Для сварки нагретым инструментом труб с диаметром отличным от максимального следует использовать
Обновлено: 16.05.2024
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п.6.2.4.
6.5.2. Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов следует сваривать без перерыва.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл.6.3. Эту температуру нужно поддерживать до окончания сварки.
Не допускается никаких силовых воздействий на стык до завершения его сварки и проведения термообработки, если таковая необходима.
Примечание. Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗД по всему периметру шва.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис.6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12-18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
6.5.5. При ручной дуговой сварке во избежание зашлаковки металла шва около кромок труб следует наплавлять возможно более плоский валик.
6.5.6. В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до "здорового" металла и при необходимости заварить вновь.
6.5.7. Для придания сварному соединению надлежащего внешнего вида верхние слои шва следует выполнять по специальной технологии, изложенной в приложении 12.
Независимо от технологии наложения облицовочного слоя, выполненного ручной дуговой сваркой, он должен отвечать следующим требованиям:
выпуклость (усиление) шва следует выдерживать в пределах, указанных в приложении 12; для труб с толщиной стенки более 20 мм максимальный размер выпуклости может составлять 5 мм;
В стыковых швах, выполненных автоматической сваркой, при толщине стенки до 8 мм допускается выполнять шов без выпуклости (шов накладывается заподлицо с трубой).
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12X11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0°С сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл.6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл.6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
Требования к температуре окружающего воздуха при сварке и прихватке элементов котлов и трубопроводов
Примечание. При сварке деталей из сталей разных марок требования по допустимой температуре окружающего воздуха принимаются по стали, для которой допустимой температурой окружающего воздуха является более высокая температура.
г) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и прогрет с доведением его температуры до положительной. В случае сварки на трассе трубопроводов из углеродистых и низколегированных конструкционных сталей стык может не прогреваться, если не требуется подогрева стыка согласно табл.6.3;
д) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха, но температура подогрева должна быть на 50°С выше указанной в табл.6.3;
е) во время всех термических операций (прихватки, сварки, термообработки и т.д.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
Примечание. При сварке в местных укрытиях типа будок, кабин, палаток температурой окружающего воздуха считается температура внутри укрытия на расстоянии 0,5-0,8 м от стыка по горизонтали.
6.5.10. При сварке трубопроводов и других массивных металлоконструкций из ферромагнитных сталей довольно частым явлением бывает так называемое "магнитное дутье", которое значительно затрудняет ведение процесса сварки и приводит к образованию дефектов в сварном шве. Сущность этого явления состоит в том, что магнитное поле, созданное посторонними источниками тока, которые обычно присутствуют вблизи места сварки, взаимодействует с магнитным полем самой сварочной дуги и нарушает ее стабильное горение. Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие мероприятия: выполнять сварку, когда это возможно, на переменном токе; крепить обратный провод возможно ближе к месту сварки; надежно заземлять свариваемое изделие; ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если эти меры не приводят к устранению магнитного дутья, то следует использовать более радикальные способы борьбы с этим явлением, один из которых сводится к следующему.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают провод (индуктор) (6-8 витков), подключают к источнику постоянного тока (сварочному преобразователю, выпрямителю) и пропускают через индуктор ток 200-300 А в течение 2-3 мин. Если после этого магнитное поле вокруг труб исчезнет, что проверяется стальной проволокой диаметром 1-1,6 мм и длиной примерно 0,5 м, то проволока не должна притягиваться к трубе. Если проволока притягивается, то надо пропустить через индуктор ток в обратном направлении, т.е. присоединить токоподводящие провода к противоположным выводам индуктора.
6.5.11. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего "замка" (на площадке размером около 20x20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва.
Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, при которой каждый сварщик должен накладывать швы (слои) в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнявшие этот стык, в одном месте, желательно на его верхнем участке.
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 ) клеймо может наплавляться сваркой. Клеймение стыков трубопроводов диаметром более 100 мм из перлитных сталей можно производить также с помощью металлической пластины размером 40x30x2 мм, на которой выбивается клеймо сварщика (сварщиков); пластина прихватывается около верхнего "замка" шва вертикального стыка или в любом месте по периметру горизонтального стыка непосредственно к сварному шву или к трубе на расстоянии не более 200 мм от шва. Пластина должна быть изготовлена из малоуглеродистой стали (марок 10, 20, Ст2, Ст3).
7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
7.1.1. Конструкция сварного соединения должна отвечать требованиям п.6.2.1. Могут быть применены конструкции сварного соединения в соответствии с рис.7.1. Такие конструкции получаются, если в соединении Тр-6 стачивается нижний пояс на одной (рис.7.1, а) или на обеих трубах (рис.7.1, б).
Технология сварки нагретым инструментом полиэтиленовых труб.
Сварка встык нагретым инструментом заключается в нагревании свариваемых торцов труб или деталей до вязкотекучего состояния полиэтилена при непосредственном контакте с нагретым инструментом ипоследующем соединении торцов под давлением осадки после удаления инструмента.
Основными параметрами процесса сварки встык являются:
– температура нагретого инструмента Тн;
– продолжительность оплавления tоп и нагрева tн;
– давление нагретого инструмента на торцы при оплавлении Роп и нагреве Рн;
– продолжительность технологической паузы между окончанием нагрева и началом осадки tп;
– давление на торцы при осадке Рос;
– время охлаждения сваренного стыка под давлением осадки tохл.;
Для машин со средней и высокой степенью автоматизации дополнительным нормируемым параметром может являться время нарастания давления осадки tД
Изменение величины параметров по времени в процессе сварки производят по циклограмме, рис.7.
Технологические параметры сварки выбирают по таблицам 1 – 4 в соответствии с маркой полиэтилена, из которого изготовлены трубы и детали.
Температуру рабочей поверхности нагретого инструмента выбирают по таблице 4 взависимости от материала свариваемых труб (ПЭ 80, ПЭ 100).
Продолжительность оплавления tоп., как правило, не нормируется и зависит от появления первичного грата.
Оплавление и нагрев торцов свариваемых труб и деталей осуществляют одновременно (синхронно) посредством их контакта с поверхностями нагретого инструмента.
Оплавление торцов необходимо выполнять при давлении
Роп = 0,2 ± 0,02 МПа
(2,0±0,2 кгс/см 2 ), в течение времени tоп достаточного для образования по всему периметру, контактирующих с нагревателем торцов труб валиков расплавленного материала (первичного грата) высотой не менее:
– 1,0 мм при толщине стенки труб от 5 до 10 мм;
– 1,5 мм при толщине стенки труб от 10 до 12 мм;
– 2,0 мм при толщине стенки труб от 12 до 20 мм;
– 2,5 мм при толщине стенки труб от 20 до 26 мм;
– 3,0 мм при толщине стенки туб от 26 до35 мм.
После появления первичного грата давление необходимо снижать до Рн = (0,02±0,01) МПа (0,2±0,1 кгс/см 2 ) и торцы нагревать в течение времени tн, которое в зависимости от сортамента (толщины стенки) труб, температуры окружающего воздуха То следует выбирать по табл. 5.
Температура рабочей поверхности нагретого инструмента, ºС
| Параметр | Температура окружающего воздуха Tо, °С и тип полиэтилена | |||||
| От минус 15 до 0 | От 0 до 20 | От 20 до 45 | ||||
| ПЭ100 | ПЭ80 | ПЭ100 | ПЭ80 | ПЭ100 | ПЭ80 | |
| Температура рабочей поверхности инструмента | 230±10 | 220±10 | 220±10 | 210±10 | 210±10 | 200±10 |
Время нагрева торцов труб tн, с, из ПЭ80 и ПЭ100
Допускается давление Рн снижать до минимума при сохранении постоянства контакта торцов труб (деталей) с нагретым инструментом.
Продолжительность технологической паузы, необходимой для удаления нагретого инструмента, должна быть минимальной, не более:
– 3 с – для труб Ø 63 мм;
– 4 с - для труб от Ø 90 до 140мм;
– 5 с - для труб от Ø 140 до 250мм;
-- 6 с – для труб от Ø 250 до 315 мм.
После удаления нагретого инструмента торцы труб или труб идеталей сводят и производят осадку стыка при давлении Рос = (0,2±0,02) МПа (2,0±0,02 кгс/см 2 ). Осадку стыка необходимо осуществлять плавным увеличением давления до заданного уровня. Время нарастания давления осадки tд, с, для труб из ПЭ 80, ПЭ 100, следует принимать по табл.6.
Охлаждение стыка необходимо производить под давлением осадки в течение времени tохл., величина которого принимается по табл. 7. в зависимости от толщины стенки свариваемых труб и деталей и температуры окружающего воздухе То.
Время нарастания давления осадки tд, с, для труб из ПЭ80, ПЭ100
Время охлаждения стыка tохл., мин, не менее, для труб из ПЭ80 и ПЭ100
С целью повышения точности поддержания заданных давлений (Роп., Рн, Рос) в процессе сварки необходимо учитывать потери на трение движущихся частей сварочной машины иперемещаемой при сварке трубы (секции). Для этого перед сваркой каждого стыка производят замер усилия при холостом ходе подвижного зажима центратора машины с закреплённой в нем трубой (секцией), которое суммируют с усилием, необходимым для создания заданных давлений (Роп., Рн, Рос).
Для уменьшения потерь на трение рекомендуется использовать переносные и регулируемые по высоте роликовые опоры.
При сварке нагретым инструментом рабочие поверхности нагревателя покрывают антиадгезионным слоем, препятствующим налипанию расплава на инструмент.
Параметры циклограммы процесса (рисунок 7) и режимы сварки (таблицы 4 – 7) труб различного сортамента соблюдаются сварочной машиной с высокой степенью автоматизации автоматически, со средней степенью автоматизации – часть параметров выполняется в ручном режиме, в ручных сварочных машинах автоматически поддерживается только температура нагревательного инструмента.
Маркировку сварных стыков (код оператора) производят несмываемым карандашом - маркером яркого цвета (например: белого или желтого – для черных труб, черного и голубого - для желтых труб).
Маркировку (номер стыка и код оператора) наносят рядом со стыком со стороны, ближайшей заводской маркировке труб.
Допускается маркировку (код оператора) производить клеймом на горячем расплаве грата через 20-40 с после окончания операции осадки в процессе охлаждения стыка в зажимах центратора сварочной машины в двух диаметрально противоположных точках. Рекомендуется использовать клейма типа ПУ-6 или ПУ-8 по ГОСТ 2930.
При выполнении работ проводить систематический операционный контроль качества сборки под сварку и режимов сварки;
Подготовка к работе и порядок работы.На месте производства работ свариваемые трубы зафиксировать в неподвижном и подвижном зажимах сварочного блока. Концы должны выступать от 15-20 мм. Детали фасонного профиля, переходы и втулки фиксируются только в подвижном зажиме, вспециальных вкладышах, которые поставляются со сварочным блоком и устанавливаются взамен вкладышей 14. (рис. 4). При переходе от трубы большегодиаметра к меньшему, переходную втулку предварительно приварить к трубеменьшего диаметра. На штоки цилиндров установить торцовочное устройствоизафиксировать. Ручкой 10 (рис. 4) плотно поджать к торцовочному устройствуторцы закрепленных труб. Поворотом рукоятки торцовочного устройства производится подрезка торцов обеих труб. Одновременно с торцовкой труб производится нагрев нагревателя (поверхности нагревателя должны бытьочищены от наплавлений скребком).
Контроль температуры его нагрева осуществляется автоматически. Индикатор находится в нагревателе до техпор, пока на его шкале стрелка не остановит в пределах отмеченного сектора, при этом для труб из полиэтилена средней плотности ПСП стрелка должна находиться в начале сектора (TH-230-240º С), а для труб из полиэтилена высокой плотности ПВП в конце сектора (ТН-250-260º С). После определения температуры, индикатор вынимается из отверстия нагревателя и вставляется в скобу, предусмотренную на кожухе горелки. Затем нагреватель устанавливается в зазор между обработанными торцами изделий. Перемещением подвижного зажима вручную с помощью механизма ручного перемещения производится прижим торцов к плоскостям нагревателя.
Кран гидросистемы перекрывается и насосом создается требуемое давление. После оплавления торцов быстро сбрасывается давление в гидросистеме и насосом создается давление, необходимое для прогрева. После прогрева снова сбрасывается давление. Для этого необходимо открыть кран 19 (рис. 4) и убрать нагреватель. Трубы быстро с помощью ручного привода сводятся до соприкосновения, кран закрывается и насосом 11 создается необходимое давление.
Контроль давления осуществляется по манометру с предельными отклонениями 20%. Показания манометра должны складываться из двух величин по формуле:
где Рраб. – рабочее давление, кгс/см 2 ; Ррасч – давление, необходимое для создания усилия прижима свариваемых поверхностей при оплавлении, прогреве или осадке материала, кгс/см 2 . Оно выбирается в зависимости от диаметра и типа свариваемых труб по таблице 4.
Рхол. хода – давление в системе, необходимое для преодоления сил трения в подвижном зажиме (усилие холостого хода), кгс/см 2 . Оно определяется через 200 часов работы установки, т.к. эта величина зависит от состояния трущихся поверхностей.
Трубы после сварки должны быть выдержаны в зажимах сварочного блока в течение 5-7 минут для охлаждения, после чего трубы освобождаются из зажимов и установка передвигается к месту сварки нового стыка. Допускается торцовку труб производить следующим образом. При помощи гидравлической системы подвести концы труб к торцовочному устройству, обеспечив оптимальный прижим для снятия стружки, торцовку производить до прекращения выхода стружки. При необходимости поджим концов труб к торцовочному устройству повторить и вновь произвести торцовку.
Оборудование и материалы
1. Установка для сварки нагретым инструментом, принципиальная схема которой представлена на рис.4.
2. Заготовки из труб термопласта размером 63×5,8 мм(один из материалов – полиэтилен, винипласт, оргстекло) – 10 шт.
3. Машина для испытания на растяжение усилием до 15000 Н, оснащенная специальными захватами.
4. Инструмент для изготовления образцов: шаблон, чертилка, ножовка, полукруглый напильник, штангенциркуль, шабер.
Порядок выполнения работы
1. Ознакомиться с инструкцией по работе с установкой мобильной для сварки полиэтиленовых труб.
2. Произвести опытную сварку одной заготовки с целью проверки работы установки и получения навыка настройки ее на определенный режим.
3. Провести маркировку и замеры свариваемых сечений для подсчета необходимой величины усилий во время сварки. Данные занести в табл. 8.
4. Сварить заготовки при четырех-пяти различных значениях одного из параметров и неизменной величине остальных (по указанию преподавателя).
При креплении труб в хомутах обращать внимание на правильность установки заготовок. Смещения кромок не допускать.
5. После охлаждения сварного шва (время охлаждения не менее 1 мин)освободить заготовки от верхних зажимов, отвести подвижный хомут в исходное положение и снять заготовку с установки.
6. Провести визуальный контроль полученного сварного соединения.Критерии оценки внешнего вида соединений, выполненных нагретым инструментом встык, приведены в таблице 26 приложения А.
Результаты измерений
| № пп. | Материал заготовок | Размеры заготовок до сварки | Режим сварки | Разрывное усилие, Н | Предел прочности при растяжении, МПа | Относительная прочность, % | Характер разрушения | Форма и размер грата, мм |
| Ширина | Высота | |||||||
| Толщина, см | Средний диаметр, см | Площадь, см 2 | Температура инструмента, ºС | Время, с | Давление, МПа | |||
| Оплавления | Нагрева | Оплавления 0,2±0,02 | Нагрева 0,02±0,01 |
Вопросы для самопроверки:
1.Назовите разновидности стыковой сварки термопластов нагретым инструментом?
2. Составные части установки для сварки полиэтиленовых труб?
3.Назовите основные параметры процесса сварки встык?
4.Циклограмма процесса сварки встык нагретым инструментом труб из полиэтилена?
5. В зависимости от чего выбирают температуру рабочей поверхности нагретого инструмента?
6. От каких факторов зависит время нагрева торцов труб при сварке НИ?
7. От каких факторов зависит время охлаждения стыка?
8. Что такое технологическая пауза?
9. От каких факторов зависит время технологической паузы?
10. Какую величину составляет давление при оплавлении торцов труб?
11. Что называют гратом?
12. Какой высоты должны быть валики первичного грата при толщине стенки труб от 10 до 12 мм?
Для сварки нагретым инструментом труб с диаметром отличным от максимального следует использовать
Приложение 1 Технологическая карта сварки труб из полиэтилена встык нагретым инструментом (НИ-01-СК/СБ)
1 Область применения
2. Нормативные ссылки
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 32415-2013 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 53652.3-2009 Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков
3.1.1. Сварщики и специалисты сварочного производства, выполняющие работы по сварке нагретым инструментом труб должны быть аттестованы в соответствии с ПБ 03-273-99 и РД 03-495-02 [3].
3.1.2. Сварку допускных стыков осуществляют в условиях, приближенных к производственным. Допускные образцы изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм. Допускные образцы подвергают визуальному и измерительному контролю и испытанию на осевое растяжение.
3.2 Свариваемые материалы
3.2.2. Документ о качестве, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.4 В случае неполноты приведённых данных в документе о качестве или при необходимости проверки качества труб из полиэтилена, при входном контроле проводят испытания на осевое растяжение. Контроль выполняют в аттестованной лаборатории.
3.3 Сварочное оборудование
3.3.1 Работы должны проводиться при температуре воздуха не ниже -10°С и не выше +35°С. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
3.3.3 При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность труб. Рабочие поверхности нагревателя и инструмента для обработки полиэтиленовых труб очищаются от пыли и остатков полиэтилена.
3.3.4 Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей.
3.3.5 При сварке встык свободный конец трубы или плети закрывают инвентарными заглушками для предотвращения сквозняков внутри свариваемых труб.
3.3.6 Оборудование перед использованием должно быть проконтролировано на наличие паспорта завода-изготовителя, комплектность и исправность, и должно обеспечивать заданные режимы работы. Оборудование должно быть аттестовано согласно РД 03-614-03 [3].
3.4 Требования к организации сварочного производства
Организация, производитель сварочных работ, должна пройти процедуры проверки готовности на использование аттестованной сварочной технологии в соответствии с РД 03-615-03 [5].
4. Требования к сборке и сварке
4.1. Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм.
 | |
| 866 × 1379 пикс. Открыть в новом окне | |
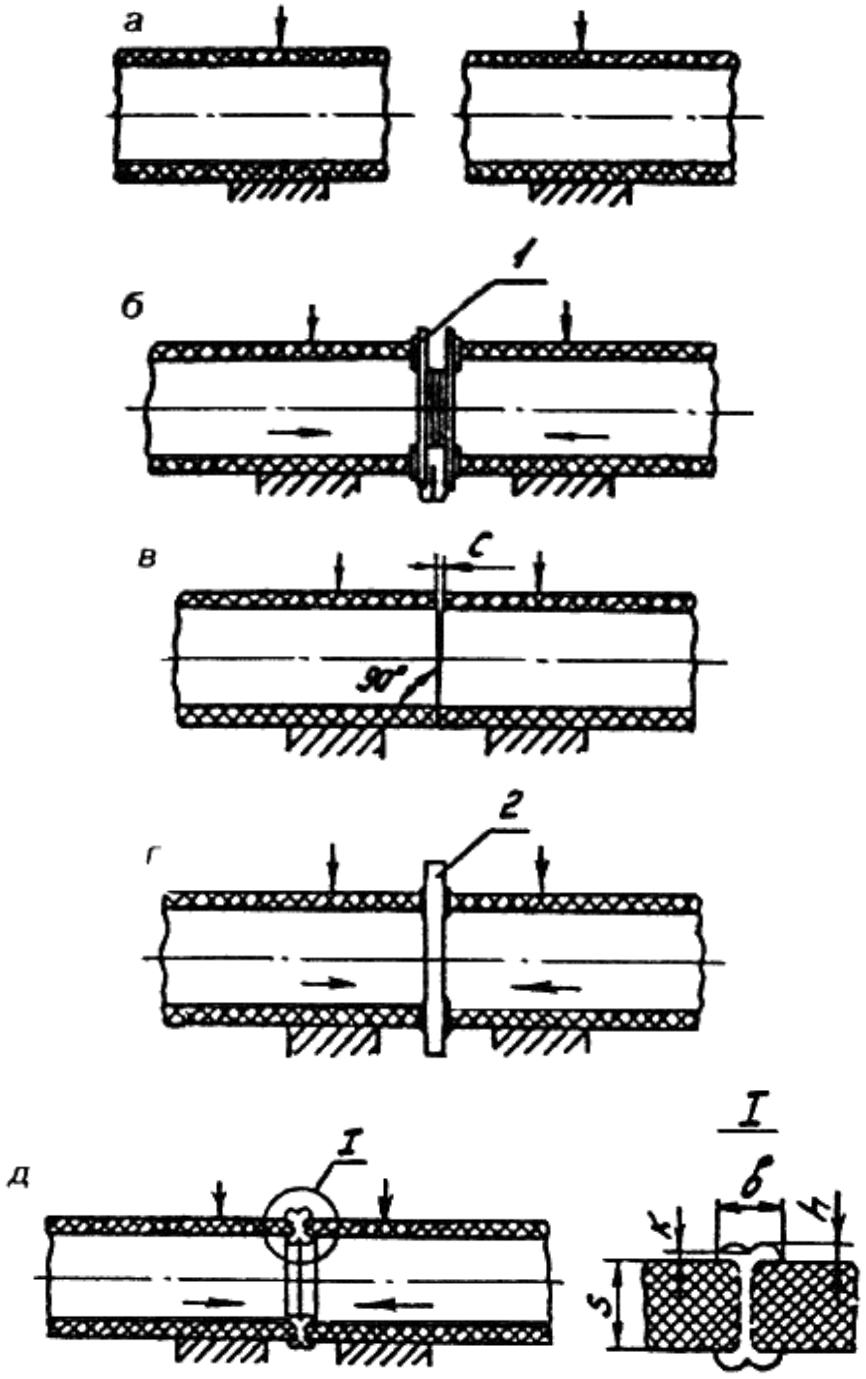
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б - механическая обработка торцов труб с помощью торцовки 1; в - проверка точности совпадения торцов по величине зазора с; г - нагрев и оплавление свариваемых поверхностей нагретым инструментом 2; д - осадка стыка
4.2. Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента (Тн) и величины давления (Роп, Рн и Рос) и времени (tоп, tн, tп, tд и tохл). Значение параметров принимается в соответствии с рекомендациями завода-изготовителя сварочного оборудования.
Прочность шва снижается как при понижении, так и при повышении температуры расплава, поэтому большинство опасных дефектов возникает именно при перегреве или недогреве торцов свариваемых труб.
Изменяется ли структура термопластичных полимеров при нагревании их до температуры текучести ?
3.При нагревании термопластичных полимеров до температуры текучести их структура не изменяется.
| 9. | На чем основано образование сварного соединения полиэтиленовых труб? |
| 1. | Взаимодиффузии макромолекул на соединяемых поверхностях |
| 2. | Изменении химического состава соединяемых поверхностей |
| 3. | Электромагнитном взаимодействии |
| .Экструзионная сварка заключается в том, что: | |
| 1. | Расплавленный материал, выходящий из экструдера, нагревает поверхности до температуры сварки и сплавляется с ней |
| 2. | Экструдируемой присадка распыляется |
| 3. | Экструдируемая присадка склеивает соединяемые поверхности |
| 11. | Сварка трением основана на: |
| 1. | Превращении энергии звуковых колебаний в тепловую энергию |
| 2. | Введении третьего компонента |
| 3. | Превращении механической энергии трения свариваемых поверхностей в тепловую энергию |
| 12. | Раструбная сварка пластмассовых труб относится к сварке: |
| 1. | Нагретым газом |
| 2. | Нагретым инструментом |
| 3. | Экструзионной |
| 13. | Полиэтиленовые трубы, как правило, сваривают: |
| 1. | ТВЧ, лазером |
| 2. | Химическим способом |
| 3. | Нагретым инструментом, экструзией, трением |
| 14. | Соединительные детали из полиэтилена для трубопроводов, как правило, сваривают: |
| 1. | Нагретым инструментом, трением |
| 2. | ТВЧ, излучением, экструзией |
| 3. | Химическим способом |
Тестовые задания по лабораторной работе №1
| 1. | К чему приводит перегрев нагревателя при сварке встык? |
| 1. | Деструкции полимера |
| 2. | Улучшению качества сварного соединения |
| 3. | Отвердению полимера |
| 2. | Что способствует деструкции полимера при сварке встык? |
| 1. | Превышение значений давления и технологической паузы |
| 2. | Превышение значений давления и времени торцевания |
| 3. | Превышение заданной температуры нагревателя и времени нагрева |
| 3. | Технологическая пауза при сварке встык, это: |
| 1. | Время между выходом первичного грата и соединением свариваемых поверхностей |
| 2. | Время между окончанием нагрева и соединением свариваемых поверхностей |
| 3. | Время между соединением свариваемых поверхностей и охлаждением стыка |
| 4. | Почему технологическая пауза при сварке встык должна быть минимальной? |
| 1. | Из - за охлаждения вследствие контакта с воздухом |
| 2. | Из - за возможной деформации деталей |
| 3. | Из - за возможного контакта с инородными телами |
| 5. | Каков порядок проведения операций при сварке встык? |
| 1. | Установить между торцами нагреватель, замерить давление холостого хода, провести оплавление |
| 2. | Замерить давление холостого хода, установить между торцами нагреватель, провести оплавление |
| 3. | Установить между торцами нагреватель, провести оплавление |
| 6.В зависимости от чего выбирают температуру рабочей поверхности нагретого инструмента? | |
| 1.В зависимости от материала свариваемых труб и температуры окружающего воздуха. | |
| 2. В зависимости от диаметра полиэтиленовой трубы и типа сварочной машины | |
| 3.В зависимости от SDR труб и температуры окружающего воздуха | |
| 7. | Чем нагревают зеркало нагревательного инструмента при сварке встык? |
| 1. | Электрическим током или газовой горелкой |
| 2. | Токами высокой частоты |
| 3. | В электрической муфельной печи |
| 8. | Что называют гратом? |
| 1. | Это материал, снимаемый при торцевании |
| 2. | Это материал, вытесненный из шва при сварке встык |
| 3. | Это материал, оставшийся на нагревательном элементе |
| 9. | Чем определяются требования к режимам сварки встык? |
| 1. | Техническими условиями на свариваемые трубы |
| 2. | Нормативными документами по строительству |
| . В чем заключается сварка встык? | |
| 1. | В сильном сдавливании торцов полимерных труб с одновременным нагревом |
| 2. | В нагреве торцов полимерных труб или деталей до вязко-текучего состояния при контакте с нагревателем и соединении под давлением после удаления нагревателя |
| 3. | В обжатии нагревателями полимерных труб до вязко-текучего состояния с последующим охлаждением |
| 11. Не более какого значения может составлять отклонение по величине температуры нагретого инструмента при сварке труб НИ? | |
| 1. Не более плюс/минус 10 градусов Цельсия | |
| 2. Не более плюс/минус 5 градусов Цельсия | |
| 3. Не более плюс/минус 20 градусов Цельсия | |
| 12. От каких факторов зависит температура рабочей поверхности нагревательного инструмента при сварке встык? | |
| 1. От типа полиэтилена и температуры окружающего воздуха | |
| 2. От типа полиэтилена и диаметра труб 3. От температуры окружающего воздуха и толщины стенки труб | |
| 13. Какова должна быть высота наружного и внутреннего гратов (валиков) после сварки встык нагревательным инструментом при толщине стенки трубы до 5 мм? | |
| 1. Не более 2 - 2,5 мм | |
| 2. Не более 3 - 3,5 мм | |
| 3. Не более 3-5 мм | |
| 13. Какова должна быть высота наружного и внутреннего гратов (валиков) после сварки встык нагревательным инструментом при толщине стенки трубы 6 - 20мм? | |
| 1. Не более 2 - 2,5 мм | |
| 2. Не более 3-3,5 мм | |
| 3. Не более 3-5 мм | |
| 15. | Чем покрывается нагревательный инструмент для сварки труб встык? |
| 1. | Маслом |
| 2. | Смачивается ацетоном |
| 3. | Покрывается антиадгезионным слоем |
Тестовые задания по лабораторной работе №3
| 1. | Какие трубы и соединительные детали допускается сваривать в раструб? |
| 1. | Диаметром до 110 мм |
| 2. | Стенкой любой толщины |
| 3. | Диаметром до 60 мм с толщиной стенки не менее 4 мм |
| 4. | Варианты 1, 2 |
| 2. | Какая допускается максимальная величина несовпадения кромок (смещение) при сварке встык нагревательным инструментом? |
| 1. | Не более 25% |
| 2. | Не более 15% |
| 3. | Не более 10% |
| 3. | При сварке в раструб, каков должен быть внутренний диаметр раструба? |
| 1. | Должен быть меньше номинального диаметра свариваемой трубы в пределах допуска |
| 2. | Больше номинального диаметра трубы в пределах допуска |
| 3. | Совпадать с номинальным диаметром трубы в пределах допуска |
| 4. | Какая дополнительная операция должна проводиться при раструбной сварке труб? |
| 1. | Концы труб должны иметь наружную фаску под углом 45° на 1/3 толщины стенки трубы |
| 2. | Концы труб должны иметь наружную фаску под углом 35° на 1/2 толщины стенки трубы |
| 3. | Концы труб должны иметь наружную фаску под углом 25° на 1/3 толщины стенки трубы |
| 5. | На какую глубину производится циклёвка трубы? |
| 1. | 0,1 -0,2мм |
| 2. | 0,2 -0,3 мм |
| 3. | 0,3 -0,4 мм |
Карта типового технологического процесса
сварки стыкового сварного соединения
Характеристики процесса
| № | Наименование | Обозначения (показатели) |
| Нормативный документ | [1] | |
| Способ сварки | [2] | |
| Основной материал (марки) | [3] | |
| Основной материал (группа) | М61(РЕ) | |
| Степень механизации сварочного оборудования | Стыковая сварка с ручным управлением (СР) | |
| Толщина свариваемых деталей | 10 мм | |
| Диаметр деталей в зоне сварки | 110 мм | |
| Тип шва | СШ(BW) | |
| Тип соединения | Стыковое (С) | |
| Вид соединения | Соединение труб в стык без разделки кромок (СБ) | |
| Форма подготовки кромок | ||
| Положение при сварке | Горизонтальное (ось трубы) | |
| Дополнительные параметры |
| Конструкция соединения | Конструктивные элементы шва | Порядок сварки |
| 1. Установка, соосная центровка и закрепление труб. 2. Механическая обработка торцов. 3. Очистка от загрязнений свариваемых кромок. 4. Проверка центровки и отсутствия зазоров. 5. Установка НИ. 6. Оплавление. 7. Нагрев торцов. 8. Удаление НИ. 9. Осадка стыка. 10. Охлаждение стыка. 11. Постановка клейма. 12. ВИК стыка. | ||
| g - высота грата, [5] е - ширина грата, [6] с - превышение впадины между валиками грата и поверхностью трубы |
Сварочное оборудование (тип): Установка передвижная для сварки полиэтиленовых труб Georg Fischer «KL 250»;
Читайте также: