Допустимые зазоры и виды кромок при подготовке труб под сварку
Обновлено: 01.05.2024
Сваривание труб является одним из самых сложных вариантов соединения деталей. Популярным методом является сварка на просвет, приносящая удовлетворительные результаты. Такой способ также называют сварка под просвет. В обоих случаях имеется в виду наличие зазора между свариваемыми трубами.

Подготовка
Сварка труб на просвет требует проведения подготовительных операций. Необходимо произвести зачистку торцов труб в месте их будущего стыка. Нельзя оставлять следы грязи, ржавчины, коррозии и лакокрасочных покрытий. Для этого лучше всего подойдет шлифовальная машина. Оставшиеся металлические неровности и заусенцы можно убрать с помощью резака, напильника, наждачной бумаги, металлической щетки.
Затем необходимо произвести обезжиривание подготавливаемых поверхностей с помощью растворителя и протереть их сухой тканью. После этого произвести скос кромок совмещаемых поверхностей.
Если сварка будет производиться дуговым ручным методом, то надо правильно выбрать и подготовить электроды. Их необходимо высушить и прокалить. Затем выполнить установку режимов на сварочном оборудовании. Величина тока должна соответствовать толщине стенок труб. Работу рекомендуется выполнять постоянным током в режиме прямой полярности.
От выполнения этих операций во многом будет зависеть грамотная и качественная сварка корня шва под просвет.
Выбор величины зазора
Величина зазора будет зависеть от толщины стенок труб, которые подготавливают к соединению. Обычно он устанавливается в пределах двух-трех миллиметров. Если толщина стенок превышает десять миллиметров, то выбирается зазор, размером три миллиметра.

Удобным способом выставления зазора задуманной величины является вставление между деталями электрода заданного размера, например, трех миллиметров.
Центрирование
Во избежание смещения заготовок во время сварочного процесса необходимо произвести центрирование их осей. Невыполнение этого правила может привести к непровару, являющимся недопустимым дефектом. Также при вибрациях шов может получиться рыхлым и треснуть под воздействием даже минимальной нагрузки.
Для этого процесса удобно применять специально предназначенный для этого прибор - центратор.

Эти устройства делятся на наружные и внутренние. Второй вариант предназначен для сварки труб большого диаметра. Для сварки трубопроводов бытового назначения удобно применять

Процесс сварки
Правильная сварка труб под просвет может быть осуществлена только при их надежной фиксации. Это может быть выполнено с помощью коротких поперечных швов - прихваток. Это обеспечит отсутствие деформации при сварке корня шва на просвет. Число прихваток зависит от диаметра свариваемых труб. Чем больше этот размер, тем в больших местах необходимо выполнить прихватывание. Выполнять их следует так же, как и основной шов, очистив предварительно поверхность на месте их будущего наложения.
После этого следует приступить к равномерному заполнению шва, что не является особо сложным процессом. При сварке должен быть обеспечен свободный доступ к месту проведения работы во всех положениях. Ложиться аккуратно шов будет при использовании короткой дуги.
Вначале следует выполнить корневой шов, а поверх него заполняющий. После того, как шов будет заполнен, можно будет приступать к наложению облицовочного шва.

Движения электрода должны носить поперечный характер. В противном случае необходимо следить за тем, чтобы оплавлялись обе кромки свариваемых труб. За правильным формированием внутреннего валика можно следить через образующееся через некоторое время технологическое окно.
Интересное видео
Подготовка металла под сварку
Подготовка деталей к сварке - первый необходимый этап сварочного процесса. Можно применять дорогое оборудование, соблюдать все правила технологии, но, если на металлических поверхностях останутся лишние частицы, ржавчина, пятно масла, то это приведет к образованию дефектов. Подготовка сварного соединения включает в себя также разделку кромок, разметку поверхностей и их надежную фиксацию.
Необходимо помнить, что проще выполнить подготовку к сварке, чем потом решать трудоемкую задачу по ее переделке, которая к тому же не всегда является успешной.

Правка
При хранении и транспортировке части будущего сварного соединения могут потерять свою форму. К искажениям относятся:
- вмятины;
- выпучивания;
- коробление;
- волнистость;
- искривления.
Исправляют металл в холодном виде и при нагревании. Исправления нагретого металла проходят легче. Выполнять правку можно машинным способом и вручную. Машинный способ применяют в промышленности. Ручную правку удобно проводить, используя наковальню. Подходит и стальная или чугунная плиты большой толщины.
Для осуществления процесса правки необходимо подготовить слесарный инструмент. Возвращать исходную форму, прежде всего, можно при помощи молотка. Однако, подойдет не любой, а изготовленный из мягкого материала. В некоторых случаях можно использовать даже резиновый. Форма бойка предпочтительно круглая - квадратная оставит на металле следы. Поверхность бойка должна быть отполированной. Кроме молотка можно использовать деревянную или металлическую гладилку.

Выпуклость и волнообразность исправляют, ударяя по краям и постепенно двигаясь к центру. По мере приближения к центральной части ударяют чаще, но силу ударов уменьшают. Для корректировки тонких изделий целесообразно применять бруски-гладилки. Правка закаленного металла осуществляется рихтованным молотком.
Разметка
Подготовка металла под сварку включает в себя приведение в соответствие размеров деталей с указанными в чертежах. Прежде, чем приступать к резке, необходимо их разметить. Для разметки применяется острый предмет, мел, ручка, тонкий фломастер, карандаш. Из инструментов также понадобятся линейка, рулетка, угольник, штангенциркуль. При крупном производстве используются шаблоны.

Кроме контура деталей на металлической детали отмечают места сгибов.
Резка
Это является одним из самых важных этапов подготовки к металлу к сварке. Отрезанный в сторону уменьшения металлический элемент можно сразу отнести к браку. Хорошо еще, если существует возможность использовать его для других целей. Не слишком удачно, если требуется корректировка в несколько миллиметров, поскольку выполнить такой процесс достаточно трудно.
Инструменты для разрезания:
- ножницы по металлу;
- гильотина;
- болгарка.
Для толстых деталей можно использовать сварку. Для этого надо расплавить деталь, а потом удалять металл, чтобы получался не шов, а сквозное отверстие. Если двигаться по намеченной линии, получится разрез, хотя и не слишком аккуратный. Термическая резка применима для деталей различной конфигурации. Находят широкое применение дуговая сварка, кислородный резак.

В промышленном производстве применяют отрезные станки.
Зачистка
Подготовка металла к сварке включает его зачистку. Невыполнение этого этапа приведет к образованию дефектов. Даже небольшие частички грязи могут вызвать растрескивание детали, появление в структуре сварного шва пор, возникновению в металле очагов напряжения.
Очищение металлических поверхностей - это самый легкий подготовительный процесс, но очень важный. Особо сложных инструментов при этом не потребуется. Применяются щетки из металла, болгарки. На производстве к этому процессу подходят более серьезно и используют дробеструйные и пескоструйные аппараты.
Не следует забывать о необходимости удаления ржавчины, а также оксидной пленки, образование которой получается при контакте металла с кислородом воздуха. Для удаления следов краски и масляных пятен деталь небольшого размера можно погрузить в емкость с растворителем. Металлическую поверхность перед сваркой необходимо просушить.
Подготовка кромок
Для улучшения условий сварочного процесса производится обработка кромок изделия. Особенно это важно при сваривании толстых изделий. Подготовка кромок под сварку может производиться термическим и химическим способами. Результатом обработки является приобретение формы, способствующей лучшему соединению деталей. Разделка увеличивает ширину шва.
В промышленности используются фрезерные станки, специальные кромкострогальные, пневматические зубила, пламенная резка. Более простые варианты - шлифовка и вырубка. Для механической разделки применяют ножницы по металлу, болгарку, зубило, напильник. Главными параметрами являются скос, угол разделки, ширина зазора, величина притупления. Скос образуется при снятии под углом или закруглением части металла.
Если сварка производится под углом, то разделку кромок можно проводить только при толщине деталей больше 3 см. Важную роль наличие скоса играет, когда свариваются детали разной толщины. Иногда приходится прибегать к притуплению кромок. Это целесообразно, если они имеют на конце острую форму. Иначе это может вызвать образование прожогов, деформацию шва, создание дополнительного напряжения, уменьшение прочности соединения.

Разделки бывают только с одной стороны или двухсторонними. Различные типы скосов используют для разных соединений:
- Односторонний скос одной или обеих кромок имеет вид буквы "V". Применяется в большом диапазоне толщин. Является наиболее популярным. При разделке обеих кромок угол составляет 60 градусов, а только одной - 50.
- Двухсторонний скос обеих кромок напоминает букву "X". Применяется для изделий, имеющих толщину 10-60 мм. Угол - 60 градусов.
- Скос в виде буквы "U" выполняется с одной стороны. Такую криволинейную форму используют для металлов с толщиной 20-60 мм. Для начинающих способ является сложным.
- Скос в виде буквы "К" применяют редко. В этом случае для одной из кромок делают двухсторонний скос, а для второй - односторонний.
Обозначение на чертежах скоса "β", а угла раскрытия "α". Скос не должен иметь перепадов. Для контроля разделки могут применяться шаблоны.
Отдельный вариант - подготовка кромок под сварку труб. При этом процессе необходимо осуществлять контроль перпендикулярности торца трубы к ее оси. Требования изложены в нормативном документе РД 153-34.1-003-01. Общий угол раскрытия, образованный двумя круговыми кромками обеих труб - 60-70 градусов. Притупление делают на размере 2-2,5 мм.

Подготовка труб к сварке предполагает градацию согласно толщине стенок свариваемых труб. При небольшой величине применяются скосы, имеющие V-образную или X-образную форму. При более значительной толщине делают U-образный скос.
Подготовка труб под сварку предполагает также выбраковку. Сваривание недопустимо, если разница внутренних диаметров приготовленных для сваривания труб составляет более 3 мм. Если торцы имеют механические дефекты, то их подрезают.
Гибка
Подготовительно-сварочные работы включают при необходимости гибку металлов. Если детали имеют форму листов или полос, то находят применение листогибочные машины. Детали с профилем сгибают с помощью специальных прессов.

Если необходимо сделать сгибание небольшого диаметра, а также при большой толщине, то рекомендуется предварительный нагрев. Это сделает металл более податливым и усилий потребуется меньше.
Фиксация
Подготовка деталей под сварку включает их надежную фиксацию друг с другом. Это обеспечит правильное положение при сварке и убережет от их сдвига. Методом, гарантирующим надежную фиксацию, служит выполнение прихваток. Под этим понимаются небольшие швы, выполненные поперек соединения деталей.
Размер их сечения имеет ограничение - оно не должно превышать половины ширины шва. Длина каждой прихватки не более 2 см. Сборка трубопроводов предполагает выполнение более длинных прихваток. Расстояние между ними составляет от 10 до 80 см в зависимости от длины шва. Величина шага зависит также от толщины материалов. Для коротких швов применятся точечное соединение на их краях. Высота прихваток не должна быть слишком большой.
Маленькие швы предотвращают смещение деталей в соединениях, сохраняют постоянство величины зазора между ними и придают конструкции дополнительную жесткость. Особенно это важно для крупных соединений. Прихватки выполняются за один проход.
Прихватки делятся на временные, которые после выполнения сварочного шва удаляют, и те, которые остаются. Выполняют их на оборотной стороне соединения. Перед началом процесса необходимо сделать такую же очистку поверхностей, как и для выполнения основного шва.
Сборка изделий
Подготовка поверхности металла под сварку заканчивается их сборкой. Точность взаимного расположения будет влиять на качество соединения. Перед началом сборки проверяют все детали на соответствие их размеров требованиям чертежей. Для сборки могут использоваться шаблоны, а при серийном производстве используются кондукторы, которые облегчают процесс сборки.
Сборка под сварку проводится на специальных стендах. Допускается применение подпорок и струбцин. По мере формирования шва их убирают.
Подготовка оборудования
Помимо приведения в порядок металлических поверхностей необходимо позаботиться об оборудовании для сварки. Подготовка к работе сварочного полуавтомата или других аппаратов заключается в проверке их работоспособности и установке выбранных режимов.
Разделка кромок под сварку
Разделка кромок выполняется при сваривании металлических конструкций толщиной от 5 мм. Это следует воспринимать не как пожелание, а как необходимое условие потому, что такой порядок предусмотрен ГОСТом. Только такой подход к свариванию может обеспечить качественный шов и надежность сваренной конструкции.

Разделка кромок выполняется при сваривании металлических конструкций толщиной от 5 мм. Это следует воспринимать не как пожелание, а как необходимое условие потому, что такой порядок предусмотрен ГОСТом. Только такой подход к свариванию может обеспечить качественный шов и надежность сваренной конструкции. Квалифицированные сварщики обязаны владеть этими знаниями и применять их на практике. ГОСТы существуют для каждого вида сварки. В ГОСТе 5264-80 на ручную дуговую сварку описаны формы кромок для всех типов соединений:
- для стыкового - 15 видов;
- для углового - 5 видов;
- для таврового - 4 вида;
- для нахлесточного - без скоса.
Назначение разделки кромок под сварку
Разделка позволяет решить две основные задачи: провар по всей толщине листа и качественный провар корня шва. Скос, создаваемый при разделке, обеспечивает плавный переход от одной детали к другой, что снижает механические напряжения. Без правильно выполненного скоса электрод не сможет пройти к корню шва и осуществить полноценный провар. Отдельным вопросом стоит разделка при сваривании труб и сосудов, а также приваривание к трубам отводов и штуцеров.
Подготовка кромок под сварку
Процесс подготовки кромок под сварку можно условно разделить на два этапа: зачистку и разделку. Зачистка производится с целью удаления всех посторонних включений и мелких дефектов поверхности детали. Обработка кромок ведется до металлического блеска поверхности. Деталь зачищают с обоих сторон полосой до 20 мм. Далее проводят зачистку торцов и притуплений.
При небольших объемах работ зачистку производят ручными металлическими щетками, напильниками и шлифовальной бумагой. Места, загрязненные маслом и консервирующими составами, соскребаются скребками и протираются растворителями. При больших объемах работ применяют механические проволочные щетки или пескоструйные аппараты. С загрязнениями борются путем протравливания в растворах щелочей и кислот, с последующим промыванием чистой водой.
Разделка кромок
В зависимости от толщины свариваемого металла, разделка осуществляется либо с одной, либо с двух сторон. В любом варианте скосы выполняются без острой кромки, и на последних миллиметрах делают притупление, добиваясь плоской кромки. Разделка может производиться средствами механической обработки с применением следующих операций:
Прямые стыки подготавливаются на строгальных станках. Поступательное движение резца позволяет снять лишний металл и получить необходимую форму. Несколько сложнее обрабатывать швы криволинейной формы. В таких случаях приходится применять фрезерные станки. Движением фрезы можно управлять вручную, но чаще используются специальные программы. Таким образом, обработка происходит быстрее и точнее. При сложной конфигурации шва ручное управление движением фрезы невозможно.
При подготовке изделий, которые невозможно установить на станок из-за больших размеров или особенностей формы, используют переносные кромкосниматели. Они устанавливаются непосредственно на заготовке и обрабатывают её. Как нетрудно догадаться, форма и качество поверхности фаски оставляют желать лучшего, и заготовка требует дополнительной обработки.
Абразивная обработка применяется как дополнительная после фрезерования и скалывания, а также при удалении с поверхности незначительных изъянов на мелких деталях.
При разделке кромок термическими методами применяют:
- газовую резку (кислород);
- плазменную резку;
- лазерную резку.
Применение газовой резки к легированным сталям ограничено образованием на поверхности кромки трудноудалимых карбидов. Этот вид резки применяется, в основном, для подготовки изделий из углеродистых сталей. Намного качественнее работает плазменная резка. Высокая температура плазмы позволяет получить качественную кромку на заготовках из любых материалов. Лазерная резка пока встречается крайне редко, дает великолепные результаты, но стоит очень дорого, поэтому применяется только для разделки швов на самых ответственных изделиях.
Применяются следующие формы скосов кромок: V-образная, X-образная, U-образная и K-образная.
V-образная форма

Это самый популярный вид разделки. Популярность легко объясняется сравнительной простотой исполнения и возможностью применения на металлах различной толщины.
X-образная форма

Применяют при сварке толстостенных металлов.
U-образная форма

Этот сложный для выполнения скос применяется для сварки толстостенных металлов. Наиболее часто его применяют при ручной дуговой сварке, так как здесь получается существенная экономия электродов.
К – образный скос применяется крайне редко. Напоминает собой Х – образный скос, выполненный на одной половине заготовки.
Разделка кромок под сварку труб
Разделку производят только для толстостенных труб. Трубы имеющие стенки толщиной до 5 мм. свариваются без разделки. В таком случае ограничиваются только зачисткой проволочными щетками. При больших объемах производства могут применяться шлифовальные машинки или пескоструйные аппараты.
При подготовке толстостенных труб делают скос под углом 15 – 35 0 . Проверяют перпендикулярность и угол скоса специальными шаблонами и угольником. Кроме того, обязательной проверке подлежит соосность труб, которая производится различными средствами измерения. После чего наступает время центрирования стыков.
Важно, чтобы расстояния между швами на трубе были не менее 200 мм. Сварку начинают с 3 – 4 прихваток по всему диаметру трубы. При этом стараются выдержать зазор между стыками труб. Величина зазора определяется видом сварки:
- 0,5 – 2 мм для газовой сварки;
- 1,5 – 3 мм при сваривании ручной электросваркой труб со стенкой до 8 мм.;
- 2,5 – 3,5 мм при сваривании ручной электросваркой труб со стенкой более 8 мм.
В процессе подготовки к сварке необходимо уделить внимание проверке готовности фасок. Концы труб должны быть зачищены на 20 мм. с двух сторон и очищены от грязи, масла и консервирующих смесей.
Лекция № 21. Сварка трубных конструкций дуговой сваркой
При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис.34).
 |
А б в
Рис.34 Сварные стыки труб: а — поворотный,б —неповоротный,
в — горизонтальный
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основными требованиями проекта, а также технических условий являются: наличие сертификата на трубы; отсутствие эллипсности труб; отсутствие разностенности труб; соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах.
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия шва и величину притупления. Угол раскрытия шва должен составлять 60—70°, а величина притупления 2 -2,5 мм (рис.35). Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обрабатываемых кромок.
Рис.35 Подготовка кромок труб под сварку при толщине стенок 8—12 мм
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2—3 мм.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15—20 мм очищают от масла, окалины, ржавчины и грязи.
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов.
При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в 4 местах швом высотой 3—4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250 — 300 мм.
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении.
Количество слоев шва при дуговой сварке труб определяется толщиной стенок труб (таблица 5).
Таблица .5
| Толщина стенки, мм | 2 - 3 | 4 - 5 | 6 - 9 | 10 – 12 13 - 15 |
| Количество проходов | 4 5 |
При толщине труб свыше 8мм сварку ведут в четыре слоя (корневой, основных, декоративный). В случае, когда толщина стенок трубы до 8 мм сварку выполняют в два слоя сплошным швом.
По внешнему виду сварной шов должен иметь слегка выпуклую поверхность с плавным переходом к поверхности основного металла. Высота усиления шва должна быть одинаковой по всему периметру в пределах от 1 до 3 мм, ширина не должна превышать 2,5 толщины стенки труб.
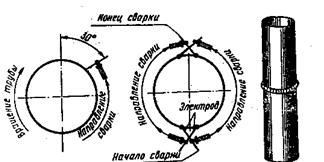
Сварку труб малого диаметра и малой толщины стенки производят поворотным способом в два слоя. В процессе сварки поворачивают трубу (рис.36) в сторону противоположную направлению сварки. Второй слой выполняют аналогично первому, но в противоположном направлении.
Рис.36 Схема сварки стыка труб малого диаметра
Сварка толстостенных труб
Первый слой создает местный провар в корне шва и надежное сплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1—1,5 мм, равномерно распределяющийся по всей окружности. Используют электроды диаметром 2- 3мм.
Для получения провара без сосулек и грата осуществляю движение электрода возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла, скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать 2 мм больше установленного зазора между трубами
Второй и третий слой выполняюэлектродом диаметром 4 – 5 мм и при повышенном токе одним из следующих способов: поворотом трубы на 180° и поворотом трубы на 90° .
Поворот трубы на 180° (Рис.37)
А б
Рис.37 Схема сварки стыка трубы: а –второго слоя , б- третьего слоя
1.Стык делят на четыре участка.
Вначале сваривают участки 1—2, после чего трубу поворачиваю на 180° и завариваю участки 3 и 4 (рис.37а).
2. Затем трубу поворачиваю еще на 90° и свариваю участки 5 и 6, затем поворачиваю трубу на 180° и свариваю участки 7 и 8 (Рис.37 б).
В процессе сварки следил, чтобы начало и конец шва не совпадали, перекрытие смежного слоя составляет 20 – 25 мм.
Поворот трубы на 90°
Стык так же делят на 4 участка. В начале сваривают участки 1,2. Затем поворачивают трубу на 90° и сваривают участки 3, 4 .(Рис.38а ) После сварки 1 слоя трубу поворачивают на 90° и сваривают участки 7-8 ( Рис.38.б).
Рис.38 Схема сварки стыка трубы: а – второго слоя, б – третьего слоя
Четвертый декоративный слой во всех рассмотренных выше способах накладывают в одном направлении при вращении трубы, я именно так и производил сварку.
Трубы диаметром более 500 мм сваривают обратно-ступенчатым способом. Длина каждого участка зависит от диаметра трубы и составляет 150-300мм (Рис.39).
 |
Рис.39Схема сварки стыка труб большого диаметра:


ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала.

Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все.

Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор.

ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры.
Читайте также: