Деформации труб при сварке
Обновлено: 18.04.2024

Правильная сварка труб – это настоящее искусство, которое позволяет создать долговечный водопровод. Зачастую в домашнем хозяйстве применяются недорогие и легкие пластиковые трубы или удобные в монтаже профиля. Однако эти варианты не всегда целесообразны.
Чтобы водопровод служил долго, важно правильно организовать весь процесс работы: начиная от выбора электрода и заканчивая технологией сварки.
Виды водопроводов и правильная сварка труб

Для перемещения различных материалов и жидкостей используются разнообразные трубопроводы. В зависимости от предназначения они могут быть:
- технологическими;
- магистральными;
- промышленными;
- трубопроводами газоснабжения;
- водяными;
- канализационными.
Трубопроводы изготавливают из керамики, пластика, бетона и металлов.
Правильная сварка труб осуществляется одним из следующих способов:
- Механическим, при котором результат достигается за счет трения.
- Термическим, в процессе которого материалы плавятся (газовая, плазменная, электродуговая сварка).
- Термомеханическим, который выполняется стыковым контактным способом с помощью магнитоуправляемой дуги.
Типы сварки можно классифицировать по различным основаниям. Прежде чем приступить к обработке труб, следует выбрать наиболее подходящий способ. Теоретически любой из них подойдет для работы с трубами разного диаметра. Сваривать трубопроводы можно за счет давления (газопрессовая, холодная, ультразвуковая и контактная сварка) или плавления (электродуговая и газовая). Чаще всего для правильной сварки стыков труб используют ручной или механизированный электродуговой метод.
Как подобрать электроды для правильной сварки труб
До того, как приступить к сварке труб отопления или любых других, необходимо запастись электродами. Их качество напрямую влияет на надежность полученного соединения, герметичность конструкции, а также на сам процесс сварки.

Электроды представляют собой тонкий стальной стержень со специальным покрытием, обеспечивающий устойчивую дугу во время работы и формирующий сварной шов, который предотвращает окисление металла.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Электроды квалифицируются по типу сердцевины и внешнего покрытия.
В зависимости от типа сердцевины электроды делятся на:
- расходники с неплавящейся серединкой из графита, электротехнического угля или вольфрама;
- с плавящейся серединкой – проволокой, толщина которой варьируется в зависимости от типа выполняемых работ.
По типу внешнего покрытия электроды делятся на следующие группы:
- С целлюлозным покрытием (марка С). Предназначены для правильной сварки труб большого диаметра, с их помощью монтируют газо- и водомагистрали.
- С рутилово-кислотным покрытием (RA). Используются для работы с металлическими трубами отопления или водоотведения. Получаемый сварочный шов покрыт небольшим слоем шлака, удаляемым при постукивании.
- С рутиловым покрытием (RR). Позволяют получать аккуратные сварочные швы со шлаком, легко удаляемым с поверхности. Эти электроды применяют для угловых стыков, а также при наваривании второго или третьего слоев металла.
- С рутилово-целлюлозным покрытием (RC). Могут использоваться для правильной сварки труб в любых плоскостях, например, при создании длинного вертикального шва.
- С основным покрытием (B). Это универсальные расходники, подходящие для работы с толстостенными трубами, деталями, предназначенными для использования при минусовых температурах. Позволяют получить качественный пластичный шов, не подверженный растрескиванию или деформации.

До начала сварочных работ стоит получить консультацию специалистов-сварщиков относительно предпочитаемых ими марок электродов. При этом рекомендаций может быть достаточно много, а различаться расходники могут в зависимости от магазина или города.
Рекомендуем статьи по металлообработке
Между стоимостью и качеством расходников существует прямая связь. С дешевыми электродами затруднительно выполнить правильную сварку труб и получить качественный сварной шов. Следовательно, на этих расходных материалах экономить не нужно.
Способы правильной сварки труб
Существуют различные методы правильной сварки полипропиленовых труб и изделий из других материалов электродуговым способом:
- встык – при этом элементы трубопровода располагаются друг напротив друга;
- в тавр – в этом случае отрезки трубы располагаются перпендикулярно друг другу (в форме буквы «Т»);
- внахлест – такой способ подразумевает развальцовку одной из труб, позволяющую надеть ее на другую;
- угловым способом, при котором элементы располагают под углом 45° или 90° относительно друг друга.
В процессе правильной сварки труб получают следующие разновидности швов:
- горизонтальные (при вертикальном расположении элементов трубопровода);
- вертикальные (если трубы расположены вертикально);
- потолочные (с размещением электрода над головой сварщика, в нижней части заготовки);
- нижние (для этого приходится наклоняться).

При необходимости соединения стальных труб используется стыковой метод. Кроме того, место стыка должно быть обязательно проварено по толщине стенки заготовки. Лучше всего для этого подойдет нижний поворотный шов.
Для получения качественного сварного соединения в процессе работ следует придерживаться следующих рекомендаций:
- Электрод во время сварных работ должен располагаться под углом в 45° или немного меньше. Это позволит уменьшить количество расплавленного металла, попадающего внутрь свариваемого элемента трубопровода.
- Для сварки в тавр или встык потребуются 2-3-миллиметровые электроды. Качественное сварное соединение получится при силе тока, варьирующейся от 80 до 110 ампер.
- Чтобы получить надежное соединение внахлест, потребуется повысить силу тока до 120 ампер, расходные материалы (электроды) подойдут также 2-3-миллиметровые.
- Сварочный шов должен на 3 мм возвышаться под поверхностью свариваемой заготовки, после этого можно говорить о завершении работы.
Правильная сварка профильных труб выполняется точечно, то есть сначала сваривают две точки, расположенные на противоположных сторонах профиля, затем – две другие точки, продолжая работу до прогрева всей трубы целиком. Далее формируют сварочный шов по всему периметру заготовки.
Предварительные работы для правильной сварки труб
До того, как приступить к правильной сварке пластиковых и металлических труб круглого сечения, необходимо предварительно обработать стыки и уточнить ряд нюансов. В первую очередь, диагностируют соответствие трубы определенным техническим характеристикам, которые предъявляются к монтируемой системе, в частности, к водопроводу.
Необходимо:
- соблюдать геометрические размеры;
- иметь сертификат качества, особенно если предстоит монтаж трубопровода для подачи питьевой воды;
- чтобы труба была идеально круглой формы, так как дефекты, приплюснутое или овальное сечение заготовки не допустимы;
- контролировать толщину стенок на всей протяженности трубы – она должна быть одинаковой;
- химического состава детали должен соответствовать требованиям ГОСТа – эта информация содержится в технической документации или выясняется в процессе лабораторных исследований.

После этого можно начинать подготовку труб к стыковке и сварке.
В процессе подготовки необходимо выполнить следующие действия:
- проверить ровность среза на торце трубы, он должен составлять 90°;
- тщательно очистить свариваемый торец заготовки и 10-миллиметровую область вокруг него, пока не появится металлический блеск;
- удалить остатки масел, ржавчины, лакокрасочного покрытия с поверхности трубы, обезжирить торцы элемента.
Кроме того, следует проследить за тем, чтобы торец имел правильную конфигурацию. Угол раскрытия кромки должен быть равным 65°, показатель притупления – 2 мм. Получить нужные параметры можно за счет дополнительной обработки.
Для этого используют фаскосниматели, торцеватели или шлифовальную машинку. Профессионалы, которые умеют правильно варить трубы большого диаметра, отдают предпочтением фрезерным станкам или газовым и плазменным резакам.
Правильная сварка труб: пошаговый алгоритм

При электросварке прочное соединение заготовок осуществляется за счет термического процесса. При этом качество шва будет выше, чем при газовой сварке.
Если трубы располагаются в доступном месте и их можно вращать, то необходимо соединить два элемента трубопровода встык одной или тремя точками электросварки, после чего продолжить сваривать заготовки:
- безотрывно (если есть возможность вращения деталей);
- с отрывом, начиная снизу, если труба расположена неудобно и нет возможности ее вращать.
Сварочные работы выполняются в два подхода. Первоначально делается первый шов («корень»), закрывающий 2-3 мм стыка заготовок, после чего удаляются появившиеся наплывы и окалины. Затем формируется второй шов, который также зачищается.
Алгоритм правильной сварки труб выглядит следующим образом:
- Прежде чем приступить непосредственно к работе, необходимо занять устойчивое положение, позаботиться о хорошем освещении пространства.
- Зажечь дугу, при необходимости увеличив силу тока.
- Поместить электрод в начало сварочного шва, сформировать сварочную ванну, удерживая постоянно зазор дуги.
- Достаточно большая сила тока приведет к тому, что частицы расправленного металла будут следовать за теплом.
Движения должны быть выверенными и осторожными, так как слишком большая сила тока приведет к тому, что металл слишком сильно расплавится, начнет пузыриться и не получится сформировать сварочный шов.
Качеству сварки следует уделять внимание в процессе обработки заготовок, следя за равномерностью заполнения сварочной ванны.
Со временем можно научиться выполнять правильную сварку труб и формировать качественные швы, однако проще будет тем, кто раньше наблюдал за работами со стороны или был помощником сварщика.
Техника безопасности при сварке труб
В процессе электротехнических работ, в том числе при сварке труб, необходимо обязательно соблюдать требования техники безопасности. Их нарушение грозит различными травмами, например, термическим ожогом кожи или сетчатки глаз из-за вспышки дуги, ударом электрическим током и т. д.
Чтобы избежать неприятностей, стоит до начала работы обратить внимание на следующее:
- электрические провода и детали сварочного аппарата должны быть изолированными;
- корпус сварочного оборудования и дополнительные приборы должны быть заземлены;
- надевать можно только абсолютно сухую спецодежду и рукавицы;
- для дополнительной изоляции необходимо использовать галоши или резиновый коврик (для небольшого помещения);
- обязательно обезопасить глаза и лицо, надев защитный щиток.
Следуя изложенной в статье информации, можно самостоятельно научиться правильной сварке труб на электрическом оборудовании. Однако добиться успеха без практических навыков невозможно. Используя наши рекомендации, можно начинать практиковаться в сварочных работах и со временем получить достойные результаты сварки металлических трубопроводов.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
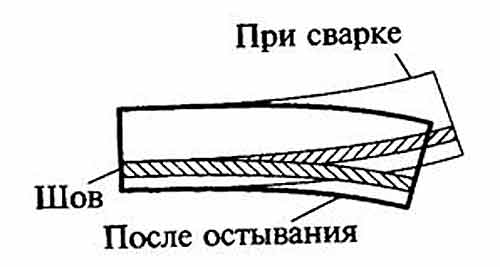
Деформация металла при сварке

Деформация металла при сварке – это явление, которое приводит к нарушению геометрии изделий и, следовательно, к браку продукции. Подобное может наблюдаться даже в работе опытных сварщиков. Соблюдение ряда правил позволяет снизить вероятность появления деформации и получить качественное и надежное соединение.
Существует множество причин возникновения деформации металла при сварке. О том, с чем они связаны, какие меры принимают для профилактики этого явления и что делают для исправления, читайте в нашем материале.
Причины деформации металла при сварке
Если на металлический предмет оказывается механическое воздействие, то в нем возникают напряжение и искажение. Первое характеризуется силой давления, оказываемой на единицу площади. Второе – нарушением габаритов и формы изделия из-за силового воздействия.

Напряжения появляются в деталях под влиянием практически любого усилия. Это может быть растягивание, изгиб, сжимание или резка. В ходе сварки следует внимательно следить за показателями как деформации, так и напряжения. Если превысить допустимые значения, то конструкция (частично или полностью) может разрушиться.
Сварочные деформации возникают под влиянием различного рода напряжений, появляющихся внутри изделия. Основные причины их появления специалисты объединяют в две большие группы: основные, которые считаются неизбежными и постоянно появляются в ходе сварки, а также сопутствующие, устранение которых вполне возможно.
К основным причинам возникновения деформации и напряжения в ходе сварочных работ относят следующие:
- Структурные видоизменения, которые, влияя на металл, вызывают напряжения (растягивающие и сжимающие). Происходит это в ходе охлаждения деталей из легированных или высокоуглеродистых стальных сплавов. При этом размеры изделия, а также зернистая структура материала нарушаются. В итоге изначальный объем изменяется, что приводит к увеличению напряжения внутри детали.
- Неравномерный прогрев. Первичному нагреву в ходе сварочных работ подлежит только рабочая зона изделия. По мере увеличения температуры материал расширяется, воздействуя на мало прогретые слои металла. При прерывистом прогреве концентрация напряжений сварного шва достигает высоких значений. Ее показатель зависит от рабочей температуры, теплопроводности материала и уровня линейного расширения.
- Литейная усадка. Она происходит в ходе кристаллизации материала, характеризуется уменьшением объема металла, возникает из-за сварочного напряжения (продольного и поперечного), которое появляется в процессе усадки расплава.
Сварочное напряжение могут вызвать не только механические воздействия. Сплавам различных металлов вообще свойственны свои деформации и напряжения. Они делятся на временные и на остаточные. Пластичная деформация металла при сварке вызывает остаточные, не исчезающие и после остывания материала. Временные же возникают при сварке прочно закрепленной детали.
К побочным или сопутствующим деформациям при проведении сварочных работ можно отнести:
- любые отклонения от нормативов в технологическом процессе – примером может быть плохая подготовка детали к сварке, неправильный выбор электрода, нарушение режима сварочного процесса и пр.;
- несоответствия и ошибки, допущенные в конструировании изделия, – это могут быть неверно выбранный тип шва, часто расположенные соединения, малый зазор между сварными швами и пр.;
- низкий профессионализм и небольшой опыт мастера.
Концентрацию напряжений в сварном шве может вызвать практически любая ошибка. Из-за них возникают технологические дефекты соединения: непровары, трещины, пузыри и прочий брак.
Виды деформаций металла после сварки
Существует несколько видов напряжений. Они отличаются временным интервалом (периодом действия), характером появления и прочими факторами.

Ниже представлена таблица возможных напряжений (какие встречаются и из-за чего появляются в сварном шве).
По причинам возникновения
Неравномерность прогрева, возникающая из-за перепада температуры при сварке
В случае нагрева металла выше максимально установленной температуры происходят изменения в структуре материала
По времени существования
Возникает в ходе фазовых видоизменений, но в процессе остывания уходит
Остается в деталях и после устранения причин возникновения
По задействованной площади
Имеющееся во всей конструкции
Проявляющееся исключительно в зернах структуры металла
Присутствующее в кристаллической решетке материала
По направленности воздействия
Появляется по линии шва
Размещается поперек оси соединения
По состоянию напряжения
Происходит только в одном направлении
Распространяется на два различных направления
Воздействие происходит по трем осям
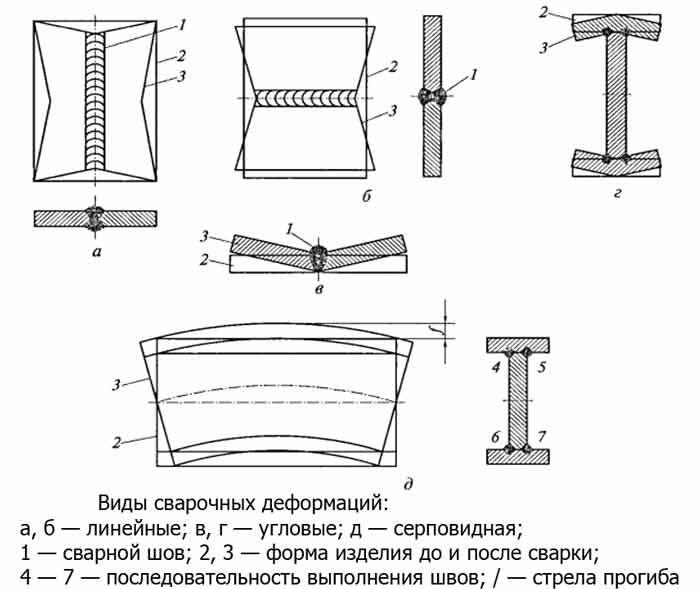
В ходе сварочного процесса происходят следующие виды деформации:
- Местные и общие. При местных деформациях изменениям подвержены только части конструкции. Общие же деформируют изделие полностью и сразу, меняя его размеры и искривляя геометрическую ось.
- Временные и конечные. Остаточные (конечные) деформации остаются в изделии даже после его охлаждения, а временные появляются в отдельные моменты времени.
- Упругие и пластичные. При восстановлении формы и габаритов изделия по окончании сварки деформация считается упругой. При наличии постоянных дефектов – пластичной.
Материал может быть деформирован вне плоскости сварного изделия или внутри него.
Разнонаправленность сил, действующих относительно сечения материала, приводит к возникновению различных напряжений: сжатия либо изгиба, растяжения, кручения, среза.
Тестирование сварных швов и расчет деформаций металла при сварке
Швы обязательно проходят тестирование на надежность и прочность соединений. В ходе проверки проверяется также наличие дефектов. Это позволяет быстро обнаружить и устранить возникший в процессе сварки брак.

Существует несколько типов контроля, позволяющих найти изъяны:
- разрушающий – процесс, который часто используется на промышленных предприятиях, дает возможность провести проверку физических свойств шва;
- неразрушающий – включает внешний осмотр шва, ультразвуковую или магнитную дефектоскопию, капиллярный метод, проверку проницаемости и прочие методы.
Важным в изготовлении сварных конструкций является определение вероятных напряжений и деформаций в ходе работ. Причина заключается в том, что они изменяют форму и размер изделия, снижают его прочность, что приводит к изменениям в эксплуатационных качествах конструкции далеко не в лучшую сторону.
Необходимо проводить тщательный расчет деформаций и напряжений при различных процессах сварки, правильно запланировать последовательность операций для того, чтобы в результате на конструкцию воздействовало минимум напряжений, а количество дефектов стремилось к нулю.
Способы устранения деформации металла при сварке
Убрать деформацию материала, возникшую в ходе сварки, можно с помощью правки. Она бывает холодной механической, термомеханической и термической, включающей как местный, так и общий нагрев. Перед проведением последнего изделие жестко фиксируют в устройстве, оказывающем давление на изменяемые части конструкции. Затем оно размещается в разогревающей печи.

Суть термического метода заключается в сжимании металла при его охлаждении. Происходит процесс разогрева растянутого участка горелкой или дугой. При этом окружающий место разогрева материал должен оставаться холодным, что не дает значительно расшириться горячему участку. Далее при остывании изделия происходит постепенное выпрямление конструкции. Больше всего данный метод подходит для устранения деформаций балок, полос листового материала и пр.
Принцип холодной правки заключается в постоянном воздействии на изделие нагрузок. Для этого используют различные прессы и валки, существующие для прокатки по ним длинных конструкций. Для исправления деформаций растянутых конструкций применяют термическую правку. Сначала происходит сбор лишнего металла, а затем – разогрев проблемного места.
Сложно сказать, какой из методов является предпочтительным. Для каждого вида, места (снаружи или изнутри), особенностей деформации и напряжения, а также габаритов и формы изделия существуют свои способы их устранения. Важным являются трудозатраты и эффективность метода.
Способы избежать деформации металла при сварке
Устранение проблем значительно сложнее их предупреждения. Эта аксиома в равной степени относится и к сварке. Брак всегда приводит к дополнительным финансовым вложениям. Для его предотвращения необходимо сосредоточиться на мерах, помогающих бороться с деформациями и напряжениями.

Отвечая на вопрос о том, как избежать деформации при сварке листового металла или свести ее к минимуму, следует запомнить связь между причинами появления и мерами предупреждения. Следовательно, перед началом работ необходимо все тщательно рассчитать и подготовиться. Только после окончания данного этапа можно будет проводить сварку металлических конструкций.
Сила, приложенная к конструкции, прямо пропорциональна степени ее деформации. Значит, чем большая сила воздействует на изделие, тем значительнее его деформация.
- Сопроводительный и предварительный подогрев.
Данные виды разогрева способствуют улучшению качественных характеристик как самого сварного соединения, так и участков, расположенных в непосредственной близости от него. Кроме того, уменьшаются пластические деформации и остаточное напряжение. Этот метод чаще всего используют для сплавов, которые имеют склонность к закалке и появлению кристаллизационных трещин.
При протяженности более 1 000 мм шов разбивается на части длиной от 100 до 150 мм. Новое соединение создается в противоположную от основной сварки сторону. При этом металл разогревается более равномерно, что снижает деформацию. Данный способ не является методом последовательного наложения.
Проковке подлежит и нагретый, и холодный материал. Удар как бы разжимает металл в стороны. Тем самым снижается напряжение растягивания. Данный метод не используется на конструкциях, сделанных из металла, склонного к возникновению в нем закалочных структур.
Суть метода заключается в том, чтобы подобрать порядок, в котором нужно будет делать швы. Новый шов должен обязательно создать деформацию, которая будет противодействовать предыдущему. Этот способ часто применяется при сварке двусторонних соединений.
Сварка предваряется прочным и жестким креплением изделия в кондукторах. После завершения процесса конструкция полностью охлаждается, после чего вынимается из крепежа. Существенным недостатком метода является вероятность возникновения внутреннего напряжения изделия.
Сварка без деформации металла может быть проведена с помощью термической обработки. При этом существенно улучшаются характеристики соединения и окружающего его металла, снижается напряжение внутри изделия и выравнивается структура шва. Отпуск, отжиг (состоящий из низкотемпературного или полного) и нормализация – это операции, составляющие термическую обработку металла.
Нормализация считается оптимальным способом обработки швов изделий, выполненных из низкоуглеродистых сталей.
Сварка трубопроводов

Сварка трубопроводов выполняется различными методами в зависимости от типа и условий функционирования конкретной трубы. Так или иначе, результат должен отвечать требованиям, изложенным в нормативных актах, регламентирующих данную сферу.
Одним из важных этапов сварных работ на трубопроводе является контроль качества соединений. В нашей статье мы расскажем, как осуществляется сварка труб, какие используются материалы и технологии, а также разберем состав работ для оценки пригодности сварных швов.
Нормативные документы для сварки трубопроводов
Основными документами, регламентирующими правила сооружения всех типов трубопроводов, являются СНиПы, на основании которых был утвержден СП 105-34-96 «Производство сварочных работ и контроль качества сварных соединений».
Этот документ отражает условия выполнения ремонтных работ и правила исправления дефектов, которые происходят во время сварных работ, цель проведения контроля швов, порядок проведения подготовки труб к запуску в эксплуатацию и требования к необходимому уровню квалификации сварщиков.

Помимо этого, разработаны технологические инструкции по выполнению сварочных работ на трубопроводах (ВБН А.3.1.-36-3-96 и ВСН 006-89) и по способам контроля их качества (ВСН 012-88).
Эти нормативные документы отражают основные положения технологий, применяемых при ручной и автоматической сварках при возведении любых типов трубопроводов.
Такие нормативные акты не относятся к сооружениям трубопроводов для транспортировки коррозионно-активных и агрессивных материалов.
Технической документацией, отражающей технологию сваривания труб, является ГОСТ, в котором подробно расписаны все необходимые требования к используемым материалам.
Страны СНГ при выборе стальных труб для сварки трубопроводов пользуются ГОСТ 8731-8734 группы B.
Сварочные материалы, используемые при строительстве трубопроводов, подбираются согласно требованиям, отраженным в ГОСТ 9466 –9467, а правила контроля качества сварочных соединений обозначены в ГОСТ 7512 и ГОСТ 14782.
В зарубежных странах при сварке таких магистралей в качестве нормативных документов используются международные и национальные стандарты. В развитых европейских странах и США часто применяется нормативная документация API 5D, BS 4515 и API 1104.
Контроль качества сварки трубопроводов должен проводиться согласно предписаниям, отраженным в международном стандарте ISO 8517 или его европейском аналоге EN 25817.
3 основных метода сварки трубопроводов
Метод электросварки трубопроводов
Несмотря на то, что относительно недавно соединение трубопроводов преимущественно производилось при помощи газовых горелок, сегодня для таких работ повсеместно используется электросварка. По-другому ее могут называть контактной или дуговой. По параметрам прилагаемых усилий она входит в дуговую группу термомеханических работ. Такой метод завоевал популярность из-за простоты проведения работ и его низкой стоимости.
Для выполнения сварки трубопроводов необходим трансформатор или инвертор. Такое оборудование предназначается для подачи заряда на электрод. Последний используется для обработки краев свариваемого элемента, при его соприкосновении с материалом возникает дуговой электрический заряд большой силы. Такая реакция сопровождается высокой температурой, благодаря которой и возможен процесс соединения труб.
Электросварка трубопроводов обходится дешевле по сравнению с газовым методом, но на выполнение шва требуются большие временные затраты. Этот метод обладает следующими преимуществами:
Метод холодной сварки при соединении трубопроводов
Такая технология регламентирована определенной технической документацией и является способом получения герметичных неразъемных соединений. При таком способе отсутствует нагревание свариваемых частей, а само стыковое соединение образуется при помощи деформации. При холодной сварке трубопроводов используются силы давления на детали, благодаря чему разрушается оксидная прослойка и происходит соединение заготовок на атомарном уровне, то есть возникает диффузия атомов.
Холодная сварки трубопроводов используется для:
- соединения деталей, изготовленных из одинакового металла;
- производства металлопроката, состоящего из нескольких слоев, представленных различными металлами;
- для армирования алюминиевых проводов с использованием меди.

Способ холодной сварки трубопроводов сегодня широко распространен в промышленности. Такая популярность обусловлена следующими его достоинствами:
- Отсутствие нагрева полностью исключает деформацию металлических деталей.
- Метод позволяет производить довольно аккуратное соединение, отличающееся повышенной герметичностью и прочностью. Помимо того, исключается необходимость в дополнительной обработке.
- Технология является безотходной (нет металлических брызг, остатков электродов и т. д.).
- Работа выполняется без использования электроэнергии.
- Метод является экологичным, так как нет выделения токсичных веществ и вредного для глаз сварщика излучения.
- Использование сварки взрывом позволяет соединять существенные площади материалов.
Метод газовой сварки трубопроводов.
Метод соединения труб с помощью газовой горелки используется очень давно, тем не менее он и по сей день считается одним из самых надежных при монтаже различных коммуникационных систем. Для проведения таких работ необходимо наличие специальных газовых горелок, способных разогреть кромочные поверхности трубы до высокой температуры.
В процессе нагревания кромки труб и соединительная проволока быстро доходят до температуры плавления, в результате чего металл начинает наплавляться друг на друга, что приводит к образованию неразъемного прочного соединения, имеющего высокую устойчивость к различным механическим воздействиям.
Перечислим главные преимущества метода газовой сварки трубопроводов, которые имеют разную направленность:
- высокая эффективность;
- получение качественного и аккуратного сварного соединения;
- относительная простота проведения процесса.
Есть и некоторые недостатки:
- к работе с газовыми горелками должны быть допущены только обученные сварщики-специалисты, обладающие определенными навыками;
- газосварка является достаточно затратным методом, так как подразумевает использование дорогостоящих ресурсов.
Выбор электродов для сварки трубопроводов
Диаметра электрода для сварки стальных трубопроводов с помощью электродугового метода зависит от толщины обрабатываемого проката. Перечислим, какие особенности обмазки и стержня электрода необходимо учитывать:
- Электроды марки АНО-24, АНО-21 и МР-3 используются для изготовления сварных швов, не предназначенных для работ под большим давлением (сточные трубопроводы, дренажные системы) и высокой скоростью потока. Для работы можно использовать переменный ток.
- Универсальные электроды марки УОНИ рекомендуют начинающим сварщикам. Они образуют прочное соединение с хорошей проваркой металла. При массовых работах с использованием электродуговой сварки трубопроводов они не эффективны, так как не обладают высокой скоростью изготовления сварного соединения, к тому же надо постоянно контролировать состояние дуги.
- Электроды японского производства марки LB-52U применяют для соединения магистральных и технологических трубопроводных линий, предназначенных для эксплуатации при высоком давлении. Они обладают свойством ровного горения даже в моменты некоторого «провисания» в напряжении сети.
- Для ручной дуговой сварки газовых трубопроводов высокого давления довольно часто используют электроды швейцарской фирмы ESAB, которые позволяют выполнять сварной шов хорошего качества. Электроды ОК 46 считаются универсальными, а марка ОЗС 12 применяется для обработки низкоуглеродистых сталей. При использовании ОК 74.70 и ОК 53.70 можно применять ток любой полярности, так как слой обмазки включает в себя защитный флюс, препятствующий реакции окисления расплавленной сварочной ванны.
- Отечественная марка ЛЭЗ ЛБгп используется для сварки тонкостенного трубного проката и нанесения финишного слоя на стыковых соединениях толстостенных труб.
- Э-09Х1МФ, УОНИИ-13/45 и Э42А предназначены для сварки тепловых трубопроводов из легированных сталей, толстый пласт обмазки типа Д формирует шлаковый слой, который защищает расплавленный металл от окисления.
Правильный выбор электродов во многом обеспечивает безаварийную эксплуатацию трубопроводных магистралей. Марка стали проката и стержня должны соответствовать друг другу, так как верно выбранное электродное покрытие влияет на степень защиты сварочной ванны.
Варианты соединений трубопроводов при сварке
Существуют следующие основные способы сварки трубопроводов:
- Соединение «встык» предполагает, что торцы двух деталей перед сваркой размещаются друг напротив друга, к примеру, торцы обеих труб.
- Тавровое стыковое соединение или сварка «в тавр» – способ, который наиболее часто применяется при врезке в трубу. Представляет собой соединение двух перпендикулярных относительно друг друга труб, по форме напоминающих букву «Т».
- Метод сварки «внахлест» используется при необходимости усиленной герметичности сборки из двух труб, или в тех случаях, когда существуют небольшая разность в диаметрах или наличие неровных поверхностей. При такой технологии необходимо край одной из труб развальцевать (увеличить изнутри ее диаметр при помощи специального инструмента) и надеть ее край на конец сопрягаемой поверхности.
- Сварка «угловая» представляет собой соединение двух труб под определенным углом. Наиболее часто применяются углы стандартного ряда: 45°, 60° или 90°.
Кроме этого, сварные соединения могут иметь отличие между собой по углу и месту расположения сварки. К примеру, горизонтальные швы будут при соединении труб, находящихся в вертикальном относительно пола положении, а вертикальные – когда обе трубы расположены горизонтально.
Так как при электросварке трубы могут располагаться как на полу, так и под потолком, то и швы будут отличаться друг от друга. При потолочном виде сварки трубопроводов положение электрода находится снизу заготовки, которая расположена выше головы сварщика, а напольный вариант предполагает сварку детали, требующих наклона к ней.
Требования и способы контроля качества сварки трубопроводов
Чтобы гарантированно обеспечить надежное сварное соединение, необходимо систематически контролировать качество шва. Это важная часть технологического процесса, подразумевающая определение отклонений, которые могут быть причиной разгерметизации системы трубопроводов при ее дальнейшей эксплуатации.
Процесс состоит из технологических операций, включающих в себя механические испытания части трубопровода со сварным соединением и систематический операционный контроль. Помимо этого, по всей толщине металла проверяется стык на «сплошность», так как сварное соединение должно представлять собой сплав без утончений, но при этом допускаются некоторые наплывы.
Рекомендуем статьи
Гидравлические и пневматические испытания проводятся на специальных стендах. Для проведения стандартных способов контроля качества при сварке трубопроводов необходимо пользоваться ГОСТ 3242-79.
Существуют не только разрушающие, но и неразрушающие методы проверки качества шва:
- ультразвуковая дефектоскопия;
- гамма-излучение;
- способ с применением рентгеновского излучения;
- магнитографический контроль.
У каждого из них свои тонкости, которые так или иначе влияют на определение качества сварного шва.
При сварке трубопроводов все виды соединений не должны иметь прожогов, кратеров, трещин и подобных дефектов. Кроме этого, довольно критичными являются подрезы глубже 0,5 мм. Такое требование особенно важно учитывать при сварке трубопроводных магистралей, предназначенных для эксплуатации под давлением свыше 10 МПа.
Для определения качества соединения при сваривании металлов разной толщины применяются специальные методы. К примеру, при толщине стального листа более 16 мм необходимо пользоваться радиографическим способом. А проверка соединения из сталей марок ХГ, С и ХМ должна выполняться при помощи ультразвукового метода, при котором делают окончательную дефектоскопию.

Неукоснительное соблюдение последовательности проведения контроля качества сварных соединений является важным моментом в технологии процесса. К примеру, перед проведением контроля методом радиографии или ультразвуковой дефектоскопии следует пользоваться цветным или магнитопорошковым способом. Такое требование применяется ко всем зонам, находящимся от шва в пределах 20 мм.
В заключение следует сказать, что на технологию сварки трубопроводов могут влиять многие факторы, которые необходимо учитывать перед выполнением любых видов сварочных работ.
Сварочные напряжения и деформации
Образование напряжений и деформаций при сварке обычно связано с несоблюдением технологических требований. Такие соединения ненадежны, так как на швах могут появиться трещины, снижающие прочность. После деформации при сварке геометрические параметры могут измениться настолько, что конструкция будет непригодна для эксплуатации.
Определение сварочных напряжений и деформаций
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению. По направленности они могут быть:
- растягивающего действия;
- изгибающего;
- крутящего;
- сжимающего;
- срезающего.
Сварочные деформации ― это искажение формы под действием прилагаемых сил. Нарушения могут проявиться не сразу после завершения сварочных работ, а во время эксплуатации из-за увеличения нагрузки. В лучшем случае снизится антикоррозийная устойчивость, в худшем ― разрушится конструкция.
Сварочные напряжения ― это воздействия, приложенные к поперечному сечению.
Сварочные деформации ― это искажение формы под действием прилагаемых сил.
Причины возникновения
Причины образования деформаций и напряжений при сварке подразделяются на основные и побочные категории. К первым относят те, которые возникают во время сварки, поэтому неизбежны. Вторые нужно предотвращать.
Основные причины возникают как следствие:
- Неравномерного нагрева сварочной зоны и прилегающих участков. Более горячий металл расширяется больше чем холодный, поэтому между слоями с разной температурой начинает концентрироваться напряженность. Ее величина определяется степенью нагревания и коэффициентом теплового расширения. Чем больше эти значения, тем выше вероятность нарушения геометрии конструкций.
- Усадки. Когда при охлаждении после сварки металл переходит из жидкой фазы в твердое состояние, объем уменьшается. Этот процесс сопровождается растягиванием прилегающих участков с образованием напряжений, направленных вдоль или поперек шва. Продольное воздействие изменяет длину соединения, а поперечное способствует образованию угловой деформации.
- Структурных изменений. При сварке высокоуглеродистой или легированной стали с большим нагревом происходит процесс закаливания с изменением объема и коэффициента теплового расширения. Это явление создает напряжения, приводящие к образованию трещин внутри и на поверхности швов. У сталей, в составе которых углерода меньше 0,35%, структурные изменения настолько малы, что не оказывают существенного влияния на качество сварных соединений.
К побочным причинам причисляют:
- неправильный выбор электродов или режимов сварки, некачественная подготовка деталей перед сваркой, другие нарушения технологии;
- неверный выбор вида швов или малое расстояние между ними, большое количество точек пересечения соединений и прочие конструктивные ошибки;
- неопытность сварщиков.
Классификация напряжений и деформаций
В зависимости от причины образования напряжения называются тепловыми и структурными. Первые возникают во время нагрева/остывания, вторые возникают при структурной перестройке металла. При сварке легированных или высокоуглеродистых сортов стали они проявляются совместно.
По месту действия напряжения присутствуют в границах конструкции, зернах, кристаллической решетке металла. По виду напряженного состояния их называют:
- линейными, с односторонним действием;
- плоскостными, действующими по двум направлениям;
- объемными, распространяющиеся по трем осям.
По направленности продольные напряжения действуют вдоль сварного соединения, а поперечные перпендикулярно.
Деформацию конструкции, которая происходит в процессе сварки, называют общей, а если изменяются размеры и форма только одной или нескольких деталей ― местной. По продолжительности существования действие временных сварочных деформаций проявляется только в процессе соединения деталей. После охлаждения геометрические параметры восстанавливаются. Остаточной называют сварочную деформацию, которая остается неизменной после устранения причины появления. Если геометрические параметры восстанавливаются после завершения сварки, деформации называются упругими, если нет ― пластичными.
Как предотвратить возникновение
Для снижения величины сварочных напряжений и деформаций при подготовке к работе специалисты рекомендуют:
- при проектировании выполнять расчет деформаций для правильного формирования сечения сварочных швов, припусков для усадки;
- располагать швы симметрично по отношению к осям узлов;
- не проектировать соединения так, чтобы больше трех швов пересекались в одной точке;
- прежде чем приступить к сварке, проверить, нет ли отклонений величины зазоров на стыках от расчетных величин;
- не проводить швы через места концентрации напряжений.
Для уменьшения деформаций и напряжений во время работы применяют следующие приемы:
- создавать на соединениях очаги дополнительной деформации с действием, противоположным сварке;
- швы длиной больше 1 м разбивать на отрезки длиной 10 — 15 см и сваривать обратноступенчатым методом;
- подкладывать под стыки медные или графитовые прокладки для снижения температуры сварочной зоны;
- соседние швы сваривать так, чтобы деформации компенсировали друг друга;
- для сварки деталей из вязкого металла применять технологии, которые обеспечивают снижение величины остаточных явлений;
- делать размер швов меньше, если это допускается условиями эксплуатации;
- по возможности выполнять соединения с меньшим числом проходов;
- при наложении двухсторонних швов слои наплавлять попеременно с каждой стороны;
- предварительно выгибать края заготовок в направлении, противоположном действию деформации, когда сварка завершится, они вернутся в исходное положение;
- не делать много прихваток;
- для ускорения сборки и снижения величины деформаций небольшие узлы сваривать в кондукторах.
Методы устранения напряжений
Для снятия напряжений пользуются отжигом и механической обработкой. Первый способ применяют в случаях, когда требуется обеспечить высокую точность размеров. Местный или общий отжиг проводят при нагреве до 550 — 680⁰C в три стадии: нагревание, выдержка, охлаждение.
Для механического снятия напряжений используют обработку проковкой, прокаткой, вибрацией, взрывом, чтобы создать нагрузку с противоположным знаком. Для горячей и холодной проковки используют пневматический молот. Обработку вибрацией проводят устройством, которое генерирует колебания с частотой в диапазоне 10 — 120 Гц.
Способы снятия напряжений, минимизации деформаций и правки выбирают в зависимости от размеров и формы деталей, сложности конструкции.
Методы устранения деформаций
Дефекты устраняют термическим с местным или общим нагревом, холодным механическим, термомеханическим способами. Для правки термическим методом с полным отжигом конструкцию закрепляют в устройстве, которое создает давление на искривленный участок, затем нагревают в печи.
Способ локального нагрева основан на сжимании металла при остывании. Для исправления дефектов искривленное место греют горелкой или сварочной дугой. Так как прилегающие участки остаются холодными, зона нагрева не может значительно расшириться. После охлаждения растянутый участок выпрямляется.
Термическим способом выправляют любые виды деформаций, однако при работе с тонкостенным металлом следует учитывать его особенности:
- тепло при местном нагреве тонких стальных листов быстро распространяется по всей площади, поэтому величина усилия сжатия оказывается недостаточной для исправления дефекта;
- температура локального нагрева тонкостенного металла не должна превышать 600 — 650⁰C, поскольку при увеличении температуры начнется образование пластических деформаций даже при отсутствии напряжения.
При механической правке растянутые участки деформируются внешними нагрузками в обратном направлении. Дефекты устраняют применением изгибания, вальцовки, растяжения, ковкой, прокаткой роликами.
Термомеханическую правку проводят с подогревом растянутого участка до 700 — 800⁰C и внешнего воздействия. Для выправления участков с большим растяжением сначала из избытков металла холодной рихтовкой формируют выступы в форме куполов. Затем по отдельности нагревают и резко охлаждают.
Способы снятия напряжений, минимизации деформаций и правки выбирают в зависимости от размеров и формы деталей, сложности конструкции. При этом учитывают эффективность метода, трудоемкость, величину финансовых затрат.
Деформации и напряжения при сварке
В производстве металлоконструкций самые надежные и долговечные соединения обеспечивает сварочная технология при условии безошибочного проведения работ. Если же хоть незначительно нарушаются технологии процесса, то в создаваемой конструкции формируются деформации и напряжения при сварке. При этом искривляются формы, возникают неточности в размерах изделия, что делает невозможным качественное выполнение функциональных задач.

Что являют собой напряжения и деформации
Появлением напряжений и искажений сопровождается любое силовое воздействие на металлическое изделие. Силу, которая оказывает давление на единицу площади называют напряжением, а нарушение целостности форм и размеров в результате силовой нагрузки называют деформацией.
Напряжение может быть вызвано физическим усилием сжимающего, растягивающего, срезающего или изгибающего характера. Когда сварочные напряжения и деформации превышают допустимые значения, то это влечет за собой разрушению отдельных элементов и всей конструкции.
Почему образуются деформации и напряжения
Деформации при сварке появляются из-за вызванных разными факторами внутренних напряжений. Причины таких нарушений условно разделяют на две большие категории: основные (неизбежные), которые всегда присутствуют при сварочных работах и сопутствующие, которые подлежат устранению.
Причины неизбежные
Группу основных составляют следующие причины возникновения напряжений и деформаций при сварке:
структурные видоизменения, провоцирующие развитие сжимающих и растягивающих напряжений. Довольно часто при охлаждении изделий, выполненных из высокоуглеродистых и легированных стальных сплавов при нарушается зернистая структура металлов и размеры самих деталей.
В результате меняется первоначальный объем металла, что собственно и поднимает внутреннее напряжение;
- неравномерный прогрев. В процессе сварки нагревается только задействованный участок металла, при этом он расширяется и оказывает влияние на менее нагретые слои. Образующаяся вследствие прерывистого прогрева высокая концентрация напряжений в сварных соединениях в основном зависит от показателей линейного расширения, степени теплопроводности и температурного режима. Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;
- литейная усадка, когда объем металла заметно уменьшается из-за его кристаллизации. Объясняется это тем, что в расплавленном металле под влиянием усадки образуется сварочное напряжение, которое может быть одновременно поперечным и продольным.
Не только внешние силовые воздействия способны спровоцировать напряжение при сварке. Металлическим сплавам характерны также свои собственные напряжения и деформации, которые разделяются на остаточные и временные. Первые возникают вследствие пластичной деформации и даже после охлаждения конструкции они в ней остаются. Когда появляются временные сварочные деформации? Непосредственно в процессе сваривания в прочно зафиксированном изделии.
Сопутствующие причины
Кроме основных существуют также побочные причины возникновения деформаций при сварке. К таковым относят:
- отклонение от технологических нормативов, например, использование не подходящих для конкретного случая электродов, нарушение режимов сварки, недостаточная подготовка изделия к сварочному процессу и другие;
- несоответствие конструктивных решений: частое пересечение между собой сварных соединений или недостаточное расстояние между ними, неточно подобранный тип шва и т. д.;
- отсутствие опыта и соответственных знаний у сварщика.
Что из перечисленного вызывает концентрацию напряжений в сварных соединениях? Любое неправильное действие приводит к технологическим дефектам шва, в частности к появлению трещин, пузырей, непроваров и других браков.
Виды деформаций и напряжений
Различают разные виды напряжений в зависимости от характера их возникновения, периода действия и других факторов. В таблице ниже показано что вызывает концентрацию напряжений в сварных соединениях и какими они бывают.
| Характер возникновения | Тип напряжения | Чем вызвано нарушение |
| В соответствии причины появления | Тепловые | Неравномерный прогрев из-за перепада температур в процессе сварки |
| Структурные | Изменения в структуре металла при нагревании его выше предельно допустимой температуры | |
| По времени существования | Временные | Образуются при фазовых видоизменениях, но постепенно исчезают вследствие охлаждения |
| Остаточные | Даже после ликвидации причин их появления присутствуют в изделии | |
| По охватываемой площади | Действующие в пределах всей конструкции | |
| Действующие только в зернах структуры материала | ||
| Присутствующие в кристаллической решетке металла | ||
| По направленности действия | Продольные | Образуются вдоль линии сварочного шва |
| Поперечные | Располагаются перпендикулярно к оси соединения | |
| По виду напряженного состояния | Линейные | Только в одном направлении распространяется действие |
| Плоскостные | Образуются в двух разных направлениях | |
| Объемные | Оказывают одновременно трехстороннее воздействие | |

Виды деформаций при сварке бывают:
- местные и общие. Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;
- временные и конечные. Возникающие в конкретный момент сварочные деформации называют временными, а те, которые после полного охлаждения изделия остаются в нем - остаточными;
- упругие и пластичные. Когда после сварки размер и форма конструкции полностью восстанавливаются, деформация упругая, если дефекты остаются - пластичная.
Деформации металла возможны как в плоскости сварной конструкции, так и вне нее.
Тестирование сварных швов и расчет деформаций
С целью определения прочности и надежности шва, и выявления возникших дефектов проводится тестирование сварных соединений. Такой контроль позволяет своевременно обнаружить браки и оперативно их устранить.
Для выявления изъянов используют следующие типы контроля:
- разрушающий. Позволяет исследовать физические качества сварного шва, активно применятся на производственных предприятиях;
- неразрушающий. Проводится посредством внешнего осмотра, капиллярного метода, магнитной или ультразвуковой дефектоскопии, контролем на проницаемость и другими способами.
При производстве конструкций с применением сварки одним из важных нюансов является точное определение возможных деформаций и напряжений. Их наличие приводит к отклонениям от первоначальных размеров и форм изделий, понижает прочность конструкций и ухудшает эксплуатационные качества.

Расчет сварочных напряжений и деформаций позволяет проанализировать разные варианты проведения сварочных операций и спланировать их последовательность так, чтобы в процессе работ конструкция подвергалась минимальным напряжениям и образованию дефектов.
Способы устранения сварочных напряжений
Дли ликвидации напряжений проводят отжиг или же используют механические методы. Наиболее прогрессивным и действенным считается отжиг. Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования.
Отжиг может быть общим или местным. В большинстве случаев проводят процедуру при температуре 550-680°С. Весь процесс проводится в три этапа: нагрев, выдержка и остывание.
Из механических способов чаще всего используется прокатка, проковка, техника вибрации и обработка взрывом. Проковка проводится с применением пневмомолота. Для виброобработки используют вызывающие вибрацию устройства, у которых в течение нескольких минут 10-120 Гц составляет резонансная частота.
Способы устранения деформации
Деформация металла при сварке устраняется термомеханической, холодной механической и термической правкой с общим или местным нагревом. При полном отжиге конструкция прочно фиксируется в специальном устройстве, которое на требуемые участки образует давление. После закрепления изделие помещается в печь для нагрева.
Принцип термического способа состоит в том, что в процессе охлаждения металл сжимается. Растянутый участок нагревают с помощью дуги или горелки таким образом, чтобы холодным оставался окружающий сплав. Это препятствует сильному расширению горячего участка. В процессе остывания конструкция выпрямляется. Метод идеально подходит для правки листовых полос, балок и других изделий.
Холодная правка проводится с применением постоянных нагрузок, которые образуют с помощью разнообразных прессов, валков для прокатки длинных конструкций. В сильно растянутых конструкциях для ликвидации деформаций используют термическую правку. Сперва собираются излишки металла, после чего проблемные участки прогреваются.
Какой из методов считается самым лучшим? Однозначного ответа здесь не существует. При выборе технологии следует учитывать тип, размеры и формы металлического изделия, какие особенности вызвали деформации и сварочные напряжения, и деформации, возникшие в плоскости или снаружи. Также внимание стоит обратить на эффективности методики и предстоящих трудозатратах.
Как предотвратить возникновение напряжений и деформации
Чтобы повысить качество конструкций и предотвратить образование браков, следует знать от чего зависит величина деформации свариваемого металла.
Понизить напряжения в процессе сварочных работ и предотвратить деформации можно, если придерживаться следующих правил:
- при проектировании сварной конструкции сперва нужно провести расчет сварочных деформаций, что позволит правильно сформировать сечения швов и предусмотреть на отдельных участках изделия необходимые для усадки припуски;
- швы нужно выполнять симметрично к профильным осям всего изделия и отдельных его деталей;
- очень важно, чтобы в одной точке не было пересечений более чем трех швов;
- перед свариванием конструкцию необходимо проверить на соответствие расчетам величин зазоров в стыках и общих размеров;
- понизить остаточную деформацию можно, если создать в соединении искусственную деформацию, противоположную по знаку от выполняемой сварки. Для этого применяется общий или местный подогрев конструкции;
- при выполнении длинных швов применять обратноступенчатый способ на проход;
- использовать теплоотводящие прокладки или охлаждающие смеси, способные уменьшить зону разогрева;
- накладывать швы таким образом, чтобы последующее соединение вызывало обратные от предыдущих швов деформации;
- подбирать для вязких металлов такие сварочные техники, которые способны понизить конечные деформации.
Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой. Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций.
Методы противодействия сварочным деформациям и напряжениям
Намного проще предотвратить проблему, нежели ее устранять. Касается это также сварочных работ. Чтобы не столкнуться с устранением брака, а также избежать лишних финансовых затрат следует обратить внимание на некоторые меры борьбы со сварочными напряжениями и деформациями.
Сопроводительный и предварительный подогрев
Выполнение таких видов подогрева улучшает качественные характеристики шва и прилегающих к нему участков. Также метод способствует уменьшению остаточного напряжения и пластических деформаций. Применяют подогрев для склонных к возникновению кристаллизационных трещин и закалке сталей.
Наложение швов в обратно ступенчатом порядке
Если длина шва превышает 1000 миллиметров, то следует разбить его на отдельные участки протяжностью 100-150 мм каждый и вести их нужно противоположно к направлению сварки. Применение такого способа позволяет достичь равномерного нагревания металла и существенно понизить деформацию, что нельзя отнести к случаю последовательного наложения.

Проковка швов
Как холодный, так и нагретый металл можно проковывать. Металл от силы удара разжимается в разные стороны, понижая таким образом растягивающее напряжение. Если конструкция создана из склонного к появлению закалочных структур металла, то на таких изделиях проковка не выполняется.
Выравнивание деформаций
Сущность способа состоит в подборе порядка выполнения швов. При этом каждое последующий шов должен создавать противодействующую деформацию предыдущему соединению. Очень актуально это при сваривании двусторонних соединений.
Жесткое крепление деталей
В течение всего процесса сварки обрабатываемые детали необходимо жестко и прочно закреплять в кондукторах. Вынимать можно только после полного охлаждения. Следует обратить внимание, что у такого метода есть один недостаток - повышенные риски появления внутренних напряжений.
Термическая обработка
Улучшает механические характеристики шва и расположенных вблизи участков, выравнивает структуру соединения, понижает внутренние напряжения. Термическая обработка состоит из разных операций: отпуск, отжиг (полный или низкотемпературный), нормализация.
Наилучшим способом обработки для сварных изделий считается нормализация, особенно хорошо подходит метод для изделий из низкоуглеродистых сталей.
Интересное видео
Читайте также: