблагоприятных погодных условиях, к примеру, при ветре или дожде. Принцип электродной сварки подразумевает непосредственный контакт между стержневым электродом и заготовкой. В процессе работы образуется дуга. Создаваемое короткое замыкание, возникающее на долю секунды между двумя полюсами, открывает постоянный ток. Дуга горит между двумя элементами, в пространстве создается необходимое тепло, необходимое для плавления металла.
Ручная дуговая сварка требует низкого напряжения и высокой силы тока. Система преобразовывает доступное напряжение тока в значительно более низкое, необходимое для работы. В то же время она обеспечивает необходимую силу, что также позволяет регулировать и источник питания. При ручной дуговой сварке металлов сила тока является наиболее важным параметром для обеспечения качества соединений. Поэтому она должна оставаться максимально постоянной, даже если длина дуги изменяется.
Для того чтобы можно было создать дугу, цепь между электродом и заготовкой должна быть разорвана. При ручной дуговой сварке это происходит через контактное или сенсорное зажигание. Сварщик направляет электрод к заготовке, и контакт с заземляющим кабелем образует замкнутую цепь. Поднятие стержневого электрода разрывает цепь, возникает короткое замыкание – дуга начинает гореть.
Основные характеристики
Дуговая сварка – это процесс сварки плавлением, в котором тепло, необходимое для плавления металла, получается из электрической дуги, создаваемой между основным металлом и электродом. Нормы расхода при сварочных работах указаны в таблицах. Электрическая дуга образуется, когда два проводника соприкасаются друг с другом, а затем разделяются небольшим зазором от 2 до 4 мм, так что ток продолжает течь по воздуху. Температура, произведенная электрической дугой, составляет от 4000 до 6000 C.
В работе используется металлический электрод, который поставляет присадочный металл. Он может быть дополнительно покрыт или оголен. Для дуговой сварки используются как постоянный ток, так и переменный. Переменный получают из понижающего трансформатора, который берет его от основного источника питания от 220 до 440 вольт и понижается до требуемого напряжения, т. е. от 80 до 100 вольт.


Постоянный ток для дуги обычно получают от генератора, приводимого в действие либо электрическим, либо дизельным двигателем. Напряжение открытой цепи, необходимое для поддержания дуги, от 60 до 80 Вольт, закрытой 15 до 25 Вольт. Как постоянный, так и переменный ток используются для получения дуги. Оба имеют свои преимущества и область применения. Сварочный аппарат получает силу от мотора или генератора, а иногда от полупроводникового выпрямителя.
Когда постоянный ток используется для сварки, доступны следующие два типа полярности:
- прямая или положительная;
- обратная или отрицательная.
При прямой полярности около 67% тепла распределяется на металл и 33% на электрод. Ее часто используют там, где нужен больший жар. Это может быть железо или сталь. При обратной полярности около 67% тепла выделяется на электрод и только 33% на работу с материалом. Ее используют при работе с тонкими металлическими листами из алюминия, латуни, бронзы и никеля. У рассматриваемого метода сварки, как и у любой технологии, есть свои преимущества и недостатки.
Из достоинств можно выделить:
- небольшая зона прогрева, соответственно, и деформация минимальна;
- качество соединения находится на высоком уровне;
- высокая скорость создания сварного шва;
- небольшие трудозатраты на последующую обработку шва;
- используется с большим количеством металлов.
Из недостатков:
- сложно работать во время ветра;
- необходимо тщательно подготовить поверхность перед свариванием;
- за зоной тепловой обработки остается след, который потом необходимо дополнительно зачистить.
Сферы применения
Сварка электродами используется при соединении изделий из практически любого металла, в том числе титана. Ее применяют при ремонте кузова автомобиля или глушителя и порогов. Иногда при сваривании медных проводов. Особенно незаменим метод в промышленности, когда приходится иметь дело с тонкими заготовками. В сфере изготовления космических кораблей и велосипедов технология находит все большее применение. Не обойтись без сварки электродами и при организации трубопровода, независимо от его диаметра. Можно использовать сварку электродами и при ремонтных работах инструментов и деталей, изготовленных из алюминия или магния.
Именно по той причине, что металл переносится электрической дугой напрямую, становится возможно использовать широкий ассортимент присадочных металлов. Никакой иной метод, существующий сегодня, не демонстрирует таких возможностей. В процессе нагревания хром испаряется, но этого не будет, если использовать GTAW. В данном конкретном случае электрод и металл имеют похожий химический состав, поэтому шов получается не только крепким, но и особенно устойчивым к возникновению коррозии.
Электродную сварку используют даже при заваривании контейнеров с ядерным топливом перед тем, как они подлежат захоронению.


Что необходимо?
Для сварки электродом потребуется сварочная установка, графитовый или вольфрамовый электрод, электродержатель и другие принадлежности. Установка обычно работает с электропитанием 50-60 Герц. Эффективность сварочного трансформатора варьируется от 80 до 85%. Потребляемая энергия на килограмм наплавленного металла – от 3 до 4 кВт-час.
Можно пользоваться аппаратом инверторного типа, без газа с переменным током и электродом 3 мм. Заранее лучше рассчитать по диаметру толщину проволоки, которая может быть как плавящейся, так и неплавящейся. Функция держателя электрода состоит в том, чтобы удерживать его под нужным углом во время формирования шва или в лежачем положении.
Используемые дополнительно кабели и провода должны быть изготовлены из меди или алюминия. Их изготавливают из большого количества тонких проволок, переплетенных между собой. Именно такая конструкция обеспечивает необходимую гибкость и прочность.


Провода изолируются резиновым или усиленным волокнистым покрытием. Функция кабельных соединителей – связать между собой переключатель и держатель электрода. Разъемы разработаны в соответствии с текущей емкостью используемых кабелей.
Отбойный молоток потребуется, когда станет необходимо удалить шлак после того, как металл на шве затвердел. Такой агрегат имеет форму зубила и заострен на одном конце. Проволочная щетка необходима также, чтобы удалить частицы шлака, но уже после скалывания отбойным молотком.
Обязательно во время работы использовать защитную одежду. Этого требует техника безопасности. Она защищает от горячего металла, тепла и излучения. Используемая защитная одежда – это кожаный комбинезон, ботинки, перчатки, очки или маска.


Технология
Если хочется добиться качественного сварного шва, то обязательно должна соблюдаться технология. Правильно варить можно научиться, достаточно потратить немного времени на освоение данного вопроса. Постоянный либо импульсный ток может быть от 5 до 600 А, при этом скорость сваривания также варьируется и находится в диапазоне от 0.04 до 0.4 м/мин. Максимальный диаметр составляет 8 мм, минимальный 0.5 мм. Расход защитного газа литров в минуту – от 5 до 20.


Подготовка
Прежде всего металлические детали тщательно очищаются, наносится обезжириватель. Эффективность и качество сварного соединения зависит от правильной подготовки кромок свариваемых пластин. Необходимо удалить все чешуйки, ржавчину, жир, краску и т. д.
Очистка поверхности должна осуществляться механически проволочной щеткой, а затем химически четыреххлористым углеродом. Правильная форма краям пластины позволяет получить правильное соединение. Форма кромки может быть простой, V-образной, U-образной, переформованной и т. д. Выбор зависит от вида, толщины свариваемого металла.



Подходящий электрод вставляют в электрододержатель под углом 60-80 градусов. На следующем этапе потребуется выбрать ток и полярность. Сварка производится путем установления контакта электрода с поверхностью, а затем удаления его на необходимое расстояние для получения дуги. Когда дуга есть, металл плавится под температурой, в результате образуется жидкий материал для заполнения шва. Важно правильно вести и держать во время сварки электрод. Иногда требуется предварительная прокалка.
Даже новичку сделать хороший шов своими руками не составит труда, если он подробно изучит технологию. Если работа выполняется двумя электродами и более, то такая сварка делается пучком. Для потолочного наложения швов на металлических изделиях может понадобиться вертикальный держатель, который упрощает процесс работы.


Образование дуги
Дуга образуется между электродом и материалам, который подлежит свариванию. Тепло, выделяемое во время описываемого процесса, плавит кромки двух соединяемых элементов, а вместе с ней и присадочный металл. Ручной метод требует от сварщика должной квалификации. Приходится работать сразу двумя руками, поскольку в одной находится держатель с электродом, а другой осуществляется подача проволоки.
Хороший мастер знает, как важно в процессе поддерживать короткую длину дуги, не допуская соприкосновения электрода с металлом. Если используется метод TIG AC, значит, дугу получают от источника, в качестве которого выступает генератор. Вырабатываемая искра и есть проводящая среда, в которой ток протекает внутри защитного газа, а электрод загорается на расстоянии 1.5 мм.
Формирование швов
Как только появляется дуга, начинается работа по созданию сварного шва. Держатель в этом случае потребуется переместить в центр зоны сварки, где размер окружности зависит от диаметра используемого электрода. Держатель наклоняют и держат под углом в 15 градусов. Из присадочного прутка металл подается вручную, когда это необходимо.
Нередко сварщик может использовать технологию быстрого чередования. Она характеризуется тем, что в момент создания соединения необходимо быстро продвигать держатель и добавлять присадочный металл. То есть, как только продвигается электрод, добавляется и металлический пруток. Однако нужен немалый опыт, чтобы постоянно оставаться в зоне распространения защитного газа, поскольку только он защищает от окисления и загрязнения.



Если используется пруток из металла, обладающего низкой температурой плавления, к примеру, алюминий, то его следует держать дальше от дуги, но не выходя из зоны, где есть защитный газ. Если не соблюдать это условие, то проволока расплавится быстрее, чем вступит в контакт с обрабатываемой поверхностью. Когда шов планируется закончить, дугу постепенно уменьшают. В этом случае удается избежать появления трещин на краях шва. Красивое соединение всегда зависит от уровня опыта и мастерства сварщика.


Распространенные ошибки
Очень важно правильно настроить сварочную установку на работу, подобрать толщину электрода, рассчитать мощность. Немаловажно правильно держать оборудование с электродом и присадочную проволоку. Большинство новичков не могут удержать необходимое расстояние от электрода до материала, в результате тот прилипает. Становится сложно работать, шов получается неровный.
Залипают материалы и при неверно выбранной толщине электрода или слишком сильной мощности тока, когда металл расплавляется быстрее, чем попадает к месту обработки. Конечно, и у мастеров иногда липнет электрод, но это случается реже, поскольку они способны соблюсти необходимое расстояние, принимая во внимание присадочный материал. Если правильно сформировать кромку, то и работать будет легче. Есть несколько доступных вариантов.


Квадратная
Используется, когда толщина металлической пластины составляет от 3 до 5 мм. Обе кромки для сварки должны быть расположены на расстоянии от 2 до 3 мм друг от друга.


V-образная
Она используется, когда толщина пластин составляет от 8 до 16 мм. Обе кромки скошены с образованием угла около 70° до 90.
Применяется при толщине заготовок больше чем 16 мм, где сварку можно выполнить на обеих сторонах. Обе кромки скошены таким образом, чтобы образовать двойное V.
Одинарная и двойная U-образная
Применяется при толщине больше чем 20 мм. Подготовить край сложно, но соединение получается хорошим. Для шва требуется меньше присадочного металла. Еще одна ошибка начинающих сварщиков – неправильно подобранный электрод. Есть неплавящиеся и плавящиеся.
Неплавящиеся электроды
Не расходуются во время сварочных работ, поэтому и получили такое название. Они сделаны из углерода, графита или вольфрама. Углеродные электроды более мягкие, в то время как вольфрамовые и графитовые твердые и хрупкие. Углеродные и графитовые могут использоваться только для сварки с прямой полярностью.
Плавящиеся
Расплавляются и подают присадочный материал. Они сделаны из того же металла, который нужно сварить.
Расходуемые электроды могут быть следующих двух типов:


Первые имеют форму непрерывного провода. Их необходимо использовать только с прямой полярностью. Они не обеспечивают экранирования расплавленного металла от атмосферного кислорода и азота. Следовательно, сварные швы, полученные этими электродами, имеют более низкую прочность, более низкую пластичность и коррозионную стойкость. Они ограниченно применяются при ремонте или выполнении некачественной работы, чаще для сваривания изделий из кованого железа и мягкой стали. В современной практике используются крайне редко.


Вторые обладают покрытием из флюсового материала, который наносится по всему сварочному стержню. Флюс в процессе сварки обеспечивает экранирование зоны расплавленного металла от атмосферного кислорода и азота. Этот поток также предотвращает образование оксидов и нитридов. Флюс химически взаимодействует с оксидами, присутствующими в металле, и образует низкотемпературный плавкий шлак. Он остается на верхней части сварки, поэтому его можно легко убрать после затвердевания шва. Качество сварки, производимой покрытым электродом, намного лучше.
В следующем видео рассазывается о сварке электродами.
Характеристики проволочных сварочных аппаратов
С помощью сварки легко соединяется расплавленный металл между собой. Воздействию обычно подвергаются отдельные его части. Правильно выбранный сварочный автомат для домашней мастерской сможет обеспечить выполнение целого ряда задач с металлом, но перед покупкой стоит обратить внимание на несколько важных мелочей.
Общее описание
Видов сварочных аппаратов существует много, а в зависимости от способа обработки металла меняется и их сложность. В основном во всех моделях есть возможность как холодной сварки, так и с помощью подачи электрода на медной проволоке с защитой. Какой тип оборудования выбрать, напрямую зависит от мастера, но рекомендуется рассмотреть и взвесить все имеющиеся варианты.
- Сварка с помощью трансформатора. Проволочный сварочный аппарат – один из самых простых и старейших типов конструкций, существующих на сегодняшнем рынке. Эта модель называется классической, потому варит металл без газа и какого-либо электронно-вычислительного центра. Она характеризуется большими габаритами и долговечностью. Конструкция обычно гидравлическая, поэтому работать можно как на тонколистовом металле, так и с чем-либо габаритным. Но стоит учесть, что работа потребует от мастера профильных знаний и навыков хотя бы в базовом уровне электротехники. Работа ведется только при переменном токе, поэтому манипуляции с большинством цветных и нержавеющих металлов в данном случае сразу отпадает. Результат может получиться слишком нестабильным, для этого лучше сразу приобрести что-то другое.
- Сварочный инвертор и комбинированные модели более популярны у современных мастеров, так как оснащены электронно-вычислительным центром. Соответственно, они проще в настройке, и у них больше базовых функций, благодаря которым даже без баллона с газом можно работать с медной деталью или мягким алюминием. Управление таким аппаратом будет интуитивно понятно даже новичку. Габариты у инверторов гораздо меньше, и работают они быстрее и эффективнее классических трансформаторов. Наличие дополнительных функций позволяет облегчить работу, сделать её более тонкой.
Яркий пример инвертора с полезными опциями – полуавтоматические модели. Они работают как на проволоке, так и с помощью защитного газа. У них в качестве дополнительной функции есть возможность и обычной дуговой сварки. Проволока во время работы подается автоматически, отсюда и название модели. От сварщика требуется только работа с материалом и внимательность. Среди профессиональных есть и автоматическое оборудование, которое от обычного отличается степенью механических составляющих и точностью работы. И варить на таких можно заготовки из любых металлов. Что выбрать – зависит от мастера и потребностей домашней мастерской.
Устройство и принцип работы
Принцип работы данного агрегата устроен на создании электрической дуги. При выделении тепла происходят следующие процессы:
- нагреваются металлические заготовки;
- металл начинает плавиться в месте ключевого соединения деталей;
- металлическая основа приобретает новую форму.
В работе активно используется электроток, идущий через специальную проволоку, появляется дуга, которая соединяет между собой деталь и электрод. Она обладает высоким уровнем сопротивления по сравнению с материалом проволоки, поэтому сам проводник не меняет своих свойств и формы. Тепловой поток направляется непосредственно на детали, которые нужно обработать.
Для того чтобы жидкий металл не разбрызгивался вне специальной сварочной ванны, используется гибкий и тонкий электрод. Глубокая сварочная ванна очень удобна в работе, особенно если приходится обрабатывать тонкие металлические листы. Такой способ обработки подойдет и для цветных металлов, таких как алюминий или медь, и для нержавеющей стали.


В процессе сварки температура может повышаться вплоть до нескольких тысяч градусов, возникает целый ряд окислительных процессов и реакций между металлическими соединениями, поэтому в работе обязательно нужно надевать защитную маску, которая обеспечит очищение воздуха от негативных реакций. Защитными могут считаться баллоны с газовыми смесями гелия или углекислого газа – и то и другое смягчает вдох во время работы. Сварочные аппараты в целом можно разделить на:
- устройства для работы с флюсом;
- прибор для работы с защитой в активном облаке газа;
- прибор, в активной части которого применяется проволока.
Более широкое распространение получили 2-й и 3-й тип устройств, все из них могут использовать разные типы сварки. Есть модели с возможностью комбинированного метода обработки. В числе методов сварки применяются:
- ручная сварка с одним электродом;
- работа с помощью гелия и углекислого газа в комплекте;
- порошковая проволока в качестве обработки.
Третий тип – работа с помощью порошкообразного флюса. Он потребует специальных знаний и навыков, а сам агрегат представляет собой полую трубку. В целом в работе любого сварочного аппарата участвуют несколько составляющих.
- Трансформатор (обычно это выпрямитель или инвертор), преобразователь напряжения с блоком вычислительного управления и возможностью автоматической подачи электрода. Электроды в профессиональных моделях выполняются отдельно.
- Важную роль в конструкции играет также возможность подачи газа в проволоку, шланг соединяется с горелкой.
- Силовой электронный кабель для зажима заготовки.
- Непосредственно сам баллон с газом, а также соединяющая его со всем остальным механизмом система.
Бытовое оборудование может быть переносного типа или транспортируемого. Последнее характерно для более профессиональных моделей. Некоторым из них недостаточно базового напряжения в 220 В, что нужно учесть перед выбором подходящего агрегата. Инструкцию по применению можно найти в любой выбранной модели.
Дуга зажигается с помощью вольфрамового наконечника. Когда зажглось пламя, остается только отрегулировать необходимые параметры для обработки. Роль обработчика для создания сварочного шва выполняет электрод или, как его ещё называют, тонкий гибкий стержень.
Виды сварочных аппаратов
Сварка – это лучший способ соединения металлических деталей, применяемый человечеством более чем 100 лет. И если в недалеком прошлом сварка использовалась в небольших объемах, сегодня она применяется во многих сферах деятельности, начиная от изготовления электроники и заканчивая возведением гигантских конструкции. На сегодняшний день разработано множество видов сварочного оборудования, позволяющих соединить разные металлы. И каждый из них имеет определенные плюсы и некоторые минусы.
Обзор трансформаторов
Трансформаторная сварка – это классическая разновидность электрической сварки, обладающая простейшей конструкцией, где главной деталью является понижающий трансформатор, отвечающий за преобразование напряжения до требуемого показателя. Изменения силы тока происходитт за счет применения различных методик, среди которых самой распространенной является смещение 1-ой обмотки относительно 2-ой. В данной ситуации ток меняется по мере изменения промежуточного расстояния между обмотками.


Отличительной чертой сварочных трансформаторов является переменность тока, провоцирующего разбрызгивание металла. К сожалению, от этого ухудшается качество соединительных швов. При работе с цветными металлами аппарат необходимо дополнять массивными компонентами.
Главным элементом представляемой разновидности сварки является сам трансформатор. Он не отличается небольшими габаритами и легким весом. При его эксплуатации в условиях повышенной сложности требуются специфические электроды и огромный опыт сварщика.


КПД трансформаторной сварки составляет практически 90%. Однако часть энергии направляется на нагрев. В охладительном процессе важную роль играют вентиляторы. Чем крупнее и массивнее трансформатор, тем мощнее вентилятор.

Сегодня становится заметно, что сварочные трансформаторы постепенно отходят на задний план. Но это не значит, что от них полностью отказываются. Ведь они характеризуются недорогим обслуживанием, отличаются надежностью и долговечностью. С их помощью удается соединять низколегированную сталь, а в этом виде работ им нет равных.
Все о выпрямителях
Сварочные выпрямители являются усовершенствованной модификацией трансформаторов. Они практически не имеют изъянов, что обуславливается использованием переменного тока.


Кроме трансформатора система агрегата оснащена диодным блоком, он же является выпрямителем. Также присутствуют детали регулировки активации двигателя. Переменный ток, помимо изменения параметра напряжения, может преобразовываться в постоянный, что обеспечивает ровную дугу. С таким оснащением конструкции уменьшается разбрызгивание металла, а шов получается ровным, а главное имеет высокий показатель прочности. Что примечательно, выпрямители способны работать с разными видами электродов, объединять детали из черной стали и цветных металлов. Главное, подобрать соответствующий электрод.


При подключении электродов важно руководствоваться знаниями о параметре полярности. Например, для сварки алюминия необходимо использовать обратную полярность.
Важным достоинством выпрямителя является приемлемая стоимость, надежность и хорошее качество получаемых соединительных швов. К недостаткам относятся большой вес оборудования, ощутимая просадка напряжения в процессе работы, а также необходимость иметь достаточный опыт для пользования данным агрегатом.
В профессиональной сварочной сфере выпрямители пользуются широким спросом. Но, несмотря на это, большинство производителей ежегодно снижают производство этих агрегатов.


Описание других разновидностей
Сегодня в продаже представлены разнообразные варианты и виды сварочных аппаратов. Каждый из них имеет индивидуальные характеристики, которыми следует руководствоваться при выборе агрегата для дома или производственных целей.
- Аргонодуговой сварочный аппарат. Представляемая разновидность оборудования требует использования специальных, неплавящихся вольфрамовых электродов. В качестве защитного газа применяется аргон. В аргонодуговом агрегате присутствует источник получения тока, регулятор, горелки для эксплуатации при разной мощности, схема управления, благодаря которой обеспечивается правильный цикл рабочего процесса. Ну и, конечно, стабилизатор.


- Аппарат для точечной сварки. Эти устройства – разновидность сварки термомеханического типа. С самого начала сварочного процесса совмещаемые по схеме элементы конструкции, попадают в поле между электродами. Затем плотно сжимаются, а затем начинается их нагрев и деформирование. Разогрев деталей конструкции происходит за счет импульса тока, благодаря чему достигается фактор разогрева металла до расплавленного состояния и, производится объединение нескольких деталей. По окончанию сварки конструкции остаются совмещенными между собой. Важные достоинства точечной сварки заключаются в экономичности, надежности и прочности соединительных швов. Но, к сожалению, места соединения не отличаются герметичностью, что влияет на ограничение допустимых сфер применения.


- Аппарат для газовой сварки. Данное устройство производит нагрев и соединение металлических деталей пламенем с огромной температурой. Применяются для этого горючие газы, такие как водород, ацетилен или природный газ. Чаще в таких аппаратах применяется и ацетилен. В процессе горения вырабатывается температура 3300-3500 градусов.
Представляемый процесс называется ручной сваркой. Прибор не отличается скоростью выполнения работ и производительностью. Но, несмотря на это, газовая сварка обладает рядом неоспоримых достоинств. Во-первых, рабочий процесс не отличается сложностью. Во-вторых, не требуется подключения к электричеству. В-третьих, аппарат эксплуатируется без использования электродов. В-четвертых, конструкция не имеет сложных элементов.
Прежде чем приступать к работе, необходимо уделить особое внимание подготовке сварочного аппарата. Важно проверить систему регулировки мощности горелки и сразу же установить ее в необходимое положение.


- Плазменная сварка. О плазменной сварке наверняка слышали немногие. Плазма в целом – это газ, способный проводить электрический ток. Ионизация газа происходит посредством нагревания дуги. Чем выше окажется температура плазмы, тем сильнее будет ионизация. Максимальная температура в таком аппарате превышает 10 тыс. градусов. Технологический процесс сварки происходит следующим образом: к горелке подается газ и ток, за счет этого возникает дуга. Затем можно приступать к работе.


Полуавтоматы
Полуавтоматическая сварка по сравнению с трансформаторами представляет собой сложное оборудование. Но, несмотря на сложность конструкции, аппарат отличается большим удобством в эксплуатации. Зачастую полуавтоматическая сварка используется при кузовной реставрации автомобилей. Такие аппараты так же применяются в частном хозяйстве и в быту.


На сегодняшний день полуавтоматическая сварка имеет несколько модификаций. Первые работают исключительно на газе. Вторые – универсальные, имеют переключатель на работу с газом и без него. Третьи работают без газа.
В аппаратах, не требующих наличия газификации, используется флюсовая проволока. При ее горении возникает защитное облако, предотвращающее окисление сварной ванны. Ну и самое главное, элементы флюса наделяют обрабатываемый металл необходимыми параметрами.

Стоит отметить, что разные виды металла требуют использования разного газа. Углекислый газ поможет соединить элементы изделий. Для работы со сталью потребуется сочетание аргона и углекислоты. Для работы с алюминием достаточно использовать только аргон.
Отличительные черты полуавтоматической сварки заключаются в повышенной производительности и качественном шве. К недостаткам относятся разбрызгивание жидкого металла и необходимость применения большого количества расходного материала.

Инверторы
Данная разновидность сварочных аппаратов имеет второе название «импульсные». Сегодня они считаются самыми распространенными, так как имеют небольшой вес и более удобны при эксплуатации.
Около 10 лет назад инверторы были самыми дорогими сварочными аппаратами. Однако сегодня их цена вполне приемлема. Современные инверторные аппараты отличаются наличием трансформаторов небольших габаритов, улучшенными параметрами и характеристиками, а также оптимизацией коэффициента полезного действия.
Силовой трансформатор, присутствующий в конструкции инвертора понижает напряжение от сети до требуемой величины, а электросхемы и стабилизатор способствуют уменьшению импульса тока. Напряжение, подающееся в инвертор, превращается в переменный ток с высокой частотностью. Он подается на трансформатор и на выходе снова выпрямляется.


Генераторы на дизельном топливе или бензине
Сварочный генератор – это агрегат, соединивший в себе сварку и генератор электроэнергии. Подготовка данного оборудования к работе заключается в подключении кабелей, один из которых оснащен держателем для электродов. После остается лишь запустить двигатель. Устанавливать дополнительное оборудование для сварки нет необходимости.
Отличительная черта сварочного генератора заключается в простых настройках, из-за чего устройство широко используется строительными компаниями и коммунальными службами. Именно такие аппараты можно встретить при прокладке труб, отдаленных от электросетей.


Сварочные генераторы разделяются по типу двигателя. Одни могут работать на бензиновом топливе, а другие на дизельном. Бензиновая модель пользуется широким спросом у профессиональных сварщиков и начинающих мастеров. В ее конструкции может присутствовать как двухтактный, так и четырехтактный двигатель. Данный аппарат не отличается высокой мощностью, именно поэтому его можно использовать при работах с незначительной нагрузкой.
Стоит отметить, что сварочный бензиновый генератор отличается хорошими показателями тока, что влияет на высокое качество сварочных работ.
Максимальная мощность применяемых бензиновых генераторов колеблется в пределах 2,6-14 кВт. Объем бака не превышает 25 литров. Максимальная сила тока составляет 300 А. При работе можно применять электроды диаметром до 5 мм.
Дизельные генераторы обладают более высоким потенциалом. Их можно использовать в работах с большой нагрузкой. Они отличаются высокими рабочими ресурсами, предназначаются для применения в промышленной сфере. Мощность двигателя дизельного генератора колеблется в пределах 6-16 кВт. А стационарные конструкции могут достигать мощности до 80 кВт. Из этого следует, что дизельные аппараты для сварки не рекомендуется применять в быту.
Виды сварочных аппаратов – тонкости выбора и особенности применения
Выбрать добротный и недорогой агрегат не так просто, как может показаться. Рынок переполнен предложениями, и не все виды сварочных аппаратов равноценны между собой. У каждого есть особенности, преимущества и недостатки. Не стоит поддаваться уговорам менеджеров-продавцов – лучше самостоятельно разобраться в устройстве и параметрах сварочников, тогда сделать выбор будет проще.
Виды, различия, плюсы и минусы
Еще недавно спрос на компактные бестрансформаторные сварочники был огромным. Отдельные виды ручных сварочных аппаратов создавали кустарно, покупали конверсионные модели, выпускаемые предприятиями оборонки.

Сегодня рынок перенасыщен предложениями. Конструкции сварочных аппаратов стали более разнообразными. Но это сделало модели более совершенными. В основе всех современных сварочников используются все те же старые схемы, но на новой элементной базе.
По видам аппараты можно разделить на несколько базовых моделей:
- трансформаторные конструкции;
- инверторные схемы;
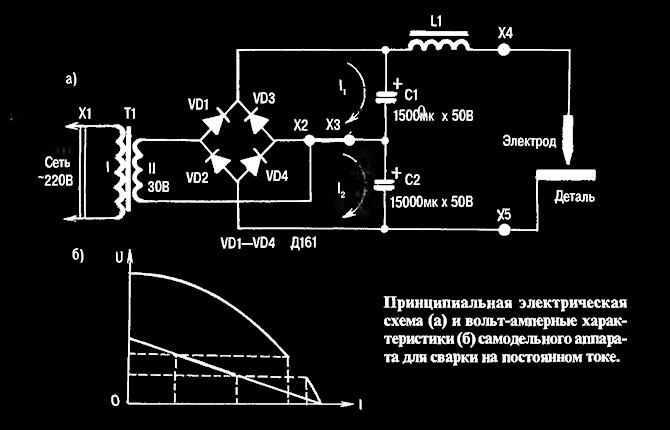
- сварочные аппараты для сварки постоянным током;
- конструкции для сварки в защитной газовой среде;
- устройства для точечной сварки;
- газосварочные агрегаты.
Все перечисленное касается только аппаратов, схема и конструкция которых допускает подключение к бытовой электросети в 220 В. Это базовое ограничение для всех бытовых моделей.
Выбирая вид сварочного аппарата (кроме газосварки), необходимо реально оценивать возможности электросети. Современные модели на полупроводниковой базе могут работать на даче или в гараже, где напряжение в сети может быть в пределах 150-240В. Более старые аппараты с трансформаторным преобразованием напряжения приходится переделывать.
Трансформаторы
Наиболее древний вид сварочника. Активно используется более сотни лет. Основа аппарата – тяжелый (до 20 кг) и мощный (до 5 кВт) трансформатор, преобразующий сетевое напряжение в 220 В на входе в рабочее переменное 50-60 В.
Для качественного сваривания металла трансформатор должен иметь определенный вид вольт-амперной характеристики, чаще круто падающей. Обычный силовой трансформатор, снятый с промышленного оборудования, для сварки не подойдет.

Сварочный трансформатор перед началом работ настраивают на определенные характеристики – ток и интенсивность горения дуги. Перемещая руками балластный резистор или реактор, удается добиться крутопадающей характеристики напряжение-ток. Это значит, что с момента зажигания дуги напряжение будет сильно снижаться с увеличением тока, количество энергии выделяется равномерно, поэтому прожогов или непроваров не будет.
- простая конструкция, несложный ремонт;
- доступная цена;
- большой сварочный ток – до 250А;
- надежность.
Срок службы сварочного трансформатора, намотанного из качественного медного провода, – 20-25 лет. На практике при аккуратном обращении срок службы ограничен лишь надежностью изоляции. Провод в фирменной резиновой изоляции способен обеспечить 30-40 лет безаварийной эксплуатации.
- большой вес;
- сложность настройки;
- ограниченное использование;
- сильные помехи, создаваемые трансформатором в сети.
Выполнять работы с использованием трансформаторного сварочника рядом с многоэтажками не рекомендуется во избежание конфликтов с жильцами.
Выпрямители
Определенные виды материалов, такие как нержавейка или чугун, сваривают с использованием постоянного тока. Для этого нужен выпрямитель. По сути, это тот же сварочный трансформатор, дополнительно оборудованный регулирующими системами, блоком полупроводниковых вентилей, преобразующих ток из переменного в постоянный. Все виды регуляторов с трансформатором собираются в компактном, но тяжелом корпусе (10-12 кг).

В качестве регулятора режима используется управляющая плата на тиристорах. С ее помощью можно настроить величину тока. Блок выпрямляющих кремниевых диодов – нерегулируемый. Вид сварочного тока – постоянный.
Работать можно только постоянным током, потому могут возникнуть сложности при сварке толстостенного профиля, отдельных видов проката.
Для определенных видов сварочных работ, предполагающих длительную непрерывную нагрузку, вместо тиристорного регулятора используется магнитный шунт, устанавливаемый на вторичной обмотке. Размыкание или смыкание его выполняется с помощью ручки на передней панели аппарата.
Агрегат считается надежным в работе, но данный вид сварочников не пользуется популярностью у любителей из-за сложного подбора режима работы.
Этот вид сварочного оборудования собран на электронных компонентах. В конструкции аппарата преобразование напряжения обеспечивается электронным генератором на основе управляемых ключей. Есть трансформатор, но этот вид преобразователя работает с высокочастотным напряжением. Поэтому вес и габариты устройства небольшие. Вес инвертора редко превышает 5 кг.

Инверторные сварочники собираются на элементной базе двух типов – на транзисторах MOSFET и более новых элементах IGBT. Первый тип полупроводников выпускается уже более 50 лет, отличаются надежностью и невысокой ценой. В одном инверторе их около 20 шт. Быстро перегреваются, уже при 60 ℃ часто срабатывает защита.
Новые IGBT выдерживают нагрев до 90 ℃, для инвертора их требуется до 10 штук. Такие элементы дороже и допускают не все виды ремонта. Размер корпуса полупроводника маленький, выпаивать его с платы сложно.
Все виды инверторных сварочных аппаратов работают по одной схеме:
- поступающий из сети переменный ток, напряжением 220 В, выпрямляется на блоке мощных диодов;
- на втором этапе фильтр устраняет помехи. Заодно этот вид защиты блокирует попадание наводок обратно в сеть, поэтому инвертором можно варить даже в квартире;
- после фильтра генератор преобразует постоянный ток в переменный с частотой около 100 кГц. Это дает возможность использовать небольшие компактные детали и элементы;
- сигнал с генератора подается на высокочастотный трансформатор, где понижается до напряжения 50-60 Вт, после чего выпрямляется на высокочастотных вентилях.
Кроме небольших размеров сварочный аппарат интересен возможностью точной регулировки величины ток в электрической дуге.
- малый вес;
- возможность сваривать тонкостенные детали;
- простая настройка;
- отсутствие помех в сети.
Большинство инверторов имеют дополнительные опции, улучшающие качество сварки неподготовленными работниками. Например, включение Anti Stick препятствует прилипанию электрода в момент зажигания дуги. Система Hot Start повышает ток и напряжение в момент загорания дуги, что облегчает начало работы.
Отрицательные моменты заключаются в том, что инвертор требует аккуратного обращения. При неправильной эксплуатации высокочастотный генератор легко выходит из строя. Большинство видов ремонта сварочника требуют квалификации специалиста-электронщика.
Принципиально новый вид сварочного аппарата, десятки лет широко использовался в промышленном производстве и при проведении ремонтных работ в специализированных мастерских. Сварочные полуавтоматы стали доступны с появлением компактных инверторов.
Аппарат может иметь один или два корпуса. В первом блоке находится электрический преобразователь, аналогичный инвертору или выпрямителю. Во втором – катушечная система подачи омедненной сварочной проволоки через гибкий резиновый рукав к точке сварки. Внутри располагается токоподводящий кабель.
Если это мобильный переносной вид аппарата, то все элементы, кроме рукава, собраны в одном блоке. Кроме того, в рукав подается газ СО2 от баллона с газовым редуктором.

На конце рукава установлена горелка-пистолет с клавишей включения подачи газа и проволоки. При работе вылет проволочного электрода составляет всего 4-5 мм, поэтому зона сваривания оказывается полностью погруженной в поток защитного газа.
Преимущество полуавтомата в высоком качестве шва. Можно сваривать все виды тонколистовой стали.
Несмотря на то, что по статистике 60% любительских сварочных работ выполняется полуавтоматом, у аппарата имеется немало отрицательных сторон:
- расходники – проволока и газ хорошего качества, стоят недешево;
- большой вес сварочной системы;
- быстрое заполнение рабочего места углекислым или угарным газом;
- периодически нужно регулировать работу газового клапана и катушки подачи проволоки.
Из всех видов сварочных работ полуавтомат оправдывает себя для кузовного ремонта автомобилей, изготовления металлических баков большого объема, мелкого ремонта металлической мебели.
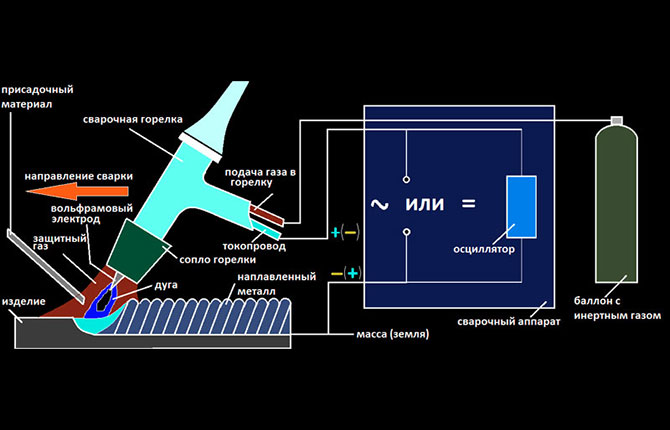
Аргонодуговой сварочный аппарат
Сварка аргоном отличается от остальных видов тем, что для работы используется горелка с соплом подачи аргона и неплавящийся вольфрамовый электрод. Остальные элементы выполнены так же, как и у полуавтомата, но без омедненной проволоки.
Суть работы аргонодугового аппарата заключается в создании мягкой стабильной дуги над сварочной ванночкой из расплавленного металла. Зона расплавления – всего несколько миллиметров. Поэтому, в отличие от других видов сварки, шов получается тонким и равномерным, с небольшой, едва заметной волной. Чтобы компенсировать «проваливания» шва, в ванну добавляется присадочный материал в виде прутка с легирующими добавками.
Недостатки использования аргона:
- стоимость аргона на порядок больше углекислого газа;
- нужны профессиональные навыки обращения с аргоном;
- распыленный в воздухе аргон может вызвать удушье или стать причиной поражения легких.
Обычно агрегат причисляют к одному из видов сварочных аппаратов без электродов, но это не совсем так. Вольфрамовый пруток, диаметром 2-3 мм, сгорает медленно, но его тоже нужно периодически менять.
Аппарат для точечной сварки
Из-за выступающих из корпуса клещей он не похож на традиционный сварочник. Сварочный аппарат используется для выполнения одной операции – сваривания двух тонких листов стали в одной точке.
Принцип действия прост:
- заготовки складываются пакетом и фиксируются струбциной с прокладками;
- выбирается место для сварочной точки;
- подводят клещи к точке, усилием рук прижимают так, чтобы между электродами и сталью был обеспечен надежный электрический контакт;
- разогретая током сталь переходит в пластичное состояние и сваривается.

Клещи должны оставаться в сжатом состоянии. Аппарат работает от обычной сети 220 В и не требует специальной защитной одежды, маски или присадочных. Скорость сварки достигает 10 точек/мин.
Читайте также: