Двигатель для вращателя сварочного
Обновлено: 19.05.2024
С началом применения вращателя процесс сварки значительно облегчился и стал более эффективным, автоматизированным. При помощи такого устройства изделие подлежащее сварке легко устанавливается в удобном для оператора положение. При этом обрабатываемая деталь перемещается со скоростью, соответствующей скорости формирования сварочного шва. Это сварочное приспособление представляет собой конструкцию из шкафа управления, стойки с циркулярным приводом и подвижной задней стойки. Существуют как ручные, так и автоматические вращатели.
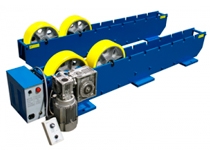
Cварочный роликовый вращатель предназначен для вращения цилиндрических изделий со сварочной скоростью при автоматической сварке внутренних и наружных кольцевых швов, а также для установки изделий на маршевой скорости в положение, удобное для ручной и полуавтоматической сварки.
Важная особенность: с помощью вращателя достигается рациональное расположение свариваемого участка, за счет чего вспомогательное время на сварку сокращается до минимума.
Какие ролики выбрать?
Есть 3 типа роликов:
| Прорезиненные | Стальные | Покрытые полиуретаном |
 |  |  |
Полиуретановые ролики – меньше изнашиваются, однако слой покрытия достаточно тонкий и жесткий, обладает достаточно малым трением о деталь. Затрудняет использование при значительных неровностях в области продольного сварного шва, когда деталь имеет эксцентриситет. В этом случае вращаемое изделие может проскользнуть, подпрыгнуть, подвиснуть (в случае использования нескольких секций вращателей).
Стальные ролики – выдерживают большие нагрузки и долговременный нагрев в зоне контакта с деталью. Однако при попадании между роликом и обечайкой шлака, брызг, окалины вдавливается в поверхность обечайки. А также имеют меньшую сцепляемость по сравнению с другими вариантами.
Какой вид конструкции выбрать?
По конструкции имеется три варианта:
| Передвижные | Переставные | Самоустанавливающиеся |
 |  |  |
Передвижные ролики – позволяют сделать точную подгонку под изделие, создать направленный дрейф. Соответственно вместе с буфером-упором антидрейфа эта система позволяет иметь минимальное смещение линии шва относительно неподвижной сварочной гол
Самонастраивающиеся опоры – имеют минимум по 4 ролика на секции расположенные на 4-х осях. Они позволяют работать с изделиями с большим эксцентриситетом, с тонкостенными обечайками, но у многих из них есть одно неприятное свойство – неустойчивая работа в среднем диапазоне диаметров и масс заготовок. Минус системы 2-4 ролика в том, что движение вниз внутренних роликов происходит, начиная с определенного веса заготовки.
Именно начиная с него опора “самоустанавливается”. Если планируется использование самоустанавливающихся роликоопор в широком диапазоне масс и диаметров – то не исключен вариант такой загрузки, что одна из секций ушла в режим “самоустановки” а вторая остается на 2-х роликах.
Синхронизация нескольких приводных секций роликоопор, тип и расположение приводных двигателей
Наиболее распространенный тип комплекта – 1 или 2 асинхронных двигателя на секцию +1 преобразователь частоты с входным регулирующим сигналом “ток” или “напряжение” – потенциометр настройки скорости вращения. Схема проста и нормально работает на 1 опоре.
Простейший вариант синхронизации 2-х таких секций – выдача управляющего сигнала одного уровня. При этом скорости синхронизируются, но нагрузки распределятся неравномерно, так как вращаемое изделие редко представляет собой правильный цилиндр – имеются овальности, которые могут быть по-разному ориентированы на разных частях емкости. Поэтому если одной приводной секции хватает на вращение 10 тонн, то 2-х хватит при такой схеме отнюдь не на 20 тонн, а возможно значительно меньше. На самом деле, перегружаться в таком случае будут оба привода: привод, который оказался на меньшем радиусе пытается один крутить тяжелое изделие с заданной скоростью, второй, который на большем – начинает раскручиваться и тормозить вращение до заданной скорости. Если ролики обрезиненные - за счет упругой деформации происходит некоторая компенсация такой неравномерности нагрузки. Если ролики стальные, то возможно проскальзывание или остановка вращения из-за токовой перегрузки приводов.

Сварочный роликовый вращатель с системой компенсации смещения обечайки грузоподъёмностью 500 т
Системы ведущий – ведомый – основаны на связях между приводами, при которой один из приводов вращает изделие с заданной скоростью, а остальные подключаются для снятия нагрузки с него по мере необходимости. В предельном случае скорости вращения и нагрузки могут быть вообще разными – вращение конических деталей.
AC или DC двигатель? Второй тип обладает большими стартовыми моментами, проще синхронизируется при больших мощностях. Первый – дешевле и неприхотлив в эксплуатации.
Сварочный позиционер. Механическая часть.

Хочу поделиться полезной самоделкой облегчающей сварочные работы.
Не скажу что без неё нельзя обойтись, просто с ней удобнее, качественнее и красивей))
Давно хотел сделать, но руки дошли только сейчас. Делал из тех железок что были в гараже, купил только несколько болтиков. Сражу скажу что будет продолжение, изготовлю трехкулачковый патрон, установлю привод и узел токоснимателя на шпиндель, чтобы не сжечь подшипники. Делал в сумме 4 дня, без чертежей, сплошная импровизация )))












Метки: Сварочный позиционер, Сварочный вращатель, TIG, оснастка сварочная.
Комментарии 38
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Как будет решена проблема надёжной массы на деталь?

Обязательно покажу, концептуально уже придумал, осталось реализовать в металле, будет угольная щетка бегать по медному диску.

У меня медная по стали вполне нормально работает)
одна или две? какие токи? какой диаметр?
Один, 16мм диаметр, ток 100А.

Спасибо. Я пока патроном занимаюсь, решил его сильно облегчить, взял патрон на 200мм и "немного" проточил )) срезал полностью узел сателлитов. На фотографии то что было и то что осталось ))

У меня на 400 патрон и без облегчения)

Тоже могу похвастаться, да чё уж там, пусть люди облизнуться.
Надоело крутить ручку на кофемолке жерновной, валялся много лет (не 35 конечно, 20-ть, примерно) привод к чему то, обрезал с корпуса лишнее, заклинил две планетарки из четырёх, приколхозил кнопочку в крышку двигателя, сделал переходник на шестигранник кофемолки, блок питания на 24 вольта получился от струйного принтера. Фсё, теперь крутицца не руками и быстрее намного. У владельцев таких кофемолок сейчас потекут слюни, особенно если под джезву молоть=)
Самое главное, такого нет даже у кетайцеф на али!
Сварочный вращатель
Здравствуйте! Меня зовут Евгений. Давно хотел сделать вращатель, но всё руки не доходили и тут конкурс.
Был создан проект.
Вырезан в металле.

Начало сборки. Эл. двигатель 120 Вт. 1350 об. мин., редуктор 1/120, ступица от "девятки"


Выточил детали для ступичного узла.


В ходе испытаний выяснилось, что редукции 1/120 не хватает. На частоте 50Гц, 12 об. мин. на 15Гц, 2 об. мин.
Было решено ставить еще один промежуточный редуктор. За базу был взят рем. комплект редукторного стартёра.
Были изготовлены корпус, валы и шайбы. Втулки заменены на подшипники.


Реализация щёточного узла.


Изготовление щита управления.





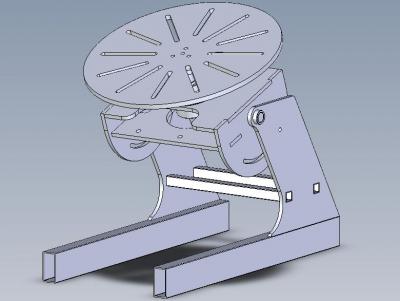
И вот собственно сам готовый вращатель. Планшайба может принимать как горизонтальное так и вертикальное положение.
Реализован реверс, регулировка частоты вращения. Эл. двигатель полностью изолирован от рамы вращателя.




Компания «ArMiG» — все для сварки и резки. Победитель в номинации «Лучший поставщик» концерна ESAB в России 2014 года.
Изготовление сварочного вращателя
Качество шва зависит от опыта сварщика и правильно подобранного оборудования. Но при выполнении кольцевых швов, если есть возможность проворачивать стык, может возникать брак в соединении из-за рывков во время вращения. Чтобы этого избежать используют сварочный вращатель. Он особенно полезен, когда требуется выполнять много однотипных кольцевых швов. Такое приспособление продается наряду с оборудованием по сварке в магазинах, но его можно изготовить и своими руками. Для этого понадобятся чертежи, заготовки рабочих элементов, и двигатель. Перед разработкой лучше ознакомиться с видео о принципах функционирования сварочных вращателей, и их разновидностях, чтобы лучше понимать какой необходим конечный результат.

Почему стоит сделать самому?
Вращатель сварочный роликовый, изготовленный своими руками, экономит некоторую сумму средств из семейного бюджета, а работать может так же как и магазинный. Разрабатывая конструкцию самостоятельно, можно создать модель подходящую для конкретных видов сварочных работ, которая будет устойчиво стоять при вращении и позволять ровно вести шов.
Использование такого приспособления позволяет:
- выполнять сварку на трубах разного диаметра;
- приваривать фланцы к торцам труб;
- изготавливать бочки и баки разных размеров;
- автоматическое вращение изделия позволяет ускорить сварочный процесс, состоящий из однотипных кольцевых швов;
- улучшить рабочие условия для сварщика;
- повысить качество сварки за счет поддержания постоянной скорости на протяжении ведения всего шва, что избавляет от наплывов и непроваров;
- при креплении горелки на кронштейн над местом соединения труб полностью автоматизировать процесс.
Разновидности и чертежи
На видео можно ознакомиться с разнообразными моделями вращателей, созданных своими руками. Сварка с их помощью выполняется гораздо легче, благодаря повышенной концентрации внимания сварщика на горении дуги и формированию шва, без отвлечений на ручное вращение конструкции.
Свой первый вращатель для сварки можно смастерить несколькими способами. Схема будет зависеть от последующего применения и видов накладываемых швов. Поэтому, перед закупкой деталей и элементов, стоит рассмотреть различные фото подобных приспособлений, чтобы определиться с видом конструкции.
Роликовые версии
Для сварки кольцевых швов на трубах диаметром от 25 до 1000 мм активно используются вращатели сварочные роликовые. На видео понятен их принцип работы. Изделие выставляется на четыре ролика, где один или сразу два являются ведущими (к ним подсоединен привод), а остальные поддерживающими. Ролики крепятся к общему основанию, прорези в котором позволяют изменять расстояние между вращающимися опорами.
Двигатель приводит в движение ведущий ролик. Скорость вращения изменяется редуктором, снижающим обороты на порядок и тиристорным регулятором, замедляющим ход до сварочной скорости. Дополнительно, горелку от полуавтомата можно прикрепить над местом стыковки труб, а кнопку включения сварки вывести отдельно. Тогда весь процесс можно автоматизировать и выполнять стоя в стороне.
Барабанные модели и с вращающимся основанием
На других видео можно встретить вращатели, где основой служит кулачковый шпиндель (прижимной барабан) от токарного станка. Это приспособление имеет основание, на котором закреплен вал с барабаном на конце. Труба устанавливается в кулачки. К ней прихватывается ответная часть. Вращение происходит как и в предыдущей версии. Недостатком служит ограничение в диаметре используемых труб (это зависит от ширины развода кулачков).
Еще одной моделью сварочного вращателя является конструкция, где крутится не само изделие, а основание под ним. На видео понятно, что этот вариант хорошо подходит для круговых швов под приварку фланцев. Переворачивая изделие можно выполнить сварку как внутри, так и снаружи. Поэтому, определяясь с моделью вращателя, стоит учесть какие виды швов придется выполнять чаще (кольцевые на стыке двух труб или круговые для присоединения фланца), и после этого приступать к созданию.
Изготовление вращателя
Для создания самодельного вращателя с роликовой частью потребуются:
- электродвигатель;
- металлическая плита-основание;
- редуктор;
- тиристорный регулятор;
- ролики;
- органы управления.
Мотор может быть с различными параметрами, главное чтобы он работал от 220 V на переменном токе. Мощность 1200 Вт или 3000 Вт значения не имеет, поскольку его обороты будут все равно слишком велики для ведения сварки. Но чем выше значение мощности, тем больше это устройство будет потреблять электроэнергии, что невыгодно при долгих работах.
Для уменьшения скорости вращения в схему устанавливают редуктор. Можно подобрать сразу модель, которая принимает обороты двигателя, а за счет шестеренок разного диаметра, выдает скорость вращения, приемлемую для сварки. Если же это невозможно, то стоит использовать дополнительный редуктор. В случаях работы с трубами одного и того же диаметра, этого будет достаточно. Но если величина изделий не постоянна, то стоит сделать изменение вращения плавным с помощью тиристорного регулятора.
В качестве основания подойдет лист металла 5-10 мм толщиной. Под ролики следует изготовить П-образные «уши», крепящиеся к основанию болтом. В плите стоит сделать прорези, позволяющие менять расстояние между роликами. Это даст работать с трубами разных диаметров. Крутящий момент передается на ось одного из роликов, что приводит в движение и находящуюся на нем конструкцию.
Для управления можно вывести кнопку на проводе, которую сварщик будет держать в руке и нажимать во время начала сварки. Альтернативным вариантом является установка педали на полу, наступая на которую будет запускаться механизм.
Использование вращателя для сварки позволяет повысить производительность и улучшает рабочие условия сварщика. Положительно это влияет и на качество соединения. А изготовления такого приспособления самостоятельно еще и экономит средства.
Tags: Сварочный позиционер, Сварочный вращатель, TIG, оснастка сварочная.
Comments 38
Читайте также: