Доработка сварочного полуавтомата трансформаторного типа
Обновлено: 19.05.2024
Сварочник, полуавтомат, китайский. Лейбл "Eurotec-165", хотя это и не особенно важно.
Тестовую бобину проволоки израсходовал достаточно успешно, до последнего момента и не подозревая, что она флюсовая (варил с газом)
Теперь вставил омедненную проволоку 0.8 и тут началось.
Вместо нормальной гудящей дуги аппарат работает как будто серией вспышек (при этом слышен громкий треск). Металл свариваемых деталей практически не прогревается, а вместо шва получаются нагромождения наплавленного металла проволоки.
Поскольку аппарат куплен больше года назад, обменять или вернуть его уже невозможно.
Посоветуйте, как все-таки заставить его работать?
У меня были такие предположения, как
а) попробовать перейти на более тонкую (0.6) проволоку. Но купить её пока не удалось
б) возможно, слишком большая скорость подачи проволоки. Даже на минимуме регулятора - примерно 3-3.5 метра в минуту. Однако, сколько должно быть, я не знаю.
в) воткнуть балластное сопротивление. Хотя даже не знаю, чем это может помочь
Посоветуйте, как все-таки заставить его работать на нормальной проволоке с газом?
(Вбил в гугель "Eurotec-165", оказалось есть такие авто шины, и всё только про них. )
Надо учесть, что среди кетайских полуавтоматов попадаются предназначенные сугубо только для:
1) порошковой, флюсовой и тп. проволоки, и с газом тоже;
2) ихой сети номиналом 230-240В;
3) газовой смеси СО2+Ar.
И если у вас хоть один из пунктов, а тем более их сочетание, то варить таким полуавтоматом стальной проволокой в чистом СО2 не может не быть весьма затруднительно. Конкретных советов не имею, но думаю не помешает на всяк определиться с упомянутым.
Мда, дважды внимательно прочитав инструкцию, я все-таки нашел упоминание о типе газа. Действительно нужен Ar+CO2. :-(
По остальным пунктам - с таким газом обещают, что сплошной проволокой варит. Сеть требуют 230, но у нас просадок нет - 220-225 вольт постоянно. При этом флюсовой получалось варить и при напряжении меньше 200 (хотя и хужее).
P.S. Я тут, оказывается, немного ввел в заблуждение. Аппарат MIG 160, т.е. на 160 ампер, а не на 165 . Правда и таких аппаратов в гугле нет. Китай-с.
Вообщ-то для порошковой проволоки полярность иная, чем в среде защитных газов. Есть возможность поменять полярность? Попробуйте. А с углекислотой или в смеси возможно и не почуствуете. Если есть возможность купить аргон отдельно, то приобретаете смеситель газов у БАМЗа и вперед.
Полярность конечно пробовал менять. Без результата. :-(
А насколько на процесс сварки влияет характеристика трансформатора и выпрямителя?
В какой-то книжке вычитал, что для углекислотки применяют трансформаторы с "жесткой" характеристикой. Там же про сварку в среде аргона ничего подобного написано не было.
Hakuna написал :
насколько на процесс сварки влияет характеристика трансформатора и выпрямителя?
ну это основы
жосткая ВАХ нужна для полуавтоматов и автоматов
падающая и крутопадающая ВАХ для ручной сварки и ТИГ
Это все хорошо, но что делать в данном конкретном случае?
ВАХ в инструкции есть. Не знаю, насколько она честная, но это почти прямая линия, проходящая через точки 0А 38В, 80А 25В и 210А 0В.
Может ли помочь переход на более тонкую проволоку? Ведь в порошковой проволоке 0.8 металла по сечению явно меньше чем в сплошной. Полагаю, что по этому параметру порошковая 0.8 и сплошная 0.6 сопоставимы. Проблема в том, что найти проволоку 0.6 я пока не смог.
Ну и очень хотелось бы всё-таки узнать причины, по которым вместо дуги проявляются описанные в первом посте симптомы.
На китайце для дуговой сварки добавил во вторичную обмотку 5 витков провода, эффект был изумительный, устойчивая дуга даже при просаженном напряжении. Возможно и в данном полуавтомате поможет убавление первичной или добавление вторичной обмотки, второй вариант предпочтительнее, а первый скорее всего проще. Сам имею китайский полуавтомат с похожими проблемами, но руки пока не доходят т. к. есть еще один полуавтомат работающий вполне приемлемо.
263kot77
Вставить/отмотать витки из транса вряд-ли получится. Очень плотно упаковано, по всё той-же причине "жесткая" ВАХ. Что-бы избежать потерь от рассения магнитного потока, железо очень компактное, в "окошко" сердечника иголка не пролезет.
Hakuna написал :
Тестовую бобину проволоки израсходовал достаточно успешно, до последнего момента и не подозревая, что она флюсовая (варил с газом)
полярность для СО2 должна быть "+" на проволоке.
напряжение попробовать поставить на максимум, если не поможет попробовать варить на смеси Ар+СО2
Полярность менял. Аргоновая смесь пока отпадает по ряду причин.
Вариант с изменением витков заинтересовал, но осуществить его действительно будет непросто. Однако, что если попробовать включить обычный сварочный транс (есть, старый, самодельный, мощный, качественно сделанный) по схеме автотрансформатора, подключив последовательно с первичкой кусок вторички, с которого в обычном режиме снимается вольт 16 ? По идее, при входном напряжении 220, на выходе будет 236. Можно будет попробовать запитать от них полуавтомат.
Главный вопрос такой: А не бабахнет?
А можно его фотку? У моего соседа кажись такой. Сзади место под маленький баллон. Аппарат на колесиках. Вертикальная катушка. Пластмассовый подающий механизм. Клапан в горелке. Аппарат очень легкий. Он? Сосед варит, нежалуется.
А какая у Вас полярность проволоки сейчас стоит? Где плюс?
Разговаривал с автожестянщиком, и он говорил, что варить маломощными полуавтоматами плохо - непровар, треск.
andrey_o написал :
Вставить/отмотать витки из транса вряд-ли получится. Очень плотно упаковано, по всё той-же причине "жесткая" ВАХ. Что-бы избежать потерь от рассения магнитного потока, железо очень компактное, в "окошко" сердечника иголка не пролезет.
Не, причина тут в "жёсткой" ВАХ, а в желании сэкономить на чём только можно ну ещё хоть полбакса.
glazkov_ro написал :
А можно его фотку? У моего соседа кажись такой. Сзади место под маленький баллон. Аппарат на колесиках. Вертикальная катушка. Пластмассовый подающий механизм. Клапан в горелке. Аппарат очень легкий. Он? Сосед варит, нежалуется.
Ну если и не он, то аналогичный. Вот фото внутренностей. Конденсаторы добавлял я. ;-)

Hakuna написал :
Полярность менял. Аргоновая смесь пока отпадает по ряду причин.
Не должен бабахнуть, но сначала соедини выводы транса, включи и померь напряжение, а затем подключай полуавтомат.
А огнетушитель перезаправляешь или меняешь?
чукча написал :
Не, причина тут в "жёсткой" ВАХ, а в желании сэкономить на чём только можно ну ещё хоть полбакса.
Разбирал икитайца и телвин равной мощности, внутри практически одинаковые трансформаторы, одинаковые диоды и т. д., так что количество цвет. мета в обоих аппаратах примерно одинаковое и скорее всего проблема не в экономии, а в недостаточном для поддержания дуги напряжении на вторичной обмотке. Пробовал варить китайцем от сети 235 вольт, работает нормально, но в обычных электросетях такого напряжения нет.
Hakuna написал :
Ну если и не он, то аналогичный.
Он самый! Один в один!
63kot77 написал :
Не должен бабахнуть, но сначала соедини выводы транса, включи и померь напряжение, а затем подключай полуавтомат.
А огнетушитель перезаправляешь или меняешь?
Да я, в общем, уже попробовал. ;-) В сети было 210, на выходе в разных положениях 235 и 255.
Работает несколько лучше, но все-равно не так хорошо, как с флюсовой проволокой.
Нормальная дуга появляется только при работе над уже появившейся ванной (проволока 0.8). При работе с проволокой 0.6 особых сдвигов в лучшую сторону также не обнаружил, хотя тонкий металл ей сваривать удобнее.
Из наблюдений - характерный для нормальной дуги, ровный гудящий звук появляется либо при очень близком приближении горелки к детали (3-5 мм) (но при этом не видно зону сварки и горелка быстро забивается мусором), либо если быстро "чиркать" проволокой по поверхности металла.
Много поэкспериментировать не удалось - в мастерской было -5 и вскоре замерз редуктор.
P.S. Огнетушитель перезаправляю. У нас в городе есть завод "Пожзащита", где их и производят и обслуживают. Заправка пятилитрового баллона осенью была 40 гривен (на то время - 8 долларов)
P.P.S. Еще у меня возникало предположение, что китайцы сэкономили на толщине подводящих проводов. Кидал параллельно проводу горелки другой, сечением 9 квадратов, а параллельно массе - провод от своего транса (там все 40 будут, если не больше). Тоже безрезультатно :-(
Доводим до ума бюджетный полуавтомат
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).
А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка - это 7 слоёв, после намотки делаем отвод.
Дальше мотаем 39 витков, делаем ещё отвод, 25 витков - отвод, и 14 витков отвод.
Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.
Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Самодельный сварочный полуавтомат 2 в 1
Как сделать сварочный полуавтомат своими руками. Рано или поздно, я думаю, все в жизни сталкивались с тем что нужно было что-то подварить, а для этого нужен сварочный аппарат. Многие скажут, зачем его делать - проще купить, но ведь приятнее сделать своими руками!
Всегда хотел иметь собственный сварочный аппарат, и даже думал его купить, но впереди была зима (больше времени), и я решил сделать его сам. Больше нужен был полуавтомат, но и дуговая сварка не помешает, поэтому решил делать 2в1 п-полуавтомат и дуговую от одного трансформатора.
Изготовление
Для дуговой сварки мне пришлось только домотать на трансформаторе нужное количество витков провода, чтобы трансформатор выдавал 45 вольт, и все.
Изготовление магнитопровода
А теперь начнем все по порядку. Сначала я занялся изготовлением магнитопровода, его я сделал из двух магнитопроводов от ЛАТРов.
Один отрезал до нужного размера.
Приспособление для размотки намотки
Оба размотал и с помощью нехитрого приспособления смотал их в один.
Затем магнитопровод я пропитываю эпоксидным клеем для того, чтобы трансформатор не гудел и не было короткого замыкания пластин.
После этого магнитопровод обматываем картоном.
Затем все обмотал изолентой из Х/Б ткани и малярным скотчем.
Подробнее о сборке тороидального магнитопровода смотрите на видео ниже:
Намотка первичной и вторичной обмоток
Следующий этап - намотка первичной и вторичной обмотки. Я мотал по такой схеме исходя из моего сечения магнитопровода.
(рассчитывается индивидуально для каждого трансформатора).
Первичная обмотка мотается медным проводом сечением от 2 мм2 (у меня он набран из нескольких жил). Для удобства намотки под магнитопровод сделал подставку, которая крепится к столу.
Провод наматываем на челнок - так намного проще мотать.
Каждый слой пропитываю лаком и мотаю сверху Х/Б тканью или изолентой.
Сечение провода на вторичной обмотке 16 мм2.
Подробнее о намотке я рассказал в видео ниже:
О результатах промежуточных испытаний также заснял видеоролик:
Изготовление механизма протяжки
Следующий этап - сделать механизм протяжки. В качестве мотора я использовал двигатель от стеклоочистителя автомобиля ВАЗ 2101.
Подающий ролик купил готовый, но его также можно выточить у токаря.
Для того, чтобы на ось двигателя было меньше нагрузки - поставил два подшипника, которые между собой соединяются и прижим к ролику регулируется винтом.
Сварочный рукав
Рукав длиной 2,5 метра на 160 ампер.
Намотка дросселя
Дальше мотаем дроссель, который является неотъемлемой частью полуавтомата. Он служит для сглаживания импульсов тока, и без него полуавтомат не будет работать полноценно. Он намотан на трансформаторе ТС 250 от телевизора.
Но лучше ТС 270.Намотать нужно столько сколько влезет до заполнения окна тем самым проводом не меньше 20 мм2.Между подковами трансформатора обязательно должен быть немагнитный зазор и он изначально ставится 2 мм (текстолитовая пластина) но лучший результат достигается экспериментальным путем увеличения или уменьшения зазора в результате чего получаем наилучший сварной шов.
Плата управления и схема
Также одной из главных составных полуавтомата является плата управления-делал я ее по такой схеме.
Доработка сварочного полуавтомата — подаем газ

Всем привет!)
Как и обещал — публикую отчет о доработке дешманского полуавтомата.
Это мегабюджетный аппарат под флюсовую проволоку 0,6-0,8мм без подачи газа. Флюсовая проволока как всем известно очень дорогая, качество ее как повезет, а масса наплавляемого металла в 1,5 раза ниже против обычной(читай расход выше). А еще у этого аппарата даже наконечники редкие и дорогие… Поскольку денег на приличный аппарат нет — решил допилить этот — поменять горелку и добавить газку.
Для переделки потребуется
Горелка — урвал по случаю(новую) — стандартная под евроразъем с газовым каналом
Евроразъем — ответная часть под горелку
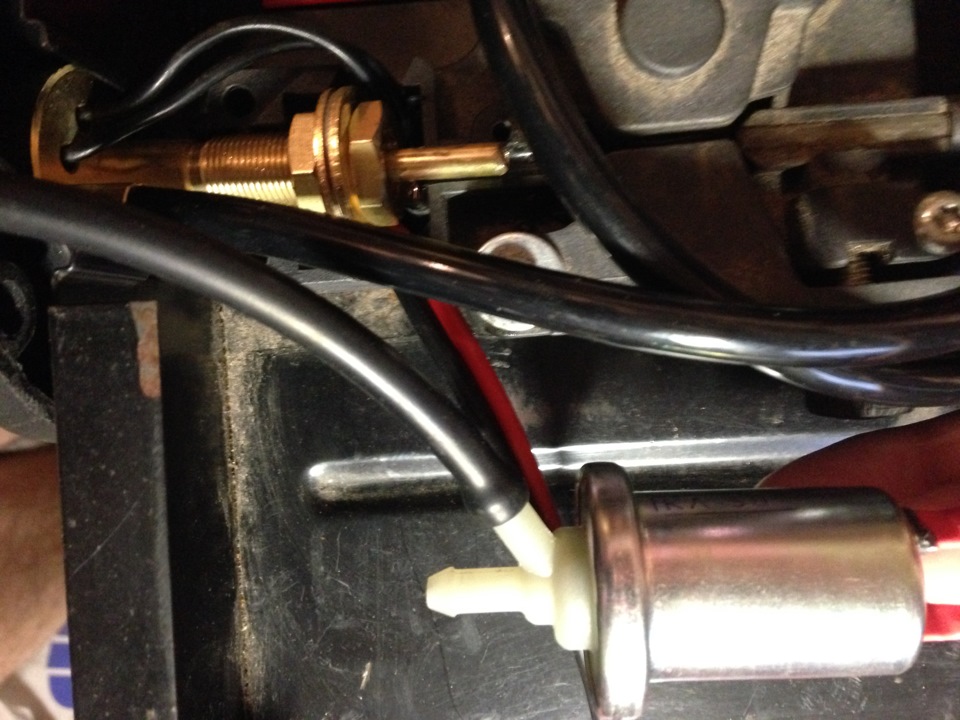
Клапан электрический — подойдет от ВАЗ 2109 — клапан омывателя — его ставят с завода в отечественные аппараты, а в ремонте ставят в импортные =)
Реле — тоже от ВАЗа
Баллон — я взял 2 по 5кг — очень мобильно получается
Редуктор на баллон
Газовый шланг от редуктора к аппарату
Соединительные фитинги


У данного аппарата горелка и рукав не отсоединяются от корпуса — рукав закреплен в подающем механизме. Выкручиваем и вытаскиваем рукав, силовой провод отрезаем с запасом.
Примеряем евроразъем к месту установки — напротив подающего механизма.
Из ответки(разъема) выходит направляющая трубка для проволоки — ее надо закрепить в подающем механизме — в том месте где крепился рукав старой горелки. Снимаем подающий механизм



теперь трубку можно закрепить.
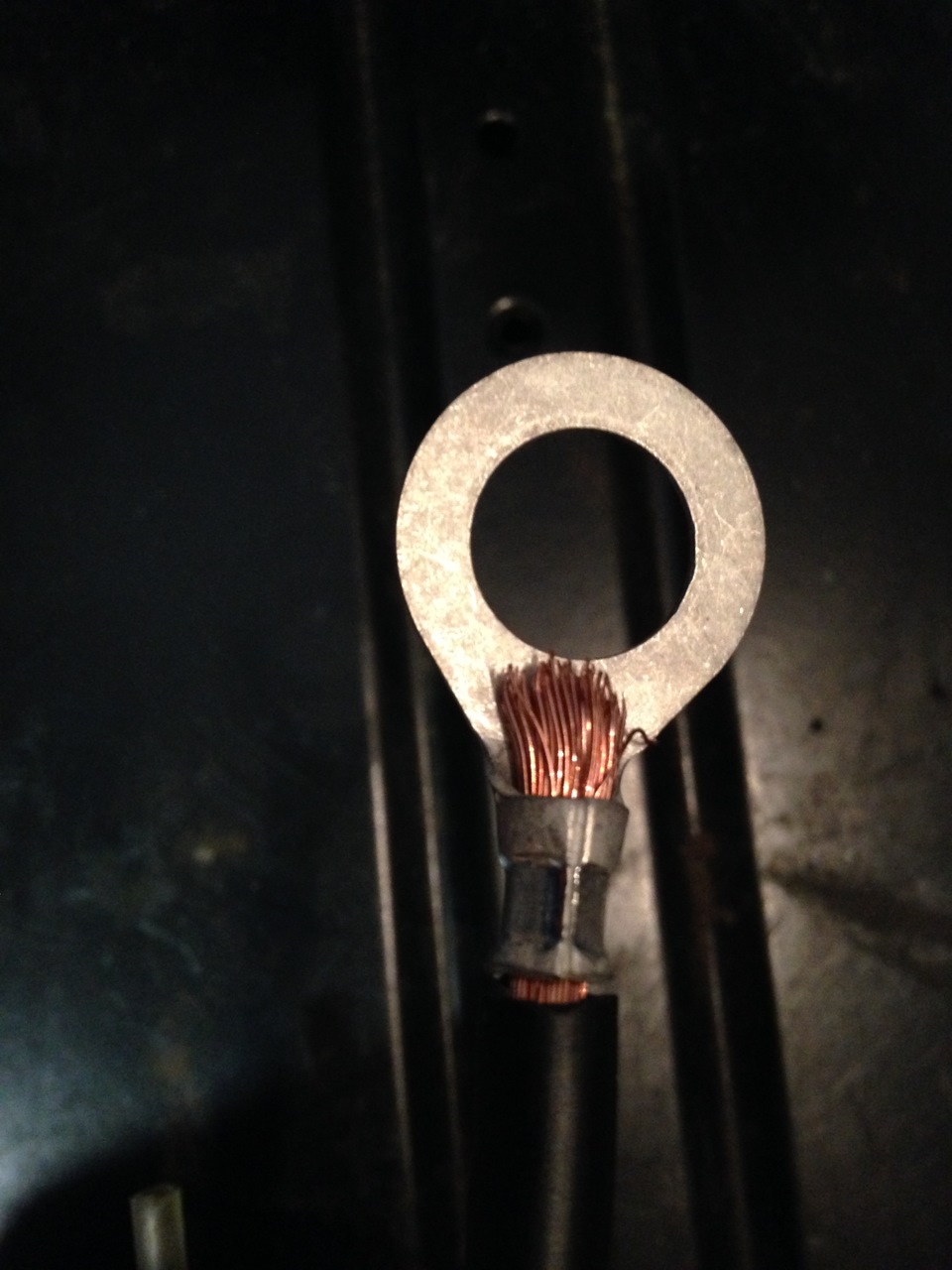
Далее надо прикрепить силовой провод к разъему — для этого я использовал медный луженый наконечник под 10 квадратов на М12 и гексагональные пресс-клещи.





Крепим разъем на корпусе исходя из положения в подающем механизме.

Далее про подключении клапана газа и подачи проволоки.
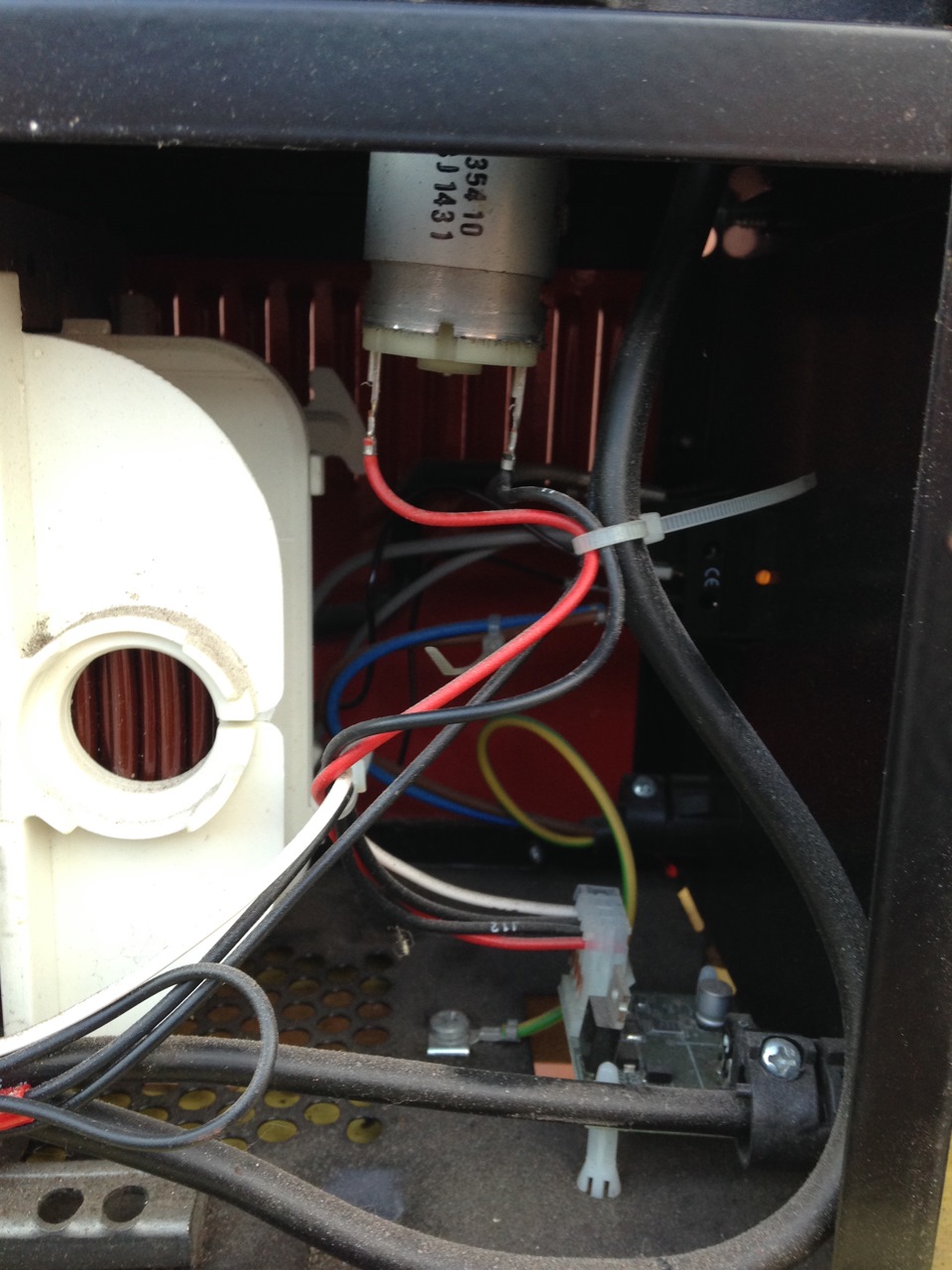
У этого автомата подача запитана напрямую от силового транса через регулятор — дуга горит — скорость стабилизируется. 12в нужных для клапана нет, питать от силового я решил, что не стоит. Поставил дополнительный трансформаторный БП на 12В 0,5А — под руку попался. Раньше подача управлялась одним проводом — кнопка в горелке замыкала цепь на силовой в горелке и редуктор включался. Теперь эту цепь замыкает автореле от ВАЗ. Параллельно реле включен клапан газа, они подключены к 12В БП через кнопку на горелке.
Проверил — все работает. Клапан открывается, подача включается.
Варить само собой в таком виде еще не пробовал — не хватает еще одного фитинга под газ — закрепить на корпусе полуавтомата для подключения баллона с углекислотой.
P.S.
Я знаю, что этот аппарат гуано, можно не говорить.
Советы по делу приветствуются.
Всем хорошего настроения!)

Skoda Octavia 2006, двигатель бензиновый 1.8 л., 180 л. с., полный привод, механическая коробка передач — электроника
Машины в продаже

Skoda Octavia, 2008

Skoda Octavia, 1998

Skoda Octavia, 2006

Skoda Octavia, 2009
Комментарии 43
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

кстати нормальный аппарат, собранный действительно в италии

Гамно- гамном, а с углекислотой на переменке варит отлично.Х.з. как это объяснить, то-ли сеть у нас другая, то-ли что…но варит…сучёк.Есть ещё контур-150(инверторный), так с тем морока, а с этим никаких проблем.

Клапан газа от омывателя не заедает?

Не, мне его порекомендовали в сервисе по ремонту сварочных аппаратов официальном. Типа он лучше китайского оригинального который плавится от долгой работы

Обьясните пожалуста подробно куда что какой провод

На китайский МИГ 195 поставил рукав фирмы Binzel.Родной дроссель викинул нафик.Смотал самоделнный на сердечнике (180-100-60мм)от трасформатора 12 волт.Такие примениалис для мобильного освещения.Мотал медной шиной от стартера Камаза или комбайна Нивы сколь влезло.Один конец сердечника пропилил болгаркой и поставил гетинаксовую прокладку 1-3мм экспериментальным путем и пропитал лаком пф.А с газом повозился.Моторчиком подачи проволоки управляет тиристор КУ 203.Поставил параллельно еще один, думал будет уравлять клапаном газа.Ничего неполучилось-моторчик засвистел на все обороты.Поступил иначе.Нашол трансформатор ТВК 110 или ТВЛ 110 и подключил к питанию главного трансформатора.Из вторичной обмотки ТВК 110 взял 12 волт и подключил к клапану газа(от сзиженного газа автомобилей легковых или грузовых через мостик выпрямитель от старого телевизора (диоды Д226БВ.Клапан по ребляет 8 вт.К клапану газа параллельно подключил китайский конденсатор 22000 мкф 63в(там ни 10000мкф нет).Но 2200мкф нигего нидает.Тепер газ подается одну полторы секунды после выключения тока и остановки проволоки.Теперь на макс 1-2 варит даже очень-то неплохо.Еще было бы хорошо ведущий ролик подперет сверху маленким подшипником на тугой пружине.Но такие переделки много стоит если все покупать и много времени отнимает.
Читайте также: