Дуговая сварка в углекислом газе
Обновлено: 19.05.2024
Сварка металла в защитной среде углекислого газа считается профессионалами одной из самых эффективных. Особенно когда дело касается соединения тонких по толщине заготовок или деталей. Именно поэтому сварка в углекислом газе используется для ремонта кузовов автомобилей, минимальная толщина которых составляет 0,5 мм. К основным достоинствам данного вида сваривания металлов можно отнести:
- достаточно высокую производительность;
- незначительный нагрев свариваемых заготовок, что приводит к минимальному их короблению;
- варить швы можно в любом положении, и это не составляет большого труда, и не влияет на качество конечного результата;
- благоприятные условия проведения сварочного процесса;
- минимальные затраты, так как сам углекислый газ стоит очень дешево.

Режим и техника сварки
На что необходимо обратить внимание, проводя полуавтоматическую сварку в среде углекислого газа.
- Сварка металлов проводится на постоянном токе при обратной полярности. Это когда минус подключается к заготовке, а плюс к электроду. В данном случае с полуавтоматами к присадочной проволоке.
- Силу тока регулируют в зависимости от толщины свариваемых металлов, от скорости подачи присадочной проволоки в зону сваривания и от напряжения электрической дуги.
- Напряжение дуги является очень важной составляющей сварочного процесса. От его значения зависят размеры сварного шва. К примеру, если напряжение большое, то ширина шва в процессе сварки также становится большой.
- Вылет проволоки тоже играет немаловажную роль. Если вылет небольшой, то сварщик плохо видит и сам процесс соединения, и зону сварки. При большом вылете проволоки сварочная дуга дестабилизируется.
Поэтому качество сварки зависит от вылета проволоки из горелки, а также от скорости перемещения последней. Если скорость будет большая, то сварка произойдет прерывистыми участками. Если малая, то расплавленный металл заполнит не только зазор между заготовками, но и вытечет за его пределы, что приведет к последующей доработке стыка. К тому же при небольшой скорости появляется вероятность получения прожогов.
Что касается техники при сварке полуавтоматом, то она достаточно проста и не требует каких-то особых манипуляций с горелкой. В первую очередь перед началом сварочных работ необходимо убедиться, что углекислый газ подается из баллона на горелку. Для этого нужно всего лишь открыть вентиль на редукторе баллона и подставить ладонь под горелку. Небольшой ветерок говорит о том, что система подачи работает нормально.
Кстати, давление углекислоты в баллоне должно составлять 60-70 кгс/см², что контролируется манометром на редукторе, а вот давление самого газа в горелке показывает второй манометр на редукторе баллона. Его значение должно быть 2,0 кгс/см². Этот показатель не является абсолютным, потому что сам сварочный процесс может проходить при разных условиях. К примеру, сквозняки в цеху, на открытой площадке. При таких условиях давление на горелке необходимо поднять, что увеличит расход углекислоты.
Все готово, можно приступать к сварке. Для этого проволоку необходимо выпустить из горелки немного больше, чтобы легко ею можно было бы дотронуться до свариваемого металла для возбуждения дуги. Конец проволоки устанавливается на поверхность металлической заготовки, после чего сварщик нажимает на кнопку пуск на рукоятке горелки. Происходит поджиг дуги, после чего проволока убирается до необходимого размера. Открывается вентиль на редукторе баллона с углекислым газом, производится подача углекислоты в зону сварки.
В процессе углекислотной сварки горелку можно перемещать в любом направлении. Здесь важно, чтобы для сварщика данное направление было удобным. То есть, он смог бы отслеживать и контролировать сварочную операцию. При этом горелка должна располагаться под углом 60-70° по отношению к свариваемой поверхности заготовок.
Специалисты же отмечают различия направления сварки и угла наклона проволоки. К примеру, если варить слева направо, то горелку лучше держать углом назад. Если справа налево, то углом вперед. В первом случае глубина сваривания резко увеличивается, а вот ширина сварного шва заметно уменьшается. Во втором случае, наоборот, глубина проварки уменьшается, а ширина шва увеличивается. Последний вариант лучше всего подходит к сварке тонкостенных металлических деталей.
Внимание! Завершать сварочный процесс необходимо полным заполнением кратера расплавленным металлом. Подачу проволоки после этого нужно прекращать, а вот с отключением газа лучше повременить. Здесь важно, чтобы расплавленный металл в сварочной ванне остывал постепенно. Поэтому стоит немного поддержать температурный режим до того, пока металл не застынет.
Особенности процесса сваривания
Сварка в углекислом газе полуавтоматом – это практически тот же процесс, что и сварка под флюсом. Все дело в том, что не все металлы могут свариваться без защитного слоя. Но сваривание углекислотой – это в первую очередь дешево, потому другие виды сварки полуавтоматами также имеют высокое качество конечного результата.
В чем суть применения углекислого газа. Он защищает зону сварки от окружающего воздуха, в котором присутствует влажность и кислород. Но под действием высоких температур углекислота распадается на тот же кислород и угарный газ. Так вот этот кислород начинает взаимодействовать с металлом, окисляя его. Что, конечно, не очень хорошо. Вот почему так важно нейтрализовать окисляющий химический элемент.
Это можно сделать одним единственным способом – подавать в зону сварки металл, в состав которого входят раскислители. А это кремний или марганец. Так как эти два металла более активны, чем железо, то они первыми и вступают в реакцию с кислородом. Поэтому для сварки в углекислоте используется стальная проволока, в состав которой входят два эти элемента. Это очень важный момент. При этом считается, что оптимальное соотношение марганца к кремнию в составе присадочной проволоки должно быть 1,5-2,0. То есть, марганца должно быть почти в два раза больше.
Самое главное, что при взаимодействии кислорода с марганцем и кремнием образуются оксиды этих металлов. Они не растворяются в жидком расплавленном металле, образованном в сварочной ванне. Но хорошо взаимодействуют друг с другом, превращаясь в шлак, который легко выводится из зоны сваривания. Вот несколько особенностей сварки в углекислом газе.
Комплектность оборудования
Сварочный пост комплектуется нижеследующим оборудованием и принадлежностями.
- Источник постоянного тока. Это может быть сварочный трансформатор или инвертор. Второй источник поддерживает стабильную дугу.
- Газовый баллон вместимостью 40 литров, куда может поместиться углекислый газ весом 25 кг. Его спокойно хватит на непрерывную работу в течение 15 часов.
- Подающий механизм. Сегодня производители предлагают огромнейший ассортимент этого устройства, так что выбрать есть из чего. К примеру, очень популярная модель А-547-У. Механизм подачи располагается в небольшом металлическом чемоданчике, который легко переносится. Некоторые модели снабжаются ремнем для переноски на плече. В чемоданчик помещается и катушка с проволокой. Сюда же установлен газовый клапан, как вторичный защитный элемент. Первый, понятно, редуктор на баллоне.
- Промежуточным элементом от баллона до горелки – осушитель (подогреватель электрический) газа.
- Горелка с комплектом шлангов и кабелей.
Итак, сварка металлических заготовок в среде защитного углекислого газа – эффективный способ сваривания. Он зависит от выбранного режима работы и техники проведения процесса. А в качестве конечного результата получается хорошо сформированный шов с отличным проваром по всей глубине зазора, плюс великолепные технические свойства наплавленного металла.
Все о сварке в углекислом газе
Сварочный процесс с применением углекислого газа относят к разновидности сварки, выполняемой под защитой флюса. Такой тип работ чаще всего осуществляют плавящимися электродами, и этот метод нашёл применение в сфере проведения различного типа монтажных работ, а также используется при ремонте или для восстановления деталей с тонкими стенками.
Особенности
Согласно требованиям ГОСТ, сварка в углекислом газе выполняется автоматическими или полуавтоматическими сварочными устройствами, которые оснащены горелками, выделяющими углекислотную смесь из сопла. При проведении сварки в углекислой среде важно учитывать, что любые нестандартные держатели должны выдерживать радиальное истечение газа по отношению к оси электрода.
Сущность процесса сварки состоит в том, что работы ведутся под защитой углекислого газа.


Перед проведением работ и пропусканием сварочной проволоки в дюритовый шланг, конец прутка требуется завальцовывать, а сам шланг обязательно проверяют на отсутствие утечек и перегибов, так как в системе должно быть давление для равномерной подачи газа. Такие требования ГОСТ должны соблюдаться неукоснительно. Если не придерживаться установленного режима, то оборудование быстро выйдет из строя, а качество сварки будет неудовлетворительным.


Перед тем как приступить к выполнению сварочных работ, требуется определить нужный для обеспечения качественного сварочного шва диаметр проволоки, чтобы он соотносился с толщиной стыкуемых между собой заготовок, а также выбрать режим сварки. Согласно выбранному режиму сварки, потребуется определить расход углекислого газа и проверить уровень давления в газовом баллоне. Для получения разряда электрической сварочной дуги выполняют касание концом сварочной проволоки к поверхности рабочей области заготовок, тогда как выпуск проволоки производят при помощи нажатия кнопки пуска, расположенной на держателе.
В процессе сварки устойчивость электродуги, стойкость её защиты от окисляющего действия кислорода, а также быстрота остывания металла и форма сварочного шва напрямую зависят от правильного перемещения и наклона горелки аппарата относительно рабочей поверхности заготовок.
При сварке с применением углекислой среды улучшается качество сварного шва, снижается напряжение металла после выполнения работ, а также гарантируется прочность соединения между собой заготовок.
Применение углекислоты позволяет следить за сварочным процессом, снижает степень загрязнения рабочей поверхности брызгами расплавленного металла, а также сводит к нулю появление дефектов в сварочных швах.
Способы
Автоматическое и полуавтоматическое оборудование для выполнения газоэлектросварки с применением углекислого газа может работать с неплавящимся (вольфрамовым) или плавящимся электродом. Применяя неплавящийся электрод, готовый сварной шов образуется путём оплавления кромочных частей заготовки, а также за счёт плавления поступающей в зону сварки присадочной проволоки. При работе с плавящимся электродом он оплавляется во время работы и формирует собой металлический материал для шва.


Для защиты сварочного шва в процессе работы могут быть применены инертные, активные и смешанные газы. Углекислый газ относят к группе активных газообразных веществ. Выбор газа напрямую зависит от физико-химического состава заготовок, а также исходя из требований, которые будут предъявлены к качествам сварного шва. Кроме того, газ для сварки выбирают исходя из экономической целесообразности.
Углекислый газ в этом случае является одним из наиболее выгодных с экономической точки зрения из-за низкой себестоимости.
Иногда активный углекислый газ смешивают с другими типами газа. Делают это для более высокой степени устойчивости сварочной дуги, а также для увеличения глубины проникновения в металл в процессе его плавления. Смесь газов с углекислотой увеличивает производительность сварочного процесса, а также усиливает степень перехода металла из сварочного электрода в стыковочный шов.
Рассмотрим наиболее распространенные способы применения углекислого газа для различных вариаций сварки.
- Сочетание аргона и 25% углекислой смеси. Такой состав используют для работы с плавящимися электродами. Добавление к аргону углекислоты позволяет работать с высокоуглеродистыми металлами без образования внутри шва пористой структуры. Кроме того, углекислый газ усиливает стабильность электродуги, повышает эффективность сварки на ветру, улучшает качество шва при работе с тонкостенными заготовками.
- Сочетание аргона с 20% углекислоты и 5% кислорода. Такой газ применяют для работы с плавящимися электродами при сварке легированной или углеродистой стали. Газовая смесь повышает стабильное состояние электродуги, улучшает форму и качество шва и исключает появление пористости.
- Сочетание углекислой смеси и 20% кислорода. Этот состав применяют для сварки плавящимся электродом при соединении заготовок из углеродистой стали. Газовая смесь обладает хорошей оксидной способностью, стимулирует глубокое проникновение электродуги вглубь металла, создает шов хорошей формы и исключает появление пористости.
Для выполнения сварочных работ защитная углекислая смесь в область сварки может поступать центрально или сбоку, если скорость сварки достаточно высокая.
Чтобы сэкономить расход дорогих инертных газов, их потоки разделяют, причём внутренний поток – это инертный газ, а более широкий наружный – это всегда более дешёвый углекислый газ.
Применяемые материалы и оборудование
Так как сварочный процесс с применением углекислого газа осуществляется автоматическим или полуавтоматическим оборудованием, то выбор расходных материалов будет зависеть от выбора режима и метода выполнения этих работ.
Углекислый газ
В составе газа – углекислота, газообразное вещество, не обладает цветом, запахом и нетоксично. Для сварочного процесса используют баллоны чёрного цвета, срок годности такой ёмкости с момента проведения её первой аттестации составляет 20 лет. Баллоны имеют рабочее давление, равное 70 кгс/ см², а их объём равен 40 л, что соответствует 25 кг жидкого углекислого вещества. Примерно 80-99% баллона занимает углекислота, а остальная часть приходится на долю углекислого газа.
Для маркировки на чёрном фоне баллона делают надпись жёлтого цвета «Углекислота».
Для выполнения высококачественных сварочных работ применяют концентрацию углекислоты не менее 98%, а для наиболее ответственных участков берут 99%-ный состав. Чем выше содержание углекислоты в газе, тем больше разбрызгивается жидкий металл в процессе сварки. Для устранения этого побочного эффекта применяют специальные осушители, выполненные из силикагеля, алюминия либо купороса, которые удаляют избыток влаги.
Сварочная проволока
Следующим важным материалом, необходимым для сварки, является электрод. Для работы в среде углекислого газа применяются специальные виды электродов. Дело в том, что сварочная проволока, которая используется для работ под прикрытием флюса, не может быть применима в процессе сварки в углекислой среде. Для выполнения сварки с двуокисью углерода применяют электроды, в которых имеется повышенное содержание кремния и марганца. Эти металлы легируют сварочную проволоку, делая её более прочной. Толщина электрода зависит от типа аппарата, которым будет выполняться сварка, а также от толщины стыкуемых заготовок.
Выбирая электроды, нужно обратить внимание на то, чтобы их поверхность была чистой, не имела следов коррозии и окалины.
Если в электроде будут посторонние включения, то это отразится на качестве шва, ослабляя его возникновением пористости. Кроме того, электроды с примесями будут способствовать разбрызгиванию жидкого металла. Если требуется очистить электроды перед работой, их можно протравить в растворе серной кислоты 20% концентрации. После травления проволоку нужно прокалить в печи.

Другие
Для выполнения сварки нужны и другие комплектующие. Перечень их выглядит примерно так:
- сварочный аппарат;
- трансформатор или инвертор в качестве источника переменного тока;
- газовый баллон и кислородный редуктор;
- подающее газ устройство, куда установлен газовый клапан;
- осушитель (подогреватель) углекислого газа – используется как промежуточное приспособление, соединяющее баллон с горелкой;
- газовая горелка, укомплектованная комплектом кабелей и дюритовыми шлангами.
Чтобы качественно выполнить сварочные работы, необходимо заранее подготовить все необходимые расходные материалы и проверить исправность рабочего оборудования.




Расход
В газовом баллоне содержится объём углекислой смеси, которого хватает на 16-20 часов непрерывной работы. Расход углекислого газа напрямую зависит от интенсивности его подачи и объёма сварочных работ.
Перед тем как начать сварочные работы, баллон с газом требуется поставить вертикально и выждать время, чтобы избыток влаги естественным путем мог опуститься на дно ёмкости.
До работы и в процессе её выполнения нужно следить за тем, чтобы давление внутри ёмкости не падало ниже показателя, равного 4-5 кгс/см². Если показатели упадут ниже этих цифр, работу придётся остановить, так как в газовой смеси будет содержаться большое количество влаги, что снизит качество сварочного шва.


Для контроля за расходом углекислой смеси и уровнем её давления на баллоне устанавливают специальный редуктор-расходомер. Наиболее распространены в настоящее время редукторы марок АР-150 и АР-40. Расход углекислого газа регулируют понижающим действием редуктора – это приспособление при необходимости снижает внутреннее давление в баллоне до 0,5 атм, что позволяет экономно расходовать углекислый газ при выполнении сварочных работ. Другими словами, давление на входе в редуктор равно давлению в баллоне, и это показывает входной манометр. С помощью регулировочного винта, мембраны и пружин внутри редуктора давление снижается до 0,5 ати (атмосфер избыточных), что показывает манометр на выходе, или 1,5 ата (атмосфер абсолютных). На самом баллоне есть клапан, который регулирует расход, как водопроводный кран в вашем умывальнике. Таким образом, давление одно, а расход может быть разным.
По мере расхода находящегося в баллоне газа, давление снижается и начинается испарение жидкой углекислоты, т.е. переход из жидкого состояния в газ. Это требует определенной энергии, поэтому газ имеет низкую температуру (как в морозилке вашего холодильника). Для того, чтобы находящиеся в газе частицы влаги не замерзли и не закупорили отверстие редуктора, газ подогревают.


Технология
Для того чтобы правильно варить заготовки в домашних условиях, важно соблюдать основные параметры режима сварки и действовать по схеме. Для начинающих сварщиков может оказаться полезной следующая пошаговая инструкция выполнения работ:
- определить полноту заправки баллона с углекислым газом, чтобы рассчитать время работы;
- поместить присадочный припой в подающий механизм;
- проверить исправность роликов, которые нужно подобрать исходя из размеров сварочной проволоки;
- разложить механизм подачи проволоки путём нажатия кнопки управления;
- дождаться выхода проволоки из открытого конца горелки;
- подсоединить баллон с газом с помощью шлангов, места соединений затянуть хомутами;
- зачистить рабочую поверхность заготовок от загрязнений, снять небольшую краевую фаску материала;
- выполнить на отходах металлической стружки пробный вар для настройки параметров аппарата;
- установить горелку под углом 85° относительно заготовки;
- сформировать электродугу и вести её так же, как и при ручной сварке – во время подачи газа металл перестанет брызгать;
- закончив формирование шва, отключить подачу электротока на аппарате;
- остановить подачу сварочной проволоки;
- после начала кристаллизации поверхности сварочного шва перекрыть подачу газа.
Сварка заготовок с применением углекислого газа является одной из наиболее востребованных.
Технология выполнения этой операции зависит от выбранного режима работы сварочного аппарата и его параметров. Результатом выполнения работ будет качественный, ровный и прочный шов, имеющий защиту от коррозии металла.
О сварке электродом в углекислом газе смотрите далее.
Все о сварке в среде защитных газов
Электрическая дуга — замечательный способ соединения металлов и сплавов. Но она не универсальна и имеет свои ограничения при использовании на открытом воздухе. Потому сварщик, не знающий о тонкостях сварки в среде защитных газов, сам ограничивает свои возможности.
Что это такое?
Охарактеризовать главную сущность процесса сварки в среде защитных газов достаточно просто — это всего лишь оптимальный вариант уберечь соединяемую зону от вредных воздействий.
Ключевые нормы устанавливает действующий ГОСТ 1976 года издания. В нем заданы ключевые типы стыков, размеры и конструктивное исполнение (кроме тех, которые регулируются отдельным ГОСТ 16037-80).


Сварка таким способом может проводиться:
- с добавкой присадочного металла;
- без дополнительных присадок;
- в инертном газе;
- в углекислом газе;
- в кислородно-углекислотной смеси различных пропорций.


Область применения защищенной газами сварки очень широка. Она включает:
- изготовление частей атомных и других электроэнергетических установок;
- получение узлов летательных аппаратов;
- сварку металлов и сплавов, которая должна быть выполнена особо чисто;
- изготовление корпусов химического оборудования;
- прокладку трубопроводов, создание емкостей для едких и агрессивных веществ;
- работу с цветным, черным и легированным металлом.


Преимущества и недостатки
Дуговая сварка в защитном газе гарантирует отличные характеристики шва практически независимо от соединяемого металла. Сварщики могут почти не обращать внимания на толщину соединяемых конструкций. Вернее, она может учитываться при подборе режима, однако работа выполнима в принципе почти всегда.
Проконтролировать состояние сварочной дуги и образуемой попутно ванны не составит труда.


Область теплового воздействия дополнительно сужается по сравнению с традиционной атмосферной сваркой.
Вот еще некоторые моменты:
- при работе в несколько слоев не потребуется вычищать швы;
- отпадает потребность в удалении флюса и шлака;
- возможность не учитывать пространственное размещение деталей;
- необходимость оберегать себя от света и инфракрасной радиации, создаваемого дугой;
- оперативность;
- сравнительная дешевизна;
- упрощенная автоматизация процесса.
Какие газы применяются?
Инертные
Среди всех химически стабильных газов лишь гелий и аргон используются сколько-то широко. Прочие варианты применять экономически нецелесообразно. Аргон не будет растворяться в расплавленном металле. Его используют, чтобы работать с различными марками стали и с чистым алюминием.


Гелий дороже аргона и легче воздуха, то есть затраты будут больше. Однако именно гелий оптимально подходит для сварки очень активных химически металлов. С его помощью также соединяют алюминиевые и магниевые сплавы. Кроме того, в гелиевой среде выброс наружу энергии дуги вдвое больше, чем в атмосфере аргона.
С точки зрения сварщиков, инертным газом можно считать и азот. Вернее, его ценят за неспособность вступать во взаимодействие с медью.
Химические
Правильнее было бы называть их химически активными газами. И именно в этот разряд всегда (кроме случаев сварки медных изделий) входит и азот. Выполнение азотной сварки не предъявляет особых требований к качеству применяемого оборудования. Теоретически принято считать, что должен использоваться однофазный трансформатор.
Но на практике уверенно варят с любым подходящим по остальным характеристикам трансформатором.
Кислород в чистом виде сварщикам не интересен из-за своей горючести и даже взрывоопасности. Однако он является частым компонентом в специальных смесях. Углекислота применяется, когда надо сварить:
- чугун;
- стали с малым и умеренным вхождением углерода;
- стойкую к коррозии сталь слабого легирования.


Водородная атмосфера создается, когда надо варить никель и отдельные марки нержавеющей стали. Особенно привлекательно такое решение для работы с толстыми деталями. В среде водорода текучесть металла будет выше. Легче обеспечить и чистоту поверхности. Стоит учесть, что из-за водорода подчас растет хрупкость углеродистых сталей, потому его нельзя использовать, если неизвестна конкретная марка металла.
Классификацию видов дуговой защищенной сварки стоит начать с автоматической газоэлектрической разновидности. Это высшая ступень развития механизированных сварочных работ. Такой режим позволяет гарантировать идеальный контроль за ходом всего процесса. Потому его стараются использовать на промышленных предприятиях, иногда и в строительстве. Однако для частного использования это чрезмерно сложно.
Разница может быть и в применяемом инструменте. Многие сварщики пользуются неплавящимся электродом. Подобное решение приемлемо для работы с неферромагнитными веществами. Опытный специалист в этом режиме тонко чувствует глубину, на которую проплавляется металл. В сочетании с самостоятельным управлением горелкой и присадочным материалом можно исключить появление непроваренных участков и прочих отклонений сварных швов от нормы.
Важно: неплавящийся электрод пригоден главным образом для тонкостенных изделий. При большой толщине металла, по отзывам профессионалов, он будет работать несколько хуже.
Зато подобный инструмент нравится энтузиастам, создающим декоративные изделия из нержавеющих сталей. Чаще всего неплавкий электрод делают из вольфрама. Но также могут применять электротехнический уголь либо графит.
Во многих случаях более предпочтительны, однако, манипуляции с плавящимся электродом. Такое решение проще, чем использование неплавящегося инструмента, и позволяет воспользоваться более дешевым оборудованием. Электрод с плавлением поможет обработать куда больше типов металла, чем его неплавкий аналог. Можно без труда работать даже в довольно труднодоступных местах. Наконец, пространственное расположение сварщика, его техники, самих деталей или конструкций можно выбирать более гибко.


Однако нельзя игнорировать и слабые стороны подобного варианта, в том числе:
- выброс наружу агрессивных и опасных веществ;
- большую сложность работы (даже опытным сварщикам приходится работать аккуратно);
- сравнительно низкую скорость;
- высокое влияние магнитных полей на дугу.
Иногда пользуются и порошковой проволокой. Ее могут применять при работе в среде углекислоты. Если свариваемые изделия должны соответствовать повышенным требованиям, иногда проводятся даже специальные испытания проволоки.
К сведению: допускается применение не только специального сварочного, но и пищевого углекислого газа. Разрешено применять газ с вхождением до 2% воды.
Режимы
Разница между конкретными режимами может заключаться:
- в диаметре присадочной проволоки;
- в используемом напряжении;
- в темпе работы;
- в виде тока и его силе;
- в электрической полярности;
- в химическом составе газа;
- в темпе расходования газовой среды.
В подавляющем большинстве случаев применяют ручные инверторные полуавтоматы. Обязательно настраивают электричество и подбирают индивидуально необходимое напряжение. Порядок расчета использования газа зависит от масштаба производства и номенклатуры выпускаемых изделий. Обязательно надо учитывать выполнение подготовительных и завершительных операций.



Оборудование
Говоря про аппаратуру для газозащитной сварки, стоит указать — в подавляющем большинстве случаев применяют сварочные полуавтоматы. В них параметры дуги и скорость перемещения присадочной проволоки определяется автоматическими компонентами. Все, что непосредственно зависит от исполнителя, — скорость и направление перемещения сварочных головок (горелок).
Предпочтительно использование комплексов техники MIG/MAG.
При применении саморегулирующихся сварочных систем очень важны источники питания. Они должны иметь жесткую электрическую характеристику с пологим падением тока. Сварочные горелки могут быть прямой и изогнутой формы. В различных версиях используют водяное охлаждение либо отвод тепла воздухом. Изгиб сопла подойдет для горелки, работающей в труднодоступных местах.


Техника безопасности
Важно понимать, что защитные газы спасают только металл от порчи, но не защищают самого сварщика. Обязательно следует соблюдать требования электробезопасности, носить защитные маски, перчатки. Использовать кислород надо с особой осторожностью, учитывая его склонность к возгоранию. Все баллоны с газами должны находиться все время в вертикальном положении. Их нельзя использовать после истечения срока поверки, после падения с высоты или сильного механического повреждения.
Недопустимо использовать углекислоту бесконтрольно в узких и слабо проветриваемых местах. Для каждого типа газа применяют только подходящий вид редуктора. Перепутывание шлангов не допускается. Нельзя также подвергать их воздействию открытого огня и искр, горячих и тяжеловесных предметов.
В зоне сварки не место посторонним людям и домашним животным, масляным и жировым загрязнениям.
До запуска следует проверять, исправна ли пусковая система. Шланги перед работой проверяют на герметичность. Сварщик не может исправлять недостатки оборудования до окончания работы. В закрытых емкостях и в сырых местах требуется использовать прорезиненную одежду и коврики из той же резины. Нельзя варить незакрепленные или плохо закрепленные детали, а также работать на неустойчивых поверхностях и/или при ограниченной видимости.
Профессионалы измеряют расход газа, отталкиваясь от силы тока, диаметра проволок и толщины соединяемого металла. Чтобы не касаться специальных формул, начинающим сварщикам лучше определять свою потребность в защитном газе по фирменным сопроводительным паспортам. На открытом воздухе, конечно, понадобится больше газов, чем в помещениях. Стандартная схема сварки в защитной среде позволяет применять как плавящиеся, так и неплавящиеся электроды.
Комбинировать инертные и химически активные газы полезно для:
- наращивания устойчивости дуги;
- большей глубины плавления;
- эффективного изменения глубин швов;
- достижения максимальной производительности.
Сочетая аргон с кислородом (добавка 1-5%), можно легко сварить сталь с различным содержанием углерода и легирующих добавок. Обычно берут плавкий электрод. Вводя кислород, уменьшают критический ток и борются с образованием пор.
Углекислый газ применяют чаще всего в процессе сварки углеродистой стали. Обычно изолирующее вещество подается в середину рабочей зоны.
Но если надо очень быстро варить металл плавким электродом, требуется боковая подача. Экономя дорогостоящий газ, его надо подавать парой раздельных потоков. Углекислоту обычно подают снаружи. Чтобы прикрыть от контакта нагретый, но не расплавленный металл, рекомендуют использовать сопла с длинными насадками. А наиболее мощную защиту обеспечивают стационарные промышленные камеры с точно заданной защитной средой.
Готовить кромки надо точно так же, как и при других вариантах сварки. Руководствуются при этом ГОСТ 14771-76 либо ТУ на конкретные изделия. Постоянство зазора обеспечивают, закрепляя детали шарнирным способом. Угол раскрытия кромок определяется толщиной соединяемых металлов. Когда работают в углекислом газе, формируя многослойный шов, перед каждым следующим слоем нужно внимательно очищать поверхность.


Иногда стоит применять газовую подушку. Она позволит эффективнее сформировать корень шва. Подавать ли в подушку те же газы, что и в основную зону, нужно решить самостоятельно. Желательно оберегать рабочее место от сквозняков и пронизывающих ветров. Наилучший вариант в большинстве случаев — постоянный ток обратной полярности.
Как настроить давление защитного газа и его расход, смотрите далее.
Особенности углекислотной сварки

Виды и способы сварки
Углекислотная сварка применяется не только в промышленных условиях, но и в быту. Газ формирует защитное облако, препятствующее поступлению воздуха в обрабатываемые области. Это повышает качество сварного соединения, минимизирует вероятность появления дефектов.

При использовании данного метода рекомендуют устанавливать обратную полярность. Это помогает поддерживать устойчивую дугу. Кроме того, снижается вероятность разбрызгивания расплава. При установке прямой полярности повышается вероятность угасания, негативно влияющего на качество шва. Такой режим применяют при необходимости наплавления металла.
Суть процесса
Метод работает так:
- Под влиянием высокой температуры газ частично распадается на углерод и кислород. Это способствует защите сварочной ванны от присутствующих в воздухе примесей.
- Углекислый газ и его производные вступают в реакцию с железом, что повышает прочность шва.
- При использовании проволоки с содержанием кремния или марганца образуются оксиды этих элементов. Они взаимодействуют со свариваемыми металлами. Формируется устойчивое к окислению соединение.
Сферы применения
Углекислота обходится дешевле гелия, аргона или иных инертных газов. Однако она уступает им в защитных качествах. Сварка в среде углекислого газа применяется для рутинных операций по соединению деталей из конструкционных сталей.
При работе с ответственными объектами, специальными металлами и узлами, испытывающими высокие нагрузки, используют только гелий или аргон. При массовом создании типовых конструкций углекислотная технология существенно снижает себестоимость.
Методы сварки
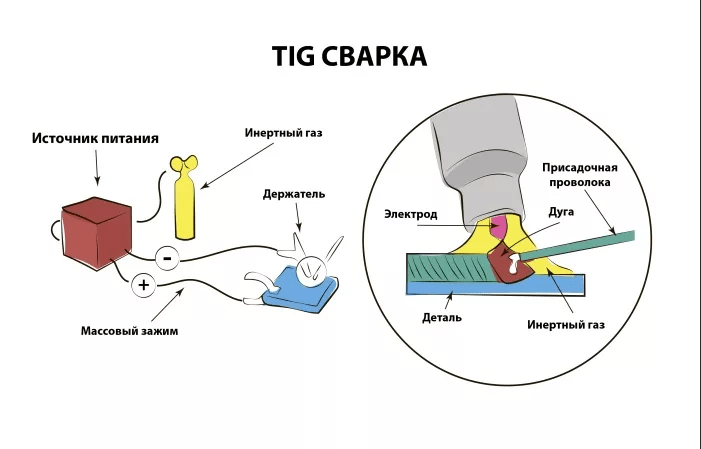
В сочетании с защитной газовой средой применяют несколько способов. Самыми распространенными считаются MIG -и TIG-режимы. Стоит рассмотреть особенности каждой технологии.
При использовании этого метода сварку выполняют так:
- Подают углекислый газ в обрабатываемую область.
- Разжигают дугу между наконечником неплавящегося электрода и металлической поверхностью. Шов заполняется не стержнем, а присадочным материалом.
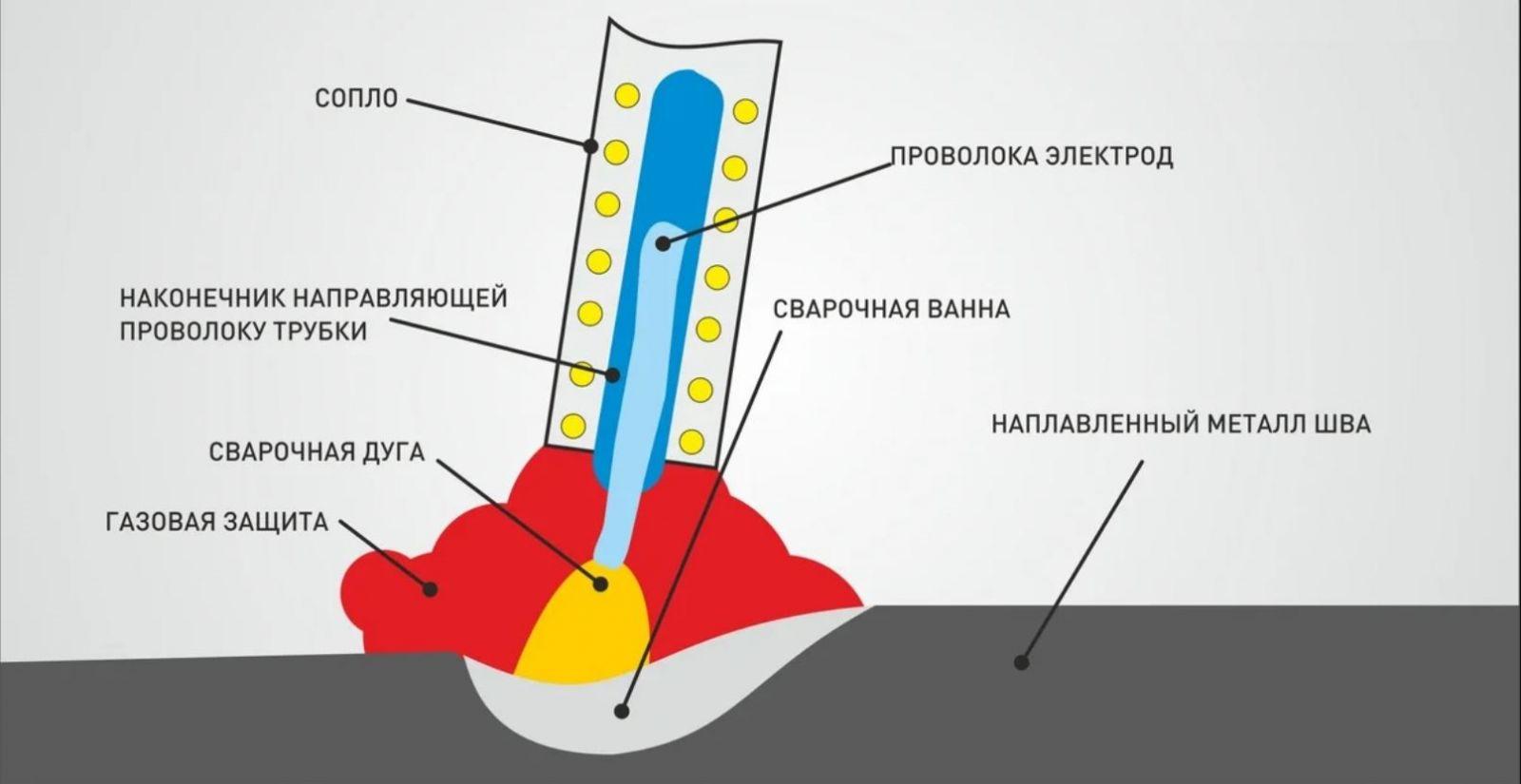
MIG/MAG
Эти аббревиатуры обозначают дуговую сварку в среде инертного или активного газа. При использовании углекислоты аппарат снабжают плавящейся присадкой. Сварку ведут полуавтоматическим способом. Применение неплавящегося электрода помогает улучшить результат работы.
Подготовительные работы
Настройку агрегата перед началом сварки выполняют так:
- Вставляют присадочную проволоку в рукав. Снимают сопло горелки и медный наконечник, отодвигают ролик подающего механизма. После этого закрепляют катушку, выводят часть проволоки наружу.
- Задают полярность. При использовании углекислоты и стандартной проволоки выбирают обратный вариант. Плюсовой контакт подсоединяют к горелке, минусовой – к зажиму. Так тепловыделение будет протекать на обрабатываемой заготовке. Прямую полярность задают при использовании флюсовой присадки.
- Подключают полуавтомат к электросети. Нажимают клавишу подачи проволоки, проверяют работоспособность механизма.
- Подключают газовый баллон, снабженный редуктором. Углекислота будет подаваться через второй канал рукава.
Расход углекислого газа
Этот параметр зависит от следующих факторов:
- условия работы (температура и влажность воздуха, наличие ветра);
- характеристики свариваемых металлов, расходных материалов;
- опыт сварщика.
Расход газа составляет 3-10 л в минуту. При расчете предполагаемого значения учитывают толщину деталей, диаметр присадочного прутка. К полученному числу добавляют запас 10%. На него приходится расход газа на подготовительных этапах. 25 кг сжиженной углекислоты превращается в 500 л газа. При среднем расходе этого объема хватает на 8 часов работы.
Технология углекислотной сварки
После настройки аппарата выполняют следующие действия:
- Подготавливают металлические элементы. Разделывают кромки, очищают поверхности от жировых и ржавых пятен, старой краски. Для обработки применяют наждачную бумагу или железную щетку.
- Устанавливают детали в правильное положение, фиксируют их.
- Делают пробный шов. На аппарате выставляют минимальную силу тока. Наблюдают за поведением материала. При розжиге мощной дуги края заготовок могут деформироваться.
- Настраивают параметры работы агрегата с учетом диаметра проволоки. Формируют сварное соединение. При соединении тонких листов дугу перемещают вперед. При сварке толстых деталей применяют вариант «углом назад».
- После завершения сварки продолжают подачу газа. В первую очередь останавливают выводящий присадку механизм, отключают агрегат от сети. После этого закрывают клапан газового баллона. Это способствует правильному остыванию шва.
- Удаляют шлаковую пленку с поверхности соединения.
Для работы в газовой среде применяют такие виды аппаратов:
- выпрямители, преобразующие переменный ток в постоянный (используются в сочетании с графитными и вольфрамовыми электродами);
- инверторы, преобразующие электрическую энергию в стабильную дугу.
Углекислота не имеет запаха и цвета, не является токсичной. Емкости для газа покрывают черной краской. Внутреннее давление достигает 60 кгс/см². В процессе сварки углекислота распадается на угарный газ и кислород. До полного остывания шов остается под защитной средой. Устанавливаемый на баллон редуктор при подаче снижает давление до 0,5 атмосфер.
Материал выбирают с учетом вида агрегата, параметров деталей. Углекислый газ не является полностью инертным, поэтому его применяют в сочетании с проволокой, препятствующей окислению металла. Лучше всего подходят присадочные материалы, содержащие марганец и кремний. Неплохим вариантом считается омедненная проволока с антикоррозионными свойствами.
При выборе типа присадки учитывают характеристики свариваемых заготовок. Углекислоту не стоит заменять порошковой проволокой. Качество соединения в этом случае ухудшается.
Газовая горелка
Этот элемент оборудования должен быть укомплектован дюритовыми шлангами и набором кабелей.
Для сварки деталей потребуются и такие приспособления:
К положительным качествам рассматриваемой технологии относятся:
- невысокая стоимость работ;
- защищенность сварочной ванны от активных веществ;
- возможность работы на весу, без использования подложек;
- устойчивое горение дуги при соединении тонких деталей;
- эффективное расходование тепловой энергии дуги.
Способ имеет и недостатки, которыми можно считать:
- непригодность для работы с цветными металлами и легированными сталями;
- сложность формирования многослойного шва;
- опасность отравления при работе в непроветриваемых емкостях и помещениях.
Необходимость длительной подготовки оборудования и применения тяжелых баллонов с газом не позволяет использовать углекислотную сварку при мелких операциях, требующих быстрого выполнения.
Использование защитного газа сопряжено с рисками возникновения таких опасных ситуаций:
- отравление сварщика при работе в закрытых резервуарах;
- взрыв баллона при неконтролируемом росте давления.
С учетом этих рисков были разработаны правила безопасности. При перевозке емкостей с газом необходимо:
- размещать все изделия на специальном поддоне;
- удерживать емкости в вертикальном положении;
- снабжать тару резиновыми кольцами, предотвращающими утечку газа.
При заправке и хранении соблюдают следующие правила:
- в помещениях должны быть установлены датчики газа;
- не допускается превышение нормативного объема;
- температура баллона не должна повышаться при заправке;
- нельзя касаться съемных элементов емкости без защитных рукавиц.
При работе в закрытом пространстве необходимо:
- постоянно контролировать уровень СО2 в воздухе;
- проветривать помещение или надевать подающую кислород изолирующую маску;
- работать с напарником (второй человек должен находиться за пределами резервуара).
Дополнительные рекомендации
Для увеличения длительности рабочего цикла к аппарату подключают охлаждающую систему. Качество шва зависит от типа используемого агрегата. При приобретении оборудования обращают внимание на основные параметры. Мощность должна быть высокой. Это позволит варить заготовки большой толщины. Рекомендуется выбирать устройства со съемными держателями. В комплект должно входить руководство с таблицами, помогающими правильно настраивать аппарат.
Процесс углекислотной сварки - где применяется, тактика выполнения, оборудование и расходные материалы

Один из новейших видов сварки, но хоть он известен недавно, этот метод стал очень популярным. Её часто используют при спайке в сейчас сварщики разных уровней подготовки.
При углекислотной сварке, соответственно, используется углекислый газ.
Именно об этом эта статья. Далее подробно изложена информация о углекислом газе и его роли при сварке полуавтоматов и в чём его преимущество перед другими материалами.
Основные понятия
Сначала выясним что же такое углекислота и как она используется при сварке. Формула углекислого газа CO2, у него нет цвета или запаха. Его используют в баллонах под давлением. Обычно, он поставляется в сжиженном виде.
Чаще всего используется баллон объёма 40 литров. Он абсолютно защищён от коррозии и герметичен. Но он уместен при крупных работах. Когда нужно сварить что-нибудь меньших объемов, лучше использовать баллоны поменьше.
Это важно, потому что такие баллоны не могут храниться очень долго, максимум – 2 года. Поэтому компактность очень важна.
Этот газ доступный из-за его низкой цены, в целом, нет более дешёвого и при этом эффективного газа для данных целей. Его можно легко купить в магазине.
Главной задачей этого газа является защита. К примеру он защищает металл от окисления, что немаловажно для производства качественных изделий. Чтобы качество шва было ещё выше можно использовать его с аргоном.
Суть процесса достаточно простая. С помощью электрической дуги плавится металл, а сварочную область попадает углекислый газ. Он там нужен, как мы уже выяснили, для защиты деталей. Он обволакивает зону сварки и защищает от негативных влияний кислорода.

Одна из особенностей этого материала, это то, что он не нейтрален на 100%. Это значит, его необходимо использовать с проволокой, которая предотвращает попадание кислорода и, следственно, окисление металла.
Лучше всего для такой работы подходят проволоки, в составе которых есть кремний и марганец. Неплохим вариантом ещё будет медная проволока, так как у неё есть способность к антикоррозии.
У неё большой срок годности и она способствует стабильности в горении дуги. Также, качество соединения, сделанного с помощью медной проволоки, очень хорошее.
При выборе характеристик проволоки лучше всего опираться на то, какие материалы вы используете помимо неё. Если обсуждать, какой диаметр оптимальный, то это 0.8 миллиметров. Она не напрягает автомат и подходит под большинство металлов.
Вы могли слышать, что углекислоту или любой другой защитный газ, можно заменить порошков проволокой. Это не так.
Качество соединения, сделанного с помощью порошковой проволоки, сильно уступает тому, который сделал с углекислым газом. Поэтому такую замену лучше всего делать, если нет разницы будут ли небольшие дефекты или не получается газ.
Почему углекислота?

Углекислотный тип сварки стал популярным на заводах и разных предприятиях. Возможно, у вас возникает вопрос чем эта популярность вызвана? Сейчас и выясним.
На самом деле, большого секрета в этом нет. При использовании углекислоты очень низкая вероятность деформации деталей, а это экономия ресурсов. Ведь бракованные детали — это лишние траты, а с помощью защитного газа этого можно избежать.
Ещё этот газ не нуждается в тщательной подготовке металла, соединение всегда аккуратное. Всё что остаётся это убрать лишние шлаки.
Также этот тип сварки можно использовать при работе с тонкими металлами. Как показывает практика, она хорошо подходит для такого материала.
Правда есть один нюанс – использовать ручную дуговую или газовую сварки не рекомендуется. С их помощью получается некачественный шов, поэтому лучше использовать другой метод.
Ещё углекислотную сварку хорошо использовать при ремонте кузовов. В такой работе этот метод имеет немало плюсов. Сначала – не нужно следить за подачей проволоки.
Этот процесс происходит автоматически. Она лучше подходит для этого, чем другие виды сварок, так как результат в разы качественнее. Также у проволоки короткий период плавки, а за счёт этого – углекислотная сварка требует меньше времени для исполнения.
Углекислотная сварка может полностью заменить сварку другого типа – газовую ацетиленовую. Потому что материал, который нужен для плавки дешевле, хоть с его помощью результат получается не хуже.
Основные преимущества

Также при углекислотной сварке нет термического воздействия на металл из-за чего детали не нагреваются. А это хорошо влияет на шов, и он получается прочным и красивым.
У углекислотной сварки есть много преимуществ перед другими типами. Рассмотрим ручную дуговую. Этот тип не защищает зону от кислорода. Для этого необходим флюс, а это дополнительные траты.
По сравнению с этим типом при углекислотной можно работать при любом положении в пространстве, а также намного лучше виден процесс, что упрощает наблюдение за ним.
Ещё скорость процесса в разы выше, чем при других методах, так как проволока плавится очень быстро, поэтому производительность очень высокая.
В отличие от других методов, даже той же ручной дуговой, процесс автоматизирован, а значит сварщик прикладывает намного меньше усилий.
Этот метод подходит если сварщику не нужно передвигаться на большие расстояния и есть возможность наблюдать за сваркой от начала и до конца.
Ещё важная деталь, что из-за стабильной работы дуги, отпадает необходимость часто менять электроды. Ещё этот процесс очень аккуратен и оставляет минимум мусора.
При сварке металла, где необходимо много небольших швов очень хорошо подойдёт этот метод. Его часто используют в мелких домашних работах, к примеру при сварке ворот. Полуавтомат с углекислотой, поэтому часто можно встретить в ремонтных пунктах.
И цена такого ремонта будет стоить недорого. В некоторых предприятиях ручная дуговая сварка уже вытеснена углекислотной.
Углекислотная сварка отлично подходит чтобы заменить многие другие виды. Этот вариант очень экономный. При этом – качество конечного продукта остаётся на высоком уровне.
Процесс и технология сварки лёгкие и понятные, а следовательно, использовать такой метод может даже любитель. Поэтому он популярен в домашнем обиходе, вместе с полуавтоматом.
С ростом популярности возросло и разнообразие этих механизмов. Сейчас на рынке можно найти очень дешёвые модели, а так как углекислый газ тоже недорогой, то получается хорошая установка за небольшие деньги.
Читайте также: