Диоды на сварочный полуавтомат
Обновлено: 15.05.2024
При конструировании сварочного полуавтомата всегда возникает вопрос, какие силовые диоды использовать в диодном мосте? Диодный мост это схема преобразования переменного напряжения в постоянное.
Выбор диодного моста для сварочного полуавтомата
Можно конечно купить дорогие диоды типа В200 собрать из них полноценный выпрямительный мост, собрать сварочный полуавтомат с большим запасом по току и пользоваться долгое время не задумываясь ни о чем.
Но не всегда цель оправдывает средства. Исходя из практики вы варите аппаратом 50% времени (а иногда на много меньше), то есть подготавливаете деталь к сварке, потом варите. После сварки вы опять подготавливаете деталь к сварке (как раз это время ваш сварочный полуавтомат находится в режиме ожидания) и этого времени вполне достаточно для охлаждения диодного моста, если в нем применяются менее мощные диоды.
Схема диодного моста
Путем проб и ошибок, опробовав разные варианты компоновки диодного моста, пришла идея собрать его на не дорогих диодных сборках типа KBPC5010 стоимостью по 50 рублей за штуку. Многие задаются вопросом, что такое выпрямитель сварочный, ответ на этот вопрос найдете в этой статье.
Суть идеи в том, что бы соединить диодные сборки KBPC5010 параллельно. Но так как у каждой сборки разное внутреннее сопротивление это приводило к мысли, что разность температур диодных мостов будет разная и ощутимая. Но все таки мы решили попробовать.
Каждая сборка KBPC5010 рассчитана на ток 50 ампер. Ниже приведена схема соединения шести сборок в один диодный мост рассчитанный на ток 300А.
Сборка диодного моста для сварки
Для того что бы охлаждать сборки, был взят алюминиевый радиатор площадью примерно 800 см. кв.

Подготавливаем поверхность радиатора (сверлим отверстия, нарезаем резьбу для крепления сборок). Для улучшения теплоотдачи используем теплопроводную пасту КПТ-8.

Закрепляем диодные сборки болтами М6 с помощью трубчатого ключа.

Распаиваем схему медной шиной. В данном случае мы использовали шинку 10 мм.кв. для припайки к выводам сборок и 20 мм.кв. для входа выхода сварочного тока.
Совет - обязательно припаивайте шинку к выводам диодных мостов. Если вы соедините мосты с помощью клемм без пайки, то концы выводов мостов будут очень сильно греться (проверено).

Обрабатываем все места пайки лаком.
Недорогой диодный мост для сварки
В результате получился небольшой диодный мост, что очень удобно при компоновке в корпус сварочного полуавтомата.
Испытания проводились на токе сварки 100 ампер в интенсивном режиме (сварка велась непрерывно) в течении 10 минут. Радиатор нагрелся до температуры 50 градусов.
Ощутимой разности температур в сборках замечено не было (проверялось на ощупь).
Если планируется использовать более мощные токи, то можно увеличить количество сборок.
Вывод: Мы получили недорогой (300 рублей) мощный диодный мост для сварочного полуавтомата.
Если возникнут вопросы, задавайте их в комментариях.
Похожие записи


Известная тема, достаточно давно практикуется самодельшиками-сваркостроителями
Эта тема давно практикуется не только "самодельшиками-сваркостроителями", но заводами-изготовителями. Мне встречались сварочные аппараты для сварки штучными электродами и полуавтоматы, в которых по 6 диодов параллельно в каждом плече. Очевидно таким образом борятся за снижение себестоимости.
Чесно говоря фигня , летят эти зворки при такой схеме включения как фанера с эйфелевой башни . Сам проктиковал такую схему давно и отказался так как сразу вроде работает а потом в самый не подходящий момент стреляют. В ся причина в том эти зборки имеют разное внутреннее сопротивление и поєтому токи в каждом мосту разные. была попытка их уровнять, я ставил последовательно с каждым мостом намотанное из толстого нихрома сопративление (десятки ома) при этом увиличелся размер моста и его теплотворность, пришлось ставить винтелятор. в конечном итоге его размер не уступал мосту на диодах В200. Так что не тратьте деньги и время ставте проверенныю годами схему. Или надо искать альтернативу на мощьных полевиках.
У меня такая же конструкция (при токе сварки 120А и четырех мостиках)используется для работы электродом 3 мм уже третий год. И все слава богу до сих пор работает хотя после 4- 5 электродов нагревается до 50- 60 градусов. Но для дома редко приходится варить много и потому эта затея вполне себя оправдывает. А один диод В200 с радиатором сейчас стоит примерно 6- 8$, что сопоставимо с четырьмя мостиками кврс 5010. Но если бы деньги были- то выбрал бы В200.
Сергей я удивлен. Но чего бы мне врать. у меня один такой мост с 6-ю КБРСами отработал пол года, я и резал на нем и варил (электрод 3-4мм) а потом надо было запорожец разрезать так они у меня после электрода двойки один за одним погорели. с тех пор больше месяца не один такой мост не отхаживал. Но коль у вас работает слава богу, пусть и дальше не подводит.
Собираю похожий аппарат на таких мостах. Только радиаторы ставлю для каждого отельные ~600 см*2. Просто такие нашел. Плюс кандеры 100В 28000Мк, а на первичку хочу поставить 160Мк 600В. А также пропеллер на обдув этого дела. Но по отзывам о мостах думаю поставить еще пару.
Плюс кандеры 100В 28000Мк, а на первичку хочу поставить 160Мк 600В. А также пропеллер на обдув этого дела. Но по отзывам о мостах думаю поставить еще пару.
Ещё пару мостов - это на пользу и обдув тоже, а вот конденсаторы не стоит - дополнительная импульсная нагрузка.
Андрей пишет верно:
Для того, чтобы ток через отдельную сборку не превышал предельно допустимый, их надо брать с запасом. Кроме этого для надёжной работы желательно чтобы коэффициент использования диодов по току был 0,7-0,8.
у меня один такой мост с 6-ю КБРСами отработал пол года, я и резал на нем и варил (электрод 3-4мм) а потом надо было запорожец разрезать так они у меня после электрода двойки один за одним погорели. с тех пор больше месяца не один такой мост не отхаживал.
Если в начале мост отработал пол года и при электроде 3-4 мм,а потом "больше месяца не отхаживал", надо поискать причину в другом месте.
У меня такая же конструкция (при токе сварки 120А и четырех мостиках)используется для работы электродом 3 мм уже третий год.
Коэффициент запаса по току: 120/200=0,6.
Что и подтверждает написанное выше.
диодный мост в одно или двух фазную схему свар.транса дело бестолковое и даже вредное кроме увеличения пульсации и следовательно затухания дуги в каждом полупериоде с обилием брызг получаете и доп. нагрузку на пер. обмотку и на пит. сеть.
P.S.за 35 лет в этом деле не первй раз встречаю когда пытаются на выпр.пол.период сварку прикрутить в итоге получаете все тот же переменник только с худшей характеристикой. для свар.аппарата нужно 3 выпр.пол.периода все остальное от блудливого.
для этого и создали схему с инвертированием - инвертор.сварочный
Разрешите обратить Ваше внимание на следующие факты
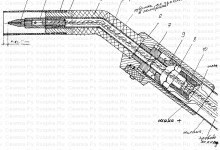
1) с точки зрения выравнивания токов через диоды сейчас широко применяют прием нестандартного включения моста, (см. прикрепленный рисунок). В этом случае уже обеспечена практическая идентичность в том числе и температурного режима по крайней мере двух 50 амперных диодов, включенных параллельно, в любой момент времени. А мы знаем, что сварочный ток для электрода диаметром 3 мм не превышает этой величины. Тем не менее ставим в каждое плечо по 3 шт. моста. – резерв надежности.
Диод В-200 стоит 500 - 600 Руб. за 1 шт., соответственно пара стоит 1000 – 1200 руб.
Один 50 амперный мост стоит около 50 рублей.
3) у автора этой ветки применен классический мост (правильное название, если мне не изменяет память, – мост Гретца). Недостаток этой схемы в том, что в любой момент времени на пути тока два P-N перехода, на каждом из которых выделяется тепло.
В мировой практике такого вида мост применятся редко. Гораздо лучше схема двухполупериодного выпрямителя с двумя диодами – в этом случае в любой момент времени на пути тока один P-N переход и тепла выделяется в 2 раза меньше. Вы скажете, что выходная обмотка для такого случая имеет удвоенное число витков. Правильно! Но сечение провода каждой полуобмотки в два раза меньше, так как она отдыхает пол периода, соответственно общий вес и объем обмотки будет практически тот же, но мотать более тонкий провод гораздо легче да и достать его гораздо проще, чем шину . Ну и в любом случае 2 диода дешевле чем 4.
4) У этой темы есть родственный форум – я на него наткнулся в процессе написания данного текста т.е. только что – вот ссылка на этот форум, но написанное мною относится и к тому форуму
Прикрепленный рисунок -Это фрагмент схемы входного выпрямителя инвертора «Сварог».
Дроссель для сварочного аппарата своими руками
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.

Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение

В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления

Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка

Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Особенность сборки диодного моста для сварочного аппарата
Диод – это полупроводниковый прибор, который обладает различной проводимостью в зависимости от прикладываемого напряжения. Имеет всего два вывода: анод и катод. При подаче прямого напряжения (на анод подается положительный потенциал по сравнению с катодом) он открыт. При подаче отрицательного напряжения он закрывается.
Эта особенность прибора широко используется в электротехнике, в частности диодный мост применяют для сварочного аппарата, чтобы выпрямлять переменный ток, улучшая качество сварки.

Основные характеристики
Главными параметрами, на которые обращают внимание при выборе выпрямителей для сварочных аппаратов, являются:
- максимально допустимое постоянное обратное напряжение;
- максимальный средний прямой ток за период;
- рабочая частота переключения;
- постоянное прямое напряжение при максимальном прямом токе;
- максимально допустимая температура корпуса.
Амплитуда бытовой сети составляет около 310 В, поэтому нужно использовать диоды с обратным напряжением 400 В и выше. Прямой ток жестко связан с мощностью прибора, и на него также обращают внимание. Рабочая частота показывает, в каком выпрямителе можно использовать полупроводник, применять его в сетевом или выходном блоке инвертора.
Прямое напряжение полупроводника характеризует мощность рассеяния на самом приборе. Это позволяет рассчитать размеры радиатора или системы охлаждения. Предельная температура корпуса сварочного аппарата дает возможность предусмотреть схему защиты от перегрева.
Применение в сварке
В любом трансформаторном сварочном аппарате постоянного тока или инверторе присутствуют силовые диоды. Они предназначены для выпрямления переменного тока. Для повышения коэффициента полезного действия диоды подключают по мостовой схеме, в этом случае оба полупериода приходятся на нагрузку.
В трансформаторном сварочном аппарате выпрямительные диоды устанавливают на выходе вторичной обмотки. Сварочное оборудование имеет понижающий трансформатор, соответственно, напряжение холостого хода значительно ниже входного, поэтому здесь требуются приборы большой мощности и низкой частоты. Для этого подойдут выпрямительные диоды В200 (максимальный ток 200А).
Для сварочного инвертора требуется два выпрямителя. Один располагается на входе источника питания. Он преобразует переменный ток 220 вольт 50 Гц в постоянный, который преобразуется в дальнейшем в переменный ток высокой частоты (40-80 кГц).
При мощности аппарата 5 кВт выпрямительные диоды должны иметь обратное напряжение 600-1000 В и средний прямой ток 25-35 А при частоте 50 Гц.
Второй выпрямитель располагается после высокочастотного трансформатора. Здесь требования другие. Максимальный прямой ток должен быть не менее 200 А на частоте 80 кГц, а обратное напряжение превышать напряжение холостого хода (60-70 В).
В любом случае используются диоды из категории мощных, с площадкой для монтажа радиатора, поскольку без отведения тепла устройство быстро сгорит.
Особенность выпрямителей
Выпрямитель для сварочного аппарата выполняется по мостовой схеме. При изготовлении сварочного аппарата своими руками и применении диодов В200 нужно учитывать, что их корпус находится под напряжением.
Поэтому когда выпрямитель устанавливают на радиатор, он должен быть изолирован от остальных элементов схемы, от корпуса прибора и от соседних диодов тоже. А это создает определенные неудобства для сварщика.
Приходится использовать более крупный корпус. Для уменьшения габаритов аппарата применяют выпрямительный прибор ВЛ200, который имеет другую полярность. Это позволяет объединить полупроводники на два парных радиатора.
В последние годы стали выпускать довольно мощные диодные мосты в одном корпусе. По размерам такая конструкция из диодов примерно соответствует спичечному коробку, имеет площадку для посадки радиатора, максимальный прямой ток 30-50 А. Диодная сборка имеет значительно меньшую стоимость по сравнению с диодами В200.
Если по работе устройства требуется более мощный мост, то эту проблему можно легко решить, используя параллельное подключение мостовых сборок. Однако их надежность в таком случае будет ниже, чем у одиночных мощных диодов.
Установка

При использовании параллельной схемы соединения диодных мостов необходимо учитывать, что все они имеют некоторый разброс по параметрам.
Поэтому при подборе элементов необходимо делать это с некоторым запасом прочности. При соблюдении этого требования для сварочного аппарата можно получить диодный мост более компактный, чем при использовании одиночных диодов.
Диодные сборки позволяют размещать их на одном радиаторе, так как корпусы не находятся под напряжением. Это позволяет монтировать их в любом месте, и даже снаружи.
В зависимости от требуемого сварочного тока для выпрямителя могут потребоваться от 3 до 5 диодных сборок. Для лучшей теплоотдачи диодные мосты устанавливаются на радиатор через теплопроводящую пасту.
К контактам проводники рекомендуется подсоединяться пайкой, в противном случае могут быть потери мощности в месте контакта и его сильный нагрев.
Применение на практике
Для примера, рассмотрим инверторный аппарат TELWIN Force 165. Во входном выпрямителе используются диодные сборки GBPC3508. Выпрямительный мост GBPC3508 может работать с током 35 А, обратное напряжение – 800 В.
С ним вместе идет обязательно сглаживающий фильтр из конденсаторов большой емкости. Кроме этого имеется фильтр электромагнитной совместимости, который не пропускает помехи от инвертора в бытовую сеть.
На выходе инвертора используются мощные сдвоенные диоды с общим катодом. Они имеют высокое быстродействие в отличие от диодов расположенных на входе устройства.
Благодаря малому времени восстановления, менее 50 наносекунд, приборы успевают переключать высокочастотный ток на выходе вторичной обмотки.
В данном приборе используются сдвоенные диоды марок STTH6003CW, FFH30US30DN или VS-60CPH03, рассчитаны на прямой ток 30 ампер на один прибор (60 ампер на оба) и обратное напряжение 300 вольт.
Устанавливаются на радиатор. Для защиты полупроводников от перегрузки используется RC фильтр. Схема управления требует стабильный источник питания без бросков напряжения.
Для этого в приборе предусмотрены стабилитроны или уже готовый интегральный стабилизатор, которые обеспечивают стабильное питание на микросхемах управления. В результате получается компактное устройство, позволяющее качественно варить металл.
Доработка сварочного трансформаторного полуавтомата

Всем привет! В общем хочу поделиться решением небольшой проблемы, а точнее доработкой сварочного полуавтомата Profhelper EURO MIG 135P. (Данный аппарат из дешевых, и поэтому углекислота подается в зону сварки путем нажатия механического клапана в горелки.) Проблема заключалась в убитом сварочном рукаве и горелки, время берет свое. Решил поставить разьем к евро горелки, чтобы рукав был сьемный. Но столкнулся с проблемкой подачи углекислоты, а точнее установка электроклапана- без него не будет поступать кислота.

Сам евроразьем встал как влитой, только три отверстия просверлил под крепление на лицевой стороне.


В общем когда механические вживления прошли успешно, принялся за электронную начинку.

Возможно я пошел по пути наибольшего сопротивления. Решил снимать сигнал с платы управления сварочника посредством оптрона PC817.

В электронике не силен, но все работает на практике, и довольно таки не плохо.
Сигнал с платы управления сварочника искал методом тыка и резистор R1 подбирал калькулятором для подбора резистора для светодиода. В оптроне стоит светодиод с одной стороны. Ну а остальную часть выдернул из этой схемки. Только дополнительно подтянул затвор мосфета IRF740 (такие были вналичие) на землю 10 К сопротивлением, чтобы не было ложных срабатываний.

Блок питания пошел в дело от старого принтера, 24 вольта. Как раз нужное питание для электроклапана ( он 24 вольта). При работе клапан потребляет 0.35А а блок питания 0.5 А .

Пока все было в разобранном виде все тестировалось под нагрузкой, частыми нажатиями кнопки и в конце зажал кнопку на горелки, и ждал несколько минут. За несколько минут чуток нагрелся резистор через который идет сигнал на оптрон, там как никак около 20 вольт, меньше не нашлось, и мудрить ни че не хотелось, Просто взял мощьный резистор. Все устроило и началась сборка в корпус.



При установки торцевых пластмасок корпуса выяснилось что нужно поработать дремелем, спереди подточил под евроразьем, сзади под клапан кислоты.

Результатом полностью доволен, все работает как часики. Данный аппарат резервный, так как есть инверторный полуавтомат Aurora pro 160.
В дальнейшем планирую доработать данный аппарат конденсатором по питанию первички и термистором (250 А) в разрыв плюсового провода на евроразьем. Для чего? Вычитал на форумах что помогло от насеров в начале сварочного шва. В момент сварки подается питание на трансформатор 220 вольт, происходит всплеск энергие- именно в данный момент появляются насеры в начале шва. Далее шов получается нормальный с хорошим проваром. На инверторе таких проблем не было. Сваркой занимаюсь более пяти лет. Надеюсь помог кому нибудь.
П.с. За разводку электросхемы сильно не пинайте, как умел так и сделал из подручных деталей.
Читайте также: