Для проведения сварочных работ
Обновлено: 16.05.2024
МИНИСТЕРСТВО ТРУДА И СОЦИАЛЬНОЙ ЗАЩИТЫ РОССИЙСКОЙ ФЕДЕРАЦИИ
от 11 декабря 2020 года N 884н
1. Утвердить Правила по охране труда при выполнении электросварочных и газосварочных работ согласно приложению.
3. Настоящий приказ вступает в силу с 1 января 2021 года и действует до 31 декабря 2025 года.
в Министерстве юстиции
29 декабря 2020 года,
регистрационный N 61904
Приложение
к приказу Министерства труда
и социальной защиты
Российской Федерации
от 11 декабря 2020 года N 884н
Правила по охране труда при выполнении электросварочных и газосварочных работ
I. Общие положения
1. Правила по охране труда при выполнении электросварочных и газосварочных работ (далее - Правила) устанавливают государственные нормативные требования охраны труда при выполнении электросварочных и газосварочных работ.
Правила обязательны для исполнения работодателями - юридическими и физическими лицами независимо от их организационно-правовых форм и форм собственности, при выполнении электросварочных и газосварочных работ.
2. Правила распространяются на работников, выполняющих электросварочные и газосварочные работы, использующих в закрытых помещениях или на открытом воздухе стационарные, переносные и передвижные электросварочные и газосварочные установки, предназначенные для выполнения технологических процессов сварки, наплавки, резки плавлением (разделительной и поверхностной) и сварки с применением давления:
1) дуговой и плазменной сварки, наплавки, резки;
2) атомно-водородной сварки;
3) электронно-лучевой сварки;
4) лазерной сварки и резки (сварки и резки световым лучом);
5) электрошлаковой сварки;
6) сварки контактным разогревом;
7) контактной или диффузионной сварки, дугоконтактной сварки;
8) газовой сварки и газовой резки металлов (далее - сварка).
3. На основе Правил и требований технической документации организации-изготовителя на конкретные виды электросварочного, газосварочного оборудования и инструмента работодателем разрабатываются инструкции по охране труда для профессий и (или) видов выполняемых работ, которые утверждаются локальным нормативным актом работодателя с учетом мнения соответствующего профсоюзного органа либо иного уполномоченного работниками представительного органа (при наличии).
4. В случае применения методов работ, материалов, технологической оснастки, оборудования и инструмента, требования к безопасному применению которых не предусмотрены Правилами, при выполнении электросварочных и газосварочных работ следует руководствоваться требованиями соответствующих нормативных правовых актов, содержащих государственные нормативные требования охраны труда, и требованиями технической документации организации-изготовителя.
5. Работодатель обеспечивает содержание электросварочного, газосварочного оборудования и инструмента в исправном состоянии и их эксплуатацию в соответствии с требованиями Правил и технической документации организации-изготовителя.
6. При выполнении электросварочных и газосварочных работ на работников возможно воздействие вредных и (или) опасных производственных факторов, в том числе:
1) поражение электрическим током;
2) повышенная загазованность воздуха рабочей зоны, наличие в воздухе рабочей зоны вредных аэрозолей;
3) повышенная или пониженная температура воздуха рабочей зоны;
4) повышенная температура обрабатываемого материала, изделий, наружной поверхности оборудования и внутренней поверхности замкнутых пространств, расплавленный металл;
5) ультрафиолетовое и инфракрасное излучение;
6) повышенная яркость света при осуществлении процесса сварки;
7) повышенные уровни шума и вибрации на рабочих местах;
8) расположение рабочего места на высоте относительно поверхности земли (пола), которое может вызвать падение работника с высоты;
9) физические и нервно-психические перегрузки;
10) выполнение работ в труднодоступных и замкнутых пространствах;
11) падающие предметы (элементы оборудования) и инструмент;
12) движущиеся транспортные средства, подъемные сооружения, перемещаемые материалы и инструмент.
7. Работодатель в зависимости от специфики своей деятельности и исходя из оценки уровня профессионального риска вправе:
а) устанавливать дополнительные требования безопасности, не противоречащие Правилам. Требования охраны труда должны содержаться в соответствующих инструкциях по охране труда, доводиться до работника в виде распоряжений, указаний, инструктажа;
б) в целях контроля за безопасным производством работ применять приборы, устройства, оборудование и (или) комплекс (систему) приборов, устройств, оборудования, обеспечивающие дистанционную видео-, аудио или иную фиксацию процессов производства работ.
8. Правила не применяются при выполнении электросварочных и газосварочных работ на опасных производственных объектах, на которых получаются, используются, перерабатываются, образуются, хранятся, транспортируются, уничтожаются опасные вещества, указанные в пункте 1 приложения N 1 к Федеральному закону от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации, 1997, N 30; 2017, N 9, ст.1282, ст.3588).
9. Допускается возможность ведения документооборота в области охраны труда в электронном виде с использованием электронной подписи или любого другого способа, позволяющего идентифицировать личность работника, в соответствии с законодательством Российской Федерации.
II. Требования охраны труда, предъявляемые к производственным помещениям (производственным площадкам)
10. Запрещается загромождать проходы и проезды внутри зданий (сооружений), производственных помещений (производственных площадок) для обеспечения безопасного передвижения работников и проезда транспортных средств.
11. Переходы, лестницы, площадки и перила к ним должны содержаться в исправном состоянии и чистоте, а расположенные на открытом воздухе - очищаться в зимнее время от снега и льда, обрабатываться противогололедными средствами.
Настилы площадок и переходов, а также перила к ним должны укрепляться и исключать случайное падение человека. На период ремонта вместо снятых перил делается временное ограждение. Перила и настилы, снятые на время ремонта, после его окончания немедленно устанавливаются на место.
12. В сварочных цехах и на участках оборудуется общеобменная вентиляция, а на стационарных рабочих местах - местная вентиляция.
13. Участки газопламенной обработки металлов размещаются в одноэтажных зданиях.
При необходимости расположения участков газопламенной обработки металлов в многоэтажных зданиях должны предусматриваться мероприятия по исключению возможности распространения вредных веществ между этажами.
Сварку, наплавку и резку металлов с выделением бериллия и его сплавов необходимо производить в изолированных помещениях, оборудованных вытяжной вентиляцией.
14. В сборочно-сварочных цехах в холодные и переходные периоды года следует применять воздушное отопление с регулируемой подачей воздуха.
В теплое время года в сборочно-сварочных цехах следует использовать естественную вентиляцию через открываемые проемы окон, световых фонарей и дверей (ворот).
Общеобменная и местная вентиляция не применяются, если содержание вредных веществ не превышает уровень предельно допустимой концентрации (далее - ПДК).
При невозможности исключения или снижения уровней вредных и (или) опасных производственных факторов до уровней допустимого воздействия в связи с характером и условиями производственного процесса проведение работ допускается при условии обеспечения работников средствами индивидуальной защиты.
15. Контейнер (сосуд-накопитель) со сжиженным газом, за исключением оборудования работающего под избыточным давлением, используемого на опасных производственных объектах, требования к которому установлены федеральными нормами и правилами в области промышленной безопасности, устанавливается на площадку, имеющую металлическое ограждение. Между контейнером (сосудом-накопителем) и ограждением обеспечивается проход шириной не менее 1 м.
Контейнер (сосуд-накопитель) не должен подвергаться нагреву.
При установке контейнера (сосуда-накопителя) на открытом воздухе он оборудуется навесом, защищающим его от воздействия прямых солнечных лучей и осадков.
III. Требования охраны труда к организации рабочих мест
16. На стационарных рабочих местах электросварщиков и газосварщиков при работе в положении "сидя" устанавливаются поворотный стул со сменной регулируемой высотой и подставка для ног с наклонной плоскостью опоры.
При работе в положении "стоя" устанавливаются подставки (подвески), уменьшающие статическую нагрузку на руки сварщиков.
Запрещается уменьшать нагрузку на руку с помощью переброски шланга (кабеля) через плечо или навивки его на руку.
17. На стационарных рабочих местах газосварщиков устанавливается стойка с крючком или вилкой для подвески потушенных горелок или резаков во время перерывов в работе.
На временных рабочих местах потушенные горелки или резаки могут подвешиваться на части обрабатываемой конструкции.
18. Стационарное рабочее место, предназначенное для проведения автоматической и механизированной электросварки в защитных газах и их смесях, оборудуется:
1) сварочным оборудованием и оснасткой рабочего места в соответствии с требованиями технологического процесса;
2) встроенными в технологическую оснастку или сварочную головку устройствами для удаления вредных газов и пыли.
19. При организации рабочих мест на участках электросварочных поточно-механизированных линий должны соблюдаться следующие требования:
1) для автоматизированных процессов электросварки, сопровождающихся образованием вредных аэрозолей, газов и излучений, превышающих ПДК и предельно допустимые уровни (далее - ПДУ), предусматривается дистанционное управление и (или) использование средств индивидуальной защиты;
2) для удаления вредных пылегазовыделений предусматриваются пылегазоприемники, встроенные или сблокированные со сварочными автоматами или полуавтоматами, агрегатами, порталами или манипуляторами;
3) пульты управления грузоподъемными транспортными средствами объединяются (располагаются в непосредственной близости) с пультами управления электросварочным оборудованием;
4) оборудование и пульты управления на электросварочных поточно-механизированных линиях располагаются в одной плоскости, чтобы избежать необходимость перемещения работников по вертикали;
5) рабочие места операторов у объединенного пульта автоматической сварки оборудуются креслами или сидениями со спинками, изготовленными из нетеплопроводных материалов;
6) участки электросварочных поточно-механизированных линий отделяются проходами от соседних участков, стен, подъездных путей. Расстояние от места сварки до проходов должно быть не менее 5 м. При невозможности выполнения данного требования у места производства электросварочных работ устанавливаются несгораемые экраны (ширмы, щиты).
20. При выполнении электросварочных и газосварочных работ с предварительным нагревом изделий работа двух сварщиков в одной кабине допускается только при сварке одного изделия.
21. Нестационарные рабочие места в помещении при сварке открытой электрической дугой или газовой резки/сварки металлов отделяются от смежных рабочих мест и проходов несгораемыми экранами (ширмами, щитами) высотой не менее 1,8 м.
При сварке на открытом воздухе экраны устанавливаются в случае одновременной работы нескольких сварщиков рядом друг с другом и на участках интенсивного передвижения работников. Если экранирование невозможно работников, подвергающихся опасности воздействия открытой электрической дуги, необходимо защищать с помощью средств индивидуальной защиты.
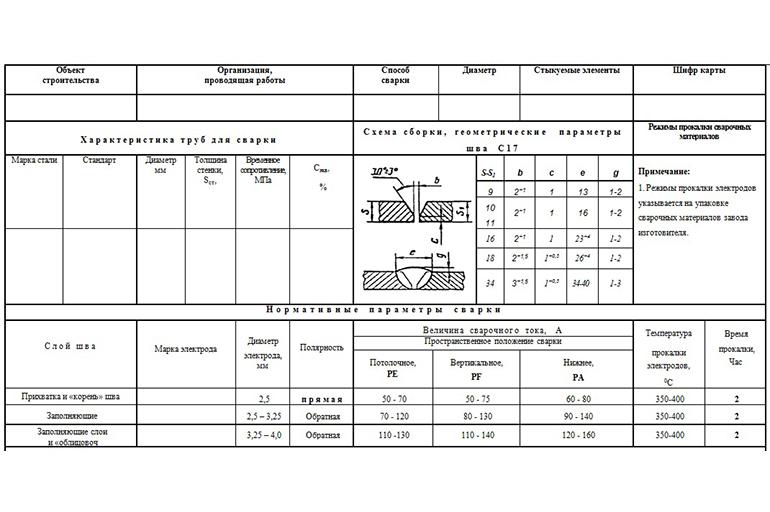
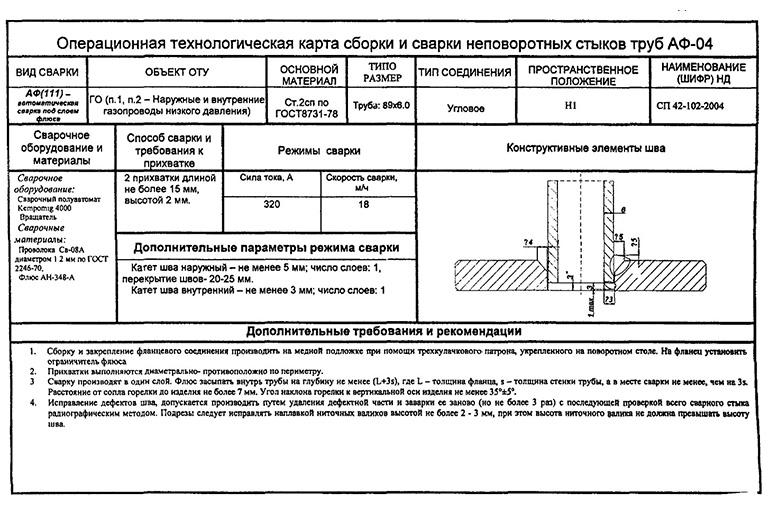
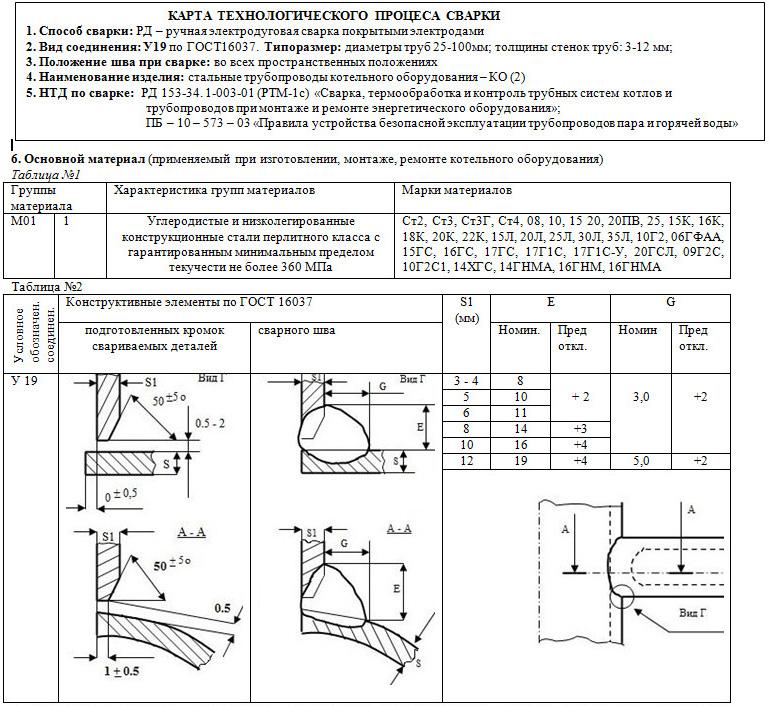
Образцы технологической карты для сварочных работ

О СВАРКЕ
Сварка – это технологический процесс, в результате которого образовываются прочные связи между соединяемыми поверхностями при помощи высокой температуры нагрева деталей. Посредством сварки можно установить межатомные связи для заготовок различных металлов, сплавов, пластмасс.
.jpg)
Во избежание появления брака из-за неудачной подготовки материалов, неоптимального комплекта оборудования или некачественного выполнения сварочного шва этапы сварки подчинены алгоритмам. Предотвратить ошибки и уменьшить количество поломок поможет составление специальной инструкции – технологической карты сварки.
Что это такое
Технологическая карта (ТК) – это нормативный акт, в котором представлены сведения об одном виде (типе), технологических параметрах соединения и особенностях в процессе сварки. Составитель прописывает множество точно рассчитанных данных для создания качественной связи между металлоконструкциями.
Человек, выполняющий операцию, ориентируется на инструкцию для получения полной информации о сварке. Как результат – качественное и продуктивное выполнение поставленных задач. Техкарта введена в употребление 1 января 1984 г., единого образца для всех организаций не существует.
Помимо данных о самом процессе, указаны способы проведения контрольно-проверочных мероприятий. Документ бывает типовым и стандартным в зависимости от специфики работы. Разрабатывают его специалисты согласно аналитике исследовательских расчетов.

Где применяется технологическая карта
Карта техпроцесса – компонент всех сварочных работ на профессиональном уровне. Норматив должен использоваться в качестве руководства в каждой организации: на крупных производствах, в сварочных цехах, на мелких заводах, строительных площадках. Если требуется совершить несколько операций, разрабатывается комплект карт для всех сварных соединений. Документация находится у главного инженера.
Операционная техкарта требуется для прокладки газопроводов и трубопроводов, при выполнении монтажных работ, сборке деталей транспортных средств, сваривании труб, решетчатых металлических конструкций и во многих других сферах.
Важность наличия документации
Благодаря возможности рабочей бригады действовать по заранее продуманному и сконструированному маршруту, существенно повышается эффективность проделанных операций, снижается вероятность технических ошибок. Специалисты отдела инспекции могут проводить тщательную проверку сварных соединений на всех этапах техпроцесса.
ГОСТ, применяемый к технокарте
К единой системе технологической документации и правилам записи операций и переходов по сварке утвержден ГОСТ 3.1705-81. Он введен 1 июля 1982 г.
Сварочные мероприятия должны осуществляться в соответствии с существующими стандартами.
Какие пункты присутствуют
Технологическая карта должна содержать следующие сведения:
- Все, что касается основного материала поверхностей: марку металла, параметры и химические характеристики, группу стали, данные о разделке и очистке кромок. Это самый важный пункт ТК. Основная задача мастера для минимизации риска совершения ошибки – верно определить тип рабочего материала. От этого зависят все остальные пункты инструкции.
- Способ и вид сварки, параметры для установки.
- Используемое сварочное оборудование.
- Температурные режимы.
- Последовательность формирования сварочных швов.
- Нормативную документацию по сварке (НТД).
В ТК могут быть вписаны любые пункты на усмотрение организации или заказчика.
Требования заказчика
Организация или частное лицо, по заказу которых выполняются работы, выдвигают требования о точных сроках сдачи. Они прописываются отдельным пунктом в ТК после утверждения. Заказчик определяет пожелания к оценке соответствия сваренных конструкций после проведения контроля качества.
Порядок проведения работ
Для оптимизации производства предусмотрен стандартный алгоритм действий:
- Проводят проверку оборудования и подготавливают материалы. Детали очищают от посторонних элементов. Особого внимания требует околошовная зона, чтобы мелкие крупицы не оказали негативного влияния на качество всего изделия. При необходимости стачивают кромки шлифовальной машиной или вручную напильником. Разделку заполняют электродным металлом, зазор между кромками варьируется в зависимости от марки, толщины частей, вида сварки и т.д.
- При несущественном зазоре соединение выполняют без присадочного материала – неплавящимся электродом. Вариант сварки плавящимся электродом предусмотрен для более широкого зазора. Его размер прямо пропорционален глубине проплавления задействованных кромок. Оптимальная разделка – это форма Х, обеспечивающая долговечность сварочного шва и минимизацию риска деформации готового продукта сварки.
- Притупляют кромки посредством плотного сжатия деталей тисками.
- Наступает время сборки. Сварочные элементы фиксируют разными способами: болтами, креплениями, прихватками, чтобы с местом для будущего шва было максимально удобно работать электродом или горелкой.
- После всех подготовительных этапов приступают непосредственно к сварке. Ее осуществляют разными способами, например:
- ручная дуговая – покрытыми электродами или неплавящимся электродом;
- механизированная – самозащитной порошковой проволокой или плавящимся электродом в среде активных газов и смесях;
- автоматическая – под флюсом;
- газовая;
- термитная.
Оснащение и оборудование для перемещений
Средства для установки и перемещения сварочных аппаратов – это разные подъемные и выдвижные площадки с дистанционным управлением, колонны и тележки.
Колонны в большинстве поворотные, благодаря чему возможно манипулировать аппаратом, чтобы переставить изделие. Используются для установки сварочных автоматов 2 типов:
- несамоходных (позволяют выполнить только кольцевые и круговые швы);
- самоходных (предназначены для кольцевых, круговых и прямолинейных швов).

Тележки применяются для кольцевых и продольных. В зависимости от конструкции различают:
- велосипедные;
- глагольные;
- портальные.
Рабочая бригада
Рабочая (производственная) бригада сварщиков – это группа людей, совместно ведущих специализированную трудовую деятельность в условиях предприятия на основе общей ответственности и заинтересованности в результате. Создание рабочих бригад позволяет существенно ускорить темпы производства однородной продукции в крупных масштабах. Решением всех управленческих задач занимается специально созданный совет бригады.
Специалисты сварочного производства должны быть аттестованы в соответствии с ПБ 03-273-99.
Рабочее место сварщика организовано согласно техпроцессу. Предусмотрено коллективное обеспечение спецодеждой и защитными масками, необходимым сборочно-сварочным оборудованием.
Перед допуском к производственным сварным соединениям рабочий выполняет сварку образцов для подтверждения своей квалификации.
Меры безопасности и охраны труда на месте
Сварщик может быть подвергнут таким опасным факторам, как:
- удар током;
- вдыхание вредных паров;
- ожог;
- ультрафиолетовое и инфракрасное облучение;
- превышение допустимой степени шума и вибрации и др.

- К электросварочным и газосварочным работам могут быть допущены лица старше 18 лет, которые прошли медосмотр, получили инструктаж по технике безопасности, окончили стажировку и выполнили проверочное испытание.
- У сварщика должна быть II квалификационная группа по электробезопасности.
- Рабочие оснащаются необходимыми средствами индивидуальной защиты, к которым относятся:
- брезентовый костюм сварщика;
- ботинки или сапоги;
- брезентовые рукавицы;
- защитные очки или щиток;
- спецодежда для работы зимой.
- При обнаружении опасности или подозрении на техническую неисправность чего-либо следует незамедлительно доложить об этом руководству.
- Каждый участник процесса должен выполнять только ту работу, которую ему поручили.
- Руки, обувь и одежда должны быть сухими.
- Возгораемые материалы должны находиться от зоны сварки на расстоянии не менее 5 м, а взрывоопасные – не менее 10 м.
- При необходимости проведения работ на высоте следует использовать леса или лестницы со специальными площадками, покрытыми огнестойким настилом, и с ограждениями для защиты.
- Проводятся регулярные осмотры оборудования на предмет возможных механических повреждений и отрицательного воздействия высоких температур.
- Если приходится проводить сварку вне помещения в условиях выпадения осадков, то источники питания размещают в мобильных навесах. Поражение током в производственных условиях случается из-за прикосновения рабочего к токоведущим частям оборудования, находящегося под опасным напряжением:
- до 12 В – во влажных условиях;
- до 36 В – в сухих.
- После окончания сварки следует тщательно убрать рабочее место и отключить аппаратуру от потребления тока, спрятать баллоны в помещение для хранения.
Контроль качества сварных работ
Инспекция для проверки мероприятий по сварке призвана обнаружить дефекты на всех этапах производства. Контроль осуществляется согласно проектной, нормативной и технологической документации и состоит из:
- входного и операционного контроля;
- оценки реализации проделанных работ, созданных конструкций.
Посредством входного контроля исследуется качество материалов, оборудования, инструментов и приспособлений на соответствие всем необходимым стандартам. Итоги вносятся в журнал технического состояния инвентаря.
С помощью операционной проверки выявляется качество сборки свариваемых элементов и самого соединения, учитываются величина и положение зазоров, стыков, нахлестов, прихваток.
Оценка соответствия готовой конструкции проводится в качестве завершающего этапа при сдаче объекта. Требования к ней предусмотрены документами, в которых прописаны:
- методы и объемы проверочных мероприятий (неразрушающий и разрушающий контроль);
- испытания готового изделия;
- соответствие уровню качества.
Измерения и испытания, проводимые в ходе проверок неразрушающими или разрушающими методами, осуществляются в специализированных лабораториях. Методики, в свою очередь, должны быть аттестованы в соответствии с ГОСТ Р 8.563.
Ознакомительный лист
В конце изучения ТК каждый рабочий подписывает бумагу о подтверждении прохождения служебной инструкции: указывает должность, ставит свое имя, дату и подпись. Документ выступает в качестве свидетельства того, что все задействованные на производстве люди будут ориентироваться в своей работе на установленные правила и порядки, а в случае несоблюдения регламента последуют санкции.
Особенности составления
Техкарта на проведение сборочно-сварочных работ отражает очередность операций и обязательные условия для выполнения. Неоднозначность выбора оборудования и методов его использования объясняется характеристиками первоначальных материалов.
Проект организации работ содержит алгоритмы на подготовительно-заключительные технические мероприятия, особенность которых состоит в невозможности приступить к последующему этапу без проверки и приема выполненного ранее объема.
Каждой карте присваивается оригинальный идентификационный номер, впоследствии закрепляемый за готовой конструкцией.
Образец технологической карты по видам сварки
Для каждого способа сварки существует ряд своеобразных деталей, которые вносятся в документ, чтобы максимально полно отразить нюансы будущей работы.
Ручная дуговая сварка с неплавкими и плавящимися электродами
РД с плавящимся электродом (код 141) – это сварка, при которой электрическая дуга является источником энергии. Сварщик может работать с комфортом даже в труднодоступных местах. При использовании неплавящихся (покрытых) расходных материалов (код 111) на выходе получаются более качественные сварные соединения. Достоинство этого метода в том, что появляется возможность сплавки черного металла с заготовками, отличающимися по структуре.
Дуговая сварка в газовой среде
Дуговая сварка в защитном газе – это метод, при котором в точку плавления подается газ, позволяющий снять напряжение в зоне расплава. Мастер должен иметь квалификацию сварщика не ниже 5-го разряда.
Технологическая карта на сварочные работы заполняется с указанием специфических классификационных признаков для кода 311.
Автоматика и полуавтоматика с использованием присадок или газа
Степень участия работника в сварочном процессе – это основное отличие автоматического оборудования от полуавтоматического. К функциям человека при работе с автоматикой относятся настройка и слежение за правильностью выполнения задач.
Автоматическое соединение материалов можно выполнять на флюсовых подушках. Более высокий результат дает использование газовых. Они способствуют формированию корня шва, при работе с активными металлами защищают нагретый твердый материал от воздействия воздуха. Состав газов, подаваемых в подушку, может быть похож на применяемый для защиты сварочной зоны. Расход газа зависит от состава и толщины рабочей поверхности, конструкции соединения, скорости сварки. Насколько удачно удалось оттеснить воздух от сварочной зоны, настолько выше уровень качества шва.
Касательно прочих видов сварных работ
Маршрутная карта разрабатывается специалистами для всех видов сварочных работ. При этом указываются дополнительные данные для каждого отдельного типа согласно специфике работы с ним и вносится неизменный перечень, который присутствует в любом документе:
- шапка, где отражаются наименования предприятия и объекта;
- шифр процедуры;
- параметры основного металла;
- вид энергии;
- температурные режимы;
- данные об оборудовании и пр.
Пример заполнения технокарты для отдельных работ
Условия, порядок выполнения сварки на каждый отдельный вид сварочных конструкций и примеры оформления подробно описаны в рабочем проекте.
Для сборки металлоконструкций в целом
Монтаж металлоконструкций – это трудоемкая операция, требующая большой точности расчетов.
Работы с трубопроводами, в том числе ПНД
Технологическая карта на сварку трубопроводов – типовая ТК ОСТ 36-79-83.
| Форма техпроцесса сварки полимерных труб встык нагретым инструментом | |
| Название организации | |
| Способ сварки | НИ |
| НТД | СП 42-101-96, СП 42-105-99 |
| Вид соединения | Стыковое |
| Марка материала | Полиэтилен ПЭ80 |
| Диаметр трубы | 110 мм |
| Толщина стенки | 10 мм |
| Сварочное оборудование | СР |
| Температура нагревателя | 220°С |
| Удельное давление при оплавлении | 0,15 МПа |
| Время при оплавлении | До 15 секунд |
| Удельное давление при прогреве | 0,02 МПа |
| Время технологической паузы | 4 секунды |
| Время охлаждения | 7 минут |
| Эскиз сварного соединения | |
| Инспектирование качества изделия | |
| Число и подпись составителя ТК | |
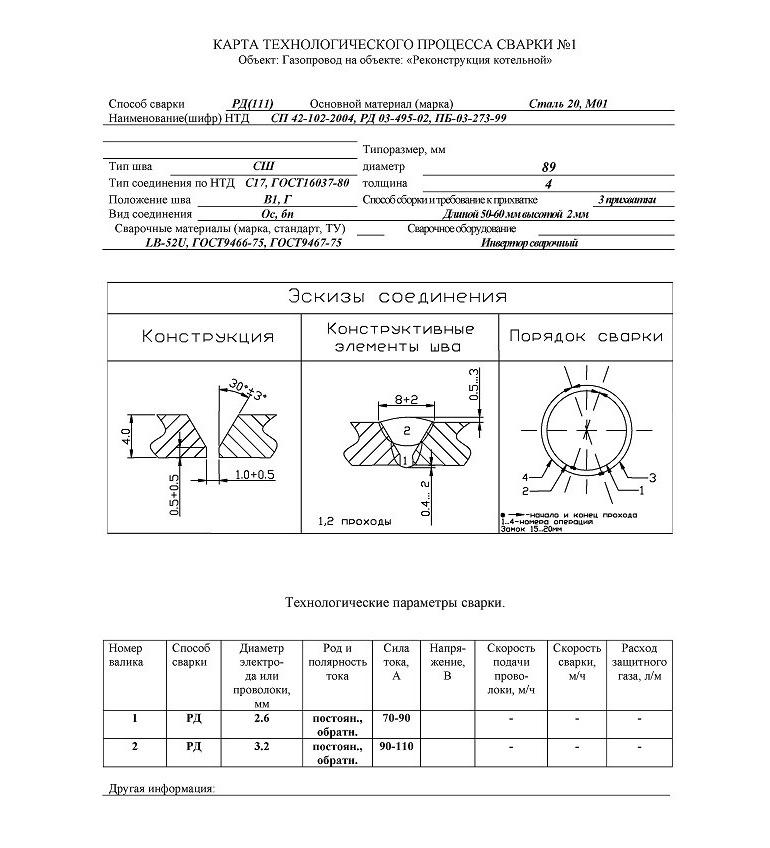
Сварка газопровода
Инструкционно-технологическая карта предусматривает использование различных технологий для работы с газовыми трубами: плазменной, газовой, аргоновой, электродуговой. Из-за высоких требований к качеству сварочных соединений монтаж осуществляют только специалисты, имеющие личное клеймо.
Род и полярность тока – постоянный, обратная.
Для стыковых соединений
Данный вид сварки представляет собой плотное прилегание торцевых поверхностей деталей, находящихся в одной плоскости. Чаще применяют в местах, где действует переменное напряжение.
Для тавровых соединений
Порядок применения таврового соединения при сварке: 2 детали размещают под углом так, чтобы торец первой прилегал перпендикулярно к боковой поверхности второй.
Подготовка к сварочным работам: оборудование, детали, снаряжение

Подготовка к сварочным работам – важный этап, от которого зависит качество итогового соединения. Данный процесс не ограничивается только выбором заготовки или разметкой деталей, а включает в себя и выбор защитного снаряжения, и подготовку оборудования.
Также не меньшее значение имеет и охрана труда при проведении сварочных работ. В нашей статье мы расскажем, что нужно сделать перед началом сварки, чтобы процесс был безопасным, а шов – качественными.
Выбор аппарата и подготовка электродов к сварочным работам
Качество сварочного соединения напрямую зависит от того, какие электроды использованы при сварке. Как правило, в инструкциях указаны электроды, которые нужно применять в процессе конкретных сварочных работ. Иногда этот пункт отсутствует, и сварщик должен сам определить, какие материалы ему понадобятся. Выбор делают исходя из параметров электродов: механических свойств, толщины, марки стали, покрытия, назначения.

Выбирая электрод, в первую очередь нужно убедиться в прочности и высоком качестве проволоки. Другой важный компонент — покрытие, благодаря которому проволока раскаляется.
Электроды подбирают в соответствии с маркой и типом свариваемого металла. Кроме того, иногда нужно соединить два разных металла, поэтому имеется большое разнообразие электродов.
Если точных данных нет, то электроды выбирают в соответствии с принципами, указанными в общепринятых рекомендациях:
- углеродистые электроды применяют, работая со средне- и низкоуглеродистой сталью;
- при сварке изделий из легированной стали используют только электроды, выпускаемые по ГОСТ 9466-75 и 10052-75;
- для сварки чугунных деталей служит марка ОЗЧ-2.
На рынке представлены сотни марок электродов, разобраться в таком многообразии непросто. Можно воспользоваться рекомендациями специалистов. Например, при сварочных работах широко применяется универсальная марка УОНИ российского производства. Если работать приходится с конструкциями из низкокачественного, низкосортного металла с относительно малой плотностью, то используют электроды марок АНО и МР-3.
Выбирая сварочный инвертор для домашнего применения, нужно соблюдать несколько правил:
- Сварочный аппарат должен иметь максимальное значение тока не выше 160—200 А. Желательно приобрести мощное устройство, благодаря которому будет возможность сваривать металлические детали большой толщины.
- Иногда холостой ход напряжения бывает выше 90 В, но, например, для дачного хозяйства лучше выбрать оборудование с параметрами 50–60 В.
- Важное свойство сварочного аппарата — продолжительность включения (ПВ), показывающая, как долго устройство сможет работать без перерыва. Не рекомендуется выбирать аппараты с максимальным или минимальным значением ПВ. Оптимальный вариант — сварной агрегат с показателем ПВ 40—80 %.
Стабильность работы оборудования зависит от особенностей местной электросети. Как правило, в сельской местности случаются перебои с подачей электричества, а проводка оставляет желать лучшего. Поэтому для деревенской мастерской подбирают такой сварочный аппарат, который может работать в большом диапазоне питающего напряжения, а риск его отключения или неисправности из-за скачков в электросети будет низким.
В целях профилактики отключения электричества лучше купить устройство, которое будет работать от централизованной сети либо от альтернативного (топливного) автономного источника энергии.
Подготовка металла к сварочным работам
Правка и очистка
Если при перевозке проката на нем появились вмятины и другие виды деформации, то их ликвидируют вручную молотком или кувалдой. Если это не помогает, используют ручной пресс: между его пластинами помещают заготовку, а затем с усилием сжимают, стремясь соединить пластины. Деформированной поверхности изделия необходимо вернуть первоначальный вид, иначе возникнут внутренние напряжения, отрицательно сказывающиеся на качестве сварного шва.

Малые искривления тонких изделий корректируют на мягкой подложке. Для устранения серьезных изъянов используют:
- разнообразные прессы, создающие высокое давление;
- листоправильные станки.
Следующий этап подготовки к сварочным работам — очистка деталей. С их поверхности удаляют грязь, пыль, которые могли скопиться при хранении на складе или перевозке. Для устранения стойких загрязнений применяют воду. С металлических деталей б/у удаляют старую краску, для чего служат наждачная бумага, шлифовальный инструмент или пескоструйная обработка.
Разметка
Перед сваркой детали размечают — вручную или посредством специальных приспособлений. Используются такие инструменты, как металлическая линейка, штангенциркуль, кернер. Металлическую поверхность нужно загрунтовать, чтобы были видны риски. Если производство поточное, то применяют шаблоны: их накладывают на детали и обводят контур.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Важно различать такие термины, как «наметка» и «разметка». Первая представляет собой формирование предварительного контура, вторая — кернение по всему контуру и маркировку. Наметку используют при работе с шаблонами, сначала обводя контур чертилкой, а затем проходя по нему кернером. Если разметка ручная, то сразу осуществляют кернение.
Ручная разметка деталей — сложный и трудоемкий процесс. Рекомендуется подготавливать и собирать заготовки с применением оптической или мерной резки. Разметно-маркировочные автоматы размечают металл на основе оптической технологии по заложенной в них программе. Инструмент в них работает быстро, размеченные листы металла выходят из автомата со скоростью до 10 м/мин.
Резка
Если сварку проводят по чертежам, то детали нужно в соответствии с ними разрезать. Для этого используют специальное оборудование:
- ручное (ножницы по металлу, резак), применяется для создания простых форм из листового или ленточного проката;
- электрический инструмент (пила, болгарка, а также шуруповерт или дрель с насадкой-фрезой);
- термическое (дуговая сварка, резак — газовый или кислородный, плазмотрон), благодаря которому можно делать резы любой формы.

Принцип термической резки — расплавление металла по намеченному контуру. При поточном производстве применяют автоматическую и полуавтоматическую резку.
Разрезая металл, нельзя забывать о припусках на обработку кромок и зачистку швов. Делать это с помощью ножниц долго и неудобно, поэтому сварщики чаще используют резку термическую.
Зачистка
Перед сваркой металла проводят зачистку, которая предполагает снятие:
- ржавчины, чтобы предотвратить ее попадание в диффузный слой;
- заусенцев, металлических частичек, наличие которых может привести к браку;
- остатков смазки, масел, органических веществ, снижающих качество сварки;
- загрязнений, отрицательно влияющих на структуру шва;
- оксидного слоя, препятствующего образованию ванны расплава.
Зачищать металл нужно очень тщательно, поскольку даже малейшие включения в ванне расплава станут причиной брака. Можно применять абразивные инструменты, напильники, наждачную бумагу, металлические щетки. Чтобы обезжирить поверхность металлических изделий и снять с них оксидный слой, используют химически активные средства: кислоты, спирт, растворители.
Работая с алюминием, цветными металлами и высоколегированными сплавами, их очищают новой щеткой, на которой нет микрочастиц углеродистой стали. Перед сваркой со штампованных деталей снимают слой окалины, а с отливок — литейную корку.
Подготовка кромок
Если заранее не подготовить толстостенные заготовки к сварке, то качественного соединения не получится: расплавленный металл растечется по поверхности, а в стык не попадет. Соединение будет хрупким и сломается даже при малой нагрузке. Важнейшая подготовительная процедура — скругление острых кромок. В зависимости от толщины изделия металл сглаживают на высоту 2-3 мм.

Рекомендуется применять холодные способы резки (вручную или механическими средствами), так кромки выходят более аккуратными, чем при горячем способе. Тип и угол разделки зависят от материала и вида сварочного оборудования. Размеры кромок приведены в государственных стандартах.
Подготовку кромок к сварочным работам проводят для обеспечения доступа к корню шва. В случае тонкостенных деталей, имеющих толщину до 3 мм, достаточно лишь выровнять торцы. Проваривают 4 мм заготовки с зазором до 2 мм; если толщина детали больше, формируют швы с обеих сторон. Если деталь толстостенная, то на ее кромках снимают фаску.
При односторонней сварке формируют V- или U-образные стыки, а при сварке с обеих сторон — X- или K-образные. Угол сопряжения составляет 45—60°. Если нужно сварить изделия разной толщины, то обрабатывают только толстостенную заготовку. Необходимо выбрать правильный угол среза, поскольку от него зависят:
- расход электродов или сварной проволоки;
- глубина проварки металла;
- размеры шовного валика.
Кромки подрезают вручную, с помощью механических средств или горелок.
Подготовка защитного снаряжения для сварочных работ
Важно при подготовке к работе со сварочным аппаратом обеспечить надежные средства защиты сварщика.
Неотъемлемой частью защитного комплекта является специальная маска. Она предохраняет глаза и лицо от вредного воздействия сварочной дуги. Предлагается большое разнообразие масок: разной формы, с креплением для головы, с автозатемнением и без него и др. Основные требования к маске — легкость и комфортность в ношении. Чтобы руки были свободными, удобно закреплять маску на голове. Крепление регулируют в соответствии с размером и формой головы.

Популярны сварочные маски со встроенным светофильтром, который автоматически затемняется. Перед тем как зажжется дуга, сварщик видит через окошко маски точку начала сварного соединения. При загорании дуги происходит автозатемнение, защищающее глаза. Как только дуга погаснет, фильтр отключается, и сварщик снова может видеть рабочую поверхность, способен визуально оценить шов, состояние горелки и электрода.
Можно продолжать сварку, не снимая при этом маску. В ней же удобно зачищать свариваемые поверхности от заусенцев: автозатемнение включаться не будет, а стекло защитит от попадания частиц металла в глаза.
На рынке представлены различные модели масок: с регулированием степени затемнения, его скорости, времени отключения фильтра. Автоматические светофильтры питаются от встроенных аккумуляторов или от обычных батареек. Второй вариант стоит дороже, но зато со временем нужно будет лишь купить новые батарейки. Несъемные элементы питания однажды выработают свой ресурс, и придется менять весь светофильтр, цена которого может составлять половину стоимости всей маски или даже больше.
Важная деталь защиты — специальный костюм сварщика. Руки от воздействия электрического тока и попадания брызг раскаленного металла защищают с помощью плотных кожаных краг. Одежда сварщика также должна быть сшита из плотного материала, чтобы защитить тело от ожогов и других повреждений. Обувь нужна прочная, на толстой подошве, защищающая от влаги и действия тока.
Охрана труда при подготовке и проведении сварочных работ
Если правильно начать и вести процесс сварки, то можно избежать многих неприятностей.
Перед началом работ всегда оценивают, в каком состоянии находится оборудование, при этом:
- проверяют основные блоки сварного агрегата, наличие материалов и дополнительных приспособлений;
- заземляют оборудование, чтобы предотвратить поражение электрическим током;
- при работе на высоте проверяют, надежно ли закреплены леса и иные строительные конструкции;
- замеряют протяженность провода (применять провода длиной более 10 м запрещено).
- если капли воды попали на питающие кабели, то их просушивают, так как влага может разрушить изоляцию.
Необходимо также выполнять требования по охране труда.
Работники по окончании сварки обязаны сделать следующее:
- Отключить оборудование от электросети.
- Прежде чем проверять качество сварных швов, ждут полного остывания деталей. Прикасаться к горячему металлу запрещается.
- Очищают агрегат от грязи, проверяют состояние основных блоков. Инструменты и вспомогательные приспособления помещают в предназначенные для них контейнеры.
При возникновении аварийных ситуаций к охране труда предъявляются особые требования.
Необходимо соблюдать следующие правила:
- останавливают сварку, если трубопровод находится под давлением;
- при попадании в помещение взрывоопасных паров сварочные работы проводить запрещено;
- продумывают план действий, благодаря которому травмирование рабочих при авариях будет исключено.
Применяя на практике рекомендации специалистов, каждый может научиться сваривать металлические изделия. Главное соблюдать технологию и проводить правильную подготовку площадки, оборудования и спецзащиты к сварочным работам. Важно всегда соблюдать правила техники безопасности, а опыт придет со временем.
Организация сварочных работ: место, оборудование, кадры

Организация сварочных работ – это не только сам процесс сварки, но и комплекс мероприятий, связанных с подготовкой рабочего места, контролем качества, обеспечением безопасности и решением кадровых вопросов, в том числе с повышением квалификации сотрудников. Также следует помнить о закупке расходных материалов, оборудования, соответствующей одежды.
Помимо текущих организационных моментов, грамотное руководство стремится к модернизации производства и повышению эффективности. Расходы окупаются за счет расширения видов производимых работ, увеличения их объемов и роста качества. Подробнее об организации сварочных работ на современном производстве читайте в нашем материале.
Основные принципы организации сварочных работ
Организация сварочных работ включает такие составляющие, как проверка технологического уровня предприятия; подготовка квалифицированных руководящих кадров; обучение и аттестация сварщиков; обеспечение материально-технической базы; грамотное распределение рабочей силы; проверка оборудования для сварки.

Все работы по сварке необходимо осуществлять строго по проектам производства работ (ППР), картам трудовых процессов или технологическим картам. Раздел сварки ППР включает:
- вычисление объемов работ в трудовом (нормативы) и натуральном исчислении;
- схемы энергоснабжения;
- ведомости ресурсов — как материальных, так и трудовых;
- принятие решения о форме организации трудовой деятельности;
- нормативные документы на сварочные работы, процесс термообработки и правила контроля качества сварных швов;
- правила соблюдения техники безопасности и нормативов по охране труда.
Если требуется, при организации выполнения сварочных работ можно составить производственный график. При этом важно предусмотреть максимальные возможности по изготовлению и укрупнению конструкций на заводе или ином предприятии, проводящем механизацию работ по сборке и сварке.
Исходя из объемов сварки, предусмотренных ППР, проводят тактическое и оперативное планирование работ по сварке, а также рассчитывают размеры заработной платы мастеров.
Кадровое обеспечение
Всей техникой сварочных работ на предприятии руководят главный сварщик (в крупных организациях, где в штате имеется 200 сварщиков и более или производится не менее 20 тыс. т сварных конструкций), инженер, мастер по сварке, прораб.

В организации-подрядчике каждый специалист по сварочным работам отвечает за свой комплекс операций, и под его началом работают от 10 до 20 сварщиков. Должность инженерно-технического работника (ИТР) занимает специалист из линейного персонала, при этом он должен:
- следить за тем, чтобы работы производились согласно ППР и иным нормативным документам и инструкциям;
- проверять выполнение работниками требований к организации сварочных и сборочных работ с целью соблюдения необходимого их качества, а также рекомендуемых режимов сварки и термической обработки;
- грамотно распределять имеющиеся ресурсы сварочной техники и внедрять новые, а также правильно хранить сварочные материалы и оптимально их расходовать;
- выписывать сварщикам наряды на работу, вести учетные записи сделанных работ;
- в соответствии с госстандартами и техническими условиями проводить контроль сварных швов на всех стадиях работы (начало, процесс работы и приемка готового изделия);
- участвовать в создании исполнительных документов на сварные швы, а также в процедуре сдачи сооружений или их комплексов заказчику либо контролирующим органам;
- время от времени принимать участие в аттестации сварщиков и мастеров по резке газом;
- принимать участие при написании заявок на оборудование и материалы для сварки, отчетов по сварочным работам.
Старший специалист по сварочным работам находится в непосредственном подчинении у главного инженера управления, а в техническом смысле — еще и у главного сварщика производственного объединения.
Количество сварщиков на предприятии зависит от принятых на нем форм организации труда:
Сварщики высокой квалификации, работающие в одиночку, числятся на определенном монтажном участке и начинают трудиться, как только монтажная бригада провела подготовительные работы. Сотрудник, отвечающий за организацию проведения сварочных работ (прораб, начальник участка), распределяет рабочие места, выписывает наряды и принимает готовую работу.
Наряды на работу у каждого сварщика индивидуальные. Такая форма организации трудовой деятельности наиболее эффективна там, где предполагаются малые объемы выпускаемой продукции либо небольшой фронт сварочных работ.
Если на предприятии планируется выпуск большого количества продукции и разворачивается широкий фронт работ (крупногабаритные изделия, тяжелые по массе установки, сложные сборные конструкции), то сварщиков высокой квалификации объединяют в бригады, которые подчиняются прорабу (начальнику участка), отвечающему за организацию работ на сварочном участке.
Он распределяет рабочие места и принимает готовую работу. Выплаты производятся по бригадному наряду.
Еще один вариант — формирование из высококвалифицированных сварщиков комплексных монтажных бригад, трудящихся по бригадным нарядам. Он актуален в основном при монтажных работах на трубопроводах и других подобных сооружениях. Здесь, рассчитывая состав бригад, ориентируются на время, за которое свариваются стыки.
Таким образом, сварщикам не приходится выполнять тяжелую физическую работу и гарантируется высокое качество сварных соединений.
Формируют бригады из сварщиков невысокой квалификации (четвертый разряд или ниже), которые выполняют относительно несложные работы по сварке и прихватке. Здесь также могут работать слесари-монтажники, получившие специальность сварщика.
Сварка осуществляется по бригадному наряду. Чаще всего такой вариант используется при монтаже и сварке неответственных конструкций.
Сварщиков, имеющих высокую квалификацию и работающих в монтажном управлении, собирают в группы, трудящиеся на каждом объекте данного управления (формируются специализированные участки сварочных работ).
Процессом руководят ИТР с соответствующим уровнем образования. Сварочные работы ведутся путем внутреннего субподряда у монтажных участков. Такой способ организации работ применяется при больших объемах сварки ответственных конструкций в монтажных управлениях и на отдельных участках.
Тогда рекомендуется такая форма организации труда при выполнении сварочных работ: ответственный исполнитель — это целый специализированный сварочный участок, в состав которого включены и монтажные бригады (либо монтажный участок как субподрядчик находится в подчинении у сварочного участка).
Оборудование и технология сварочного производства
Сварочные работы невозможны без специального оборудования. Минимальный комплект необходимых устройств включает инвертор, выпрямитель и трансформатор. Их необходимо иметь на каждом производстве, даже совсем небольшом.

Дело в том, что такой набор универсален, благодаря ему можно настроить любой необходимый режим сварки. Инвертор — простой в использовании прибор, доступный даже начинающим сварщикам и позволяющий проделывать нужные объемы работ. Роль трансформатора заключается в подаче на электрод электрического тока, причем диапазон его значений довольно широк. Наконец, выпрямитель помогает сваривать наиболее качественные швы.
Крупные производственные предприятия оснащаются соответствующим высококлассным оборудованием, сложным по устройству, но зато очень функциональным. Такие аппараты обладают большими производственными возможностями и могут настраиваться в зависимости от специфики работы. В том числе имеются модели-роботы, работающие самостоятельно и не требующие присутствия рядом оператора. Рассмотрим более подробно процесс автоматизации производственных линий.
Автоматизация производства требуется на тех предприятиях, которые работают масштабно и выпускают много продукции. Прогресс не стоит на месте, и сейчас созданы аппараты, работающие самостоятельно или, по крайней мере, делающие труд сварщика гораздо более легким. Самый элементарный пример такого устройства — полуавтоматы, в которых сварочная проволока подается не вручную, а с помощью механизмов.
Как правило, современнейшее оборудование для различных видов сварки изобретается для тех предприятий, которые идут в ногу со временем и разрабатывают новые технологии. Все работает в совокупности: спрос рождает предложение.
Благодаря техническим инновациям процесс электродуговой сварки осуществляется гораздо легче и быстрее. Стоит отметить, что в настоящее время сварочные участки в основном очень хорошо механизированы. На крупных заводах создаются роботизированные линии, которые могут работать по вложенной в них программе. Здесь не нужно задействовать дополнительных работников для организации контроля качества сварочных работ.
Организация рабочего места сварщика
Рабочее пространство сварщика необходимо содержать в полном порядке. Каждый прибор, каждый элемент оборудования должны находиться на своем месте. Нужно следить, чтобы инструмент для сварки и прочий инвентарь были исправны. Сварочные работы и сборку конструкций следует осуществлять в специальных козелках, имеющих ровную рабочую поверхность и высоту 60—65 см.

Трансформаторы для сварки размещают на площадках, изготовленных из металла, имеющих высоту 10 см и ширину 80 см. Впрочем, ширина площадки зависит от того, сколько агрегатов на ней установлено. Трансформаторы ставят, не ограждая их, чтобы к ним имелся открытый доступ в любое время для регулирования тока, проверки и починки. Рубильники для них располагают на трубчатых стойках. Сварочные преобразователи тока размещают у колонн цеха на полу, а их включающие устройства монтируют на колонне.
Рабочее место сварщика должно быть оснащено инвентарными алюминиевыми лестницами для работы с конструкциями, имеющими большую высоту. Все провода, электрододержатели обязательно нужно изолировать. Инструменты и рабочие приспособления следует хранить в специальных шкафах, устанавливаемых возле колонн.
Безопасная организация сварочных работ предполагает оборудование в цехе стабильной приточно-вытяжной вентиляции, чтобы уменьшить содержание вредных примесей в воздухе и обеспечить сварщикам нормальные условия труда.
Для небезопасных для здоровья веществ в воздухе рабочей зоны стандартами прописаны предельно допустимые концентрации (ПДК): для диоксида азота — 5 мг/м3, оксида углерода — 20 мг/м3, марганца — 0,3 мг/м3, кремниевой пыли (аэрозоль) — 1—4 мг/м3.
Граница рабочей зоны по высоте составляет 2 м (над уровнем пола). Очень важно каждый день мыть пол в цехе, поскольку влажная уборка снижает концентрацию вредных веществ в воздухе. Нельзя забывать и про шумовые загрязнения: например, чтобы уменьшить уровень шума, рекомендуется вместо рубки пневматическими молотками использовать воздушно-дуговую резку.
Если производится сварка металлических листов и таким образом создается замкнутое пространство, то сварщику необходимо обеспечить постоянный приток свежего воздуха. Для освещения рабочего участка пользуются переносными светильниками напряжением 12 В (не больше).
Проводить работы следует на резиновом коврике, мастер при этом должен быть обут в диэлектрические галоши. Очень важно обеспечить надежное заземление свариваемых изделий, инструмента и оборудования, а также стеллажей.
Контроль сварочных работ
В таблице приведена схема входного контроля организации сварочных работ, который осуществляет прораб или мастер по сварке.
Материалы для сварочных работ
Оборудование и приспособления для сварки и монтажных работ
Проверяют проект производства работ (раздел сварки), технологический проект, сертификаты на расходные материалы, технологичность узлов сварки. Рассчитывают количество необходимых оборудования и материалов, определяется, сколько нужно сварщиков и насколько трудоемки работы.
Проверяют, допущены ли рабочие к сварке ответственных конструкций по «Правилам аттестации сварщиков». Если требуется, дополнительно готовят кадры для выполнения этой работы. Организуют сварку, испытывают пробные образцы.
Проверяют наличие сертификатов, соответствие материалов техническим условиям, документы об испытаниях технологических свойств. Контролируют соблюдение сроков и условий хранения, а также наличие бракованных материалов.
Проводят проверку наличия контрольно-измерительной аппаратуры, а также того, исправно ли оборудование и все ли комплектующие на месте.
Проверяют удостоверения сварщиков, проводят дополнительные проверки квалификации.
Проводят осмотр и механические испытания.
Проверяют документацию, контролирует заполнение формуляров, журнала учета и состояния оборудования.
Перед пуском сборочно-сварочных работ.
Сотрудники, привлекаемые к контролю
Отдел главного механика (энергетика).
В следующей таблице дана схема операционного и приемочного контроля качества сварочно-сборочных работ, который также осуществляет прораб или мастер по сварке.
Подготовка конструкций под сварку
Сборка конструкций под сварку
Подготовка исполнительных документов
Проверяют, нет ли на поверхности грязи и сора, соответствуют ли размеры, форма и свойства подготовленных кромок нормативным требованиям. Контролируют, насколько хорошо зачищены кромки.
Проверяют: в каком состоянии находятся кромки и прилегающие к ней части поверхности; соблюдаются ли проектные требования по соответствию размеров и марки сварных материалов; как используются приспособления для сварки; соблюдается ли последовательность технологических операций.
Проверяют: режим сварочных работ; последовательность нанесения слоев (швов); соответствуют ли нормативным требованиям атмосферные и прочие условия в цехе; соблюдены ли требуемые характеристики материалов и хорошо ли они подготовлены к сварке. Организуют сварочные работы и испытывают контрольные образцы.
Уточняют количество сварных соединений и корректируют схему их расположения. Проверяют: насколько качественно оформлены швы; нет ли внутренних или наружных дефектов на изделии; не имеется ли трещин, шлака, металлических брызг в материале соединения и околошовной области; нет ли таких изъянов, как поры, непровары, кратеры, прожоги, подрезы и т. д.
Подвергают проверке все документы, касающиеся сварки: журнал сварочных работ, копии удостоверений сотрудников, сертификаты на сварочные материалы, протоколы испытаний готовых изделий, заключения по ультразвуковому и другим видам контроля, акты проверки сваривания контрольных стыков, документы, подтверждающие проведение металлографических исследований.
Проводят внешний осмотр и измеряют параметры.
Проводят внешний осмотр, измеряют параметры, а также осуществляют механические испытания.
Проводят внешний осмотр, контроль — физический и химический.
Проверяют техническую документацию.
В процессе сварочных работ.
До и после сварки.
Кто привлекается к контролю
Мастер или прораб монтажного участка.
Мастер или прораб сварочного участка.
Какую выбрать форму организации сварочных работ на предприятии? Это зависит от нескольких факторов: производственных условий, объема и характера сварочных работ. Так или иначе, нужно максимально загружать сварщиков в соответствии с их специализацией и создавать межоперационные заделы.
Если посмотреть на работу ведущих монтажных предприятий, то становится ясно: заметно повысить производительность труда сварщиков можно при разделении операций по сварке и сборке конструкций, наличии межоперационных заделов, а также организации работы сварщиков в особых мобильных подразделениях и расширении таким образом зоны обслуживания работ по монтажу.
Все это позволяет наладить стабильную, полную занятость сварщиков работой именно по их специальности. Вынужденные технологические перерывы становятся меньше, сокращаются потери ценного рабочего времени, которое можно будет потратить на осуществление сложных проектов.
Кроме того, слесари и сварщики становятся требовательнее друг к другу и к качеству подготовки изделий под сварку и сварных соединений. Повышается общее качество, изучаются новые технологии, внедряется передовое оборудование и, конечно, возрастает заработная плата.
Многолетний опыт и проведенные расчеты говорят о том, что при работе со сложными монтажными конструкциями занятыми по своей специальности оказываются в среднем 60—70 % квалифицированных сварщиков четвертого – шестого разрядов.
Конечно, начальству необходимо контролировать использование квалифицированного персонала в соответствии с их специальностью и разрядом. В этом залог успешного повышения производительности труда.
Контроль можно осуществлять по формулам, используя при расчетах коэффициент качества рабочего времени к3, представляющий собой отношение нормы времени, затраченного на соответствующую уровню квалификации сварщика работу, либо фактической выработки tu к рассчитанным нормированным затратам времени на эту работу (t).
Производство сварных конструкций — весьма сложный процесс, состоящий из множества уровней. Он выполняется поэтапно, и на каждой стадии задействованы квалифицированные работники. Для четкой, налаженной работы необходимо установить строгий порядок организации сварочных работ и проработать каждый ее этап.
Читайте также: