Двухобмоточный дроссель для сварочного полуавтомата
Обновлено: 27.09.2024
Кто подскажет, как расчитать параметры дросселя для сглаживания пульсаций выпрямленного напряжения для сварочного полуавтомата?
aleks-mar, это теоретическая задача по расчету, которую надо выполнить исходя из всех бюрократических требований, или надо просто доработать реальную действующую конструкцию?
В первом случае помочь не смогу, т.к. я в таких случаях оперирую примерными данными, уточняемыми на практике (так получается проще!), во втором случае надо знать исходную ситуацию - что именно имеется, доработка это или ремонт, требования по сглаживанию пульсаций и возможные конструктивные ограничения (в основном массогабаритные).
__________________
Быстро только кошки и кролики.
I'll be back!
Компэл стал дистрибьютором компании POWER FLASH, производящей широкий спектр популярных батареек. POWER FLASH производит солевые и щелочные (алкалиновые) цилиндрические батарейки, а также серию литий-диоксидмарганцевых батареек. POWER FLASH выступает OEM-производителем для крупных японских и европейских производителей батареек. Батарейки POWER FLASH предназначены для самого широкого спектра применений – от бытового до промышленного.

павел родин волгоград ОТВЕТ
МОЩНОСТЬ СЕРДЕЧНИКА ДРОСЕЛЯ МЕНЬШЕ МОЩНОСТИ СВ.ТР. В
2 и 2.5. СЕЧЕНИЕ ПРОВОДА ТАКОЕ-ЖЕ или 2/3 . Число витков = или
2/3 . СТАЛЬ ОТ ДВУХ силовых трансформаторов СТАРЫХ
ТЕЛЕВИЗОРОВ .ИЗ ОЛ.делается ШЛ . ПРОВЕРКА? измерение ПАДЕНИЯ
НАПРЯЖЕНИЯ НА ДРОСЕЛЕ в режиме сварки на малом и сренем положении.
чем меньше тем лучше.Можно добавить емкость
от 10000
до 80 000 мкф
Высокое качество при конкурентной стоимости позволяет DC/DC-преобразователям MORNSUN конкурировать с аналогами ведущих мировых производителей. Продукция данного бренда, такая как семейство UWTH1D, может с успехом применяться в железнодорожных приложениях. Для телекоммуникационного оборудования подходят DC/DC-преобразователи семейств VCB и VCF, для систем распределенного электропитания – малогабаритные импульсные PoL-стабилизаторы напряжения семейства K78, а для автоматизированных системах производства и робототехники, незаменима серия KUB. Есть и уникальные решения, например, миниатюрный DC/DC-конвертер B0505ST16-W5 в корпусе микросхемы, предназначенный для медицинских приборов.
легче параметры дросселя определить экспериментальным путём. Дроссель должен иметь несколько отводов. Для изменения индуктивности. Индуктивность влияет на перенос металла. Что и используется в профессиональном сварочном оборудовании. За основу можно взять схему аппарата например DC-400 там пять ступеней индуктивности в сварочной цепи для разных режимов сварки.
В сварочнике дроссель служит не для подавления пульсаций, а для поддержания нужной энергии в сварочной цепи во время КЗ проволоки с изделием. Чтобы подавить пульсации - индуктивность побольше - и порядок. Здесь задача подобрать нужные параметры по току (шина обмотки дросселя) и обязательно обеспечить зазор в сердечнике.
Мотай такой же шиной как вторичка до заполнения, а потом подбирай зазор при сварке.
В теории сварки присутствуют три узла в расчетах: сварочный источник, дроссель и сварочная дуга.
Это справедливо в основном для инверторных аппаратов. В обычных трехфазных сварочниках с мостом Ларионова на выходе дроссель выполняет роль накопителя, а значит служит и для подавления пульсаций. Во многих трехфазных аппаратах никаких конденсаторов нет вообще. Для того, чтобы в этом убедиться, нагружаем сварочный выпрямитель на балластник РБ-302, подключаем осциллограф и сравниваем что делается на выходе при закорачивании дросселя и его наличии в цепи. Кстати наблюдал интересные решения от немцев. Сварочные выпрямители немецкой фирмы CLOOS некоторых моделей выпускались без дросселей. Мне объяснили их спецы, что индуктивность самого сварочного трансформатора рассчитана так, что он выполняет функцию дросселя. Варил кстати этот аппарат прекрасно.
Представляете какая экономия по меди и железу.
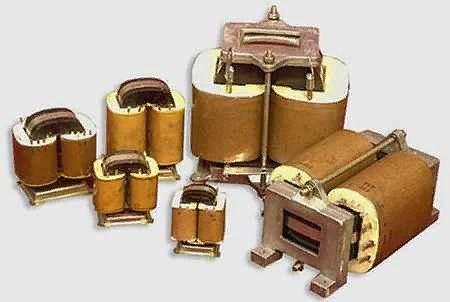
Изготовление самодельного дросселя для полуавтомата
Выходной дроссель для сварочного полуавтомата сглаживает токовые пульсации, уменьшает разбрызгивание металла при сварке и поддерживает сварочную дугу при кратковременном коротком замыкании. Прост в изготовлении и настройке даже в условиях домашней мастерской.

В самом простом виде дроссель — это катушка из толстого медного провода, намотанного на магнитный сердечник, которая включается в выходную цепь сварочного аппарата последовательно с электродом. Дроссель для полуавтомата необходим для сглаживания токовых пульсаций, которые возникают при краткосрочных изменениях входного напряжения и мгновенных коротких замыканиях на электроде. При выполнении полуавтоматической сварки без этого устройства высока вероятность возникновения дефектов сварного шва, т. к. при таких отклонениях в электрических параметрах проволока продолжает подаваться с неизменной скоростью.
Дроссель для полуавтомата по силам изготовить любому домашнему мастеру. Его расчет производится очень укрупненно (в основном, в части сечения проводов), а параметры самодельного дросселя подбираются регулировкой зазора сердечника в процессе пробных включений полуавтомата на разных режимах. Тем не менее, все же желательно иметь хотя бы общие представления об основных электротехнических принципах, лежащих в основе работы этого устройства, а также о конструктивных особенностях его изготовления.

Принцип работы
Работа дросселя сварочного полуавтомата основывается на так называемом «первом законе коммутации», согласно которому в катушке индуктивности ток мгновенно измениться не может. В очень упрощенном виде можно сказать, что дроссель выступает в роли своеобразного накопителя энергии, но в отличие от конденсатора он аккумулирует не напряжение, а ток. При прохождении через катушку поток электронов порождает магнитное поле, величина которого зависит не только от силы тока, но и от параметров сердечника. Путем регулирования зазора между его элементами можно управлять величиной магнитного потока и таким образом регулировать индуктивное сопротивление дросселя.
Величина индуктивности дросселя непосредственно влияет на скорость увеличения силы тока при коротком замыкании. При этом она напрямую зависит от сварочного режима полуавтомата и диаметра проволоки. В случае использования тонкой проволоки требуются более быстрое нарастание тока и, соответственно, меньшая индуктивность, чем при применении толстой проволоки. К примеру, при уменьшении диаметра проволоки в полтора-два раза индуктивность понижается в 2,5–3 раза.
Предназначение дросселя
Сварка с применением полуавтомата производится постоянным током отрицательной полярности на проволоке, толщина которой варьируется в пределах 0.5÷3.0 мм. Чем меньше ее диаметр, тем ниже значение сварочного тока и тем стабильнее горение дуги. Во время сварочного процесса расплавленный металл проволоки поступает в сварочную ванну в виде непрерывного потока капель. Этим обеспечивается стабильность дуги и качество сварочного шва. При краткосрочном образовании непрерывного потока металла возникает ток короткого замыкания, а при разрывах происходит его резкое уменьшение. Если в выходную схему полуавтомата включен дроссель, то в первом случае он препятствует мгновенному росту тока, а во втором — компенсирует падение его величины за счет «запасенной» энергии.

В сварочных полуавтоматах применяют дроссели с фиксированной, ступенчатой (см. рис. выше) или регулируемой индуктивностью. Первый тип применяется при сварке на постоянных режимах, во втором случае дроссель выполнен с несколькими отводами, а в третьем индуктивность регулируется изменением величины зазора в магнитопроводе или механическим перемещением сердечника. При нестабильном источнике внешнего питания наилучшим вариантом для полуавтомата является регулировка зазором, так как она позволяет опытным путем подбирать сварочный режим с устойчивой дугой и без разбрызгивания металла. А оптимальный метод решения проблемы стабильности и качества сварочного процесса — это использование в полуавтомате дросселя в сочетании со схемой вольтодобавки на входном трансформаторе.
Как рассчитать сечение провода обмотки
Для расчета сечения и выбора подходящего провода в первую очередь необходимо определить предельную плотность тока. Ее величина зависит от материала проводника и временно́го режима работы полуавтомата, который определяется паспортным значением параметра ПН (ПВ) — продолжительности нагружения. Формула расчета плотности тока по величине ПН выглядит так:

Здесь Jп — плотность тока в А/мм² для заданной в процентах величины ПН, а J — при долговременных режимах.
Для медных проводников трансформаторов и дросселей J обычно принимают равной 3,5 А/мм².
При использовании алюминиевых проводов необходимо применять понижающий коэффициент 1,6 (см. таблицу).
| ПН (%) | Jп | ПН (%) | Jп | ПН (%) | Jп | |
|---|---|---|---|---|---|---|
| Медь | 20 | 7.8 | 40 | 5.5 | 60 | 4.5 |
| Алюминий | 4.9 | 3.5 | 2.8 |
Чтобы определить сечение провода (S) для намотки дросселя полуавтомата, необходимо паспортное значение максимального тока (I max) разделить на Jп. К примеру при I max=150 А и ПН=40% сечение медного провода будет равно 27 мм². Точный тип проводника (провода или шинки) выбирается по справочнику с округлением в большую сторону.

Вычисление количества витков производится по формуле с использованием габаритов сердечника, которые также определяются расчетным путем. Но народные умельцы всего этого, как правило, не делают, т. к. собирают дроссель для полуавтомата на основе имеющегося в наличии магнитопровода. Обычное количество витков у такого изделия при токе 150–200 А — несколько десятков (40÷60). В отличие от величины сечения ошибка здесь не очень критична. В худшем случае она может привести к тому, что качество сварки не улучшится.
Что потребуется для изготовления
Для того чтобы изготовить дроссель для полуавтомата своими руками, в первую очередь следует сделать требующиеся расчеты, а затем подготовить необходимые материалы и инструмент. В процессе работы потребуются:
- паяльник (от 100 Вт) с принадлежностями;
- слесарные тиски;
- пассатижи, круглогубцы, молоток и пр.;
- сердечник и корпус катушки;
- гетинакс (или подобное) для зазоров;
- лакоткань;
- киперная лента;
- эпоксидка или клей;
- медный или алюминиевый провод (или шинка);
- две клеммы под винт.
Кроме того, необходим брусок для закрепления корпуса катушки, а также кусочки любого пластика или дерева для ее расклинивания.
Пошаговая инструкция по сборке дросселя своими руками
Для изготовления сварочного дросселя не требуется никаких схем или чертежей. Все достаточно понятно и очевидно, нужно только знать, сколько витков и каким проводом предстоит намотать. В качестве сердечника можно использовать любой набор трансформаторного железа, вплоть до пакета прямоугольных пластин. Однако наилучшим вариантом будет использование сердечника типа ПЛ, т. к. он собирается из двух монолитных С-образных половинок и зазоры между ними можно использовать для регулировки индуктивности будущего дросселя.
Такие сердечники массово использовались и применяются в блоках питания радиоаппаратуры еще с советских времен. Поэтому найти старый трансформатор (например, типа ТС) мощностью 200–300 Вт, наверное, не будет очень сложной задачей. Очень удобно для регулировки зазора еще и то, что такой сердечник стягивается специальным хомутом с винтовым соединением (см. рис. ниже).
Провод или шинку можно использовать любые (но лучше все-таки медные), главное, чтобы сечение соответствовало расчетному.
Намотка и установка дросселя
При разборке старого трансформатора необходимо очень аккуратно снять катушки, освободить их от проводов и зачистить до блеска место соединения половинок сердечника. Далее последовательность действий выглядит так:
- Надеть катушку на деревянный брусок, закрепить его тиски и намотать на катушку в один-два слоя киперную ленту, а поверх нее — лакоткань. Затем аккуратно, виток к витку, намотать первый слой проводов (получится около 8–12 витков в зависимости от толщины и зазоров). Действовать надо очень осторожно, т. к. провода жесткие, а катушка сделана из тонкого и хрупкого гетинакса.
- Поверх первой слоя витков намотать лакоткань, предварительно промазав ее лаком. Классический вариант – это бакелитовый лак, но можно взять и любой другой, например паркетный. Намотать второй слой витков, также укрыть его лаком и лакотканью. Аккуратно отогнуть выходной конец.
- Все то же самое сделать со второй катушкой, затем обе их тщательно просушить. Подготовить две пластинки гетинакса (или другого изолирующего пластика) толщиной 1–2 мм по размеру стыка половинок сердечника.
- Надеть на одну из половинок сердечника обе катушки, уложить изолирующие прокладки и вставить вторую половину. Тщательно стянуть сердечник хомутом.
- Соединить катушки последовательно скруткой с пайкой или винтом (предварительно залудив), а затем место соединения изолировать.
- Концы катушек, предназначенные для подключения, зафиксировать на хомуте, а затем припаять к ним клеммы.
При проверке дросселя с полуавтоматом необходимо попробовать его в разных режимах, и в зависимости от ситуации увеличить или уменьшить индуктивность, заменяя прокладки в зазоре сердечника.
В известной книге В. Я. Володина «Современные сварочные автоматы своими руками» приводится классический расчет количества витков в обмотке дросселя. Для домашнего мастера подошел бы более упрощенный вариант определения числа витков, пусть даже их число будет приблизительным. Если кто-то знает источники с такими методиками или сам может описать, как это сделать, поделитесь, пожалуйста, в комментариях к статье.
К сожалению у меня нет методики расчета дросселя. 40 витков берется для сердечника 11..12 см.кв. Можно сделать дроссель с отводами, 20..25..30..35 и 40 витков (или 20..30..40), потом поиграться с коммутацией и регулировкой зазора. Лучший вариант оставить.
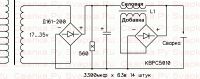
доброго времени.админ,объясните- что значит "вольт добавка"?точнее куда его присоединять.паралелить чтоли.силавой провод понятно-это масса от диодного моста (или на горелку).
кстати схема уменя получилась.заменил все дитали.все заработало.извените,что грешил.
и хотелось бы еще узнать как вы решаете пробле с бобиной проволоки.на что вы ее насаживаете.что бы подача не прерывалась
максим
Вот так нужно подсоединять.
Пол поводу бобины с проволокой не понял и что за схема? Аватар у вас незнакомый, кто вы?
я все схему обираю уже год на ne555.которая 5 раз сгорала.вы для меня ее разработали.я под другим именем зарегестрировался.
бобина(катушка) со сварочной проволокой.на что вы ее насаживаете,чтобы крутилась.я ее пока просто на штырь(болт) нацепил.но когда движок крутит проволока соскакивает.
я так пологаю с вольт добавкой дуга еще круче должна быть?
Тут посмотрите, крепить можно как угодно (как позволяет фантазия). Я так понял у вас проволока слетает, то есть как на катушке спиннинга. Нужно поставить тормоз, обычная пластина из текстолита, она прижимает катушку и не дает ей раскручиваться дальше.
уважаемый Админ. подскажите пожалуйста. есть транс от телевизора СТ 270-1, подойдет он для дросселя? и еще, сечение 1,2 мм кв и 20 мм кв провод какой диаметр должен быть? у меня полечилось (1,2 мм кв - диаметр 0,75 мм) и (20 мм кв - диаметр 12,7мм) правильно я посчитал или нет?
ой, прошу прочения, ТС 270-1
алекс
Трансформатор тот что нужен. ТС это медные обмотки, а ТСА это алюминиевые обмотки, только в этом разница, а сердечники одинаковые.
Если провод диаметром 12,7 мм., то сечение равно:
Площадь круга равна пи эр в квадрате. (П*R в квадрате).
R = 12,7/2 = 6,35 мм
40,3*3,14 = 126 мм. кв. То есть сечение при диаметре 12,7 мм равно 126 мм.кв.
Сечение 1,2 мм. кв. у провода примерно диаметром 1,2 мм.
0,36*3,14 = 1,13 мм.кв.
скажите еще пожалуйста. у меня есть провод с этого транса 0,6 мм кв можно его скрутить в два чтобы получилось сечение 1,2 мм кв или вольтодабавку мотать на один керн в два раза больше витков т.е. ни 90 а 180 витков. и на силовую можно использовать алюминиевый провод, если да то сколько витков нужно мотать на один керн и какое сечение? СПОСИБО!
С сечением вы опять ошиблись.
Сечение провода диаметр 0,6 мм равно:
0.09*3,14 = 0,28 мм.кв. Отсюда следует, что нужно как минимум 4 провода диаметром по 0,6 мм, что бы получить сечение 1,2 мм.кв. Скрутить можно, но 4 штуки.
Можно намотать 180 витков на один керн равномерно. Затем на этот же керн мотать 40 витков силовой обмотки тоже равномерно, то есть обе обмотки на одном керне. Алюминий будет греться, а если делать его сечение толще, то не уместится у вас туда 40 витков, так что только медь. Ну если нету меди, пробуйте алюминий (но я предупредил).
Как расчитать параметры дросселя для сглаживания пульсаций выпрямленного напряжения для сварочного полуавтомата?
Читайте также: