Для чего проводится сопутствующий подогрев при дуговой сварке
Обновлено: 15.05.2024
Подогрев при сварке трубопроводов является технологической операцией, направленной на улучшение тепловых условий свариваемого соединения с целью повышения качества сварки. Различают подогрев для сварки предварительный (до начала сварки), сопутствующий, который проводится при перерыве в процессе сварки, межслойный (при многослойной сварке подогрев проводят после сварки какого-либо слоя шва при его остывании ниже нормативной температуры).
П.М. Корольков, ООО "Нагрев" (Москва)
На нашем сайте вы можете выбрать и заказать оборудование для сварки трубопроводов по выгодным ценам. Поставки оборудования возможны во все регионы России. Получить консультацию по ассортименту и оформить заказ можно по телефону (8452) 66-22-78.
Подогрев при сварке трубопроводов является технологической операцией, направленной на улучшение тепловых условий свариваемого соединения с целью повышения качества сварки. Различают подогрев для сварки предварительный (до начала сварки), сопутствующий, который проводится при перерыве в процессе сварки, межслойный (при многослойной сварке подогрев проводят после сварки какого-либо слоя шва при его остывании ниже нормативной температуры). В отдельных случаях (при сварке толстостенных конструкций, при отрицательной температуре окружающего воздуха) подогрев проводят в течение всего процесса сварки, который может длиться десятки часов.
В задачу подогрева для сварки входит:
- осушка свариваемого соединения;
- облегчение процесса получения равномерного нагрева свариваемого соединения;
- создание в свариваемом соединении запаса теплоты для предупреждения его быстрого охлаждения в процессе сварки, что особенно важно при сварке закаливающихся теплоустойчивых сталей и всех видов углеродистых марок сталей;
- снижение уровня напряжений, получаемых при сварке;
- улучшение пластических свойств выполняемого сварного соединения.
Необходимость проведения подогрева для сварки определяют научно-исследовательские организации в результате проведения опытных работ и указывают в нормативно-технических документах (НТД): отраслевых стандартах (ОС), основных положениях (ОП), руководящих документах (РД) и др.
Температура подогрева для сварки обычно невелика: для теплоустойчивых сталей типа 12Х1МФ, 15Х1М1Ф и др. не выше 300–350°С, для конструкционных углеродистых и низколегированных кремнемарганцевых сталей марок 20, 09Г2С, 15ГС и др. — не более 100–150°С.
Эти НТД устанавливают только основные требования к выполнению подогрева, главным из которых является обеспечение равномерности нагрева по окружности свариваемого соединения и по длине труб (обычно не менее 75 мм от кромки свариваемого соединения).
Как правило, сварные соединения труб имеют простую форму и чаще всего представляют собой так называемые «прямые стыки» (соединение «встык» трубы с трубой), подогрев которых для сварки труб не должен представлять больших трудностей. Для подогрева свариваемых труб с небольшой толщиной стенки (менее 18 мм) обычно применяют газопламенный нагрев от кольцевых пропановых горелок. Однако этот метод не обеспечивает необходимую равномерность нагрева, загрязняет свариваемые кромки труб, при сварке ответственных сварных соединений его применяют редко.
Обычно подогрев для сварки выполняют теми же средствами (электронагревателями), которые применяют для последующей местной термообработки, если ее проведение предполагается по нормативным требованиям. Таким образом, выполнение подогрева для сварки, как правило, не вызывает больших трудностей и не требует специального и дорогостоящего, сложного оборудования.
На тепловых электростанциях (ТЭС) при подогреве для сварки обычно используют индукторы токов промышленной 50 Гц или средней частоты 2500 Гц, а также электронагреватели КЭН, на атомных электростанциях (АЭС) чаще всего индукторы токов средней частоты 2500 Гц, на общепромышленных предприятиях (нефтехимии и нефтепереработки, химии, технологических трубопроводах и др.) — электронагреватели сопротивления типа гибких матов или электронагреватели КЭН [1–4].
На строительстве газопроводов в системе ОАО «Газпром» и в отдельных случаях при строительстве нефтепроводов сложилась совершенно иная ситуация в решении вопросов подогрева для сварки.
Подход к работам по подогреву для сварки в развитых зарубежных странах и в России неодинаков: за рубежом подогрев для сварки является первой термической операцией и входят в состав НТД по термообработке [5, 6], в России — входит в состав НТД по сварке. По мнению автора, постановка вопроса за рубежом является правильной, так как в большинстве случаев подогрев выполняют рабочие, имеющие квалификацию операторов-термистов на передвижных термических установках. Это позволяет выполнять подогрев для сварки более качественно.
В зарубежных НТД [5, 6] к подогреву для сварки предъявляют следующие требования (в различных НТД эти требования различны):
- оговаривают марки сталей и толщину стенок труб, подвергаемых подогреву;
- определяют температуру подогрева в зависимости от толщины стенки труб и температуры окружающей атмосферы;
- предписывают ширину зоны подогрева до требуемой температуры (не менее 75 мм от свариваемых кромок).
В то же время отсутствуют какие-либо ограничения в использовании методов нагрева для сварки, а также их зависимость от применяемых способов сварки (РДС — ручная дуговая покрытыми металлическими электродами, автоматическая и др.).
При рассмотрении отечественных НТД [2–4] следует отметить:
- ограничение использования газопламенного нагрева;
- настоятельные рекомендации по использованию при подогреве тех же методов нагрева, что и для последующей термообработки, если она предписана НТД;
- зависимость выполнения подогрева и его температуры от толщины стенок труб, температуры окружающей среды, марки стали.
Во всех рассматриваемых случаях применяемый способ сварки на выбор метода нагрева не влияет.
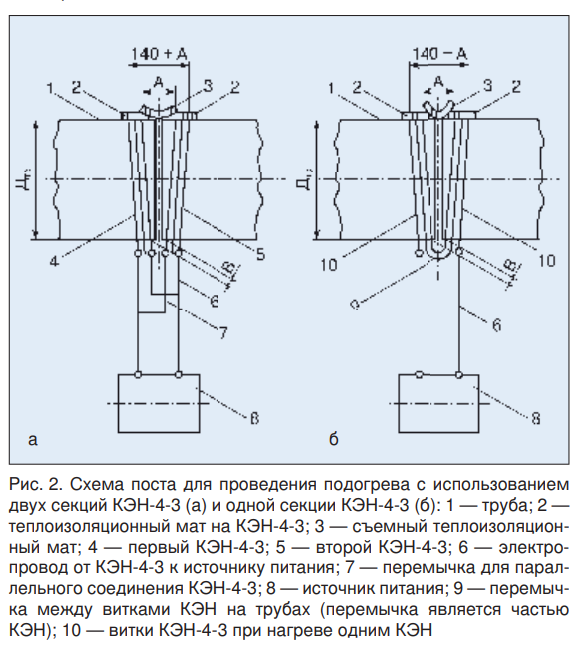
При строительстве газопроводов и нефтепроводов примерно до 1995 г. для сварки использовали газопламенный нагрев от кольцевых пропановых горелок. После начала активных строительных работ на Сахалине некоторые иностранные фирмы при строительстве нефтегазопроводов «Сахалин-I» и «Сахалин-II» применяли технически сложное и дорогостоящее оборудование и технологии строительства. Так, для сварки труб диаметром 219–925 мм с толщиной стенки 8–12 мм из низколегированной стали Х65 применяли автоматическую сварку СRС. Одной из основных технологических операций при ее осуществлении являлся подогрев до 100°С, который на каждом свариваемом соединении выполняли несколько раз. Для подогрева использовали дорогостоящие специализированные индукционные установки токов средней частоты (до 10 кГц) стоимостью несколько миллионов рублей.
На Сахалине применение сложного и дорогостоящего оборудования для подогрева при сварке ограничилось автоматической сваркой труб по методу СRС. Фирма «Сахалин Энерджи» при строительстве одного из участков магистрального газопровода «Сахалин-II» категорически отказалась от применения этого оборудования при подогреве для РДС стыков труб диаметром 425–920 мм с толщиной стенки 36–53,5 мм. Строительство этого газопровода не входило в систему «разделения продукции», поэтому использование дорогостоящего оборудования иностранной фирме было невыгодно. Фирма «Сахалин Энерджи» потребовала применения для подогрева электронагревателей комбинированного действия КЭН-4-3 производства ООО «Нагрев» (Россия) [7]. Процесс ручной сварки стыков труб длителен, иногда идет несколько смен (для сварных стыков труб размером 920×53,5 мм до 5–7 смен по 12 ч двумя сварщиками) и требует постоянного подогрева, что практически невозможно выполнить установками для индукционного нагрева.
ОАО «Газпром» пригласил специалистов отдела сварки ВНИИСТ для разработки инструкции по сварке магистральных газопроводов с рабочим давлением до 9,8 МПа, к которым относится Северо-Европейский газопровод (СЕГ) [8]. По данному проекту предусматривалось применение сварки по методу СRC c малым количеством стыков, свариваемых РДС. Помимо СRC, инструкция предусматривала возможность применения и других способов автоматической сварки. По опыту работ на Сахалине отдел сварки ВНИИСТ включил в инструкцию обязательное применение дорогостоящих, в основном иностранного производства, индукционных установок при подогреве труб газопроводов с толщиной стенки более 22 мм, мотивируя это широким применением сварки по методу СRC. Однако в связи с задержкой утверждения в ОАО «Газпром» инструкции [8] ОАО «Сварочно-монтажный трест» в течение 6 мес 2007 г. для подогрева при автоматической сварке труб размером 1420×27 мм Северо-Европейского газопровода использовал газопламенный подогрев от кольцевых пропановых горелок и обеспечил высокое качество сварки.
Особенно сложным стал вопрос о подогреве для сварки при разработке отделом сварки ВНИИСТ и лабораторией сварки и контроля ООО «ВНИИГАЗ» инструкции по сварке труб магистрального газопровода Бованенково-Ухта из стали К65 (Х80) с диаметром труб 1420 мм и толщиной стенки до 33,4 мм, предназначенных для работы под давлением до 11,8 МПа [10]. В этой инструкции разрешен исключительно индукционный метод нагрева независимо от способа сварки. Дело в том, что при сооружении этого газопровода значительное количество стыков подлежало РДС в связи с особенностями условий строительства. Можно согласиться с тем, что при автоматической сварке по методу СRC применение индукционного нагрева рационально, но для РДС использование этого метода вызывает большие трудности, значительное увеличение стоимости и трудоемкости работ.
Технология сварки по методу СRС резко отличается от технологии РДС. Сварка по методу СRC состоит из трех отдельных циклов, каждый из которых требует проведения подогрева для сварки. Индукционные установки, приведенные в табл. 1, комплектуют главным образом гибкими индукторами типа «полотенец», которые при подогреве устанавливают прямо на свариваемые кромки и затем снимают для проведения сварки. Выполнение этих операций в различных местах требует применения нескольких установок для подогрева, увеличивает трудозатраты и стоимость работ, но позволяет повысить производительность сварки.
При РДС сварка длится значительное время (сварка стыка размером 1420×33,4 мм двумя сварщиками одновременно может длиться до 15 ч) и все это время необходимо поддерживать температуру стыка в пределах 150–180°С. Это связано с необходимостью проведения сопутствующего подогрева, что при использовании индукционного метода приведет к частым перерывам в процессе сварки для установки гибких индукторов в виде «полотенец» прямо на свариваемые кромки, подогрева и снятия индукторов.
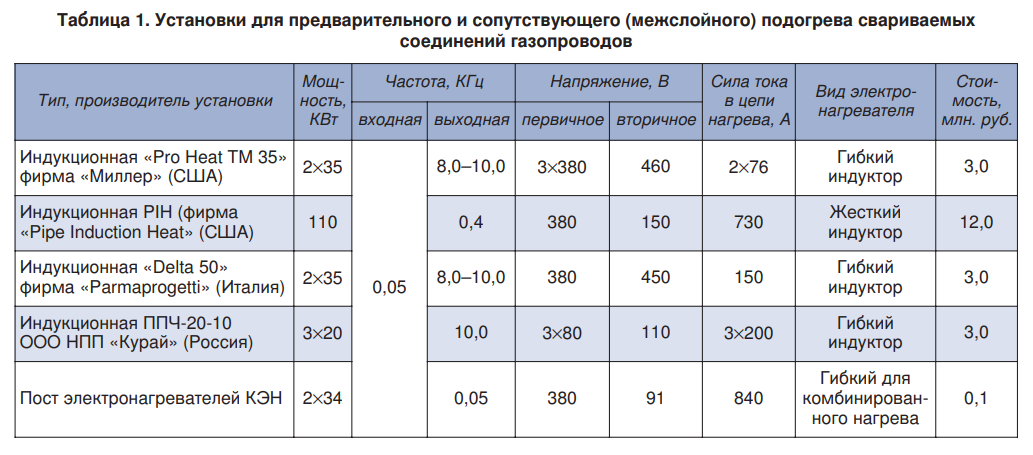
При использовании электронагревателей КЭН для подогрева при сварке их устанавливают на свариваемые трубы на расстоянии примерно 100 мм от свариваемых кромок и оставляют в таком положении на все время сварки, как это делали при сварке на магистральном газопроводе «Сахалин-II» (рис. 1) [7]. Этими электронагревателями можно подогревать периодически по мере необходимости или в течение всего процесса сварки, как это делали на Сахалине в течение 5–7 рабочих смен по 12 ч. Такой длительный подогрев особенно необходим в зимнее время.
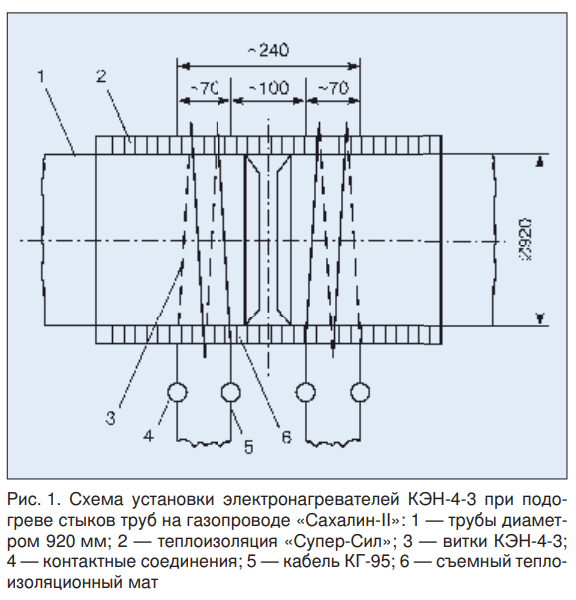
Схема поста для подогрева электронагревателями типа КЭН показана на рис. 2. В качестве источника питания могут быть использованы сварочные преобразователи, применяемые для сварки. Тип электронагревателя КЭН выбирают в соответствии с данными табл. 2. Контроль температуры рекомендуется проводить контактными цифровыми термометрами (контактными термопарами) типа ТК-5-03 и др. При необходимости контроля температуры термопарами можно изготовить небольшой пульт с автоматическим регистрирующим потенциометром на шесть точек измерения с использованием термопар, привариваемых контактным устройством или закрепляемых на трубе с помощью специальных бобышек.
Разработчики сварки по методу СRС мотивируют применение индукционного подогрева токами средней частоты обеспечением равномерности нагрева по окружности и толщине стенки свариваемого соединения, что не соответствует действительности.
При индукционном методе подогрев для сварки каждого свариваемого соединения проводят в двух-трех разных местах, вследствие чего для подогрева каждого стыка необходимо использовать не менее двух индукционных установок при минимальной стоимости каждой установки 3 млн. руб. (см. табл. 1). Использование такого оборудования для подогрева при РДС не только усложняет технологию сварки, но и резко увеличивает стоимость работ. Так, стоимость средств подогрева с использованием КЭН составляет 0,1 млн. руб. (стоимость одной индукционной установки 3 млн. руб.).
Таблица 2. Технические данные установки КЭН-4-3 для подогрева труб для сварки
| Диаметр тру, мм | Количество используемых КЭН-4-3 | Расстояние, мм (см. рис. 2) | |
|---|---|---|---|
| А | В | ||
| 1420 | 2 | 150 | 100 |
| 1220 | 145 | ||
| 1020 | 140 | ||
| 925 | 135 | ||
| 825 | 130 | ||
| 720 | 128 | ||
| 625 | 125 | ||
| 525 | 1 | 120 | |
| 426 | 115 | ||
| 325 | 110 | ||
- расширения границ применения при подогреве для РДС электронагревателей типа КЭН и различных видов электронагревателей сопротивления при условии соблюдения всех технологических требований;
- исключить из НТД завышенные требования к контролю температуры подогрева, которые технически необоснованны (например, запись температуры подогрева на диаграмме автоматического регистрирующего потенциометра по показаниям нескольких термопар, установленных на свариваемом соединении).
При составлении новых НТД по сварке следует использовать передовой опыт проведения работ по подогреву в других отраслях промышленности, в первую очередь при проведении монтажных работ на тепловых и атомных электростанциях, шире использовать отечественные средства подогрева для сварки, привлекать для разработки нормативов высококвалифицированных специалистов из других отраслей промышленности.
Необходимо также при проведении обучения для повышения квалификации специалистов по сварке особое внимание уделить вопросу рационального выполнения работ по подогреву для сварки.
Список литературы
Источник: Информационно-технический журнал "Сварщик в России", 5 (69) 2009
Большая Энциклопедия Нефти и Газа
Предварительный и сопутствующий подогрев , сопутствующее принудительное охлаждение являются технологическими способами регулирования параметров термического цикла, а, следовательно, структуры, механических характеристик и коррозионной стойкости сварных соединений. Процесс термической обработки связан с изменением структурного и напряженного состояния металла, что способствует стабилизации и восстановлению свойств металла, повышению работоспособности конструктивных элементов. [1]
Предварительный и сопутствующий подогрев , дающий положительные результаты при сварке сталей перлитного класса, применительно к аустенитным сталям в ряде случаев не дает ( с точки зрения снижения склонности к образованию горячих трещин) заметного эффекта, а скорее сказывается отрицательно вследствие расширения зоны пластического деформирования основного материала или нижележащих валиков металла шва и, как следствие, усиливает действие этого фактора. [3]
Предварительный и сопутствующий подогрев и последующий отпуск при автоматической и полуавтоматической сварке в среде углекислого газа должны соответствовать тем же условиям, которые были установлены для ручной дуговой сварки соответствующих марок сталей. [4]
Предварительный и сопутствующий подогрев может осуществляться индукционными подогревателями, муфельными электрическими печами, кольцевыми газовыми горелками или другими средствами, обеспечивающими равномерный нагрев по всему сечению трубного элемента. [6]
Предварительный и сопутствующий подогрев кромок , рекомендуемый в ряде случаев при сварке жаропрочных аустенитных сталей и сплавов, при сварке коррозионностойких сталей из-за снижения коррозионной стойкости соединения нежелателен. Подогрев может быть допущен только в случае последующей закалки или стабилизации изделия. [7]
Необходим предварительный и сопутствующий подогрев до темдературы 650 - 700 С. [8]
Необходим предварительный и сопутствующий подогрев до температуры 650 - 700 С. [9]
Необходимость предварительного и сопутствующего подогрева и его режимы при сварке должны регламентироваться НТД на сварку в зависимости от марки материала и толщины свариваемых элементов трубопровода. [10]
Температура предварительного и сопутствующего подогрева должна контролироваться с особой тщательностью на протяжении всего периода выполнения сварочных работ. Нарушение термических режимов сварки является одной из главных причин, приводящих к образованию трещин. [11]
Для предварительного и сопутствующего подогрева при сварке в монтажных условиях применяют различные нагревательные устройства, индукционные нагреватели, специальные многофакельные горелки, работающие на газах, газовые резаки и керосинорезки. [13]
Рекомендуется применять предварительный и сопутствующий подогрев . Прочность получаемых соединений зависит от прочности присадочного материала. Хром, плакированный сплавом ЭИ435, можно сваривать контактной точечной сваркой и аргоно-дуговой сваркой вольфрамовым электродом со струйной защитой с расплавлением плакированного слоя и применением присадочной проволоки из никелевых сплавов. [14]
Необходимость применения предварительного и сопутствующего подогрева ( при прихватке и при сварке) и его режимы должны указываться в инструкции по технологии сварки. [15]
При сварке низколегированных сталей отпадает необходимость в сопутствующем подогреве дополнительным источником тепла, так как температура металла в районе стыка не опускается в процессе сварки ниже допустимой. [32]
Уменьшить скорость охлаждения шва, производя предварительный или сопутствующий подогрев . [33]
Затем отключают часть горелок, оставшимися горелками осуществляют сопутствующий подогрев . [35]
При сварке толстостенных жестких конструкций рекомендуется предварительный п сопутствующий подогрев . При сварке электродами ЦЛ-32 температура подогрева должна быть 300 - 400 С, а для электродов КТИ-9 и КТИ-10 - не менее 300 С. После сварки необходим отпуск. [37]
В тех случаях, когда применяется предварительный или сопутствующий подогрев , температура металла в зоне, прилегающей к шву, во все время процесса сварки должна быть не ниже температуры, установленной технологией сварки для данной марки стали. [38]
Технологические параметры сварки ( в том числе предварительный или предварительно сопутствующий подогрев ) выбирают такие, которые требуются для более легированной стали. [39]
Выполнение соединения двумя сварщиками обеспечивает сохранение регламентируемой температуры без дополнительного сопутствующего подогрева . К преимуществам этого способа можно отнести также сокращение общего технологического времени сварки, что особенно важно в монтажных условиях. Соответственно снижается и вероятность вынужденных перерывов при сварке и сохраняется непрерывность технологического процесса до полной заварки стыка. Кроме того, обеспечивается более равномерное распределение усадочных напряжений и отпадает необходимость в скреплении стыков перед сваркой с помощью прихваток. [40]
Наплавка на поверхность трубного отверстия производится с предварительным и сопутствующими подогревами . Зона нагрева должна быть не менее 150 мм вокруг кромки наплавляемого отверстия. Термопары должны устанавливаться со стороны, противоположной расположению нагревателя. После наплавки необходим отпуск. [41]
Термический цикл регулируется погонной энергией; при ограничении последней применяют сопутствующий подогрев . При современной технике сварки подогрев ( например, индукционный) не может явиться причиной исключения углеродистых сталей повышенной прочности из аппаратостроения. [42]
Электрошлаковый метод позволяет сваривать детали из стали ЗОХ2НЗМА значительной толщины без сопутствующего подогрева и без применения высоколегированной аустенитной проволоки. [43]
При выполнении монтажных стыков одновременно двумя сварщиками отпадает необходимость в проведении дополнительного сопутствующего подогрева , поскольку снижение заданной температуры в зоне свариваемого стыка при этом исключается. [44]
Трубы из углеродистых и низколегированных сталей при толщине стенки до 20 мм могут подгибаться без сопутствующего подогрева . Для обеспечения медленного остывания гибои после их правки место нагрева следует обернуть слоем асбеста. [45]
Предварительный подогрев при сварке
Предварительный подогрев – это разогрев зоны сварки перед непосредственным выполнением работ. Желательно, чтобы полоса нагрева шириной была как минимум 75 мм с каждой стороны сварочного шва и имела одинаковую температуру. Однако разные нормативные документы могут предъявлять разные требования как к ширине зоны подогрева, так и к температуре предварительного подогрева при сварке. Предварительный нагрев способствует удалению влаги из зоны сварки и обеспечивает фоновую температуру свариваемых поверхностей для получения качественной сварки.

Термообработка сварных швов
Сопутствующий подогрев при сварке
Сопутствующий подогрев на практике продолжает предварительный. Эти два термина часто путают и называют обе операции предварительным нагревом. Но во многих случаях необходимо обеспечить определённый уровень фоновой температуры свариваемых поверхностей для получения качественной сварки. Это и называется сопутствующим подогревом. Сопутствующий подогрев может использоваться по четырём причинам:
- Если поместить расплавленный металл на кусок стали, он охлаждается от очень высоких температур порядка 1700 – 1800°С до комнатной температуры. Скорость, с которой он охлаждается, называется скоростью охлаждения. Если нагреть стальную пластину перед нанесением сварочного слоя, скорость охлаждения уменьшится. Таким образом, сопутствующий подогрев уменьшает скорость охлаждения области сварки и ЗТВ.
- Сопутствующий подогрев способствует удалению из металла водорода путем диффузии.
- Сопутствующий подогрев способствует снижению остаточных напряжений. Эффект от сопутствующего подогрева особенно заметен для металлов с низкой температурой плавления (как олово или алюминий) или если коэффициент теплового расширения высок по сравнению с другими металлами (сталь).
- Такие металлы как медь и алюминий имеют высокую теплопроводность что приводит к излишнему отводу тепла из зоны сварки. Это может затруднить сварку. Предварительный и сопутствующий подогрев используется для таких металлов, чтобы избежать дефектов сварки. Толстые слои меди иногда по этой причине нагревают до 400°С.
В большинстве случаев предварительный и сопутствующий подогрев используется для стали и необходим для исключения присутствия водорода и снижения скорости охлаждения.
Трубы из низкоуглеродистых и низколегированных сталей перлитного класса подогревают (особенно в зимнее время) до 100-300 °С, что предохраняет сварное соединение при сварке от быстрого охлаждения, приводящего к возникновению трещин в шве.
Нормативные документы для разных сталей устанавливают различное время, допустимое между окончанием сварки и началом термообработки сварного шва.
Послесварочный нагрев
Послесварочный нагрев заключается в нагревании соединения до температур, которые в достаточной степени снижают напряжения в металле. Представьте себе металл, который с подъемом температуры становится похожим на пластилин. Как мы уже говорили, после сварки остаются остаточные напряжения в металле. При повышении температуры шов не может удерживать эти напряжения и деформируется как пластичный материал. Можно считать, что в шве снято напряжение.
Послесварочный нагрев смягчает как шов, так и зону термического влияния. Это часто называют “отпуском", хотя правильнее всего называть этот режим "высоким отпуском". При работе на трубопроводах и других объектах сложной формы часто бывает невозможно применить печной нагрев. В этом случае широко применяется местная термообработка сварных швов.
При местной термообработке нагревается не все изделие, а только сварной шов, околошовная зона.
Операторы-термисты, проводящие местную термообработку сварных швов, должны обязательно пройти обучение и получить соответствующее удостоверение на право производства работ.

Читайте также: