Держак для сварочного аппарата трезубец
Обновлено: 16.05.2024
Сварка является неотъемлемой частью производственного процесса, а также достаточно востребована в быту. Для любого сварочного агрегата требуется наличие держака электродов, которому так же, как и остальным комплектующим элементам, необходимо уделять достаточное внимание.
Принадлежности для сварочного оборудования постоянно совершенствуются. В результате сегодня в продаже достаточно большой ассортимент разнообразных комплектующих элементов для сварки. Одним из таких является сварочный держатель, модификаций которого также довольно большое количество. Поэтому многим людям, не имеющим достаточной практики в сварочных работах, трудно сделать правильный выбор при покупке данного инструмента. Одних отпугивает высокая стоимость, других безопасность.
Техника безопасности сварочных работ требует обращать особенное внимание:
- на качество комплектующих элементов сварочного оборудования;
- на их компактность, удобство эксплуатации.
Сварочные держатели своими руками
Сварочный держатель используется при осуществлении сварочных работ профессиональными сварщиками, любителями. Правильный подбор сварочного режима, учитывая совокупность всех требований к качественному выполнению сварных работ, является важным критерием.
Выбирая держатель для сварки, нужно учитывать в первую очередь:
- надежность фиксации им электродов любого диаметра;
- продолжительность эксплуатационного периода.
Наиболее подходящий вариант держака для выполнения сварочных работ необязательно искать в магазине, его вполне можно сделать самостоятельно в домашних условиях. Рассмотрим конструктивные особенности разных самодельных держателей.
Трезубец
Данный инструмент является классикой сварочной деятельности. Нет такого электросварщика, который бы хоть раз не воспользовался в процессе работ самодельной «вилкой» из трех арматурных кусков. Роль диэлектрической ручки чаще всего выполнял небольшой кусок шланга из резины или рукоятка руля от велосипеда. Редко использовалась обычная тряпичная изолента.
Особенности эксплуатации трезубца:
- конструкция инструмента довольно простая, но он не очень удобный и безопасный в процессе выполнения работ. Основной недостаток – проблемы с извлечением огарка;
- при использовании такого держателя электрод практически полностью расходуется – это, конечно же, всегда приветствовалось. Огарок в данном случае убирался плоскогубцами или молотком. Часто можно было наблюдать, как сварщик держатель оббивает об асфальт, таким образам выбивая огарок;
- один из недостатков данного инструмента – плохой контакт. Некачественный шов сварщики часто списывали на некачественные электроды, но на самом деле причиной этому служили окислы на арматуре, в результате которых были потери тока. При эксплуатации такого держателя электродов под рукой всегда нужно иметь напильник.
Более надежной конструкцией является пруток, приваренный к уголку из металла. Такое приспособление отличается хорошим контактом и надежно удерживает электрод. Недостаток аналогичный трезубцу – проблематично избавляться от остатка отработанного электрода.
Трезубец с пружиной
Это модернизированный вариант трезубца. Инструмент изготавливается из стали хорошего качества. Для достижения наиболее надежного контакта рекомендуется использовать нержавеющую сталь. Особенностью данной конструкции является то, что палец, расположенный по центру подпружинивает электрод – это намного облегчает замену отработанного электрода.
Недостаток такого держателя – используемые материалы являются более дорогими, но себестоимость получается значительно ниже изделия, сделанного на заводе.
Цанговый фиксатор электродов резьбовой
Подобный самодельный держак для сварки изготавливается из любого подручного материала, на сам процесс довольно хлопотный. Сам инструмент достаточно надежный, удобный в эксплуатации. Главное в данном случае — обеспечить надежный контакт кабеля.
Цанговый фиксатор электродов зажимной
Это аналог предыдущего инструмента, только в данном случае вместо резьбового соединения применяется зажим на пружине. Основное преимущество изделия – легкость замены отработанных электродов. Стоит учитывать один нюанс: чем мощнее будет пружина, тем нужно будет больше прилагать усилий при замене. Но тогда возрастает надежность контакта, соответственно сила тока.
Рекомендации опытных сварщиков по подбору держателя электродов
- Опытные сварщики советуют обращать внимание при выборе держателя на качество инструмента и его стоимость. Не рекомендуется приобретать самые дешевые изделия, но и не стоит выбирать самые дорогостоящие (особенно когда держатель планируется использовать для разовых работ в домашних условиях).
- Наиболее надежным инструментом является держатель с резьбовой фиксацией, при этом обладающий наиболее продолжительным сроком эксплуатации. Данный инструмент позволяет подбирать необходимый угол расположения электрического катода.
- Лучше отдавать предпочтение изделиям, обеспечивающим фиксацию электрода в зависимости от величины тока.
- Если сварочные работы связаны с выездами на разные объекты, тогда стоит позаботиться о запасном держателе. В данном случае экономия неуместна.
- Если Вы решили купить сварочный держак за 500 рублей, то на его продолжительную эксплуатацию можете не рассчитывать. Такой держатель можно использовать в бытовых условиях для выполнения разовой работы, но не для профессиональной сварки.
- Если же, Вы приобретаете дорогостоящий инструмент, то нужно тщательно проанализировать его качественный характеристики. Сварочные зажимы для профессиональной сварки приблизительно стоят 3 тысячи рублей.
- Также при выборе держателя нужно обращать внимание, на какую он рассчитан нагрузку в амперах. Зависимо от параметров, веса сварочного инвертора токовая нагрузка увеличивается. Если необходима сила тока для сварки приблизительно равная силе тока генератора, тогда рекомендуется приобретать держатели, которые способны выдерживать токовые нагрузки 200-500 ампер.
- Если вы приобретете для сварочного оборудования сварочный держак, рассчитанный на 200 ампер, а будете производить сварочные работы на 300 амперах, то инструмент продержится максимум два рабочих дня. В процессе сварки очень быстро начинает ощущаться запах горелого пластика при нагревании держателя электродов. Это может происходить также из-за слабого контакта электрода с фиксатором. В результате зажим инструмента при выполнении сварочных работ обгорает и очень быстро выходит из строя, то есть становится совершенно не пригодным для дальнейшей эксплуатации.
Выбор электрододержателя для ручной дуговой сварки. Держатель своими руками

Электрододержатель для сварки ММА – приспособление, предназначенное для удержания штучного электрода и подачи на него электрического тока.
Хороший держатель электродов:
- дает надежное крепление электрода и возможность быстрого изменения угла выхода электрода;
- гарантирует полноценный электрический контакт;
- обеспечивает быструю замену электрода.
- легкость – не последний параметр, на который необходимо обратить внимание. В конце рабочего дня с тяжелым электрододержателем у вас будут отваливаться руки.
Нормальная масса – от 350 грамм для тока 125А до 750 грамм для тока 500А.
Полезный совет: не стоит покупать электрододержатель с запасом мощности, исходя из распространенного заблуждения, что он прослужит дольше. На самом деле профессиональные электрододержатели точно выдерживают нагрузку, о которой заявляют, но только при условии, что вы приобрели брендовое изделие.
Наиболее распространные типы электрододержателей:
Наиболее популярными в настоящее время являются универсальные электрододержатели, которые благодаря подпружиненному механизму зажима и специально сконструированным латунным или медным губкам, позволяют размещать электрод в различных пространственных положениях. Корпус сварочного держателя, рукоятка и подвижные части должны быть изготовлены из качественных изоляционных и теплоизоляционных материалов. Это может быть пластик или керамо-пластик.
В связи с большим наплывом некачественной продукции из Китая на рынки сварочной техники, при покупке элетрододержателя рекомендуется проверять магнитом его токоведущие части. Часто бывает, что они изготовлены из стали, на поверхности которой выполнено покрытие под медь. Такой же процедуре проверкой магнитом рекомендуется подвергать и клеммы заземления, чтобы не получить в итоге приспособление, которое быстро перегреется и сгорит во время сварки.
Новички в сварочном деле часто задают вопрос: зачем покупать новый электродержатель, если при покупке сварочного инвертора в комплекте к нему уже прилагается все необходимое для сварки?

Ответ очень прост: зачастую, электродержатель, идущий в комплекте со сварочным аппаратом, быстро выходит из строя, независимо от того, пользуетесь вы им на производстве или время от время варите в домашних условиях. Обычно это модель КВ-200. Из-за того, что для ее изготовления используют дешевые материалы, первое, что выходит из строя – прижимные губки, которые подгорают и не дают надежной фиксации. Электрод начинает болтаться, что действует на нервы сварщику и сказывается на качестве сварочных швов.
Кстати, качество остальных комплектующих, особенно, если речь идет о дешевцых сварочных аппаратах для домашней сварки типа Ресанта, Сварог, Фубаг и прочее, как правило, оставляет желать лучшего. Это относится и клемме массы и к сварочным кабелям. У Ресанты кабель и вовсе алюминиевый, что может выглядеть фантастическим, но это действительно так. Хитрые китайцы нанесли на него медное покрытие в несколько микрон, чтобы, когда вы снимете изоляцию, не было видно подлога, но это не должно вас вводить в заблуждение. Сделайте засечку ножом, и вы убедитесь, что в сердцевине светлый металл. Так же возникают вопросы к длине кабелей и к их жесткости. Но это тема отдельной статьи. Все комплектующие лучше покупать отдельно.
Переходим к конкретике…
Бренды, которые пользуются авторитетом у сварщиков:
- Всем известная немецкая фирма ABICOR BINZEL. В первую очередь известна по своим горелкам для аргонодуговой сварки, которые повсеместно используются. Для ручной дуговой сварки у BINZEL простой ассортимент из четырех моделей электрододержателей пружинного типа DE 2200, DE 2300, DE 2400, DE 2500 «KURT HAUFE», похожих друг на друга как две капли воды и отличающихся только лишь силой тока (от 200 до 600А), соответственно, массой и габаритами. Они надежные, выполнены из качественных материалов, обеспечивающих необходимые механические и термические свойства и обеспечивают фиксацию электрода в четырех положениях. На сварочном рынке серию «KURT HAUFE» очень любят подделывать, так что будьте осторожны!
- Шведская промышленная компания Esab. Серии Eco Handy, PRIMA. Электрододержатель винтового типа обеспечивает более надежное крепление электрода. Он фиксируется в посадочных отверстиях без люфта: в положении 90 градусов в торцевом отверстии и в положении 90 и 45 градусов в отверстии, расположенном на диаметре.

Минус: электрододержатель тяжеловат, но это единственный его недостаток. В комплекте: мощный шестигранник и медная пластина, которой обматывается и обжимается кабель.
- Telwin. Стоят дешевле, чем предыдущие бренды, хотя продавцами позиционируется как Италия. Но мы то знаем, где делают продукцию, которая стоит дешевле. Хотя качество приемлемое. Стоят добротные изоляторы, которые не горят даже на токах более 300А при продолжительной работе, крепления не ослабляются. Из минусов: тяжелей, чем тот же ABICOR BINZEL
- Электрододержатели Eagle/Falcon. От компании Trafimet, Италия. По нашему скромному мнению – один из лучших представителей в своем виде. К фурнитуре и креплениям претензий нет. Несомненный плюс: малый вес, удобно лежит в руке.
Электрододержатель своими руками
Держак «Трезубец»
Поднимая подобную тему очень сложно обойти вниманием вариант «трезубца», который каждый уважающий себя сварщик собирает для себя сам. Конструкция его проста и незамысловата, поэтому трудно удержаться от соблазна сделать его своими руками, какое-никакое, а творчество, к которому, несомненно, лежит душа каждого настоящего сварного. При этом вы самостоятельно сможете оценить все плюсы и минусы самодельного держака, да и ругать за некачественную сборку можно будет только себя. Данное народное творчество подходит и тем, кому заводские держатели не по душе.
Способов сборки существует множество. Приведем самый простой из них.
Тело держака (трезубец) делают путем гибки арматуры (или прутка), изготовленной из углеродистой стали, диаметром 8 мм ( можно 6 мм, но быстро прогорает, можно взять диаметр >8мм). Как показывает опыт, восьмерки и надольше хватает и ей удобней работать.
Далее, изготавливается трубка наподобие клеммы, разделенной на две части, одна часть обжимает кабель, зачищенный от изоляции, вторая держит изоляцию кабеля. Все это приваривается к трезубцу. Эта операция самая ответственная, так как ненадежный контакт приводит к нагреву. Изолятор (например, отрезок армированного шланга) одевается нагоряче. Для предотвращения ослабления крепления изолятора можно применить, например, высокопрочный анаэробный фиксатор резьбы Done Deal.


Держак «Уголок»
Имеет схожую конструкцию с трезубцем, почему он так называется, хорошо видно на фото. Минус: в трезубце все зажимы пружинят, в уголковом же варианте вся нагрузка приходится на один центральный стержень.
Плюс: не нужно бить или чиркать, удаляется электрод следующим электродом и всегда знаешь, куда он полетит.

«Трезубец» VS заводского электродержателя
По мнению некоторых сварщиков более надежного держателя просто не существует. Другие же предпочитают идти в ногу со временем и приобрести себе заводской держатель. Давайте попробуем сравнить их и прийти к общему мнению, что же лучше для сварки?
Достоинства самодельного держателя:
- Минимальные затраты на изготовление;
- Не требует бережного отношения и не боится падений с высоты;
- Если вам приходится сваривать окрашенный металл и нет возможности его зачистить, например, болгаркой, то это можно с легкостью сделать самим держателем.
Понятно, что никто не будет нас инспектировать, каким держателем мы пользуемся, однако, это дает нам возможность задуматься, поскольку из-за его оголенности есть большая вероятность пробивания электрическим током, особенно в сырую погоду или при работе с влажным металлом.
- Конструкция ограничивает варианты крепления электрода поскольку иногда приходится зажимать строго вертикально электрод, чтобы добраться до труднодоступных мест;
- Замена огарка в трезубце так же оставляет желать лучшего, поскольку в каких-то случаях она даже травмоопасна ( когда выбиваешь электрод не знаешь, куда он может полететь – запросто может угодить в глаз);
- Большая вероятность замкнуть о конструкцию. Особенно это трагично при ремонте конструкций, обшитых профлистом. Малейшее касание электрододержателя о профлист – и моментальный прожог, который испортит внешний вид.
Винтовой держак своими руками
В домашних условиях можно сделать хороший винтовой держак из медной трубки, которая всегда имеются у монтажников кондиционеров в избытке в виде обрезков.

В нашем случае это труба ¾ (øнар. =19 мм) Можно использовать стальную, но мы не рекомендуем – она очень тяжелая и плохо проводит электрический ток. Из-за высокого сопротивления сталь будет сильно греться. Ручку можно делать из металлопластиковой трубы øвн. =20 мм; øнар. =26 мм (но лучше использовать резиновый шланг). Она будет надеваться на медную трубку и полностью ее закрывать.
Чтобы металлопластик не скользил в руках, его можно обвернуть, например, куском кожи, вырезанным из старой куртки или отжившей свое сварочной перчатки. Далее понадобится анкерный болт М12 с просверленным насквозь отверстием, который будет вклеиваться в крышку от пластиковой бутылки.


В качестве клея можно взять эпоксидную смолу. Делается это для безопасности, чтобы полностью изолировать держак от электричества.
Самодельный держатель из арматуры не идет ни в какое сравнение с данным по качеству изоляции или величине теплопроводности!
Кабель КОГ вставляется в трубку со стороны разреза вместе с резиновой изоляцией и обжимается.
Чем отличается КОГ от КГ? КОГ – это кабель особогибкий; КГ – просто гибкий. В КОГ жилы немножко тоньше и их больше, за счет этого он более пластичный и подвижный.
Ручка должна быть сделана немного длиннее, для того, чтобы кабель не переламывался.

Болт с анкерной гайкой забивается в трубку и пропаивается медно-серебрянным припоем для улучшения контакта.
Если у вас есть латунный или медный болт с гайкой, будет вообще шикарно! Правда такой еще нужно поискать… Но при наличие подходящего прутка и знакомого токаря можно все это очень быстро выточить. Операция не займет много времени.
Для фиксации ручки на ней сверлится отверстие. На трубке тоже сверлится отверстие и нарезается резьба под винт. Также ручку можно просто приклеить.
Винтовой держак сделан для электродов малого диаметра, максимум 3,2. Очень хорошо держит электрод, ничего не болтается. Кому не нравится расположение электрода под 90 о , его можно отогнуть на более удобный угол.

Электрододержатель получается очень маленький, компактный, легкий и, что самое главное, абсолютно электробезопасный! Его можно бросать в любом месте, что вы никогда не сделаете с вилкой из арматуры!
Держатель – главный инструмент в руках сварщика, поэтому отнеситесь к его выбору наиболее ответственно!
Изготовление держака для сварочного аппарата
Несмотря на высокую надёжность конструкции, фирменный держак для сварочного аппарата в какой-то момент времени может выйти из строя. При этом нередки ситуации, когда никакие запасные части не помогают полностью восстановить его работоспособность.
С учётом того, что сварочные операции не терпят каких-либо задержек и остановок, под рукой всегда должен иметься ещё один держак. Профессиональные сварщики предпочитают изготавливать запасной держатель электродов самостоятельно.

Требования
Прежде всего, надо обратить внимание на то, что самодельный держак для сварки должен удовлетворять следующим требованиям, согласованным с нормами по безопасности сварочных работ:
- ручка держака должна обеспечивать надёжную защищённость сварщика (то есть изготавливаться из диэлектрика);
- держак в целом обязан иметь хорошую тепловую защищённость;
- подводящие ток провода следует крепить на держаке таким образом, чтобы в процессе сварки исключить возможность их повреждения;
- электрододержатель рассчитывается на электрические токи величиной в сотни Ампер;
- сам сварочный стержень должен фиксироваться в нём достаточно жёстко и максимально надёжно;
- смена одного электрода на другой не должна вызывать никаких затруднений и задержек по времени.
С учётом того, что последние два требования к конструкции держака практически взаимно исключают друг друга – его изготовитель должен обладать хорошим воображением и практической смекалкой для разрешения этой дилеммы.
Ко всему перечисленному следует добавить, что самодельные приспособления для сварочного аппарата будут более надёжны и производительны, если при их изготовлении ориентироваться на проверенные временем фирменные изделия.
Изделия в заводском исполнении
Отечественным производителем выпускаются несколько разновидностей изделий рассматриваемого нами класса, среди которых выделяются следующие наименования:
- сварочный держак, выполненный по принципу цангового крепления;
- фиксатор типа «прищепка»;
- крепление, по форме напоминающее трезубец (вилку).
Рассмотрим каждый из этих вариантов их исполнения более подробно.
Цанговый держак для сварочного оборудования позволяет без труда менять электроды и полностью соответствует требованиям по защищённости оператора.
Помимо этого он очень удобен в работе и смотрится вполне эстетично. Однако все эти достоинства обходятся потребителю довольно дорого, поскольку по розничной цене такой держак превосходит все другие модели.
Специальный цанговый захват имеет ещё один существенный недостаток, связанный с ограничением допустимой величины тока через него.
Держатель для сварки типа «прищепка» относится к категории наиболее востребованных изделий, изготавливаемых с большим разнообразием размеров и диаметров вставляемых в него стержней.
В соответствии с этими показателями такие держаки рассчитаны на различные силы сварных токов. Они не всегда удобны в эксплуатации, но зато обеспечивают надёжный контакт со стержнем, не имеют ограничений по максимальному току и не нуждаются в дополнительных приспособлениях.
Недостатком этого типа сварочных держаков считается сложность замены отработанного электрода и значительные размеры.
А вот сварочные держаки типа «трезубец» или «вилка» относятся к проверенным временем и надёжным конструкциям, так что именно они будут рассмотрены в качестве примера сборки изделия своими руками.
Варианты самостоятельного изготовления
Самодельный держак собирается с учётом особенностей и достоинств известных фирменных конструкций. Вариантов изготовления любого из рассмотренных нами исполнений более чем достаточно, однако среди самостоятельных поделок ведущие позиции обычно занимает классический трезубец.
Этот вид приспособлений для сварки имеет очень простое устройство и может быть собран даже непрофессионалом.
Сварочные держаки такой конструкции по своей форме напоминают большую вилку, предварительно сваренную из рифленых заготовок арматуры заданного диаметра и длины.
В качестве защитного покрытия ручки изделия (изолятора) может быть использована рукоятка руля старого велосипеда или отрезок ненужного резинового шланга.
Иногда в целях улучшения изоляционных качеств покрытия для держака к сварочному аппарату используется тряпичная изоляционная лента.
Однако многие пользователи чаще всего не останавливаются на простейшей конструкции, поскольку она довольно стара и недостаточно удобна в эксплуатации.
Объясняется это тем, что не всем исполнителям удаётся совместить два противоречивых требования к этому инструменту, предполагающих жёсткость крепления электрода и лёгкость его снятия. Помимо этого арматурные прутья достаточно быстро окисляются и перестают соответствовать предъявляемым к ним требованиям.
Именно по этой причине многие любители и профессионалы выбирают улучшенный вариант сварочной конструкции и дорабатывают трезубец, оснащая его дополнительной пружиной.
Такой держак выглядит как та же вилка, зубцы которой располагаются практически в одной плоскости. Рабочий электрод закрепляется между крайними зубьями, а центральный зуб дополнительно фиксирует его с одновременным подпружиниванием.
Для изготовления сварочного оборудования в таком исполнении пользователю придётся запастись заготовками из особо прочных металлов, таких, например, как высоколегированная нержавеющая сталь.
Только они способны обеспечить надёжный контакт трезубца с электродом и удобство замены последнего. В качестве защитного диэлектрического покрытия ручки, а может применяться резиновая трубка подходящего диаметра.
Резьбовая и зажимная цанга
Сварочный держак, устроенный по принципу резьбовой цанги, в принципе может изготавливаться из любого подручного металла, обеспечивая при этом надежный контакт с рабочим стержнем и простоту его обновления.
Единственный недостаток этой конструкции – это сложность её изготовления своими руками. Именно поэтому перед началом сварочных работ необходимо внимательно ознакомиться со всеми деталями и нюансами его устройства.
С целью модернизации этого варианта исполнения самодельного сварочного держателя электродов, специалистами разработан его улучшенный образец – так называемая «зажимная» цанга. В этой модели вместо используемого ранее резьбового крепления устанавливается особый пружинный механизм из латуни или меди.
Достоинства такой доработанной конструкции вполне очевидны, поскольку в этом случае надежность крепления стержня электрода резко возрастает, а его смена заметно упрощается.
Следует отметить, что каждый сварщик-любитель вправе самостоятельно решать вопрос о том, приобрести ли подходящий держатель в магазине или сделать его самостоятельно.
Второй из вариантов выбора требуемого инструмента более предпочтителен в случае желания сэкономить или же сделать его как говорится «под себя».
Держатель для сварочных электродов
Сварка является неотъемлемой частью производственного процесса. Она также достаточно часто используется в бытовых условиях. Одной из составляющих любого сварочного агрегата является держатель электродов, предназначенный для сварочного аппарата — специальный зажим электродов, которому нужно уделять такое же внимание, как и другим элементам сварочного оборудования.
Классификация электрододержателей
Держаки электродов могут быть универсальными и специальными. Их производство регламентируется ГОСТами.
Варианты держателей
- Держатель-цанга зажимного типа. Инструмент предназначен для сварки аргонодуговой.
- Держатель-прищепка зажимного типа. Инструмент отличается простотой конструкции, низкой стоимостью, может быть рычажного или пружинного типа. Стандартная модификация держателя подходит для многих моделей сварочных аппаратов, на нем полностью отсутствуют неизолированные участки токосъемника. Автоматизированный вариант изделия обеспечивает автоматический поджог дуги, высококачественное сварное соединение, при этом ощущается значительная экономия энергосбережения.
- Безогарковый держак электродов. Инструмент предоставляет возможность минимизировать время установки электрода, исключает практически в полном объеме образование огарков. Конструктивные особенности — не производится фиксация электрода зажимом, он приваривается к окончанию стержня, имеющего изолированную поверхность, расплавляется в полном объеме.
- Винтовой электрододержатель. Такой вариант держателя может быть прямым, загнутым, а также с левой, правой резьбой.
- Держатель «вилка-трезубец». Наиболее распространенный инструмент, как у профессиональных сварщиков, так и у любителей. Держатель стандартного образца имеет большое количество незащищенных участков, находящихся под напряжением, в результате чего представляет опасность для человеческого здоровья, а также существует вероятность лучевой травмы. Такой инструмент в большинстве стран мира запрещен! Наиболее безопасным считается автоматический вариант держателя, который при этом обеспечивает эффективность работы, высокое качество соединений.
Кроме перечисленных вариантов сварочных держателей существуют специализированные модели, которые предназначаются для выполнения сваривания образцов определенного типа, а также конкретных соединительных швов.
Специальные варианты держаков для сварочного оборудования используются при выполнении работ трехфазной дугой, при сваривании изделий одновременно несколькими электродами. Чаще всего такие конструкции имеют значительный вес, отличаются сложностью в применении, так как многоэлектродная, трехфазная сварки — это довольно специфичные процессы, имеющие существенные ограничения при выполнении работ.
Но, конечно же, каждый сварщик выбирает самостоятельно: одни делают ставку на дешевый инструмент и свой опыт, другие пользуются исключительно качественным и проверенным инструментом, гарантирующим безопасность собственному здоровью в любой ситуации.
Сварочный держак своими руками
Электрододержатель для сварочных работ можно смастерить самостоятельно в домашних условиях. Материал для его изготовления подбирается соответственно с учетом его температуры плавления.
Пошаговая инструкция
- На провод из меди накручивается мягкая проволока.
- Для уплотнения провод обстукивается при помощи молотка, в результате чего он максимально расплющивается, прижимается к проволоке.
- Далее делается трезубец из отдельных прутьев, который будет выполнять функцию контакта электрододержателя.
- Приваривать трезубец необходимо к обмотанному участку проволоки.
- Участок держака, за который сварщик будет непосредственно держаться руками, обтягивается изоляционным материалом.

Некоторые нюансы, на которые стоит обязательно обращать внимание при выборе инструмента
Первым делом, приобретая оборудование для сварки, нужно учитывать такие характеристики электрододержателя:
- Тип, размеры, вес изделия, комфортность эксплуатации.
- Держак для электродов должен отличаться диэлектрическими характеристиками, то есть, в его конструкции должны быть отдельные элементы, выполненные из резины, пластмассы.
- Состояние зажима — отсутствие загрязнений на поверхности зажима, надежный контакт катода с губкой.
- Инструмент должен выдерживать максимально предполагаемые нагрузки.
Важно! При покупке сварочного устройства вместе с электрододержателем нужно учитывать даже мелочи в конструкции. Качественный держатель электродов для любой сварки будет обладать хорошим контактом своего металлического участка с медным проводом, не перегреется в процессе выполнения продолжительных сварочных работ.
Держатель электродов для сварочного аппарата
Даже сварщик со стажем будет работать медленно, если держак сварочный выбран неправильно. От того насколько он удобен зависит производительность и качество швов. Сейчас выпускаются разнообразные по цене и конструкции фиксаторы. При необходимости удобный держатель для конкретной работы не трудно сделать самостоятельно.

Требования к сварочным держакам
Несмотря на простую конструкцию сварочные держаки должны обеспечивать:
- прочное удерживание и изменение угла фиксации электрода;
- надежность электрического контакта;
- быструю замену сварочных стержней;
- прочное крепление кабеля;
- теплоизоляцию;
- диэлектрическую защиту;
- длительный срок эксплуатации;
- выполнение сварки на труднодоступных участках.
Разновидности держателей
Держаки для ручной дуговой сварки классифицируют по конструкции:
- Прищепка рычажного или пружинного типа благодаря простому устройству и низкой цене стала самым популярным вариантом. Чтобы закрепить электрод под нужным углом, достаточно раздвинуть губки нажатием на рукоятку. Детали под напряжением заизолированы. Размер зависит от величины тока и диаметра расходников. Из недостатков отмечают громоздкость и слабый зажим электрода.

- Вилка трезубец уже не выпускается из-за отсутствия изоляции на токоведущих частях. При сварке сварочный стержень сгорает практически полностью, но удалить огарок без молотка или пассатижей затруднительно. У вилки часто подгорают зубцы, поэтому для восстановления контакта требуется регулярная очистка от окалины.

- Винтовые электрододержатели прочно зажимают электроды. Надежность контакта обеспечена антикоррозионным покрытием. К недостаткам относят сравнительно большие затраты времени на вращение зажима при смене расходника, закрепление только в перпендикулярном положении.

- Цанга используется преимущественно для соединения небольших заготовок аргонодуговой сваркой на малых токах. Держак компактен, удобен в работе, с легкой заменой расходников. Корпус надежно защищен по электротоку и температуре. Отмечают повышенный расход электродов, так как нельзя оставлять короткие огарки из-за риска повреждения пластиковой изоляции. К минусам также относят ограничения по току.

- Безогарковый держак состоит из металлического стержня, на который надета изоляционная рукоять. С одного конца присоединяют кабель, к другому приваривают электрод. Когда он расплавится до конца, прихватывают следующий.
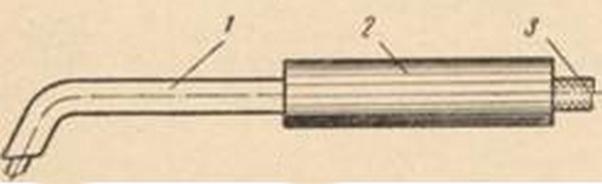
Безогарковый держатель: 1. Металлический стержень, к которому приваривают электрод; 2. Рукоять; 3. Источник питания
Кроме перечисленных типов выпускают специализированные фиксаторы, например, держатель для сварки трехфазным током или многоэлектродной. Такие виды отличаются большим весом, сложной конструкцией, поэтому применяются в составе механизированных комплексов.
На что обратить внимание при выборе
Прежде всего следует учитывать, что у качественных держателей электродов для сварочных аппаратов токоведущие детали сделаны из меди. У подделок они из стали, покрытой тонким слоем меди, которая быстро выгорает. По внешнему виду они неотличимы от оригиналов, поэтому для проверки потребуется магнит.
Держак для сварки выбирают по следующим критериям с учетом особенностей работы:
- Вес и габариты. Для периодической сварки на дому эти параметры не критичны. Однако для длительной работы лучше выбрать легкую модель, так как лишние граммы долго удерживать на весу будет утомительно.
- Эксплуатационные характеристики. Максимальный ток держака должен быть на 10% больше чем у сварочного аппарата. При меньшем значении быстро выгорят места контакта с электродом. Однако не стоит увлекаться повышением запаса по току, так как габариты и вес увеличатся, а срок службы не изменится.
- Надежность. У сварочного держака для работы на улице материал рукояти должен быть стойким к низкой температуре и высокой влажности. Модели с литыми губками прослужит дольше, чем с наборными. Самыми надежными по способу крепления расходников считаются винтовые сварочные держатели с резьбовым зажимом.
- Способ соединения со сварочным кабелем. Лучшим вариантом будет болтовое. На держаки, сделанные в Китае, с обжимным способом подключения, не стоит тратить деньги.
- Диаметр электродов. При выборе необходимо обращать внимание, на какие по диаметру сварочные стержни рассчитан понравившийся держак. Иначе может случиться так, что купленная модель предназначена для работы с расходниками от 5 мм, поэтому «четверку» и меньше не зажимает.
- Стоимость. Производители предлагают сварочные держаки по цене от 100 до 10000 рублей. При этом по конструкции дешевые модели не отличаются от дорогих. Разница в цене объясняется качеством материалов и сборки. Для начинающего сварщика, выполняющего разовые работы, вполне достаточно недорогой модели. Дешевый держак полезно иметь в качестве запасного, если основной сломается во время сварки.
Для продления срока службы держателя зажим регулярно очищают от грязи и окалины, чтобы не было подгорания из-за плохого контакта. Подвижные детали смазывают, аккуратно переносят, хранят в чистом месте. Не допускают расплавления электродов вплотную к зажиму.
Качественный и удобный держак не отвлекает от процесса сварки.
Как сделать держак для сварки своими руками
Несмотря на то, что качество и надежность у сделанного сварочного держака своими руками хуже, чем у заводских моделей, он успешно выполняет свои функции. Простые конструкции собирают их подручных материалов.
Держак в виде трезубца
Зажим сваривают из трех отрезков рифленой арматуры диаметром 8 мм по схеме треугольника. Средний зубец выгибают так, чтобы он прочно удерживал сварочный пруток. В качестве изоляции используют кусок резинового шланга или пластиковую ручку с велосипедного руля. Для подключения кабеля к самодельному держаку для электродов приваривают трубку. Свободный конец расплющивают и сверлят отверстие под болт.

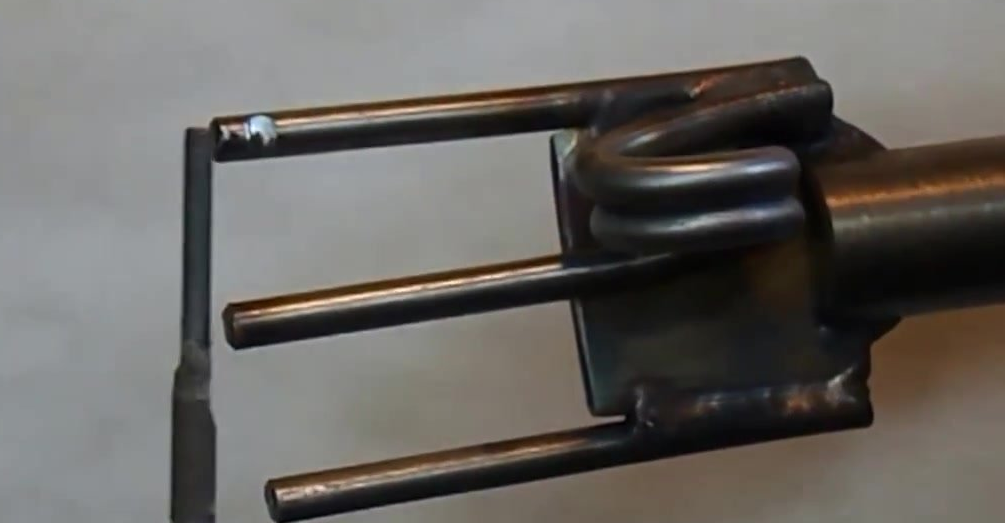
Вилка-трезубец с пружиной
В отличие от предыдущего варианта у этого держака зубцы располагаются линейно. Средний палец сделан в виде пружины с прямым концом, который прижимает сварочный стержень. Такая конструкция обеспечивает надежный электрический контакт и легкое удаления огарка. Однако эта разновидность держака для электродов обойдется дороже, так как изготавливается из легированной нержавеющей стали.
Держатель из уголка и арматуры
В отличие от вилки у этого держателя сварочного два крайних зубца заменены уголком, к которому приварен средний палец. За счет увеличения площади соприкосновения сварочного стержня с токоведущими частями контакт становится надежней. Однако проблема с удалением огарков остается.

Держак с зажимным винтом
Для сборки такого электрододержателя для сварки подготавливают два отрезка из полосы шириной 30 мм с закругленными концами. Длиной 220 и 80 мм. Также потребуются отрезок прутка с отверстием для электрода и болт с барашком. Диаметры зависят от электродов.

На полосах сверлят по два отверстия. На короткой полосе на 2 — 3 мм больше. Между ними поперек длинной полосы приваривают отрезок электрода. На другом конце сверлят отверстие для подключения кабеля. Болт и отрезок прутка вставляют на место, затем приваривают. Устанавливают короткую полосу. При закручивании барашка один конец опускается, а другой поднимается, прочно зажимая электрод, вставленный в отверстие прутка.
У каждого мастера свое мнение по поводу того, что лучше ― заводской или самодельный сварочный держатель. Однако результаты опросов показывают, что большинство предпочитает второй вариант. Выбор обосновывают низкими затратами и удобством для работы.
Читайте также: