Для сварки проводов своими руками инвертором
Обновлено: 16.05.2024
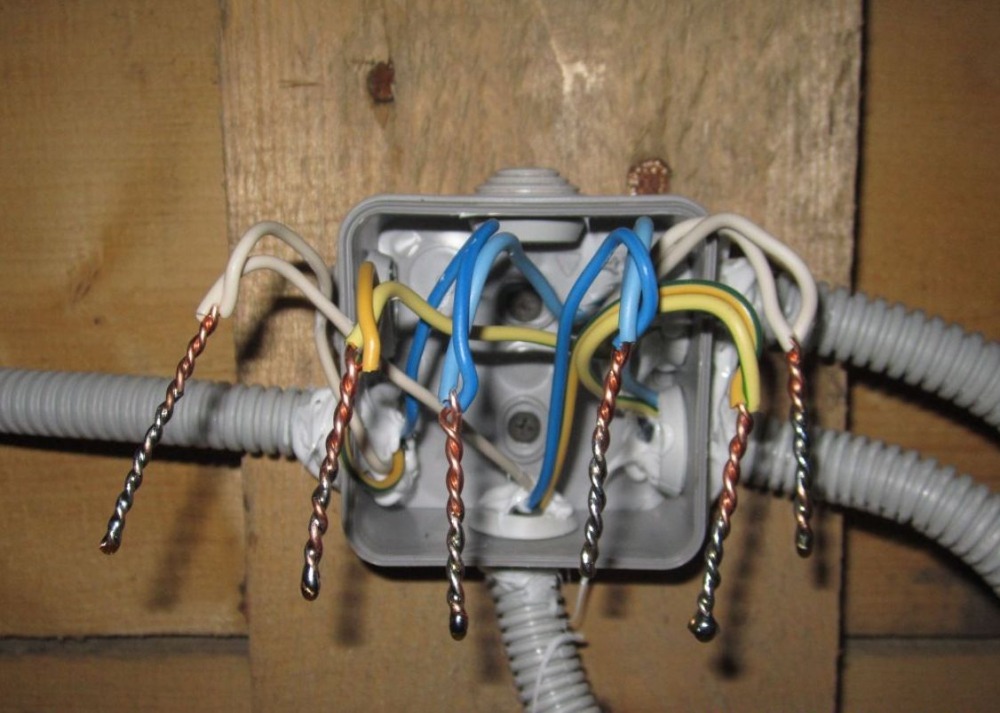
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.
Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов. Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников. Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры. Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и алюминиевых проводов) применяется специальное оборудование, для формирования дуги в котором используется постоянный ток прямой полярности. К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято называть «массой», подсоединяется её минус.

При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока. С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств. Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.

Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих. Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Собираем качественные и надежные сварочные кабели, которые будут служить годами
Комплект сварочных кабелей для ручной дуговой сварки включает в себя два кабеля (провода), один из которых имеет на конце электрододержатель, а другой клемму для подключения к массе. Как правило, стандартный набор, поставляемый в комплекте с недорогим сварочным аппаратом, не самого лучшего качества и выходит из строя после нескольких месяцев использования. Если покупать такой комплект отдельно, то бюджетные модели также не могут похвастаться качеством, а вполне нормальные соизмеримы по цене самого сварочного аппарата. Довольно часто встречаются модели, где упор сделан на одну из трех составляющих, т.е. либо электрододержатель качественный, а кабеля (провода) так себе, либо провода отличные, а все остальное не очень. Поэтому чтобы не играть в рулетку и не переплачивать деньги, предлагаю самостоятельную сборку из проверенных комплектующих. Если заинтересовались, милости прошу.

Содержание
Электрододержатель:
Электрододержатель – один из самых важных компонентов, экономить на котором категорически не стоит. От качества его изготовления и конструкции зависит комфортная и удобная работа, а также конечный результат. Я не буду вдаваться в подробности, а отмечу лишь, что существует три распространенных типа электрододержателей: вилочные, пружинные и винтовые. Первые, как правило, самодельные и изготавливаются сварщиками самостоятельно. Они надежны, не очень удобны в использовании и зачастую не изолированы. Вторые самые распространенные, но в низшей и средней ценовой категории их качество оставляет желать лучшего. Качественные пружинные электрододержатели удобны в работе и особых нареканий не имеют. Винтовые электрододержатели достаточно надежно фиксируют электрод под необходимым углом и имеют хорошее качество даже в средней ценовой категории. Отлично подходят новичкам на первых порах, т.к. при неумелом отрыве «прилипшего» электрода не портят контактную площадку держака.
Я не стал идти путем проб и ошибок, поэтому сразу же купил проверенный электрододержатель винтового типа ESAB Handy 200:

Электрододержатель ESAB Handy 200 я покупал здесь
Китайский проверенный аналог на Аliexpress
Я сварщик-любитель, поэтому под мои нужны и возможности сварочного аппарата тока в 200А хватит за глаза. Учитывая хорошее качество изготовления, данного электрододержателя хватит надолго. Если вы профессионал и вам приходится много варить более толстыми электродами, в линейке есть более мощные модели, рассчитанные на больший ток и более толстые электроды. Но даже эта модель без особых проблем позволит варить током 250А без повреждений, поддерживаемый диаметр электродов от 2мм до 4мм.
Из проверенных производителей можно отметить следующие: Корд (Россия), ESAB (Швеция), FoxWeld (Италия/Китай), FUBAG (Германия), ABICOR BINZEL (Германия) и другие. Огромный выбор держаков здесь и здесь
ESAB Handy 200 имеет хорошее качество и невысокую стоимость, поэтому пользуется большим спросом. Комплект поставки:


Центральный стержень выполнен из латуни (сплав меди и цинка, с небольшим добавлением олова и других металлов), никакого омедненного железа и прочего дешмана, которое зачастую применяется в дешевых держаках. Все это позволяет пропускать значительные тока без заметного нагрева и повреждений. Для удержания служит прорезиненная рукоять со специальной накаткой, благодаря чему электрододержатель уверенно лежит в руке и выдерживает небрежное отношение. Если сравнивать с недорогими пружинными держаками, у которых ручка выполнена из карболита или пластика, то разница налицо. Тем более последние на холоде или от постоянного нагрева становятся хрупкими и могут разломиться при падении с небольшой высоты.
Крепеж позволяет зажимать провода и кабеля сечением вплоть до 50мм2:

Силовые кабеля (провода):
Вторыми по значимости элементами являются силовые кабеля (провода). От их качества зависит максимальный рабочий ток и уверенный поджиг дуги. Особенно актуально это при работе с недорогим сварочным инвертором, у которого предельный ток еле-еле дотягивает до 120-130А (уверенная сварка 3мм электродом). Тут все упирается в закон Ома: чем выше сопротивление, тем ниже ток, а учитывая «предельные» возможности сварочника, с плохими проводами он может уже «не вытянуть».
С выбором кабеля я не раздумывал и взял проверенный временем кабель КГ-ХЛ 1х25:

Покупйте в проверенных магазинах по продаже электротоваров. Можно посмотреть здесь
Расшифровывается как кабель гибкий с медными токопроводящими жилами, с изоляцией и оболочкой из резины без защитных покровов (брони) в холодостойком исполнении («ХЛ»). На работе я уже не раз изготавливал и ремонтировал подобные сварочные кабеля, нареканий по ним нет вообще. Если планируются работы на холоде, выбирайте именно в холодостойком исполнении («ХЛ»). Если не ошибаюсь, то с прошлого года все ГОСТовские кабеля КГ производятся полностью в холодостойком исполнении, поэтому при маркировке КГ, кабель на морозе не дубеет. Это не относится к «старым» запасам с маркировкой «КГ» и не ГОСТовским вариантам. Кабеля по ТУ хуже, хоть и дешевле. При заявленном сечении 25мм2, в зависимости от производителя, реальное сечение варьируется от 20 до 23мм2. От себя добавлю, что из этих кабелей я делал провода для прикуривания и дорабатывал провода для автопускача (JumpStarter), даже при -20°С не стоят колом.
При выборе ориентируйтесь на несколько параметров: ток, цена, длина и вес. Сечение кабеля для сварочного аппарата подбирается исходя из тока, отдавайте этому параметру наивысший приоритет. Ориентируйтесь по следующим значениям: 16 кв. мм – до 190А, 25 кв. мм – до 240А, 35 кв. мм – до 290А. Чем выше сечение, тем меньше сопротивление и ниже потери на нагрев. Ценники на медь кусачие, поэтому кабель не из дешевых. Цена, длина и вес кореллируются между собой. Помните, что переносить 25м бухту кабеля 1х25 то еще удовольствие, причем, не дешевое.
Какое сечение выбрать – дело каждого, но я решил перестраховаться и выбрал 25мм2, поскольку сварочник у меня китайский и лишние потери мне не к чему. В принципе, для моих задач хватилобы и 16мм2, но взял с запасом. Тем более как оказалось, кабель изготовлен по ТУ (не ГОСТ):
Зажим массы:
Сварочные кабеля я делал на скорую руку, поэтому приобретал то, что было под рукой в близлежащих магазинах. Нормального зажима я не нашел и временно заказал зажим Диолд 3М-300-02 на 300А:

Качество удовлетворительное, но зато цена привлекательная (около 150р). Изначально хотел купить клемму заземления КЗ-25 (КЗ-31) «Корд» из латуни на 250А, но их нигде не было, даже в онлайн-магазинах по приемлемым ценникам:

Решил взять дешевую клемму Диолд, доработать ее немного и после покупки нормальной, оставить в качестве запасной. Выглядит она следующим образом:

Приобретал в ближайшем строймаге, но вполне можно заказать и на Алиэкспресс здесь
Ничего хорошего по ней сказать не могу. Выполнена из стали (плюс надежности), в остальном печаль: губки стальные омедненные, роздвиг небольшой, жестяная перемычка коротка и зачастую не позволяет нормально зацепить зажим. Розоватый оттенок на губках – это небольшое напыление меди на сталь для лучшей токопроводимости последней:

Слой меди небольшой, при 120А будет греться:

Про доработку таких дешманских зажимов расскажу позже, если будет интерес, но на первое время хватит. Моя доработанная при 120А не греется особо, поэтому менять не спешу. Многие профессиональные сварщики в качестве зажимов массы используют небольшие тисочки или струбцины (Корд, ПТК, Brima, Sirio и другие):

Вариант хороший, но для минимизации потерь и, соответственно, нагрева, лучше использовать бронзовые или латунные вместо стальных.
У китайцев есть хорошие зажимы по гораздо привлекательным ценам здесь
также есть готовые провода с массой здесь
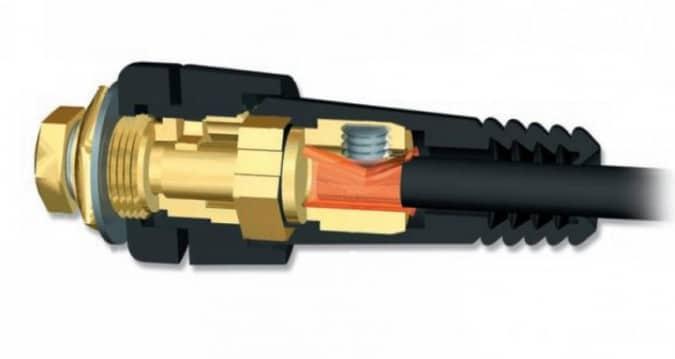
Вилка кабельная:
Кабельные вилки (сварочные разъемы), как правило, идут в комплекте со сварочным аппаратом. При необходимости можно приобрести отдельно. У меня как раз они были в комплекте:

Купить отдельно можно здесь
Качество хорошее, на твердую четверку. Огорчило присутствие жестяных омедненных полосок под винты вместо медных:

Я их вырезал из медной фольги в несколько слоев:

Сборка:
Когда все элементы куплены, можно приступать к сборке. Ничего сложного в этом нет. Первым делом определяемся с метражом под кабеля. Самый оптимальный и распространенный вариант – кабель с держаком на 1-2 метра длиннее. При покупке 8м кабеля, оптимальным будет вариант «5м + 3м». При этом будет запас кабеля по высоте и периметру при работе с габаритной конструкцией. Если сделать «4м + 4м», то иногда придется передвигать сварочный аппарат.
После того, как определились с размерами, зачищаем концы проводов. Штангенциркулем или какой-нибудь спицей измеряем глубину и на это расстояние зачищаем изоляцию:

Можно воспользоваться так называемыми стрипперами для снятия изоляции, очень удобный инструмент для монтажников и не только. Купить можно здесь
При зажиме кабеля в электрододержателе не забываем про специальную проставку под винт, иначе последний разломит часть проводков и контакт будет хуже:

Получается такая замечательная конструкция:

С кабельной вилкой поступаем аналогичным образом:

Не забываем также установить прокладку под винт:
В итоге имеем качественные универсальные кабеля, которые имеют минимальное сопротивление и не греются даже при значительных токах:

При использовании кабеля КГХЛ ими прекрасно можно работать на морозе.
Выводы:
Винтовой электрододержатель ESAB Handy 200 очень понравился: не греется, в руке лежит удобно, имеет два угла установки электрода. Перестановка электрода занимает около 10 секунд и каких-либо неудобств не доставляет. Особенно полезен будет новичкам, т.к. при неумелом отрыве прилипшего электрода не портит сам держак. По стоимости такой самосборный комплект выходит несколько дешевле, а по качеству на голову лучше большинства заводских. При этом он с легкостью переживет даже несколько сварочных аппаратов и не сломается, поэтому рекомендуется к повторению…
Если тема будет интересной, сделаю краткий обзор на проверенную и надежную экипировку, аксессуары и приспособления для сварки, о которых некоторые и не догадываются вовсе.
Сварочник для проводов.

Существует много способов соединения проводов, самые доступные это: скрутка и пайка, но сегодня остановимся на сварке. Именно сварка делит первое место с пайкой. В этих двух видах соединения есть свои минусы и плюсы, и каждый случай применим и не применим в конкретном случае.
Если нужно соединить большое количество проводов, то сварка это самый качественный и быстрый способ. А так же не требует расходников.

Корпус от старого понижающего транса на 36 вольт.
Вместо старого транса стоит новый на 24 вольта и на 350 ватт (в идеале нужен чуть по мощнее).
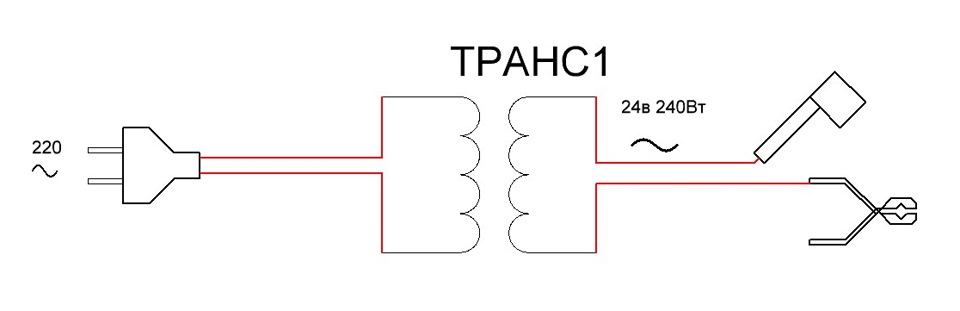
Первичная обмотка соединена через автомат с сеть 220 вольт. Со вторичной обмоткой соединены с проводом КГ 2Х1.5 (один провод кг 2х1.5 соединен с плоскогубцами, другой с угольной щеткой от Камаза) плоскогубцы и угольные щетки.
Через второй автомат с сетью 220 вольт соединены, (для охлаждения транса) через зарядник для телефона на 5 вольт Вентилятор для корпуса системного блока ( для него на корпусе сделаны прорези, по три штуки с четырех сторон), и розетка (удобно если нужно запитать доп. прибор).


На посатижи наварена шпилька на 6, и двумя шайбами и гайкой зафиксирован провод.
Держак для щетки сделан из медной трубки, и надет шланг подходящего диаметра.



Варить нужно следующим образом: плоскогубцами берем скрученный провод и прикасаемся на 2 — 3 секунды щеткой.


Таким способом можно сварить провода сечением 8 — 10мм2
Удобен тем что соединение получается быстро и не нужно расходников (флюс, припой)
Минусы тяжеловат (4- 5кг) и нужны растраты чтобы изготовить.
Также для таких целей годится инверторный сварочный аппарат.
Метки: соединение проводов.
Комментарии 120
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.



встречал такое в старой ламповой раиоаппаратуре или где-то еще такой тип соединения элементов

Мужики, ищу такой для своей работы
Мож есть у кого самодельный бюджетный?
Щетки стартера паять надо

В 80-х годах в СА, в ремротах была приблуда для напаивания клемм АКБ и для сварки проводов. Держатель для грифеля от круглой батарейки Источник тока — сами же АКБ. Для лучшей сварки мона добавлять буру.

Я как то делал сварочный такой для опайки скруток распределительных коробок. Только смысл был чуток другой графитовый стержэнь в нем отверстие и всё тут если засверлить в щётке бырку диаметром под скрученный провод то будет опаиватся еще лучше.

У моего бати давно такой…электрик

а я использую маленький аккум от бесперебойника, вместо транса. это позволяет таскать приблуду куда угодно, эффект тот же

После перемотки двигателя, также сваривал провода.

Вещь необходимая, для сварки проводки в доме, например, даже незаменимая. В машине я бы не стал таким пользоваться. Этим хорошо варить одножильные провода. Многожильные лучше на гильзы. Имхо, в машине варить проводку не стоит по многим причинам, тонкий многожильный провод может просто отгореть, подгарают жилки и сечение и без того тонкого провода уменьшается, при сварке возможен разлёт металла в стороны — можете испортить интерьер и экстерьер авто, не говоря о том, что может и ковролин загореться. Сам тонкий провод "отжигается" и теряет свои прочностные характеристики.

Видно по фото, как жилы покраснели. подгорели.
Т.е. это место быстро сгниет.
Алюмишка при сваре снаружи окисляеться и ничего ей не будет.
не сгниет. медь в конце концов задубеет, а там и патиной покроется…а вот алюминь гниет как сахар в воде
Да хрен она дубеет со временем. Часто отжигаю толстый медный провод одножильный, чтобы был мягче, бывает нужен такой, ни разу он не задубел ))). А патина это ни что иное как окисел, вот потом и получается труха ))).
Люмишка сама себя защищает)) детали из аллюма в земле десятки лет пролежат и не сгниют.
Люминь то скрутки в панельках по 30-40лет, то завареные стоят. И если сеть не перегружают то и проблем не знают.
А вот для меди специально используют обжимной шмурдяк. И эта практика вырабатана годами.
однако, время показало, что кровли кроют медью…но никак не люмелем ;-))
Однако как показало время, провода имеющие даже минимальный эл.потенциал и контакт влагой, за пол года станут коричнево зелеными.

у меня инверторный сварочный есть…то что к нему приладил держатель проводов и графитовый стержень и можно сваривать провода?

Да. Но для инвертора есть свои специальные электроды.
продаются и держатели спецыальные и электроды. поспрашивай по магазинам или на рынке

Вещь! Т.е. для спайки нужен только мощный трансформатор 24-36 вольт?
Да. Для сварки нужен только транс.
Автомат стоит перед трансом, но не для защиты а для включения. Второй автомат для охлаждения и для розетки.

Так держать ! нужная вещь в хозяйстве! А кто ее собрал респект!

Видел такую технологию на стройке. Даже сам пробовал, удовольствие от процесса выше, чем с паяльником! Уголек можно достать из батарейки нахаляву. Кстати этими угольками и резать металл удобно обычным сварочником.

Кому не нравится пусть критику пишут, а Ты совершенствуйся и
кидай фотки еще, чего-нибудь интересного.


+ они многоразовые, если вдруг нудно добавить в скрутку жилу то все очень быстро получается,
+ жилы очень плотно скручиваются за счет конусообразной резьбы.
Я б выбрал именно этот способ!

Сравнивать сварку и скрутку колпачком? Да вы?
Каждому свое, но одинакового рузультата можно добиться разными способами каждый выбирает свой.
Автомобиль тоже средство повышенной опасности
Все на самокаты!
К чему эта "умная" реплика?
к тому, что очень много есть вещей "повшенной опасности" и если ими не пользоваться, то жить прийдется в пещере
зачем резать колбасу бензопилой если можно ножом?
Ход мыслей понятен…
Есть вещи которые уже облизаны со всех сторон и есть готовые решения.
Я как человек который занимается проводами и фурнитурой не по наслышке а каждый день до сих пор не могу понять смысл всего этого "девайса" если готовые решения которые на рынке перекрывают по всем параметрам.
Не корректное сравнение.
Если делать это кому-то и за деньги, то да — долго, неудобно и неоправдано )))
На много проще — закрутил, взял деньги и ушел.
А как оно там будет лет через 10-15, в стене под штукатуркой, да мне пофиг, это проблемы клиента
А если сам делаешь для себя, то вопрос кагбэ не стоит)

я пост выше тоже самое обьяснял

этот способ не подходит для автомобиля где постоянные вибрации и тепловые нагрузки
чтобы узнать как нужно соединять провода, вскройте любую заводскую косу (там есть заводские соединения проводов), ну а можно обратиться к любой заводской инструкции по установке доп оборудования к автомобилям известных производителей — таета предлагает два способа:
либо это пайка (оловом с канифолью)
либо это спец мет зажимы (образно говоря скобы)
но не пружинные колпачки
сварка туда же, как ей пользоваться в машине без последствий для машины и изоляции — это вопрос… "ой я прожог вам пол напольное покрытие и теперь у вас дырочка в сидении" =)
Как сделать сварочный инвертор своими руками
Среди различных конструкций сварочных аппаратов, становятся очень популярными инверторы, благодаря оптимальным техническим характеристикам. В продаже имеется очень много устройств данного типа, однако для человека, разбирающегося в электротехнике, не составит особого труда сделать себе сварочный инвертор своими руками. Правильная сборка обеспечивает продолжительную и надежную работу таких устройств с любыми электродами, диаметр которых не превышает 4 мм.
Устройство, принцип работы и схема сварочного инвертора
Прежде чем приступать к изготовлению инвертора, необходимо изучить его основные технические характеристики. Стандартный аппарат обладает максимальным рабочим током в 220 ампер, током холостого хода – 30 ампер. Режимы работы отображаются с помощью трехзначного индикатора. Питание осуществляется от бытовой электрической сети, напряжением 220 вольт.
Также у сварочного инвертора имеются функции управления током, отображения токовых и температурных значений на индикаторе. Аппарат обладает горячим стартом, холостым ходом и спящим режимом. Он может автоматически отключаться при залипании электрода.
Основными конструктивными элементами сварочного инвертора являются блоки питания, выпрямителя и самого инвертора. Принцип работы аппарата, такой же, как у импульсных блоков питания. Трансформация электроэнергии происходит в несколько этапов:
- Вначале выпрямляется переменный ток 220 В, поступающий из бытовой сети.
- Далее выпрямленный постоянный ток вновь становится переменным, но с гораздо более высокой частотой.
- На следующем этапе высокочастотное напряжение понижается.
- На выходе ток с пониженным напряжением вновь выпрямляется, сохраняя при этом высокую частоту.

В обычных конструкциях основным элементом сварки является силовой трансформатор высокой мощности. С его помощью производится уменьшение сетевого переменного тока, а вторичная обмотка позволяет получать токи высокой частоты, необходимые для нормальной сварки. Такие аппараты имеют большие габариты и массу.
Преодолеть эти недостатки стало возможно с появлением сварочного инвертора. Размеры устройства значительно снизились из-за повышения частоты рабочего тока до 80 кГц и выше. Таким образом, габариты и масса устройства уменьшаются пропорционально увеличению рабочей частоты.

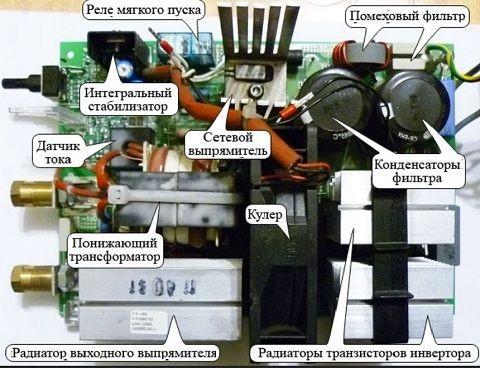
Откуда же берутся высокие частоты при наличии всего 50 Гц в рабочей сети? Они появляются за счет инверторной схемы, в состав которой входят мощные транзисторы с возможностью переключения в диапазоне 60-80 кГц. Для нормального функционирования, им необходима подача постоянного тока, получаемого через выпрямитель. Конструкция выпрямителя включает в себя диодный мост и сглаживающие фильтры.
С помощью выпрямителя становится возможным получение постоянного тока, напряжением 220 вольт. Сами инверторные транзисторы соединяются с трансформатором, понижающим напряжение. Поскольку транзисторы переключаются с высокой частотой, то и работа трансформатора осуществляется на аналогичных частотах.
Намотка проводников трансформатора
Для намотки трансформатора используется не провод, а медная жесть, ширина которой составляет 40 мм, толщина – 0,3 мм. Она обертывается в термобумагу, толщиной 0,05 мм, применяемую в кассовых аппаратах. Такая бумага обладает повышенной прочностью и не рвется. Обычный проводник не подходит в связи с работой трансформатора на токах высокой частоты. В процессе эксплуатации происходит вытеснение этих токов на поверхность толстого провода, а середина остается не задействованной. В результате, возникает сильный нагрев, известный как Скин-эффект.
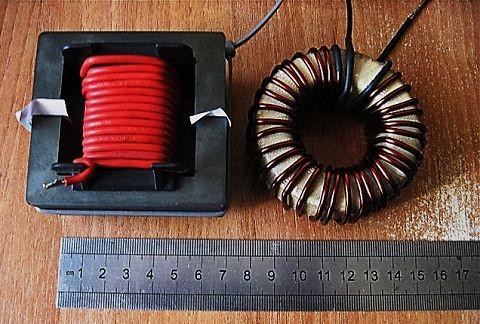
Преодолеть негативное действие такого эффекта возможно только с помощью проводника с большой площадью поверхности. Это качество в полной мере соответствует тонкой медной жести. Для вторичной обмотки используется три слоя этого материала, разделяемые тонкой фторопластовой пленкой. Все слои обернуты термобумагой, которая темнеет при нагревании, но это никак не влияет на ее свойства.
Вместо медных жестяных пластин допускается использование в качестве обмотки, провода ПЭВ, сечение которого составляет 0,5-0,7 мм. Данный проводник состоит из множества жил, образующих между собой воздушные зазоры. В результате, замедляется теплообмен, а общая площадь сечения проводов уменьшается на 30% по сравнению с медными пластинами.
Все рекомендации обязательны к исполнению, поскольку нагревается не ферритовый сердечник, а обмотка. Поэтому в процессе работы для всей конструкции предусмотрен обдув вентилятором внутри корпуса греющихся деталей.
Другие конструктивные элементы
При самостоятельной сборке сварочного инвертора в качестве охлаждающих элементов могут использоваться радиаторы с вентиляторами, которые применялись в компьютерах старых моделей. Для силового моста потребуется два таких радиатора. Один из них задействован на верхней, а другой – на нижней части моста. Эти радиаторы соединяются с диодами моста HFA30 и HFA25 с использованием слюдяной прокладки. Для диодов IRG4PC50W вместо прокладки используется специальная теплопроводящая паста КТП8.
Диодные и транзисторные выводы прикручиваются на каждом радиаторе, навстречу друг другу. Между ними вставляется плата, соединяющая детали моста с цепью питания 300 В. На нее припаиваются конденсаторы в количестве от 12 до 14 штук, емкостью 0,15 мкф, рассчитанные на 630 В. Данные элементы, обеспечивают уход трансформаторных выбросов в цепь питания. В результате, происходит ликвидация резонансных выбросов тока, поступающих от силовых ключей трансформатора. Оставшиеся части моста соединяются между собой с помощью коротких проводников.
В схеме инвертора имеются снабберы с конденсаторами хорошего качества С15 или С16. Они осуществляют глушение резонансных выбросов трансформатора, значительно снижают потери IGBT при его выключении.
Настройка систем инвертора
После сборки необходимо правильно настроить все системы сварочного инвертора. В первую очередь необходимо подать напряжение 15 В на ШИМ и на один из вентиляторов. Это делается с целью разрядки емкости С6 осуществляющей контроль над временем срабатывания реле. С помощью реле замыкается резистор, который после зарядки конденсаторов снижает всплески тока после включения аппарата в сеть, напряжением 220 В.

Далее, через несколько секунд после подачи питания на ШИМ проверяется срабатывание реле, с помощью которого замыкается резистор. После срабатывания обоих реле выполняется проверка платы ШИМ на наличие прямоугольных импульсов, поступающих к оптронам.
Правильная работа моста определяется путем подачи на него питания 15 В. При этом потребляемый ток на холостом ходу не должен быть больше 100 мА. Для определения правильного распределения фаз в обмотках силового трансформатора используется двухлучевой осциллограф. Один луч охватывает первичную обмотку, а другой вторичную. В результате, получаются одинаковые фазы импульсов, однако напряжение в обмотках будет разным.
Когда уже собран сварочный инвертор, на мост подается питание через силовые конденсаторы и лампочку, мощностью 150-200 Вт с напряжением 220 В. Частота ШИМ предварительно устанавливается в размере 55 кГц. Далее осциллограф подключается к коллектору эмиттера нижнего транзистора IGBT. После этого нужно понаблюдать за формой сигнала, с целью исключения всплесков напряжения более 330 вольт.
Читайте также: