Давление кислорода при газовой сварке
Обновлено: 05.05.2024
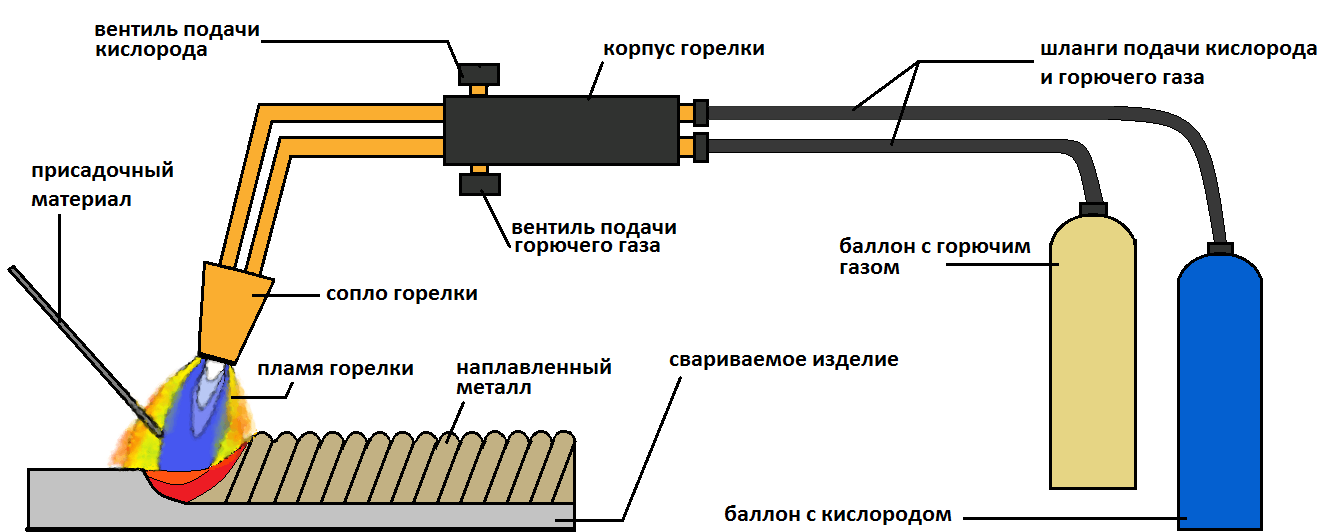
При газовой сварке расплавление основного и присадочного металла осуществляется в результате использования тепла, которое выделяется при сгорании в атмосфере кислорода горючих газов, паров бензина или керосина в специальных горелках. Регулируя соотношение горючих веществ и кислорода, можно получить различные виды пламени: нормальное (восстановительное), окислительное и науглероживающее, и за счет этого выполнять сварку без дополнительных покрытий или флюсов. Газовую сварку применяют, главным образом, при небольших объемах работ, изготовлении тонкостенных изделий, трубопроводных и сантехнических работах и т.д.
1. Газы для газопламенной обработки, их свойства и условия хранения
Для сварки используют горючие вещества, свойства которых приведены в табл. 1, а возможности их использования при сварке различных материалов — в табл. 2.
Наибольшая температура достигается при сгорании газов в атмосфере кислорода — газообразного 1, 2, 3 сорта согласно ГОСТ 5583-78 и жидкого 1 и 2 сорта по ГОСТ 6331-78.
Таблица 1. Свойства горючих газов, их заменителей, кислорода и условия их хранения
*1 При подогревании смеси.
Таблица 2. Возможность использования различных горючих веществ для газовой сварки материалов
- «+», «–», «±» — использование данного горючего газа целесообразно, нецелесообразно и ограничено соответственно.
- Для сварки используется осветительный керосин. При работе на тракторном керосине сварочная аппаратура забивается смолистыми веществами.
2. Оборудование и аппаратура для сварки
Основным инструментом газосварщика является сварочная горелка — устройство для смешивания горючего газа или паров горючей жидкости с кислородом и создания сварочного пламени (табл. 3). Технические характеристики безынжекторных и инжекторных горелок согласно ГОСТ 1077-79 приведены в табл. 4 и 5, сварочных горелок, работающих на газах (заменителях ацетилена), — в табл. 6.
Кроме того, практикуется использование специальных комплектов для сварочных и резательных работ (табл. 7).
Таблица 3. Технические характеристики универсальных ацетилено-кислородных горелок
*1 Горелка типа Г1 — безынжекторные, остальных типов — инжекторные.
*2 Горелка ГС-4 предназначена для подогрева. Конструкция горелки Г2-04 подобна конструкции ранее выпускающимся горелкам Г2-02, «Звездочка», «Малютка».
Таблица 4. Техническая характеристика безынжекторных горелок типа Г1
Таблица 5. Технические характеристики инжекторных горелок
Таблица 6. Технические характеристики горелок сварочных на газах — заменителях ацетилена
*Горелка ГЗУ-3 универсальная; ГЗУ-4 — для сварки чугуна и цветных металлов (кроме меди), а также наплавки, пайки, нагрева; ГД-Д1 — газовоздушная горелка с максимальной температурой нагрева до 700 о С, массой 0,35 кг.
Таблица 7. Газосварочные комплекты
Примечание. В состав комплекта КГС-1-72 входят горелка Г2-04 и резак вставной РГМ-70, комплекта КГС-2А — горелка Г3-03 и резак вставной РГС-70. В оба комплекта входят сменные наконечники, мундштуки и футляр.
Для питания горелок ацетиленом используют как баллонный, так и газ передвижных генераторов (табл. 8). В зависимости от размеров кусков карбида кальция выход ацетилена составляет 210…375 л/ч при времени разложения 5…13 мин.
Таблица 8. Технические характеристики передвижных генераторов ацетилена
В стационарных условиях пользуются специальными газоразборными постами (табл. 9).
Таблица 9. Технические характеристики газоразборных постов
Сварка с использованием флюса выполняется с помощью специального поста УФП-1, который осуществляет подачу в пламя горелки паров флюса БМ-1, при сгорании которых образуется флюсовое вещество — оксид бора.
Пост УФП-1 включает газораздаточные посты ПГУ-5 и ПГК-10, флюсопитатель ФГФ-3, осушитель ацетилена ОАФ-3, экономизатор и рукава. Наибольший расход кислорода и ацетилена — 3,2 м 3 /ч, флюса — 30…100 г на 1 м 3 горючего газа, емкость резервуара флюсопитателя — 5,2 л, масса силикагеля в осушителе — 5,3 кг.
Для мелких работ используют переносные установки, например ПГУ-3 (табл. 10).
Таблица 10. Технические характеристики переносной установки ПГУ-3 для сварки, пайки и резки металлов
К баллону присоединяется редуктор для снижения давления газа до рабочего значения; его тип выбирается в зависимости от заданного расхода газа (табл. 11, 12).
Таблица 11. Характеристики редукторов для малых расходов газа (для сварки горелкой ГС-1 с наконечником 000,00,0)
Таблица 12. Характеристики редукторов для газопламенной обработки
Примечание. Цифра в обозначении типоразмера — наибольшая пропускная способность (м 3 /ч) при наибольшем рабочем давлении. Первая буква — назначение редуктора: Б — баллонный, С — сетевой, Р — рамповый, Ц — центральный (магистральный), У — универсальный высокого давления. Вторая буква — редуцируемый газ: К — кислород, А — ацетилен. П — пропан, В — воздух, М — метан. Третья буква — код числа ступеней редуцирования и способа задачи рабочего давления: О — одноступенчатый с пружинным заданием, З — одноступенчатый со специальным задатчиком, Н — одноступенчатый с заданием рабочего давления от специальных пневмокамер, Д — двухступенчатый.
Газы из баллона подаются к резаку по специальным рукавам(табл. 13.), на их пути после редуктора устанавливают предохранительные устройства для зашиты сварочных постов — постовые затворы (наиболее компактным и надежным из них является ЗСУ-1) и обратные клапаны (табл. 14). Последние используют при работе на газах — заменителях ацетилена АЗС-1, АЗС-3 и для горючих жидкостей ЛКО-1.
Обратные клапаны типа ЛЗС и жидкостные предохранительные затворы — защитные устройства гравитационного действия, они должны устанавливаться строго вертикально, а обратный клапан ЛКО присоединяться к рукоятке керосинореза.
Таблица 13. Рукава для газовой сварки и резки (ГОСТ 9356-75)
Пламегасители (табл. 14) устанавливаются на входных штуцерах рычагов, горелок, напыляющих устройств стационарных машин и установок для газопламенной обработки и служат препятствием для попадания обратного удара пламени в рукав, соединяющий огневую аппаратуру с предохранительным устройством (основным затвором или газовым коллектором газопотребляющего агрегата).
Таблица 14. Технические характеристики предохранительных устройств
3. Материалы и технология сварки сталей
Ниже перечислены основные параметры режима газовой сварки.
- Тепловая мощность сварочного пламени определяется расходом ацетилена, который проходит через горелку за один час и регулируется сменными наконечниками горелки; мощность можно подсчитать по формуле: QА= А s, где QА — расход ацетилена, л/ч; s — толщина металла, мм; А — эмпирический коэффициент: для углеродистых сталей А = 100…130, для меди А = 150…200, для алюминия А = 100…150. Мощность горелки при правом способе сварки выбирают из расчета 120…150 л/час ацетилена, а при левом —100…130 л/ч на 1 мм толщины свариваемого металла.
- Способ сварки — правый и левый. При правом способе сварку ведут слева направо, пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой. Этот способ обеспечивает лучшую защиту сварочной ванны от кислорода и азота воздуха, большую глубину провара, замедленное охлаждение металла шва; производительность выше на 20…25 %, а расход газа на 15…20 % меньше. При левом способе сварку ведут справа налево, пламя направляют на еще незаваренные кромки металла, а присадочную проволоку перемещают впереди пламени. При этом сварщик лучше видит свариваемый металл: предварительный подогрев кромок способствует хорошему перемешиванию сварочной ванны. Применяется для сварки тонколистовых и легкоплавких металлов.
- Вид пламени зависит от соотношения β = vO2 : vC2 H2. Для нормального пламени β = 1…1,3; для окислительного пламени β > 1,3; для науглероживающего пламени β < 1,1. Газосварщик устанавливает и регулирует вид пламени на глаз. Нормальным пламенем сваривают большинство сталей, окислительным пользуются при сварке латуни, науглероживающим сваривают чугун.
- Марка и диаметр присадочной проволоки. Марка проволоки должна соответствовать составу свариваемого металла; диаметр ее выбирают в зависимости от толщины свариваемого металла и способа сварки. При правом способе d = s/2, но не более 6 мм, при левом способе d = s/2 + 1, где s — толщина металла.
- Скорость нагрева регулируется сменой угла наклона мундштука к поверхности металла Чем толще металл и больше его теплопроводность, тем больше угол наклона.
- Манипулирование концом мундштука горелки — поперечное и продольное; основным является продольное, поперечное движение служит для прогрева кромок основного металла и получения шва необходимой ширины.
- Флюс применяется для защиты расплавленного металла от окисления и удаления из него оксидов и вводится различными способами: подсыпают совком, приготавливают пасты и наносят на кромки деталей и присадочную проволоку, вводят непосредственно в сварочное пламя через горелку в порошкообразном или газообразном виде. В качестве флюсов используют борную кислоту, оксиды и соли бария, калия, лития и др.
Газовой сваркой можно выполнять все виды сварных швов во всех пространственных положениях. Параметры подготовки кромок стыковых швов приведены в табл. 15. Технологические рекомендации относительно сварки сталей приведены в табл. 16.
Таблица 15. Подготовка кромок при сварке стыковых швов
Таблица 16. Технологические параметры сварки сталей
Аустенитные хромоникелевые стали сваривают быстро, без подогрева, околошовную зону защищают мокрым асбестом. Сразу после сварки необходимо охлаждение водой или сжатым воздухом.
Качество соединений удовлетворительное при толщине стали до 2 мм. Стали типа Х13 сваривают с местным подогревом до 200… 250 °С (тонкий лист — левым способом, более толстый — только правым).
Примечания. 1. Высокоуглеродистые стали сваривают нормальным или слабонауглероживающим пламенем, остальные стали — нормальным пламенем. 2. Диаметр проволоки при сварке сталей толщиной до 15 мм равен половине толщины стали для правого способа и половине толщины плюс 1 мм — для левого. Сталь толщиной более 15 мм сваривают проволокой диаметром 6…8 мм.
4. Технология сварки чугуна и цветных металлов и сплавов
Несмотря на высокую трудоемкость, низкую производительность и тяжелые условия труда, это весьма эффективный способ сварки чугуна вследствие «мягкого» введения тепловой мощности в основной металл. Области применения этого способа зависят от характера дефектов и требований к качеству наплавленного металла (табл. 17). Присадочным металлом служат чугунные прутки (см. табл. 15, 18) в сочетании с флюсами разных марок (табл. 19). Сварка выполняется нормальным пламенем с предварительным подогревом детали до температуры 650 о С на режиме, приведенном в табл. 20.
Таблица 17. Области применения различных способов сварки чугуна
Примечание. При пайко-сварке основной металл не доводится до расплавления.
Таблица 18. Марка и назначение чугунных прутков
Примечание. Размеры прутков всех марок, мм: диаметр 6…(8…16); длина 350…450.
Таблица 19. Составы флюсов для сварки и пайко-сварки чугуна, %
Примечание. Назначение флюсов: ФСЧ-1 — газовая сварка, ФСЧ-2 — пайко-сварка чугуном, ФПСН-1 — пайко-сварка бескремнистыми латунями, ФПСН-2 — пайко-сварка кремнистыми латунями и сплавом ЛОМНА, МАФ-1 — пайко-сварка чугуном и сплавами на медной основе, БМ-1 — газообразный флюс для газовой сварки.
Таблица 20. Технологические параметры горячей газовой сварки чугуна
| Наконечник ацетиленовой горелки: | |||
| площадь дефекта, см 2 | До 5 | 5…25 | Свыше 25 |
| номер наконечника | 5 | 6 | 7 и 8 |
| Присадочный пруток: | |||
| площадь дефекта, см 2 | До 20 | 20…60 | Свыше 60 |
| диаметр прутка, мм | 6…8 | 10…12 | 14…16 |
| Пламя | Нормальное | ||
| Температура предварительного подогрева, общего или частичного | 650 о С | ||
Сначала подогревают основной металл вокруг дефекта до светло-красного цвета, затем оплавляют поверхность разделки и ванным способом заполняют ее присадочным металлом, погружая его во флюс.
Охлаждение замедленное: отвести горелку на 50…100 мм, задержать 1…2 мин, потом закрыть деталь асбестом и горячим песком или загрузить ее в печь, нагретую до 650…750 °С и вместе с ней охладить.
При пайке-сварке процесс ведут нормальным пламенем на 4-м и 5-м номере наконечника горелки, не расплавляя основного металла. Присадочным материалом служат стандартные латунные прутки (см. табл. 6), а в качестве флюса применяют марки ФПСН-1, ФПСН-2, МАФ-1. При этом максимальная температура нагрева основного металла должна быть не более 850…950 °С, индикатором ее достижения является расплавление флюса. Кромки засыпают флюсом и облуживают участками, натирая прутком латуни. Затем в горячей зоне пламени расплавляют присадочный металл и заполняют разделку, а горячий металл проковывают.
Медь и ее сплавы сваривают, в основном, ацетилено-кислородным пламенем, газы-заменители используют только для сварки металлов малой толщины. Мощность пламени сварки увеличивают почти вдвое по сравнению с пламенем сварки стали, металлы большой толщины сваривают двумя или тремя горелками одновременно (две из них служат для подогрева) одним слоем с максимальной скоростью во избежание роста зерна и образования пор. Медь и бронзу сваривают нормальным пламенем, а латунь — окислительным для снижения растворения водорода в жидком металле и уменьшения интенсивности испарения цинка.
В качестве присадки используют медную проволоку с 0,2 % фосфора, иногда с 0,15…0,3 % кремния, выступающими в роли раскислителей. При сварке медных сплавов, в состав которых входят активные раскислители (А1, Si, Мn), можно использовать присадку того же состава. В качестве флюса применяют составы на основе буры и борной кислоты. Диаметр присадки выбирают в зависимости от толщины свариваемого металла:
| Толщина, мм | 1,5 | 1,5…2,5 | 2,5…4 | 4…8 | 8…15 | 15 |
| Диаметр присадки, мм | 1,5 | 2 | 3 | 4…5 | 6 | 8 |
Медь толщиной до 3 мм сваривают без разделки кромок с зазором до 1 мм. Если металлы большой толщины, то выполняют V-образную разделку с углом 60…70 о , притуплением 1,5 мм и зазором не более 1,5 мм. Пламя горелки направляют под прямым углом к свариваемым деталям, расстояние от ядра до поверхности не более 5…6 мм. Сварку ведут левым способом без остановок. После окончания для получения мелкозернистой пластичной структуры рекомендуется проковка. Изделие из латуни и бронзы рекомендуют после сварки подвергнуть отжигу при температурах 600…700 о С и 500…600 о С соответственно.
Никель и его сплавы сваривают, используя нормальное или слегка восстановительное пламя при расходе ацетилена 120…130 л/мин на 1 мм толщины.
В качестве присадки применяют никелевую проволоку, легированную 3 % марганца. Флюсом служит как чистая бура, так и многокомпонентный флюс (30 % буры, 50 % борной кислоты, 10 % NaCl, 10 % KCl). Сварку нихрома выполняют быстро, без перерывов, мощность пламени 50…70 л/ч на 1 мм толщины в сочетании с многокомпонентным флюсом, приведенным выше. После сварки для увеличения пластичности и вязкости сварного соединения рекомендуется проводить нормализацию при температуре 825…900 о С.
Свинец сваривают нормальным пламенем при расходе ацетилена 50… 100 л/ч. В качестве присадки используют круглые свинцовые прутки или «лапшу», нарезанную из листов длиной не более 400 мм. Диаметр присадки зависит от толщины свариваемого металла:
| Толщина, мм | 3 | 6 | 8 | 10…12 |
| Диаметр присадки, мм | 0,8…1,2 | 1,5…2 | 2,5…3 | 4…8 |
Металл толщиной до 4 мм сваривают без разделки и зазора, металл большей толщины разделывают под углом 60…90 о без зазора. В качестве флюса используют смесь стеарина с канифолью, им натирают кромки листов и поверхность присадочных прутков. При толщине листов более 2 мм сварку ведут несколькими слоями левым способом. В многопроходных швах первый шов выполняют без присадки.
Сварка алюминия и его сплавов выполняется после сложной предварительной подготовки (см. в § 4). Сварку ведут нормальным пламенем с расходом ацетилена 100 л/ч на 1 мм толщины металла. Номер наконечника и диаметр присадки выбирают в зависимости от толщины свариваемого металла:
| Толщина, мм | 1…1,5 | 2…4 | 4…6 | 7…9 | 10…12 | 14…16 |
| Номер наконечника | 1 | 2 | 3 | 4 | 5 | 6 |
| Диаметр присадки, мм | 1,5…2 | 2…3 | 3…4 | 4…4,5 | 4,5…5,5 | 5…5,5 |
Сварку чистого алюминия ведут проволокой марки Св-АВ00, сплавов AMг, АМц — проволокой АМГ3, АМГ5, литейных сплавов — проволокой марок СвАК3, СвАК5. В качестве флюса применяют марку АФ-4 а состоящего из хлористых и фтористых солей калия, натрия и лития. Сварку ведут левым способом, металл толщиной до 4 мм сваривают за один проход, более толстый — несколькими проходами с общим или местным предварительным подогревом до 250…300 о С. После сварки остатки флюса удаляют, промывая швы и околошовную зону теплой или слегка подкисленной водой (2 %-ным раствором хромовой кислоты). При заварке дефектов силуминового литья нужен предварительный подогрев до 300 о С и последующий отжиг изделия.
Принцип ацетиленовой сварки с кислородом

Виды и способы сварки
Сваривание деталей позволяет создавать прочное, неразъемное соединение. Одной из его разновидностей является ацетиленовая сварка. С помощью этого способа можно соединять практически любые черные и цветные металлы и получать качественный и красивый шов. Несмотря на то что газосварка относится к старейшим методам соединения, она не утратила актуальности и сейчас.

Информация о методе ацетиленовой сварки
Основным компонентом в данном виде сварки является ацетилен. Его получают искусственным путем в процессе смешивания воды и карбида кальция. В горелке образуется его смесь с кислородом, горение которой позволяет создавать высокую температуру.
Формула ацетилена – C2H2, его особенность заключается в строении молекулы. В ней атомы углерода образуют высокоэнергичную тройную связь, также есть 2 слабые водородные связи.
В результате горения ацетилена в кислородной среде создается высокая температура, что позволяет оплавлять края деталей и прочно соединять их между собой.
Сложность газовой сварки
Основная сложность сварки ацетиленом и кислородом в том, чтобы получить C2H2. Раньше это делали в специальном аппарате, затем газ подавался по шлангам в горелку.
В нее же подводился кислород из баллона, они смешивались, и образовывалось пламя. Карбид кальция и вода заливались в генератор вручную. Этот трудоемкий процесс выполнялся перед каждой сваркой. После выполнения работ воду сливали и повторно использовали оставшийся карбид.
Сейчас проводить ацетиленовую сварку намного проще. Уже не надо вручную смешивать воду с карбидом: есть специальные баллоны и ацетиленом, их надо только подключить к горелке.
Описание технологии
Для проведения сварки сначала на горелке открывают подачу ацетилена. На то, что он выходит, указывает неприятный запах. Затем поджигают газ и медленно начинают подавать кислород из баллона.
Пламя должно приобрести синий цвет. На емкостях с кислородом и ацетиленом имеются редукторы. Для первого газа давление выставляют до 2 атм., а для второго – 2-4 атм. Большие значения усложняют процесс сварки.
Для работы с черными металлами используют пламя нейтрального цвета. Нельзя допускать, чтобы оно было длинным, а его край окрашивался в оранжевый цвет. Если неправильно настроить горелку, то вместо сваривания изделий будет выполнена их резка.
В процессе газовой сварки под действием высокой температуры края соединяемых заготовок переходят в жидкое состояние, а после их застывания получается прочное соединение. Баллоны с кислородом окрашивают в голубой цвет, а с ацетиленом – в белый.

Преимущества данного метода
При горении такого газа в среде кислорода достигается температура, превышающая градус плавления стали и других металлов. Квалифицированный сварщик с помощью такого оборудования выполняет работы качественно и с высокой эффективностью.
Кроме этого, ацетиленовая сварка имеет такие преимущества, как:
- высокая мобильность (не требуется подключения к электричеству);
- возможность регулировки температуры пламени (это позволяет предотвратить деформацию деталей и стыка, контролировать скорость выполнения работ);
- удобное выполнение поворотного шва, когда расстояние до стены небольшое (в других видах сварки приходится делать операционный стык);
- возможность соединять заготовки из металлов с разной температурой плавления;
- возможность сваривать тонколистовые изделия из конструкционной стали, меди, чугуна, латуни (в таких случаях другие методы сваривания неэффективны);
- применение разных присадочных проволок, помогающее улучшить качество шва.
Недостатки использования ацетилена
Среди недостатков такого способа сварки надо отметить следующие:
- Взрывоопасность ацетилена высокая, но здесь многое зависит от человека.
- Во время работы нагревается большая площадь соединяемых изделий, что приводит к изменению свойств материала. В машиностроении такой метод не используют.
- Если надо соединить детали толщиной более 5 мм, то лучше использовать электросварку.
- Ацетилен не подходит для работы с высокоуглеродистой сталью.
- Если соединять внахлест, то в изделиях образуются большие напряжения, и они деформируются.
- На материалы и оборудование затраты увеличиваются, в отличие от электродуговой сварки.
- Выполнять работы может только опытный сварщик.
Для каких металлов подходит
Данный вид сварки подходит для большинства черных и цветных металлов. Он практически незаменим при соединении тонкостенных труб и аналогичных деталей, при работе с медью, чугуном, заготовками из конструкционной стали.
Взрывоопасность газа
Ацетилен – взрывоопасный газ. Его самовозгорание происходит при 335°C, а в смеси с кислородом – при 300°C.
Факторы, увеличивающие вероятность взрыва:
- высокое давление и температура (до 200 кПа и до 400°C);
- продолжительный контакт с серебром и медью;
- смешивание с чистым кислородом или воздухом.
Во время взрыва выделяется много тепла (в 2 раза больше по сравнению с аналогичной массой тротила), что приводит к большим разрушениям.
Действия в случае возгорания
Если в результате неправильного использования ацетилена возник пожар, выполняют следующие действия:
- из опасной зоны убирают все емкости с ацетиленом (нагретые баллоны охлаждают водой или специальным веществом, пока они не остынут);
- неискрящимся ключом перекрывают газ, если он загорелся на выходе из баллона, после чего емкость остужают;
- при сильном возгорании тушение огня проводят с безопасного расстояния.
Подготовка к выполнению работ
Перед тем как приступить к выполнению работ, надо очистить пост газосварки ото всех посторонних предметов, а также надежно защитить легковоспламеняющиеся поверхности.
Защитные средства
Для защиты от негативного воздействия высокой температуры газосварщик должен обязательно использовать:
Инструменты и оборудование
Для выполнения работ понадобятся следующие инструменты:
- плоскогубцы;
- рожковые ключи;
- измерительные инструменты;
- щетка по металлу;
- присадочная проволока;
- зажигалка для горелки;
- огнетушитель.
Кроме того, надо подготовить такое оборудование:
- рукав для подачи ацетилена и баллон с этим газом;
- ацетиленовый и кислородный редукторы;
- рукав для подачи кислорода и баллон с ним;
- газовую горелку с мундштуком.
Подготовка металла
На данном этапе с изделий в местах их соединения удаляют грязь, ржавчину, имеющиеся следы консервации. Для этого используют щетку по металлу.

Важные особенности
Качество и надежность швов, полученных в результате применения кислородно-ацетиленовой сварки, во многом зависят от соблюдения технологии проведения работ.
Существует три основных фактора, влияющих на характеристики соединения:
- мощность пламени;
- диаметр присадочного материала;
- угол сварки.
Главные особенности ацетилено-кислородной сварки:
- мощность пламени выбирают в зависимости от характеристик материала, из которого сделаны свариваемые изделия;
- чем толще свариваемые изделия, тем больше должна быть мощность пламени (с тонкими деталями поступают наоборот), но с увеличением мощности возрастает и расход газа;
- толщина соединяемых изделий влияет на угол наклона горелки (чем они толще, тем больше угол), для большинства деталей он составляет 10-80°;
- для прогрева деталей, независимо от их толщины, горелку направляют под углом 90°;
- диаметр присадочной проволоки зависит от толщины соединяемых элементов (для его расчета толщину детали в миллиметрах делят пополам и прибавляют 1 мм);
- горелку двигают от себя или на себя.
.jpeg)
Подготовка материала к сварке
Очищенные от грязи и ржавчины детали надо правильно подготовить к сварке. Это поможет облегчить и ускорить процесс их соединения, а также получить более качественный шов.
Подготовка изделий включает следующие этапы:
- Правку – исправление деформаций, которые могли возникнуть в процессе транспортировки и доставки изделий.
- Разметку. Ее выполняют при помощи ручных измерительных инструментов или с применением разметно-маркировочных машин.
- Гибку, если это необходимо.
- Разделку и очистку кромок. Соединяемые детали должны совпадать по плоскости. Подрезать их можно холодным способом (станками или ручными интервентами), термическим (с помощью горелок).
- Сборку конструкции. Все элементы раскладывают, чтобы они заняли свое пространственное положение и между ними образовался необходимый зазор. Для этого используют стенды, кондукторы, прижимные устройства и т.д.
Описание процесса ацетиленовой сварки
Перед работой надо отрегулировать давление газа. Для этого открывают редукторы на баллонах и выставляют нужные значения (в пределах 2 атм.). При больших показателях регулировать пламя сложнее.
Настройка пламени горелки
Сначала подают ацетилен и поджигают горелку. Плавно открывают кислородный вентиль и регулируют пламя.
В строении факела есть 3 видимые части:
- ядро – находится внутри пламени, имеет зеленовато-голубой цвет;
- рабочая область – имеет светло-голубой цвет (восстановительное пламя нагревает шов и отвечает за его качество);
- самая большая часть пламени (факел) – нагревает металл.
При выполнении регулировки горелку подводят к металлической поверхности и вентилями подачи газов выставляют требуемый режим. Ядро пламени не должно быть большим. Добиваются необходимого цвета восстановительного пламени.
Размер факела выставляют при помощи подачи ацетилена. Делать мощным огонь не стоит: это приводит к увеличению не только скорости сварки, но и вероятности подрезов шва и прожига заготовки. Длинный факел вносит в зону сварки лишний углерод, что снижает качество получаемого шва.

Введение присадки
В зависимости от ведения горелки присадку подают по-разному. Если ее двигают на себя, то сначала прогревают изделие, чтобы сформировать сварочную ванну, а затем подают проволоку.
Горелку направляют под острым углом к соединяемым деталям. Это более простой способ. На разогретый металл снимают каплю с проволоки и растягивают ее по шву. Чтобы избежать появления прожогов, горелкой делают движения по кругу или в виде полумесяца.
Если работу выполняют от себя, то сначала располагают проволоку, а затем горелку. Этот вариант используют при соединении толстых изделий.
Расплавленный металл соединяемых изделий заполняет сварочную ванну одновременно с присадкой. От сварщика требуется большая квалификация, чтобы равномерно перемешать основной материал и присадку. Если это сделать неправильно, то получится расслабленный шов.
Для получения качественного соединения важно, чтобы при стыковке труб или тонкостенных изделий зазор между ними был минимальным. Большие детали сначала прихватывают в нескольких местах, а затем выполняют ацетиленовую сварку.
Правильный выбор режима
При сваривании разных металлов используются следующие режимы работы:
- Сталь. Высокоуглеродистую сваривать таким способом не рекомендуется, а для низкоуглеродистой газовая сварка подходит в любых вариантах. Чтобы улучшить качество шва, используют проволоку из малоуглеродистой стали. Мощность горения не должна быть более 120 дм³/ч. Горелку лучше вести от себя.
- Легированная сталь. Она имеет высокую теплопроводность, что усложняет процесс сварки ацетиленом. Высоколегированные стали варить этим способом не стоит. Низколегированные сваривают нормальным пламенем с применением флюсов, хромоникелевые – нормальным пламенем слабой мощности. Для жаропрочных и коррозиестойких в качестве присадки применяют специальные проволоки.
- Чугун. Работу выполняют нормальным или науглероживающим пламенем. Если оно будет окислительным, то соединение получится непрочным.
- Медь. Она отличается высокой текучестью, теплопроводностью и низкой температурой плавления. При соединении таких деталей их кромки сводят без зазора или используют присадку из чистой меди. Флюсы помогают раскислить шов и удалить шлаки.
- Латунь. Сварить ее электродуговой сваркой не получится. Температура пламени должна быть в переделах 900°С. Этого достаточно, чтобы получилось прочное соединение, при этом цинк из сплава полностью не выгорит. Чтобы уменьшить его испарение, в составе смеси процент ацетилена увеличивают до 35%, используют флюс и латунную проволоку.
- Бронза. Работу выполняют восстанавливающим пламенем, т.к. из металла быстро испаряются олово, алюминий, кремний. Используют такие же флюсы, что и для меди, латуни, бронзовую присадку, а для раскисления вводят 0,5% кремния.
Прогрев металла
Перед тем как варить, надо прогреть заготовку. Для этого пламя на нее направляют под прямым углом так, чтобы между ядром и заготовкой было расстояние 1-3 мм. При прогреве металл приобретает красный цвет, затем становится светло-желтого цвета и образует сварочную ванну.
Сначала делают несколько колебательных дугообразных движений, затем отводят горелку на 30-40° и подают присадку. Ее либо помещают в жидкую ванну либо каплями направляют в область соединения.
В процессе горелкой продолжают выполнять дугообразные движения и медленно продвигаются вдоль линии шва. Работают так, чтобы ядро пламени не попадало в сварочную ванну.

Порядок закрытия горелки
По окончании работ надо правильно закрыть горелку:
- перекрыть подачу ацетилена;
- продуть систему кислородом и перекрыть вентиль его подачи.
Завершение сварочных работ
На завершающем этапе работ из рукавов выпускают остатки газа. Для этого приоткрывают краны на горелке (вентили на баллонах должны быть закрыты) и, когда стрелка манометра упадет до 0, закрывают.
Сначала качество шва контролируют визуально. Перед осмотром его очищают от шлака, окалины и брызг металла. Шов должен быть плотным, шириной 5-6 мм, высотой 1-2 мм, чешуйки должны быть расположены равномерно.
Чтобы определить качество соединения в глубине шва, используют неразрушающие методы контроля:
- радиационную дефектоскопию;
- капиллярную дефектоскопию;
- ультразвуковую дефектоскопию;
- магнитный контроль.
Для более детального визуального осмотра используют лупу с увеличением в 5-10 раз и дополнительное освещение шва.

Как резать металлы ацетиленом
Кислородно-ацетиленовым резаком можно работать только с углеродистой и нелегированной сталью. Для нержавейки, цветных металлов и их сплавов указанная технология не подходит.
Газовая резка основана на способности стали гореть в струе чистого кислорода, нагревающего ее практически до температуры плавления. В качестве топлива выступает ацетилен, а окислителя – кислород.
Смесь этих газов нужна только на этапе разогрева металла, когда лист проколот и загорелся. Дальнейший процесс происходит без участия ацетилена. Горение поддерживается за счет подачи кислорода, он же выдувает из места проведения работ продукты сгорания.
Возгорание стали происходит в зависимости от ее состояния: например, толстые заготовки надо разогревать до 1200-1300°С, а тонколистовые – до 930°С.
В начале резки металла струей кислорода мундштук резака плавно двигают вперед. Продукты обработки сдувают в заднюю часть рабочей зоны. Если раскаленный поток возвращается назад или замедляется, надо остановиться, прогреть заготовку и продолжить плавное движение резаком.
Если при выполнении сварочных работ важна не скорость, а качество шва, то ацетиленовая сварка является лучшей технологией.
Где и как применяется ацетиленовая сварка

Газовая или ацетиленовая сварка подразумевает наличие двух компонентов сразу ацетилена (C2H2) и кислорода (O2), хотя в некоторых случаях вместо C2H2 применяют водород, пропан или бутан. Действует это так: когда факел от горения смешанных веществ оплавляет края стыкуемых элементов и присадочного материала, образуется жидкая сварочная ванна, которая после остывания образует шов. Диаметр присадочного прутка подбирают в соответствии с толщиной обрабатываемого металла. На сегодняшний день метод кислородно-ацетиленовой сварки широко применяется в машиностроении, авиации, судостроении, а также на любых мелких и крупных предприятиях лёгкой и тяжелой промышленности.
Технология газовой сварки
Как уже было сказано, сварка ацетиленом и техническим кислородом осуществляется путем смешивания этих газов (C2H2 хорошо горит, а O2 – идеально поддерживает горение) и воспламенения для нагрева обрабатываемых поверхностей. Кислород здесь, по сути, выполняет две функции:
- Образующийся в генераторе C2H2 имеет малое давление на выходе из резервуара, но его подхватывает струя кислорода и увлекает в горелку.
- Когда сварщик поджигает смесь у сопла, у него есть возможность регулировать мощность факела барашковым краном, отвечающим за подачу кислорода, поддерживающего процесс горения.

Если для ацетиленовой сварки кислород поставляется с завода в баллонах под давлением, то C2H2 чаще всего производится непосредственно на рабочем месте в генераторе. Для этого используют карбид кальция(CaC2), который продается в большинстве строительных магазинов и обычную питьевую или техническую воду. В процессе протекания реакции смесь разлагается на C2H2 и Ca(OH)3 (гашеную известь). Ацетилен под давлением по шлангу попадает в горелку и там подхватывается кислородом. С остающейся гашеной известью поступают по-разному, но это именно тот состав, который вы покупаете в магазине для побелки деревьев на дачном участке.
Видео описание
Как научиться варить газосваркой, ацетиленом.
Внимание! Кислород в баллонах всегда МАСЛООПАСЕН! Поэтому погрузка и разгрузка резервуаров в рукавицах, пропитанных маслом, категорически запрещена. Также нельзя пользоваться промасленной ветошью для протирки баллонов с O2 – это приведёт к взрыву со всеми вытекающими последствиями!
Как создается давление
Давайте подробнее разберемся, как работает сварка ацетиленом и кислородом при помощи принципиальной схемы, которую вы видите на верхнем изображении. Кислород привозят на производство в стальных баллонах, выкрашенных в синий цвет, где он содержится под давлением до 150 атмосфер или 1,52 МПа (как кто привык). Эти резервуары заправляют на специальных заводах, которые есть по всей стране. Такая доставка, как правило, осуществляется не напрямую, например, на материальный железнодорожный склад (МЧ) с завода приходит вагон с баллонами. Оттуда его разбирают ЖД организации типа ТЧ, ВЧД, НГЧ, ШЧ, ПЧ, ЭЧ, то есть предприятия, ответственные за движение поездов. Карбид, кстати, получают по такой же схеме, поэтому крупным предприятиям/компаниям намного проще справляться с обеспечением.
Для подключения ацетиленовой сварки на баллон с кислородом сварщик устанавливает редуктор, который понижает давление со 150 на 3-10 атмосфер и дальше газ направляется к горелке. По другому шлангу в это время к горелке движется ацетилен.
Примечание: для сварки ацетиленом C2H2 не всегда вырабатывают непосредственно на рабочем месте в генераторе из воды и карбида кальция. В некоторых ситуациях газ заказывают на заводе, и он поступает по назначению в баллонах белого цвета.

Горелка
Сварка ацетиленом и кислородом происходит при помощи газовой горелки, которая является своего рода смесителем для двух компонентов. То есть, по тому же принципу, что в сантехническом смесителе на два отдельных штуцера подается разный газ, а затем мощность струи регулируется кранами, как холодная и горячая вода. После регулировки смесь нужной концентрации выходит через сопло горелки.
Регулировка пламени
Качество кислородно-ацетиленовой сварки по большей мере зависит от сложного состава языка пламени, которое горит у сопла горелки. То есть, регулировка количества подачи C2H2 и O2 не предусмотрена каким-то автоматическим способом: она осуществляется только вручную. Профессиональный сварщик, хорошо зная устройство горелки и необходимую цветовую гамму факела, быстро справляется с настройками и получает качественный шов.
Ядро факела имеет форму правильного конусного цилиндра, вокруг которого обвивается оболочка кислорода. Если O2 убрать вообще или хотя бы частично, то пламя потеряет температуру и будет коптить, что приведёт к созданию шва низкого качества – это вызовет науглероживание. Если же кислорода будет больше, чем в нейтральном состоянии то это приводит к окислению, но в таком случае, температура факела увеличится, поэтому таким методом режут металл.
Это интересно: горелку для ацетиленового вида сварки иногда называют резаком, а сварщиков – резчиками. Это неудивительно, так как на некоторых предприятиях даже есть вакансия «резчик металла», куда требуются именно газосварщики.
Газосварка: первые шаги.
Правый и левый методы сварки

Сварка ацетиленом и кислородом осуществляется левым и правым методами – это вовсе не жаргон, а предусмотренное и утвержденное ГОСТом правило. Если горелка перемещается слева направо (ориентируетесь по своим рукам) впереди присадочного прутка, то есть, пруток как бы подталкивает факел, то это правый способ. При левом способе действие производится наоборот - справа налево, где сварочный пруток как бы убегает от горелки.
Нельзя сказать, что качество соединения одним методом лучше, нежели другим, но правый способ применяется для металла толще 5 мм. Однако левый метод получается лучше с эстетической точки зрения – сварщик постоянно наблюдает шов и может добиться его постоянной ширины и толщины. А ешё левый вариант позволяет пламени как бы разливаться по металлу и это в значительной степени снижает риск пережога заготовки. Движение мундштука осуществляется строго по одной линии. А вот пруток движется не только прямо, но и совершает колебательные движения в стороны – это позволяет создать более прочный шов.

Наклон мундштука
Теперь рассмотрим, как варить ацетиленом с учетом зон пламени и наклона форсунки (сопла) горелки. Ручной способ сваривания предусматривает направление факела так, чтобы оплавляемые края находились в восстановительной зоне пламени, но при этом на 2-6 мм не доставали до конца ядра. Конец присадочной проволоки при этом держат либо в восстановительной зоне огня, либо в образовавшейся сварочной ванне.
Угол наклона сопла горелки зависит от толщины металла и его показателей теплопроводности. Например, для стальных заготовок 1-3 мм толщиной угол горелки будет составлять 20-30°, а для стали 3-5 мм - 30-40°. В самом начале сварки для прогрева кромок устанавливают наибольший угол горелки для прямого попадания огня в зону нагрева, но потом этот угол постепенно уменьшают до номинального показателя. В конце шва наклон минимизируют, чтобы заполнить кратер и предупредить пережог металла.
Что нужно для газовой сварки
Чтобы воспользоваться сваркой металла ацетиленом, необходимо иметь следующий комплект оборудования:
- ацетиленовый генератор или баллон с другим горючим газом;
- баллон с техническим кислородом;
- редукторы: один для кислорода, другой для ацетилена;
- сварочную горелку с набором сменных наконечников;
- два шланга для подачи O2 и C2H2;
- комплект инструментов из газового и разводного ключа;
- очки с защитными стеклами;
- спецодежду для сварщика.

Заключение
В заключение можно сказать, что ацетиленовая сварка по прочности шва не лучше и не хуже электрической, зато она лидирует в эстетических показателях. Кроме того, такой вид соединения заготовок полностью автономен и не зависит от внешних энергоносителей. Приобретать такое оборудование или нет – это ваш выбор, но еще никто не жаловался.
Давление в кислородном баллоне: характеристики резервуара

Кислород – популярное окисляющее вещество, которое используют в сварке, при резке металлов или в медицине. Максимальное давление в кислородном баллоне на 40 л – 150 кг/см2, минимальное - 125. У летучего сырья нет запаха и цвета, но оно отлично поддерживает горение. Из-за взрывоопасности газ транспортируют в специальных емкостях, также очень важно знать все о допустимом уровне давления внутри баллона. Об этом и расскажем далее.
Параметры баллона
Кислород при окислении выделяет в атмосферу много тепла. Избыток энергии может спровоцировать возгорание или детонирование (взрыв). Баллоны – безопасный сосуд, который облегчает перемещение при использовании вещества. При выборе емкости обращают внимание на 3 параметра.
Строение
Конструкции для перевозки кислорода делают бесшовным методом из высоколегированных или углеродистых марок стали. Толщина стен у резервуаров – 6-8 мм. Баллоны выполняют в форме цилиндра с закруглением с одной из сторон. У емкости выпуклое днище. В нижней части есть башмак из металлической ленты, который помогает удерживать изделие в вертикальном положении.
В области горловины располагают кольцо для монтажа колпака безопасности. Устройство устанавливают поверх вентиля. Элемент используют для защиты от попадания внутрь взрывоопасных компонентов, еще ограждает редуктор от механических повреждений.

Важной дополнительной деталью кислородного баллона является вентиль. Устройство создают из латуни. Сплав меди и цинка по химическим показателям намного превосходит другие металлы. У вещества высокая устойчивость к окислению и коррозийным процессам, что необходимо при работе с газом.
Латунный штампованный вентиль – запорная деталь, благодаря которой элемент подсоединяют к кислородному баллону. В нижней части корпуса расположен хвостовик с резьбой для горловины, сбоку – штуцер для трубки. Между емкостью и элементом вкручивают клапан и муфту с седлом, между компонентами устанавливают уплотнитель из меди.
При вращении вентиля по часовой стрелке механизм закрывает отверстие для газа. При обратном движении клапан поднимается, открывает скважину и кислород начинает выходить. Надежность оборудованию обеспечивает механическое строение конструкции.
Баллоны по ГОСТу надо окрашивать в голубой оттенок. Черной краской поперек резервуара пишут название газа. На верхней овальной части поверхности выбивают клеймо производителя и информацию о емкости:
- вес;
- дату освидетельствования;
- давление (рабочее, пробное).
Давление
Параметр отвечает за объем газа, который может выдержать резервуар. Максимальное давление в кислородном баллоне на 40 л – 150 кг/см2, минимальное - 125. В емкость помещается 6 тысяч литров или 6 кубометров. Вместительность моделей на 50 л – 200 кг/см2, что составляет 10 м3 летучего вещества.
Давление в резервуаре может меняться под воздействием температуры. Благоприятным считают градус +20 С, уже при +40С показатель увеличится на 10 единиц. При нуле снизится на 10, при -40С уменьшиться на 30 кг/см2.
Характеристика давление важна при заправке кислородных баллонов. Профессионалы используют специальную формулу, позволяющую точно определить параметр. В вычислениях учитывают вместительность конкретной модели в кубических дециметрах.
Виды кислорода
Выбор разновидности зависит от задач, которое должно вещество выполнять. Для сварки и резки металла используют недорогое техническое сырье. Состав кислорода обязательно соответствует нормам ГОСТа 5583-48.
Летучий компонент производят методом ректификации низкотемпературной из воздуха. Газ в компрессоре вначале сжимают, потом резко охлаждают до комнатной температуры. В итоге получают концентрированный жидкий кислород. Вещество можно выделять при электролизе воды.
Дополнительно газ делят на 2 сорта, которые отличаются долей разных примесей. В составе технического вида могут содержаться незначительные включения соединений и едва уловимый запах. Характеристики не влияют на работу, поэтому вещество не очищают.
Медицинский вид – концентрированный вариант, в котором нет примесей и посторонних ароматов. Газ поставляют только в новых баллонах, а состав должен полностью соответствовать нормам ГОСТа 5583-48. У сырья очень сложный, дорогостоящий и трудоемкий процесс производства, что отражается на стоимости.
Медицинский сжиженный кислород относят к лечебным средствам, поэтому у производителя должна быть лицензия. Сырье проходит несколько этапов проверки, позволяющие выявить брак на любой стадии. Отличить вид от технического можно по надписи на баллоне и по сопроводительной документации.

Сфера использования
Сжатый кислород – популярный газ, область применения которого зависит от вида сырья. Медицинское вещество используют во время реанимации пациентов. Элемент оказывает благоприятное воздействие на сердце и легкие, поэтому часто назначают лечебные процедуры при проблемах со здоровьем. Компонент берут для насыщения коктейлей при кислородном голодании.
Технический газ быстро нагревается и долго поддерживает высокие температуры. Полученная сплошная струя прожигает металл любой плотности, что позволяет разрезать или спаивать детали. Характеристика полезна как в строительстве, так и в бытовом использовании. В металлургии вещество усиливает КПД печей, чем улучшает качество готовой продукции.
В химической промышленности применяют во время производства сложных кислот и взрывчатки. В целлюлозной отрасли кислородом очищают и отбеливают бумагу, в рыбной – обогащают пруды. В авиации газ участвует в окислении двигательного топлива.
Правила использования
Кислород – опасный газ, который может взорваться при контакте с огнем, маслом. Герметичный баллон ограждает сырье от соприкосновения с неблагоприятными условиями, но неприятность может возникнуть при падении или нагревании солнечными лучами. Существуют рекомендации, позволяющие обезопасить людей при эксплуатации летучего вещества.
Сварка
Внутри резервуара кислород не взорвется, но из-за высоких окислительных свойств есть ограничения по материалам. При контакте с жирами происходит мгновенное выделение тепла, что приводит к пожару. При работе с газом запрещено использование одежды, на которой остались масляные следы. При взаимодействии с веществом ткань может загореться, что спровоцирует последующий взрыв.
Кислород запрещено совмещать с асфальтом и углем, древесиной и бумагой. Пропитанные концентрированной сжатой жидкостью материалы способны детонировать. После работ с веществом нужно проветривать одежду в течение получаса.
Горючие и воспламеняющиеся компоненты располагают минимум в 5-10 м от емкости с газом. По технике безопасности резервуар размещают в вертикальном положении. Перед подключением баллоны обезжиривают тряпкой. Конструкцию подсоединяют крепко и устойчиво, иначе конструкция рухнет.
Если вентиль замерз, то запрещено отогревать огнем. Лучше подержать резервуар в теплом помещении или использовать горячую воду. Колпак легче отсоединить ключом, но некоторые модели откручиваются вручную. При движениях стараются не делать резких рывков, иначе возможно воспламенение.
При осмотре поверхности запорной детали обращают внимание на вмятины, царапины. Запрещена эксплуатация оборудования с поврежденной емкостью или с просроченным сроком годности. Ингредиенты при случайном попадании могут обжечь слизистую глаз и обморозить кожу. Работы с веществом проводят в защитных рукавицах и маске.

Заправка
Надежность и безопасность эксплуатации резервуара зависит от правильности заправки. На станцию вещество поступает в жидком виде, а в баллоны попадает в форме газа. Процедуру осуществляют через вентиль, к которому подсоединяют герметично трубу. Один конец подключают к базе, второй – к емкости.
Соединительные детали прикручивают плотно, но не пережимают. Обязательно следят за герметичностью соединения. Кран аккуратно открывают до характерного шипения. Прекращение шума – признак наполненности емкости.
Закачку для объемных резервуаров осуществляют при помощи насоса, небольшие сосуды можно без дополнительного оборудования. Давление в полном кислородном баллоне редуктором, иначе конструкцию может разорвать. По завершении процедуры вентиль завинчивают, откручивают трубу.
Как хранят и перемещают
Хранение резервуаров с газом прописано в ГОСТе 26460. В помещении должно быть электричество, отопление и вытяжная вентиляция. Рядом с веществом запрещено располагать другие газы, горючие ингредиенты и нагревательные приборы. Здание находится в удалении от производственных построек. Резервуары держат в металлических ящиках с отверстиями, далеко от направленного солнца.
Для перемещения баллонов с кислородом используют специальную технику (носилки, тележки). Емкости запрещено носить на руках (плечах). При перевозке на дальние расстояния нужен автомобиль с грузовым отсеком. Резервуары укладывают горизонтально в ячейки, для уплотнения и защиты от соударений применяют войлок. Если мероприятия проходят в жару, то конструкцию прячут под брезентом.
Опустошенную емкость мелом помечают словом «Пустой», закрывают колпак и заглушку. Кислород из баллонов нельзя полностью расходовать, поэтому оставляют немного вещества под давлением 0,5 кг/см2. Остатки нужны для лабораторного анализа состава газа на заправочной станции. Если информация совпадает с данными от прошлой процедуры, то не надо промывать оборудование.

Кислород – важное вещество, которое используют в медицине, строительстве и разных отраслях промышленности. Огне- и взрывоопасные характеристики газа помогает нейтрализовать хранение в баллонах. Правильная эксплуатация и обслуживание оборудования защитит от возможных проблем.
Газовая сварка ацетиленом и кислородом. Технологический процесс газовой сварки.

Газовая сварка осуществляется путем нагрева газовой горелкой соединяемых поверхностей до перехода металла в жидкое состояние.
При газовой сварке горючий газ сжигается в струе кислорода, и пламя направляется на свариваемое место металла. Горючий газ и кислород по гибким шлангам подводятся в сварочную горелку и смешиваются в ней. По выходе из горелки смесь воспламеняется и дает высокую температуру.
В качестве горючих газов наибольшее применение получил ацетилен. Ацетилен для сварки образуется в особых аппаратах-генераторах, в которых карбид кальция под действием воды разлагается на ацетилен и гашеную известь. Генераторы устанавливаются недалеко от места работы, и ацетилен из них поступает по гибким шлангам к сварочной горелке под давлением от 100 до 150 мм ртутного столба.
Давление газа при газовой сварке.
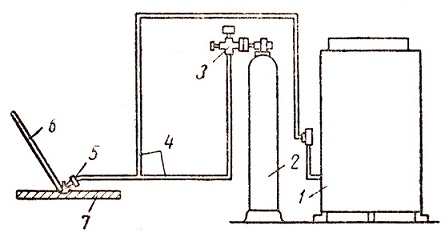
Рис. 1. Установка газовой сварки:
1 — генератор; 2 — баллон с кислородом; 3 — редуктор; 4 — шланг; 5 — горелка; 6 — пруток (присадочный); 7 — изделие.
На рис. 1 представлена принципиальная схема установки для газовой сварки металла. Кислород доставляется к месту работы в стальных баллонах, в которых он находится под давлением до 150 ат. Баллоны окрашиваются в голубой цвет. Кислород из баллона через редуктор, который снижает давление газа до 3 ÷ 10 ат, по второму шлангу подводится в газовую горелку. При отсутствии генератора ацетилен может быть получен с ацетиленовых заводов в баллонах. Ацетиленовые баллоны окрашиваются в белый цвет.
Оборудование для газовой сварки.
Сварочная горелка (рис. 2) имеет два штуцера 1 и 2 для надевания шлангов, подающих в горелку кислород и ацетилен, запорные краны 3 и 4 для пуска обоих газов и сменный наконечник 5. Размер наконечника зависит от расхода газа в единицу времени и обозначается номерами от 1 до 6. Чем толще свариваемое изделие, тем больше расход ацетилена и тем больший размер должен иметь наконечник.
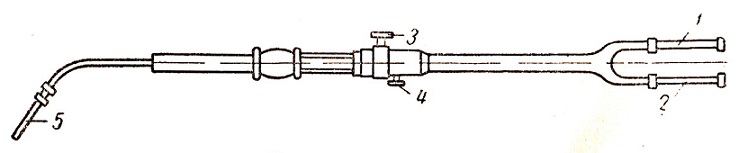
Рис. 2. Газовая горелка для сварки:
1, 2 — штуцеры; 3, 4 — краны; 5 — горелка.
Газовая сварка пламя.
Пламя горелки регулируется во время работы. Оно должно быть нейтральным, так как избыток кислорода вызывает окисление сварочного шва, а избыток ацетилена — его науглероживание. И то и другое вредно отражается на качестве шва.
Металл для заполнения сварочного шва получается от расплавления присадочного прутка.
При сварке горелке сообщают небольшое поступательно-колебательное движение вдоль шва. Этим достигается лучшее соединение свариваемых деталей.
Левый способ газовой сварки. Правый способ газовой сварки.
Сварка разделяется на левую и правую. При левой сварке пламя горелки движется справа налево, позади сварочного прутка. При правой сварке пламя горелки движется впереди сварочного прутка Правая сварка экономичнее левой и дает более качественный шов
Дефекты сварочного шва.
Наиболее часто встречающиеся дефекты сварочного шва — непровар, шлаковые включения, а также перегрев шва металла.
Газовая сварка чаще всего применяется при сварке низкоуглеродистых и специальных сталей небольших толщин, при сварке труб и изделий из цветных металлов, при пайке твердым припоем.
Читайте также: