Для чего нужен инвертор в сварке
Обновлено: 20.09.2024
В частном доме и на даче постоянно возникает необходимость что-то сварить. Чтобы не обращаться по мелочам к профи (и не платить им) можно купить недорогой сварочный аппарат и научиться самому. Для приобретения этих навыков рекомендуют приобретать сварочные аппараты постоянного тока, а в частности, сварочные инверторы. Они имеют небольшие габариты, мало весят, с их помощью можно получить качественный шов даже без наличия большого опыта. Что не менее важно, в этой категории есть неплохие аппараты по невысокой цене (5-10 тысяч рублей). Потому сварка инвертором для начинающих — лучшее что может сегодня предложить рынок.
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.

Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Основы сварки инвертором
Для начала разберемся в конструкции сварочного инвертора. «Начинку» рассматривать не будем, осмотрим, что есть сверху и чем придется пользоваться.

Из чего состоит инверторный сварочный аппарат (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Этот аппарат представляет собой небольшой металлический ящик, который в зависимости от мощности весит от 3 кг до 6-7 кг. Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия — для лучшего охлаждения «начинки» (большей частью — трансформатора). Для переноски есть ремень, иногда есть еще и ручка: ремень надевают на плечо, если работа требует передвижения.
На одной из панелей есть клавиша или тумблер включения питания. В лицевой части расположены индикаторы питания и перегрева. Также есть ручки выставления напряжения и сварочного тока. Также на передней панели есть два выхода — «+» и «-» к которым подключаются рабочие кабели. Один кабель заканчивается зажимом-прищепкой, который цепляют к детали, второй — держателем электрода. Разъем подключения кабеля электропитания находится, как правило, сзади. Вот собственно, все.
При покупке инвертора обратите внимание, чтобы кабели были достаточно длинными и гибкими: так удобнее работать. Именно на недостаточно длинные и жесткие рабочие кабели больше всего нареканий у пользователей популярной марки сварочных инверторных аппаратов «Ресанта».
Общие принципы работы с инверторным сварочным аппаратом рассказаны в этом видео.
Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение называют «прямым». Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для сварки тонких металлов; прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.

Прямая и обратная полярность подключения на сварочном инверторе
Чем на практике вызвано такое разделение? Физикой процесса. Электроды при возникновении дуги движутся от минуса к плюсу. И передают при этом положительно заряженной поверхности еще и свою энергию, увеличивая ее температуру. Потому тот элемент, который подключен к положительному выходу, нагревается больше. При сварке металлов достаточной толщины их нужно хорошо разогревать, чтобы они сплавились и шов был качественный. Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только если электрод хорошо вами контролируется. Для этого нужно держак взять правильно. Как это сделать, смотрите в видео.
Как при сварке образуется шов
Чтобы азы сварки инвертором были понятнее, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия, которое закрывает область сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте тут.
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте сердечника электрода и металла (как разжечь дугу читайте чуть ниже). При этом начинает гореть обмазка. Она частично расплавляется, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания она превращается в шлак, который коркой покрывает шов. И на этом этапе шлак защищает горячий еще металл от кислорода.

Как происходит сварка инвертором
Но шлак и защита — далеко не единственный процесс, который при этом происходит, и который нужно контролировать. При сварке необходимо следить за тем, чтобы место соединения двух кусков металла прогревалось равномерно и достаточно. Обе детали должны расплавиться на одинаковое расстояние от края. Чтобы прогрев был равномерным, нужно удерживать одинаковое расстояние от кончика электрода до детали. Делать это не очень просто: электрод в время сварки плавится, и частицы его расплавленного металла дугой переносятся в шов. Потому приходится держатель электрода постепенно пододвигать ближе к детали. Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.д. Они позволяют сделать шов шире и сплавить две детали вместе. Самые распространенные движения электрода представлены на фото ниже.

Движения электрода при сварке инвертором: для начинающих сварщиков нужно отработать несколько движений до автоматизма
То есть, двигать электрод нужно из стороны в сторону на ширину шва по одной из этих траекторий, следить при этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали постоянным. Вот такая непростая задача стоит перед тем, кто хочет научиться варить металл. Сварочным инвертором это проще — дуга постоянная и не скачет, но поначалу у вас может не получиться.
В этом видео с очень большим замедлением показан процесс переноса частиц металла с электрода в сварную ванну и то, как она формируется.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам понадобится кроме аппарата, металла (толщиной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — для защиты от искр и окалины.
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.

Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов. Толстые сваривают, как правило, углом назад.

Положения электрода при сварке и их использование
Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным. При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.

Длина сварочной дуги и ее влияние на качество шва
Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.
Что такое сварочный инвертор и как он работает

Сварщики-профессионалы, да и просто те, кому нравиться дома при помощи сварки делать что-либо, относительно недавно получили возможность значительно облегчить себе работу. В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке.
Достаточно вспомнить просто неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Сварочные инверторы - это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц.
Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А.
Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.

Устройство сварочного инвертора
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
Как устроен и работает сварочный инвертор на видео:
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции: «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока, «Anti-Sticking» при коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью, «Arc Force» - для предотвращения залипания в момент отрыва капли металла ток возрастает до оптимального значения.
Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза.
Так при температуре ниже -15 о С эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем.
И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.

Передняя панель сварочного инвертора
Сварочные инверторы - качество и удобство сварочных работ
Дуговая сварка – ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы.
Первая решённая проблема – это поджигание дуги. У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать».
При добавлении тока трансформатора, наоборот, металл «пережигается». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения. Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети.
Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным.
Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15 градусов и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов предусмотрены для работы короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток и к тому же он постоянный. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля воды.
При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку.
Опыт показывает, сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.

Сварочный аппарат инверторного типа
Сколько электроэнергии потребляет сварочный инвертор в различных режимах работы? Смотрите на видео:
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат нужно покупать бытовой, или профессиональный инвертор. Разница между ними в продолжительности времени работы.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. При низком сетевом напряжении лучше купить инвертор на 200 А.
Практически все мировые лидеры в области сварочного производства ориентированы преимущественно на разработку и производства инверторных сварочных источников питания. Из наиболее известных производителей можно отметить итальянские “Selco” и “Helvi”, французский “Gysmi”, корейский “Power Man”, немецкий “Fubag”, также есть российский инверторный сварочный аппарат “Торус”.
А вы используете в работе сварочный инвертор? Поделитесь своими впечатлениями!
Сварка инвертором

Для произведения сварочных соединений существует три вида аппаратов: выпрямители, трансформаторы и инверторы. Каждый из них имеет свои преимущества и актуальность применения при определенных обстоятельствах. Сейчас подробно рассмотрим, что такое инверторная сварка, как и чем она производится, что для этого нужно и по какой технологии стоит работать.
Сварочный инвертор: что это
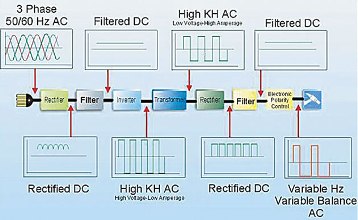
Инвертор представляет собой устройство, используемое для преобразования электрической энергии стандартной сети с напряжением 220В в переменный ток, но уже с более высокой частотой. Суть его работы можно подробнее рассмотреть на рисунке:

Переменный ток с частотой 50 Гц от сети попадает в аппарат на сетевой выпрямитель №1 и преобразуется в постоянный. Затем он сглаживается через сетевой фильтр №2 и перетрансформируется опять в переменный ток в модуле №3 (это и есть инвертор – преобразователь частоты), но уже с частотами до 100 кГц. После этого, напряжение понижается в трансформаторе №4 до 50-60В, а ток увеличивается до показателя, который необходим для сварки (60-200А). Далее №5 модуль выпрямляет переменный ток. Все эти процессы перехода тока контролируются специальным блоком управления №6.
Устройство имеет огромное преимущество в сравнении с другими сварочными аппаратами, так как он единственный может преобразовать энергию. Кроме этого, он обладает рядом других преимуществ:
- экономичность — сам аппарат стоит не дорого и за счет высокого коэффициента полезного действия энергию «мотает» умеренно;
- доступность — данный аппарат можно приобрести в любом магазине бытовой техники;
- мобильность — агрегат весит не более 10 килограмм, в зависимости от модели. Его легко транспортировать;
- универсальность – при разных настройках данным аппаратом можно сварить любой металл;
- невысокие требования – достаточно напряжения в 170В в сети, чтобы варить электродом 3мм;
- простота в использовании и легкость в обучении – он не требует ученой степени достаточно разобраться в базовых понятиях и элементарных настройках.

Инверторный аппарат может работать при напряжении в 220В или 380В. Но в отличие от других, он не садит сеть и никаким образом не влияет на напряжение. Говоря простым языком – пробки не выбьет и у соседей свет «мигать» не будет. На скачки в электросети аппарат не реагирует, а это еще один важный плюс, так как дуга не пропадает. Для обучения новичкам лучше всего использовать инвертор сварочный, так как на нем проще всего удержать дугу, благодаря чему и шов получится ровным и красивым.
Как выбрать аппарат
Что такое инверторный сварочный аппарат – разобрались, теперь нужно ознакомиться с основными критериями его выбора. Ведущие производители выпускают множество моделей с различными функциями и параметрами. Покупая такое оборудование, надо отнестись ответственно и обратить внимание на следующие показатели:
- Питание сети. Устройства бывают однофазные, работающие от стандартной розетки в 220В. Они отлично подойдут для домашнего использование, но силу тока больше, чем 200А не выдадут. Трехфазные, которым требуется напряжение 380В относятся к классу профессионального оборудования, они более мощные, но и дорогие, соответственно;
- Величина сварочного тока – это показатель, в зависимости от которого выбирается толщина электрода для спайки деталей. Диапазон тока в разных моделях колеблется от 5А до 350А и для них подходят электроды от 1,6 мм до 5мм. Для домашнего использования подойдут аппараты с силой до 200А, на которых свободно можно применять «троечку»;
- ПН (продолжительность нагрузки) – это параметр, означающий время работы одного цикла до выключения. В документах к технике указывается ПН, но следует учесть, что на практике он «тянет» 60%. То есть, если в паспорте написано 10 минут, то он выдержит 6, что вполне достаточно для промышленного и бытового использования.
- Дополнительные функции, которые присутствуют во многих моделях. Например, Arc-Force стабилизирует дугу, то есть, при случайном прерывании автоматом увеличивается сила тока для ее удержания. Tig позволяет подключить аргон (эта опция превращает инвертор в универсальный аппарат для сварки разных видов металлов). HOT- START облегчает контактный поджог дуги (достаточно просто коснуться кончиком проводника поверхности и дуга возбуждается автоматически). Anti Stick препятствует прилипанию электрода к свариваемым поверхностям. Наличие небольшого экрана, на котором видно текущие настройки для работы – упрощают обучение новичкам.
Подготовка к работе
Разобравшись, что такое сварочный инвертор и как он работает, можно приступать к делу. Изначально нужно подготовить все необходимое:
- Защита — это все те средства, которые применяются в целях безопасности. Перчатки из плотного тканевого материала (резиновые – под запретом) защитят кожу в случае попадания искры. Очки или маска (лучше использовать «Хамелеон»), которые защитят глаза от «зайчиков». Роба – это форма одежды, которая стойкая к горению. Она защищает все тело и основную одежду, если разбрызгивается плавящийся металл.

- Рабочее место – одно из главный условий безопасности. Стол для сварки должен быть железным, без покрытия лакокрасочными изделиями. Мастер во время работы должен стоять на деревянной подложке. Важно проводить работы в помещении, где нет легковоспламеняющихся предметов и материалов.
- Выбор электрода зависит от толщины и типа металла. Проводники в продаже обозначены специальной маркировкой для определенного типа изделий. Например, электродом для чугуна нельзя варить сталь. Электроды для инверторной варки указаны в таблице ниже:
- Подготовка металла заключается в его очищении от грязи и различных покрытий, которые могут помешать свариванию. По возможности их нужно закрепить, чтобы они не двигались под воздействием высокой температуры.
- Настройка силы тока в зависимости от типа и толщины изделия:

Технология инверторной сварки
Когда все готово к работе , это означает, что можно начинать. Первым делом необходимо поджечь дугу. Это может производиться тремя способами – чирканьем, постукиванием или касанием ( в случае, если в аппарате есть функция автоматического поджога). Как только она образовалась нужно начинать расплавлять металл, чтобы образовалась сварочная ванна, где потом, когда металл кристаллизуется, останется качественный шов. На этом этапе очень важно положение электрода по отношению к поверхности. Вести можно прямо под углом 90 градусов или наискось, под углом 30-60 градусов. Прямо вести электрод нельзя. Его нужно перемещать «петельками», «зигзагом», «треугольниками». Выбор узора, по которому будет реализоваться шов, для начинающих – по желанию. Потом с опытом, мастер сам поймет, в каких положениях ему удобнее вести проводник тем или иным способом. И, наконец, немаловажным моментом является удержание дуги. Для этого необходимо четко соблюдать равномерное расстояние между металлом и электродом. В идеале это 2-3 мм. При подымании проводника дуга теряется и от этого страдает шов. Есть агрегаты с функцией автоматического удержания дуги, если не получается вручную, лучше воспользоваться такой опцией. Если и так все получается, значит мастеру не потребуется дополнительная возможность техники.
Советы для начинающих
Что такое инверторная сварка – мы рассмотрели, но для начала качественной работы, рекомендуется следовать советам опытных сварщиков:
- не стоит игнорировать правила безопасности и пренебрегать защитными масками, так как один взгляд на искры может вызвать ультрафиолетовый ожог роговицы;
- прежде чем перейти к полноценной варке изделий, нужно «набить» руку на черновых заготовках и перепробовать все виды швов;
- сразу после кристаллизации шва нужно оббить шлак, иначе он станет причиной коррозии металла;
- перед использованием аппарата требуется изучить инструкцию и выставлять режимы, которые соответствуют текущему виду детали;
- если прилипает электрод, нужно уменьшить силу тока;
- нельзя использовать отсыревшие электроды (их лучше предварительно просушить в духовке).
Видео, подробно объясняющее, что такое инверторная сварка:
Выбираем сварочный инвертор, прислушиваясь к мнению экспертов
В настоящее время на смену трансформаторным сварочным аппаратам пришли более мобильные и простые в управлении устройства. Инвертор сварочный применяется там, где необходимо преобразовать постоянный ток в переменный, причем величина напряжения изменяется в том числе. По сравнению с бензиновыми электрогенераторами, выпрямителями и трансформаторами, инверторное приспособление имеет небольшие габариты, относительно малый вес и может использоваться даже непрофессионалами. Для того, чтобы выбрать хороший сварочный инвертор, нужно ознакомиться с принципом его работы, конструкцией и наиболее производительными моделями. Предлагаем вашему вниманию подробный обзор инверторных сварочников.
Инвертор сварочный: конструкция

Инверторный аппарат состоит из внешнего корпуса, управляющего блока и силового блока. Внешний корпус представляет собой компактную ёмкость, снабженную разъёмами для электрических кабелей, дисплеем, регуляторами силы тока, панелью управления, вентиляционными отверстиями, ручкой для переноски и опорными ножками. На корпусе моделей, предназначенных для нескольких видов сварки, имеется также переключатель режимов работы.
Управляющий блок представлен микросхемой, которая управляет ШИМ-сигналами, контролирует параметры использующегося при сварке тока и напряжения. Чтобы осуществить управление инвертором, необходимо вручную повернуть ручку резистора, которая расположена на панели управления. Реле плавного пуска обеспечивает ограничение пусковых токов. Работа инверторного аппарата автоматически прекратится в том случае, если показатели, связанные с током и напряжением, будут превышать допустимую норму.
Силовой блок включает в себя следующие компоненты:
Принцип действия инверторного аппарата

схема работы инвертора
Электрический ток вначале поступает на снабженный охлаждающей установкой мост, состоящий из высокомощных диодов, где происходит выпрямление сетевого напряжения. Затем в конденсаторах большой емкости осуществляется фильтрация пульсаций преобразованного напряжения, и оно поступает в инвертор. Там производится высокочастотное переключение транзисторов; напряжение преобразуется в переменное и понижается, а сила тока, наоборот, растет. Затем следует фильтрация при помощи конденсаторов, и ток с конечным напряжением подается на выходные клеммы.
Современные сварочные инверторы – настоящая находка для начинающих техников, поскольку эти приборы оснащены рядом полезных функций:
- Hot start. С ее помощью розжиг дуги не составит труда. В начале сваривания значение тока кратковременно увеличивается, поэтому качественный провар и стабильная небольшая высота сварного шва гарантированы.
- Anti stick. Когда возникает вероятность прилипания электрода к основному металлу, сварочный ток резко снижается. Возврат техники к нормальному режиму работы осуществляется сразу после отрыва электрода.
- Arc force. Применяется при необходимости форсирования дуги в тех случаях, когда расходный материал своевременно не попадает в сварочную ванну. Кратковременное увеличение тока позволяет избежать дефектов сварного шва, ликвидируя неуместные капли расплавленного электрода.
Разновидности сварочного аппарата
При выборе оборудования стоит определиться, необходим сварочный инвертор для дачи или же требуется техника для электросварки в промышленных объемах. В зависимости от сферы применения, инверторные сварочные аппараты относятся к следующим классам:
- промышленный. Такие аппараты предназначены для непрерывного использования на протяжении суток, продолжительность их нагрузки на максимальном токе доходит до 100 %. Мощная сварочная дуга позволяет сваривать массивные конструкции из металла. Сила тока составляет 250-500 А.
Многие новички терзаются сомнениями – возможно ли выбрать инверторный сварочный аппарат, который соответствовал бы запросам и начинающего мастера, и профессионала. В таком случае необходимо учесть режим работы инвертора. В зависимости от него приборы подразделяются на:
- предназначенные для ручной сварки электрической дугой (ММА); (MIG/MAG);
- созданные для аргоновой сварки (TIG).
Для каких материалов предназначена техника
Инвертор — универсальный прибор, поскольку может использоваться для сварки и черных, и цветных металлов. Например, меди, стали, вольфрама, чугуна, никеля и т.д. С его помощью можно соединить детали даже из трудно свариваемых материалов, таких как титан, алюминий, некоторые разновидности стали.
С помощью сварочных инверторов производится ремонт кузовов автомобилей, починка канализационной и водопроводной систем, возведение каркасов теплиц и заборов для бытового употребления, соединение проводов и многие другие работы.
Плюсы и минусы инверторной сварки
Эксплуатация инвертора при сварке имеет множество положительных сторон:
- устройство обладает высоким КПД, который достигает 90 %;
- прибор имеет компактные размеры и небольшой вес, что позволяет перемещать его без применения особых усилий;
- полученный в результате использования инверторной сварки шов имеет высокую прочность и защищен от коррозии;
К минусам использования сварочных аппаратов инверторного типа можно отнести:
- чувствительность техники к воздействиям внешней среды. При работе на открытой местности аппаратуру следует защитить от пылевых частиц, грязи, низких температур, воздействия влаги. Для хранения техники необходимо будет использовать закрытую отапливаемую площадку.
- Высокая стоимость качественных инверторов относительно сварочных трансформаторов, а также дорогой ремонт.
Проблемы при использовании сварочных инверторов. Как их решить

ремонт инвертора
Несмотря на то, что выбор сварочного инвертора значительно упрощает многие виды работ, всегда есть вероятность столкнуться с неполадками. Зная, как самостоятельно решить проблему, можно не только предотвратить серьезную поломку дорогостоящего оборудования, но и сэкономить время. Приводим примеры наиболее распространенных неисправностей и способов их устранения.
При продолжительной сварке аппарат отключился. Такое явление не стоит считать неполадкой, так как прекращение работы в этом случае – результат перегрева. Как правило, после непродолжительного перерыва техника снова готова к использованию.
Инвертор не включается. Необходимо проверить сетевое напряжение. Скорее всего, оно недостаточно высокое для проведения сварочных работ.
Сварочная дуга периодически гаснет или же расплавленный электрод разбрызгивается. Обратите пристальное внимание на разновидность и величину электрода, подберите оптимальную скорость сваривания. Если производитель не разместил рекомендаций на упаковке, то пригодность расходного материала можно вычислить самостоятельно:
на каждый миллиметр поперечного сечения электрода должно приходиться 20-40 А. Чем меньше скорость сварки, тем меньшая величина тока потребуется.
При рабочем состоянии индикаторов сваривание произвести невозможно. В таком случае стоит проверить правильность присоединения проводов и их целостность либо подождать 20-30 минут: возможно, произошел перегрев оборудования.
Прилипание электрода к основному металлу. Чтобы его избежать, стоит следить за тем, чтобы напряжение в сети было не ниже нормы, модули прибора контактировали с панельными гнездами. Кабель сетевого удлинителя должен иметь сечение, превышающее 2,5 квадратных миллиметра, а протяженность удлинителя составлять не более 40 метров. Наконец, стоит исключить коррозию контактов в электрической цепи и более тщательно подготовить металлические поверхности к соединению.
Если же перечисленные манипуляции не помогли, аппарат начал издавать запах гари или из корпуса пошел дым – оборудование стоит отвезти в сервисный центр.
Как правильно выбрать сварочный инвертор
Если на протяжении XX столетия рынок ММА инверторов был представлен ограниченным количеством моделей, то на современном этапе можно подобрать надежный сварочный аппарат с любым коэффициентом мощности и для любого металла. Чтобы выбрать хороший сварочный инвертор, обратите внимание на следующее:
- Технические характеристики прибора, указанные в паспорте, должны совпадать с реальными. Если в документах производитель завысил эти показатели, при эксплуатации техники не избежать перегрузок и поломок.
- Как правило, невысокая цена сварочного аппарата и небольшой гарантийный срок (менее 1-2 года) свидетельствуют о низком качестве комплектующих.
- Коэффициент мощности, или же cos Ҩ (косинус фи), у большинства инверторов будет составлять не более 0,75. И только у аппаратов PFC, позволяющих корректировать мощность фазы, он колеблется в пределах 0,9 – 0, 98.
- Немаловажно, предусмотрели ли производители сварочных аппаратов сервисный центр. Лучше всего превентивно позвонить туда и осведомиться, принимают ли они приборы конкретной марки в ремонт, можно ли оперативно подобрать комплектующие в случае поломки.
Выбор инвертора в любом случае должен зависеть от разновидности металла, который нужно сварить, его габаритов, интенсивности предстоящих работ, условий эксплуатации прибора, а также финансовых возможностей покупателя. Импортный либо отечественный будет прибор – не самый показательный критерий при выборе.
Обзор лучших инверторных сварочных аппаратов
Рейтинг 2019 года лучших сварочных инверторов составлялся на основе анализа многочисленных отзывов покупателей, тестов сварочных аппаратов, а также опроса сотрудников промышленных предприятий. Если все еще задаетесь вопросами, как выбрать сварочный инвертор, какой фирмы, какие полезные функции должны в нем быть – присмотритесь к нижеописанным моделям.
Выбираем промышленный инвертор

Aurora PRO STRONGHOLD 500
Aurora PRO STRONGHOLD 500. Высокопроизводительный универсальный аппарат, который может использоваться в промышленности и строительстве, при ремонте коммуникаций и машиностроительных работах, а также при монтаже. С помощью такого инвертора можно сваривать как толстостенные детали, так и мелкие элементы. Величина сварочного тока составляет 40 – 500 А, потребляемого тока – 38,4 А, питающего напряжения — 380 В. Эксплуатация прибора возможна при температурах от -20 до +50 градусов по Цельсию, а также в условиях повышенной влажности. Благодаря функции CarbonGouging можно строгать металлическую поверхность при помощи угольного электрода. Масса прибора – не более 40 кг, для его перемещения предусмотрены 4 колеса. Гарантийный срок – 2 года.

СВАРОГ ARC 400 (Z312)
СВАРОГ ARC 400 (Z312). Оборудование предназначено для интенсивного использования в производственных условиях, поэтому обладает надежной защитой от перегрева и механических повреждений. Благодаря ему можно быстро осуществить глубокий провар поверхностей, имеющих значительную толщину, а также сложных сплавов. Сварочный ток составляет 30 – 400 А, потребляемый ток – 27 А, питающее напряжение — 380 В. Высококачественное соединение металла происходит даже при использовании шлангов длиной до 20 метров. Гарантия от производителя составляет 5 лет.

FOXWELD ВД-400И
FOXWELD ВД-400И. Техника будет полезна на судостроительных верфях, железной дороге, заводах металлических изделий, при производстве. С ее помощью можно сваривать нержавеющую и обычную сталь, чугун, алюминий. Величина сварочного тока составляет 20 – 400 А, питающего напряжения — 380 В. Туннельная вентиляция позволяет избежать поломок, происходящих под воздействием влаги и пыли.
Какой профессиональный инвертор стоит выбрать

Интерскол ИСА-250/10,6
Интерскол ИСА-250/10,6. Модель предназначена для сварки в условиях пониженного напряжения, высоких нагрузок, она успешно выполнит работу, даже если металлические поверхности имеют повреждения в виде старой краски или коррозии. Может использоваться как в быту, так и при производстве средних масштабов. Сварочный ток имеет диапазон 31 – 225 А, питающее напряжение – 220 В.

Сварог REAL MIG 200
Сварог REAL MIG 200 (N24002). Аппарат может осуществлять сварку черных металлов и алюминия. Его важное преимущество – универсальность, а именно возможность использовать как для ручной дуговой сварки, так и для сварки полуавтоматической. Возможно сваривание порошковой проволокой. После остановки подачи проволока дожигается и благодаря этому не залипает в сварочной ванне. Сварочный ток составляет 10 – 200А, потребляемый – 35 А, напряжение – 220 В.

Aurora SPEEDWAY 160
Aurora SPEEDWAY 160. Инвертор может работать в полуавтоматическом режиме либо осуществлять ручную дуговую или аргонодуговую сварку. Это делает его незаменимым в автосервисе, на даче, при небольшом производстве. Сварочный ток колеблется в диапазоне 50 – 160А. Напряжение питающей сети – 220 В. С помощью этого приспособления можно сваривать в том числе тонкий металл.
Какой инвертор выбрать для бытовых нужд

WESTER IWT200
WESTER IWT200. Прибор прост в управлении, имеет небольшие габариты и малую массу. С его помощью нельзя осуществить сложные бытовые работы, зато для новичков этот инвертор максимально удобен и интуитивно понятен. Модель использует на 30-40% меньше электроэнергии, чем аналоги. Сварочный ток имеет величину 10-200 А, потребляемый ток — 20.3 А, питающее напряжение – 220 В. Элементы управления размещены на отдельной плате, поэтому в случае поломки ремонт техники не будет слишком дорогим.

Aurora MINIONE 1800
Aurora MINIONE 1800. Аппарат может быть задействован при строительстве, в сельском хозяйстве, при сборке конструкций из металла. Величина сварочного тока составляет 20 -180 А, потребляемого тока – 31 А, питающего напряжения- 220 В. Вентиляция системы происходит только в случае ее перегрева. Прибор снабжен кабелем протяженностью 2 м, держателем для электродов, зажимом на массу, а также чехлом для хранения.

КЕДР MMA 220F
КЕДР MMA 220F. Неоспоримое преимущество данной модели – сохранение рабочих качеств при падении напряжения до величины 140 В. Благодаря встроенным жалюзи механизм защищен от попадания грязи и влаги, что делает его пригодным для использования в полевых условиях. Сварочный ток имеет величину 20-220 А, питающее напряжение – 220 В. Кроме электродуговой сварки, прибор может производить сварку аргонодуговую.
Ранее мы публиковали подробный обзор недорогих сварочных инверторов, с которым вы можете ознакомиться здесь.
Полезные советы для новичка
- Перед тем, как приобрести дорогостоящее оборудование, целесообразно будет посмотреть на него в действии. Тест инверторных сварочных аппаратов может осуществляться как производителем, так и пользователями, которые уже приобрели инвертор. Чтобы сравнить понравившиеся модели, достаточно найти подходящий ролик на youtube.
- Обязательно стоит заранее осведомиться, что идет в комплекте с инвертором. Кроме сопровождающих документов, должны наличествовать электрододержатель и зажим заземления.
- Если для вас важно, в какой стране осуществлено производство инвертора, то вот географическая привязка самых распространенных брендов: Сварог, Барс, Aurora, Brima – Китай; Форсаж, Neon, Elitech, Ресанта, ГРПЗ – Россия; ESAB- Швеция; EWM, Fubag — Германия.
В заключение
Сварочный инвертор – устройство, преобразующее постоянный ток в переменный, благодаря чему имеет высокий КПД, использует небольшое количество электроэнергии и электродов и при этом гарантирует отличное качество сварного шва. Инверторную сварку применяют при необходимости соединить детали из меди, стали, вольфрама, чугуна, никеля, титана, алюминия. Работу можно осуществлять в режимах ручной сварки, сварки аргоном либо полуавтоматическом. Некоторые модели универсальны и поддерживают все перечисленные режимы.
Трансформация тока происходит за счет сетевого выпрямителя, фильтра сетевого напряжения, промежуточных высокочастотных звеньев, выходного выпрямителя и систем защиты. Функции Hot start, Anti stick и Arc force делают использование инвертора интуитивно понятным даже для людей, никогда прежде не пользовавшихся сварочным аппаратом. Среди других преимуществ – небольшой вес, плавное регулирование сварочного тока, нет ограничений в выборе положений для сварки. К минусам можно отнести температурную уязвимость приборов, их чувствительность к влажности и пыли.
Чтобы понять, как выбрать сварочный инвертор, нужно заранее определиться с масштабами работ, составом материалов и их толщиной, ознакомиться с результатами теста различных моделей, обратить внимание на компанию-производителя и срок предоставляемой ей гарантии на товар. По мнению большинства опрошенных пользователей, доверия заслуживают такие фирмы, как Aurora, Сварог, Foxweld, Интерскол, Wester и Кедр.
Читайте также: