Допускается ли перерыв в процессе сварки металлоконструкций при температуре окружающего воздуха 5
Обновлено: 18.05.2024
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
фасонный прокат (уголки, двутавры, швеллеры) - из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили - из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1 .
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования; требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям «Правил аттестации сварщиков», утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/мм 2 ) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) - с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик. Характеристика однотипных сварных соединений дана в «Правилах аттестации сварщиков».
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с «Правилами аттестации сварщиков», к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30 °С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10 °С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю. Знания ИТР и их профессиональная подготовка по сварочному производству должны быть проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР проверяются не реже одного раза в три года.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с «Правилами аттестации специалистов неразрушающего контроля», утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дифектоскопия, радиографирование и др.), а при необходимости - по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1.3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
СНиП III-4-80. Техника безопасности в строительстве;
ГОСТ 12.3.003. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности;
«Правил устройства электроустановок»;
«Правил технической эксплуатации электроустановок потребителей»;
«Правил техники безопасности при эксплуатации электроустановок потребителей»;
«Санитарных правил при проведении рентгеновской дефектоскопии», № 2191-80;
«Санитарных правил при радиоизотопной дефектоскопии», № 1171-74;
«Санитарных правил по сварке, наплавке и резке металлов», № 1009-73;
«Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства»;
«Правил пожарной безопасности при производстве строительно-монтажных работ. ППБ 05- 86».
1.3.3. Организация, выполняющая сборочно-сварочные работы, должна обеспечить надлежащее качество сварных соединений за счет:
применения исправного оборудования;
использования сварочных материалов надлежащего качества, прошедших соответствующий контроль;
выполнения технологических требований по сборке и сварке изделий, регламентированных ПТД;
выполнения операционного контроля процессов сборки и сварки;
своевременного выполнения контроля качества готовых сварных соединений.
1.3.4. Применение основных материалов (листов, профильного проката) и сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от указанных в производственно-технологической документации (ПТД), может быть допущено по совместному техническому решению организации-разработчика ПТД, отраслевой специализированной организации и организации - производителя работ.
1.3.5. Порядок сборки и укрупнения монтажных блоков и последовательность работ должны обеспечивать возможность применения наиболее прогрессивных методов сварки. Для обеспечения надлежащего качества сварных соединений и повышения производительности труда при выполнении работ по сборке, сварке и контролю качества сварных соединений следует руководствоваться положениями, изложенными в настоящем разделе.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду:
целесообразность применения механизированных способов сварки должна подтверждаться тех нико-экономическим расчетом;
автоматическую сварку под флюсом следует применять при укрупнительной сборке конструкций для швов значительной протяженности;
механизированная (полуавтоматическая) сварка самозащитной порошковой проволокой может быть применена при укрупнении и монтаже металлоконструкций для сварки швов в нижнем, наклонном и вертикальном положениях;
механизированную (полуавтоматическую) сварку в углекислом газе (проволокой сплошного сечения) следует использовать для укрупнительной и монтажной сварки металлоконструкций в любом положении шва при условии защиты места сварки от ветра.
В случаях, где не может быть использована автоматическая и механизированная сварка, должна применяться ручная дуговая сварка.
1.3.7. Численность инженерно-технических работников по сварке и наладчиков оборудования для механизированной сварки на строительно-монтажной площадке зависит от объема сварочных работ и числа работающих сварщиков. Она устанавливается в соответствии с положением о службе сварки строительно-монтажной организации.
1.3.8. Снабжение укрупнительной площадки и территории монтируемого или реконструируемого здания электропитанием для целей сварки следует выполнять с помощью разводок электросварочного тока на все участки укрупнительной площадки и монтируемого здания.
1.3.9. Сечение провода для присоединения источника питания для сварки к сети следует подбирать по данным табл. 1.1 . При ручной дуговой сварке электрододержатель соединяют со сварочной цепью гибким медным проводом с резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо выбирать в зависимости от сварочного тока: при токе до 100 А - не менее 16 мм 2 , при 250 А - 25 мм 2 , при 300 А - 50 мм 2 . Длина гибкого провода должна быть не менее 5 м.
Сечение провода для подсоединения к сети источников сварочного тока
Книга: Оборудование грузоподъемное. Общие технические требования
3.4. Дополнительные требования к сварке при отрицательных температурах
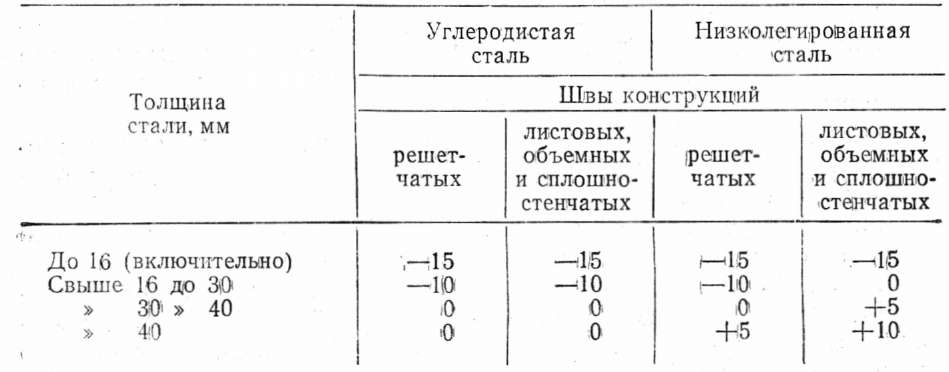
3.4.1. Ручная и полуавтоматическая сварка стальных металлоконструкций должна производиться без подогрева при температуре воздуха не ниже указанной в табл. 10. -
Сварку при отрицательной температуре (без подогрева) следует выполнять теми же электродами и сварочной проволокой, что и при положительной температуре.
Автоматическую сварку металлоконструкций из углеродистой и низколегированной стали при температуре воздуха не ниже ¾20 °С разрешается вести по той же технологической документации, что и при положительной температуре при обеспечении требуемого качества шва.
Таблица 10
Температура воздуха, °С
Толщина стали, мм
Листовые объемные и сплошные стенчатые
До 16 (включительно)
Примечание. Ручную и полуавтоматическую сварку при температуре выше —20 °С, но ниже указанной в таблице, следует производить с подогревом стали до 100—150 °С, в зоне выполнения сварки на ширину не менее 100 мм с каждой стороны. Подогрев производится также в случаях, указанных в пп. 3.4.2—3.4.5.
При более низкой температуре автоматическая сварка может производиться только по специально разработанной технологической документации, предусматривающей увеличение тепловложения и снижение скорости охлаждения, а также обеспечивающей получение качественных сварных швов.
3.4.2. При температуре окружающего воздуха ниже —5 °С все швы, выполняемые всеми видами сварки, заваривают от начала до конца без перерыва в последовательности, предусмотренной технологическим процессом сварки.
Перерыв допускается лишь при необходимости смены электрода или электродной проволоки и зачистки шва в месте возобновления процессов, как указано в п. 3.3.13.
Прекращать сварку до выполнения проектного размера шва и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и т.п.) процесс следует возобновлять только после подогрева металла в соответствии с технологией сварки, разработанной для данной металлоконструкции.
3.4.3. К сварке стыковых швов предъявляются следующие требования:
техника дуговой сварки многослойных, односторонних и двусторонних симметричных и несимметричных швов при толщине металла до 16 мм отличается от техники сварки при нормальной температуре. При толщине металла более 16 мм и температуре окружающего воздуха ниже —15 °С сварка первых двух слоев ведется с сопутствующим подогревом до 180—200 °С;
при несимметричных швах и толщине металла до 35 мм в первую очередь заваривать основную часть шва. При сварке соединений с подваркой последнюю рекомендуется вести после сварки основного шва. Если эти требования невыполнимы, то необходимо осторожно проводить кантовку элемента:
при сварке металла толщиной 36—60 мм обязательной является кантовка для наложения подварочного слоя с противоположной стороны после сварки первых 4—5 слоев. Заварка шва полностью с одной стороны недопустима;
сварку листов объемных металлоконструкций из стали толщиной более 20 мм следует вести каскадом или горкой, двусторонней сваркой секциями и другими равноценными методами;
зачистку корня шва, если она предусматривается технологическим процессом, следует производить путем вырубки или шлифовки.
Вырубка металла зубилом может выполняться только после его подогрева до 100-150 °С.
3.4.4. К сварке тавровых и угловых швов предъявляются следующие требования:
если сечение шва равно или больше значений, приведенных в табл. 11, а коэффициент формы провара более 1,3 (рис. 10), то сварка однослойных и многослойных швов без разделки кромок для всех марок сталей производится без подогрева основного металла;
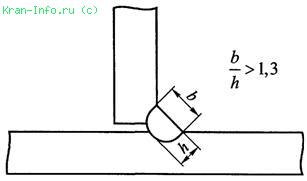
если сечение шва менее рекомендуемого табл. 11 и коэффициент формы провара менее 1,3 и его нельзя изменить, то при сварке для всех марок сталей при температуре воздуха —15 °С и ниже необходим подогрев металла до температуры 200-220 °С;
сварка многослойных швов с разделкой кромок производится при соблюдении условий, принятых для многослойных стыковых швов.
3.4.5. Дефектные участки шва следует заваривать только после подогрева металла до температуры 180-200 °С.
3.4.6. К рабочему месту сварочные материалы следует подавать непосредственно перед сваркой в количестве, необходимом на период непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед заправкой в аппарат.
У рабочего места сварочные материалы необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
Дополнительные требования к сварке при отрицательных температурах
1.4.5.1. Ручную и полуавтоматическую сварку стальных конструкций при температурах ниже указанных в табл. 3 следует производить с подогревом стали в зоне выполнения сварки до 120—160°С на ширину 100 мм с каждой стороны соединения.
Минимально допустимая начальная температура стали при ручной и полуавтоматической дуговой сварке без предварительного подогрева, °С
1.4.5.2. Сварка в среде углекислого газа при отрицательной температуре не рекомендуется.
1.4.5.3. При температуре окружающего воздуха ниже —5°С все швы завариваются от начала до конца без перерыва; перерыв допускается лишь при необходимости смены электрода или электродной проволоки и зачистки шва в месте возобновления процесса; прекращать сварку до выполнения проектного размера шва и оставлять незаверенными отдельные участки шва не допускается; в случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и т. п.) процесс следует возобновлять при условии подогрева металла в соответствии с технологией сварки, разработанной для данной конструкции.
1.4.5.4. Сварка стыковых швов характеризуется следующими требованиями:
а) так как техника дуговой сварки многослойных, односторонних и двусторонних симметричных и несимметричных швов при температуре не ниже —10°С и толщине металла до 16 мм не отличается от техники сварки при нормальной температуре, то при толщине металла более 16 мм и температуре окружающего воздуха —5°С сварку первых двух слоев необходимо производить с сопутствующим подогревом до 180—200°С;
б) при несимметричных швах с толщиной металла до 35 мм желательно в первую очередь заваривать основную часть шва. Если это неосуществимо, то следует осторожно проводить кантовку элемента.
При сварке соединений с подварочным слоем сварку последнего рекомендуется вести после сварки основного шва. Если это невыполнимо, то необходимо осторожно проводить кантовку элемента.
При сварке металла толщиной 36—60 мм обязательной является кантовка элемента для наложения подварочного слоя с противоположной стороны после сварки первых четырех-пяти слоев. Заварка шва полностью с одной стороны недопустима;
в) сварку листов объемных конструкций из стали толщиной более 20 мм следует вести каскадом или горкой, двусторонней сваркой секциями и другими равноценными методами;
г) зачистку корня шва, если она предусматривается технологическим процессом, следует производить путем выплавки или шлифовки. Вырубка металла зубилом может выполняться только после его прогрева до 100—120°С.
1.4.5.5. Сварка многослойных угловых швов с разделкой кромок производится при соблюдении условий, принятых для многослойных стыковых швов.
1.4.5.6. Дефектные участки шва следует заваривать только после подогрева металла до температуры 180—200°С.
1.4.5.7. К рабочему месту покрытые электроды и флюс следует подавать непосредственно перед сваркой в количестве, необходимом на период непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед заправкой в аппарат.
У рабочего места покрытые электроды и флюс необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
Использование покрытых электродов, порошковой проволоки и флюсов, находящихся на морозе, разрешается только после их просушки.
1.4.5.8. Для всех способов сварки рекомендуется применять источники питания постоянного тока, обеспечивающие более высокую стабильность дуги. Применение переменного тока допускается в тех случаях, когда колебания сетевого напряжения не превышают ±6%.
1.4.5.9. Сварщик, впервые в данном сезоне приступающий к работе при температуре ниже —5°С, должен пройти 6—7-часовую практику. Стажировка осуществляется на специальных образцах или при сварке неответственных конструкций. После окончания стажировки свариваются контрольные образцы для механических испытаний, которые проводятся в соответствии с подразделом 1.4.6 настоящего РД.
Сварщик, сдавший испытания при данной температуре, допускается к сварке при любой более высокой температуре и при температуре на 10° ниже той, при которой сваривали контрольные образцы.
При необходимости выполнения работ в исключительных случаях, при более низкой температуре, сварщик обязан вновь сварить образцы для механических испытаний. Повторная стажировка в этом случае не требуется.
Большая Энциклопедия Нефти и Газа
При температуре окружающего воздуха ниже минус 5е С сварные соединения, выполняемые всеми видами и способами сварки, заваривают от начала до конца без перерыва, за исключением времени, необходимого на смену электрода или электродной проволоки и зачистку шва в месте возобновления сварки . Прекращать сварку, до выполнения проектного размера шва и оставлять незавершенными отдельные участки сварного соединения не допускается. В случае вынужденного прекращения сварки ( из-за отсутствия тока, выхода из строя аппаратуры и других причин) процесс следует возобновить при условии подогрева металла в соответствии с технологией, разработанной для данной конструкции. [16]
Сварку стыков необходимо выполнять без перерыва в работе до полного заполнения разделки. Перед возобновлением сварки стык снова разогревают до требуемой температуры. [17]
Предварительно кратер подвергается механической обработке: снаружи с помощью тонкого наждачного круга снимают слой металла до получения вогнутой поверхности, а внутреннюю полость - между кратером шва и медной канавкой подкладного кольца - очищают от шлака специальной стальной иглой. При возобновлении сварки дугу зажигают в 10 - 12 мм от кратера и сообщают электроду поперечные колебания от фаски к фаске. [18]
Сварку ведут с наименьшим числом перерывов. При возобновлении сварки после перерыва необходимо равномерно подогреть шов в данном месте ( при сварке труб - весь стык) до 250 - 300Q С с целью предупреждения появления трещин. Усиление шва располагают симметрично к оси шва, обеспечивая плавный переход от наплавленного металла к основному. [19]
Процесс сварки желательно вести без перерывов. При возобновлении сварки после случайного или вынужденного обрыва дуги окончание шва следует перекрыть ка 15 - 20 мм. Поверхность перекрываемого участка шва должна быть защищена металлической щеткой и тщательно вытерта бязевыми салфетками, смоченными в гидролизном спирте для удаления стальной пыли. [20]
При сварке следует избегать отвода пламени в сторону от шва, так как в противном случае металл шва будет окисляться кислородом воздуха. При вынужденных перерывах при сварке, например угасании горелки при обратном ударе пламени, надо проследить, чтобы образовавшиеся окислы всплыли на поверхность сварочной ванны при возобновлении сварки и чтобы конец шва был перекрыт на 4 - б мм. [21]
Ручную дуговую сварку конструкций I и II групп в районах с расчетной температурой воздуха от - 40 до - 65 С ведут короткой дугой на постоянном токе обратной полярности. При температуре стали ниже - 5 С сварку следует выполнять от начала до конца секции или шва без перерыва за исключением пауз на смену электрода и зачистку шва в месте возобновления сварки . Прекращать сварку до получения проектного размера соединения и оставлять незаваренными отдельные участки шва запрещается. В случае вынужденного прекращения сварки процесс возобновляется после подогрева стали в соответствии с технологией монтажной сварки конструкции. При меньшей толщине свариваемой стали первые слои шва следует выполнять способом двойного слоя. Протяженность зоны подогрева стали определяется выбранным способом сварки шва. При секционных способах применяется нагрев элементов сварного соединения на первой начальной секции; при сварке каскадом - на первых участках шва общей длиной 400 - 600 мм. [22]
При температуре окружающего воздуха ниже - 5 С швы металлоконструкций из низкоуглеродистых и низколегированных конструкционных сталей сваривают без перерыва за исключением времени на смену электрода и зачистку шва в месте возобновления сварки . Сварка деталей из высоколегированной аустенитной стали допускается до температуры - 20 С без подогрева. [23]
Трубы из сталей типа 12Х1МФ, 15ХМ, 15Х5М, 12Х8ВФ перлитными электродами необходимо сваривать без перерывов в работе. При вынужденных перерывах должно быть обеспечено медленное и равномерное охлаждение металла путем изоляции его асбестом или другим теплоизоляционным материалом. Перед возобновлением сварки стык следует тщательно очистить от шлака, произвести визуальный контроль и подогреть до рекомендуемой температуры. [25]
Сварку труб из сталей типа 12Х1МФ, 15ХМ, 15Х5М, 12Х8ВФ и им подобных необходимо проводить без перерыва в работе. При вынужденных перерывах в работе должно быть обеспечено медленное и равномерное охлаждение металла за счет его изоляции асбестом или другими теплоизоляционными материалами. Перед возобновлением сварки стык следует тщательно очистить от шлака, произвести визуальный контроль и подогреть до рекомендованной температуры. [26]
Трубы из сталей типа 12Х1МФ, 15ХМ, 15Х5М, 12Х8ВФ перлитными электродами необходимо сваривать без перерывов в работе. При вынужденных перерывах должно быть обеспечено медленное и равномерное охлаждение металла путем изоляции его асбестом или другим теплоизоляционным материалом. Перед возобновлением сварки стык следует тщательно очистить от шлака, произвести визуальный контроль и подогреть до рекомендуемой температуры. [28]
Сварку труб из сталей типа 12Х1МФ, 15ХМ, 15Х5М, 12Х8ВФ и им подобных необходимо проводить без перерыва в работе. При вынужденных перерывах в работе должно быть обеспечено медленное и равномерное охлаждение металла за счет его изоляции асбестом или другими теплоизоляционными материалами. Перед возобновлением сварки стык следует тщательно очистить от шлака, произвести визуальный контроль и подогреть до рекомендованной температуры. [30]
1. ОБЩАЯ ЧАСТЬ
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.3. Основные положения организации сварочных работ
целесообразность применения механизированных способов сварки должна подтверждаться технико-экономическим расчетом;
1.3.9. Сечение провода для присоединения источника питания для сварки к сети следует подбирать по данным табл. 1.1. При ручной дуговой сварке электрододержатель соединяют со сварочной цепью гибким медным проводом с резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо выбирать в зависимости от сварочного тока: при токе до 100 А - не менее 16 мм 2 , при 250 А - 25 мм 2 , при 300 А - 50 мм 2 . Длина гибкого провода должна быть не менее 5 м.
Читайте также: