Эффективная тепловая мощность сварочной дуги
Обновлено: 02.05.2024
Сварочная дуга. Источником тепла при дуговой сварке является сварочная дуга — устойчивый электрический разряд в сильно ионизированной смеси газов и паров материалов, используемых при сварке, и характеризуемый высокой плотностью токов и высокой температурой.
Тепло, выделяемое в дуге, расходуется на нагрев газа, создание светового потока и непосредственно на сварку. Температура дуги—неравномерная, наиболее высокая в центре газового столба—около 6000° С (рис. 7.1).
Основной характеристикой сварочной дуги как источника энергии является эффективная тепловая мощность qэ — это количество теплоты, введенное в металл в процессе сварки в единицу времени и затраченное на его нагрев. Эффективная тепловая мощность является частью полной тепловой мощности дуги q,так как при любом виде сварки наблюдаются непроизводительные расходы теплоты дуги на излучение, теплоотвод в металл и пр. Отношение эффективной тепловой мощности к полной тепловой мощности называют эффективным коэффициентом полезного действия процесса нагрева:
Для различных видов сварки значение ηэ может меняться в довольно широких пределах от 0,3 до 0,95, например, коэффициент полезного действии процесса нагрева открытой дуги, возбуждаемой угольным электродом— 0,5 — 0,65; сварка штучными электродами с покрытием — 0,7 — 0,85; дуга в аргоне — 0,5 — 0,6; сварка под флюсом — 0,85 — 0,93.
Количество теплоты, вводимое в металл в процессе горения дуги, отнесенное к единице длины шва получило название погонной энергии сварки. Погонная энергия равна отношению эффективной мощности дуги к скорости перемещения дуги υсв.
При восстановлении деталей используют три вида сварочных дуг (рис. 7,2). Они отличаются количеством электродов и способом их включения и свариваемого металла в электрическую цепь, Когда дуга горит между электродом и изделием, ее называют дугой прямого действия. Когда дуга горит между двумя электродами, а свариваемое изделие не включено в электрическую цепь, ее называют дугой косвенного действия. Трехфазная дуга возбуждается между двумя электродами, а также между каждым электродом и основным металлом.
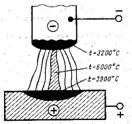
Рис. 7.1, Распределение температуры t в сварочной дуге
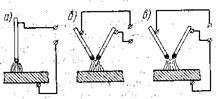
Рис. 7.2. Виды сварочных дуг:
а —- прямого действия; б — косвенного действия; в —комбинированного действия (трехфазная)
По роду тока различают электрические дуги, питаемые переменным и постоянным током. При использовании постоянного тока различают сварку на прямой и обратной полярности. При горении электрической дуги постоянного тока наибольшее количество тепла выделяется на положительном полюсе. Это объясняется тем, что поток электронов в дуге испускается отрицательным полюсом — катодом. Электроны как бы бомбардируют положительный полюс (анод), вследствие чего он разогревается сильнее, чем катод. При сварке для плавления свариваемого металла необходимо затратить больше тепла, чем для расплавления самого электрода. Поэтому обычно отрицательный полюс сварочной цепи присоединяют к электроду, а положительный – к свариваемому металлу. Такое присоединение называется прямой полярностью. Если же отрицательный полюс источника питания присоединен к свариваемому металлу, а положительный — к электроду, то такая полярность называется обратной, Она применяется реже и только в тех случаях, когда необходимо получить меньший нагрев детали. Например, обратная полярность применяется при сварке тонколистовых изделий для предотвращения сквозного проплавления, сварке легированных сталей, которые очень чувствительны к перегреву и в прочих случаях.
При питании дуги переменным током полярность тока многократно изменяется соответственно числу периодов, т. е. 50 раз в секунду. Поэтому в сварочной дуге переменного тока поток электронов также будет менять свое направление, бомбардируя попеременно то свариваемый металл, то коней электрода. В результате этого тепло между электродом и свариваемым металлом будет распределяться равномерно.
Более экономичны источники питания переменным током. Так, при ручной сварке на переменном токе расход электроэнергии составляет 3 — 4 кВт-ч на 1 кг наплавленного металла, а при сварке на постоянном токе 6 — 8 кВт-ч. Однако при постоянном токе электрическая дуга получается более стабильной и устойчивой.
В зависимости от материала электрода различают дуги между неплавящимися электродами (угольными, вольфрамовыми) и плавящимися (металлическими)электродами.
Влияние кислорода, азота, водорода, серы и фосфора на свойства металла шва. При сварке плавлением происходит взаимодействие между жидким и твердым металлами, газами и жидким шлаком, образующимся при расплавлении шлакообразующих веществ, входящих в состав электродных покрытий или флюса.
Основными реакциями, происходящими в зоне сварки, являются реакции окисления и раскисления металла. Характерные условия металлургических реакций при сварке, как и при кристаллизации — высокая температура нагрева, относительно малый объем расплавленного металла, кратковременность процесса.
Средняя температура капель электродного металла, поступающих в ванну, увеличивается с увеличением плотности тока и составляет при сварке 2200 — 2700° С, т. е. характеризуется значительным перегревом. Температура сварочной ванны при дуговой сварке также характеризуется значительным превышением над точкой плавления, перегрев составляет 100 — 500° С. Высокая температура способствует высокой скорости протекания реакций, однако из-за больших скоростей охлаждения реакции при сварке не успевают завершиться полностью.
Основными реакциями, происходящими в зоне сварки, являются реакции окисления и раскисления металла. Кислород в атомарном состоянии образует с железом закись (FеО), окись (Fе2О3), а также закись-окись (Fе3О4). В жидком металле растворяется только закись железа. Остальные окислы находятся в виде шлаковых включений и всплывают на поверхности сварочной ванны.
Кислород реагирует с металлом по реакции
где т и п — численные коэффициенты формулы химических реакций; Ме — масса элемента металла; О2 — масса кислорода.
Химические реакции протекают до состояния равновесия между исходными веществами и продуктами реакции. О состоянии равновесия можно судить по константе равновесия &.
Из закона действующих масс известно, что
где МemО — соответственно содержание вмассе элемента Ме и кислорода в зоне реакции, %. Реакция окисления будет происходить тем интенсивнее, чем больше произведение концентраций, вступающих в реакцию веществ (в данной формуле значение числителя), по сравнению с равновесной. Если константа будет меньше равновесной, идет реакция восстановления металла из его окисла. Константа равновесия, выраженная через парциальное давление пара веществ, вступающих в реакцию,
где рМе — парциальное давление веществ, вступающих в реакцию.
Наиболее сильным раскислителем является кремний и марганец. При окислении они дают соответственно окись кремния SiO2 и закись марганца МnО. Активным раскислителем является углерод. При сварочных температурах углерод образует окись СО. Кислород попадает в металл шва в основном из воздуха при некачественной защите шва, из ржавчины и окалины при недостаточной зачистке свариваемой поверхности или же из влаги при сварке сырыми электродами. Сильными раскислителями являются также титан, углерод и алюминий.
Окружающий воздух является источником попадания в наплавленный металл азота. При сварочных температурах азот, переходя в атомарное состояние, хорошо растворяется в жидком металле сварочной ванны. Азот при охлаждении выделяется из раствора и при взаимодействии с металлами образует нитриды: Fe2N, МnN, SiN и др., которые значительно снижают пластичность металла. Водород попадает в наплавленный металл из влаги, содержащейся в электродном покрытии, или из ржавчины на свариваемой поверхности, а также из флюса.
При кристаллизации металла шва водород, не успевая выделиться из металла, образует поры и мелкие трещины, а также "флокены" — дефект в виде светлого пятна, видимый на поверхности излома.
Очень вредными примесями в наплавленном металле являются сера и фосфор. Сера образует сернистое железо FeS с низкой температурой плавления, равной 1193° С. При кристаллизации стали сернистое железо, оставаясь в расплавленном состоянии, распределяется между кристаллами, вызывая появление трещин. Фосфор, присутствуя в наплавленном металле в виде фосфидов железа Fe3S и Fe2S, резко снижает пластичность металла:
Кристаллизация металла шва. При охлаждении и затвердевании жидкого металла шва происходит его кристаллизация, т. е. образование кристаллитов из жидкой фазы. Кристаллиты представляют собой кристаллы неправильной формы. Процесс образования кристаллитов из жидкого расплавленного металла при переходе его в твердое состояние называется первичной кристаллизацией. Первичная кристаллизация начинается по условной границе сплавления (рис. 7.3), по линии 1 начала охлаждения сварочной ванны, при этом происходит зарождение центров кристаллизации и рост зерен 2. Выросшие зерна имеют различную форму и расположение. В том случае, если зерна не имеют определенной ориентации и напоминают форму многогранника, структура гранулярная (зернистая). Она может быть крупно и мелкозернистой. Процесс изменения формы кристаллитов в металле, находящемся в твердом состоянии, носит название вторичной кристаллизации. Если же зерна вытянуты в одном направлении, структура называется столбчатой и дендритной. Крупнозернистое строение металла со столбчато-дендритной структурой характерно для медленного охлаждения.
Рис. 7.3. Первичная кристаллизация металла шва. Стрелки показывают направление отвода тепла
Конечная структура металла шва зависит в основном от способа сварки, условий ее проведения, а также химического состава основного и присадочного металлов. Так, при ручной сварке электродом из низкоуглеродистой стали (содержание углерода до 0,2 %) металл шва имеет структуру с менее выраженной ориентировкой кристаллов и округлыми зернами феррита и перлита. При автоматической сварке этой же стали под флюсом, когда скорость охлаждения более медленная, чем при ручной сварке металлическим электродом, металл шва приобретает столбчатодендритную структуру.
В околошовной зоне сварного соединения малоуглеродистой незакаливающейся стали, выполненного способом плавления, имеются следующие структурные участки (рис. 7.4); участок перегрева, температурными границами которого являются со стороны шва температура, близкая к солидусу, а со стороны основного металла температура 1100° С;
участок 'нормализации; имеющий мелкозернистую структуру и повышенные свойства по сравнению с исходной структурой;
участок неполной перекристаллизации, находящейся в интервале температур от 725 до 850 ° С, при которых происходит частичная перекристаллизация металла. Средние размеры зоны участков для некоторых видов сварки приведены в табл. 7.1.
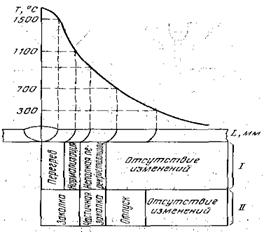
Рис. 7.4. Структурные участки околошовной зоны в зависимости от удаленности от сварочного шва:
/ — зона малоуглеродистой незакаливающейся стали; // — зона за наливающейся легированной стали
В закаливающейся легированной стали участки располагаются в та кой последовательности по мере удаления от шва: закалки, частичной закалки и отпуска.
Таблица.7.1. Размеры структурных участков околошовной зоны
Дуга, ее тепловая мощность
В тепловую энергию электрической дуги преобразуется энергия мощных потоков заряженных частиц, бомбардирующих катод и анод.
Суммарное количество теплоты Q (Дж), выделяемое дугой на катоде, аноде и столбе дуги, определяется по формуле:
где: lсв – сварочный ток, А;
Uд – напряжение дуги, В;
t – время горения дуги, с.
При этом не вся теплота дуги затрачивается на расплавление металла, другими словами – на саму сварку. Значительная часть ее расходуется на теплоотдачу в окружающую среду, расплавление электродного покрытия или флюса, разбрызгивание и т. п.
Термином «тепловой баланс дуги» определяют характер распределения полной тепловой мощности по отдельным статьям расхода.
Наибольшее количество теплоты выделяется в зоне анода (42–43 %) при питании дуги постоянным током. Это объясняется тем, что анод подвергается более мощной бомбардировке заряженными частицами, чем катод, а при столкновении частиц в столбе дуги выделяется меньшая доля общего количества теплоты.
В столбе дуги среднее значение температуры составляет 600 °C. При сварке угольным электродом температура в катодной зоне достигает 3200 °C, в анодной – 3900 °C. При сварке металлическим электродом температура анодной зоны составляет около 2600 °C, а катодной – 2400 °C.
При решении технологических задач используются разная температура катодной и анодной зон и разное количество теплоты, выделяющееся в этих зонах. Прямую полярность, при которой анод (плюсовая клемма источника тока) подсоединяют к детали, а катод (минусовая клемма источника тока) – к электроду, применяют при сварке деталей, требующих большого подвода теплоты для прогрева кромок.
Сварку постоянным током обратной полярности применяют при сварке тонкостенных изделий, тонколистовых конструкций, а также сталей, не допускающих перегрева (нержавеющие, жаропрочные, высокоуглеродистые и др.). В этом случае катод подсоединяют к свариваемой детали, а анод – к электроду. При этом не только обеспечивается относительно меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного материала за счет более высокой температуры анодной зоны и большего подвода теплоты. Полярность клемм источника постоянного тока может быть определена с помощью раствора поваренной соли (половина чайной ложки соли на стакан воды). Если в такой раствор опустить провода от клемм источника тока, то у отрицательного провода будет происходить бурное выделение пузырьков водорода.
Различие температур катодной и анодной зон и распределение теплоты сглаживаются вследствие периодической смены катодного и анодного пятен с частотой, равной частоте тока при питании дуги переменным током.
Практика показывает, что в среднем при ручной сварке только 60–70 % теплоты дуги расходуется на нагревание и плавление металла. Остальная часть теплоты рассеивается в окружающую среду через излучение и конвекцию.
Эффективной тепловой мощностью дуги называется количество теплоты, используемое на нагрев и плавку свариваемого металла в единицу времени. Она равна полной тепловой мощности дуги, умноженной на эффективный коэффициент полезного действия нагрева металла дугой. Коэффициент полезного действия зависит от способа варки, материала электрода, состава электродного покрытия и других факторов. При ручной дуговой сварке электродом с тонким покрытием или угольным электродом он составляет 0,5–0,6, а при качественных электродах – 0,7–0,85. При аргонодуговой сварке потери теплоты значительны и составляют 0,5–0,6.
Наиболее полно теплота используется при сварке под флюсом.
Для характеристики теплового режима процесса сварки принято определять погонную энергию дуги, иначе говоря, количество теплоты, вводимое в металл на единицу длины однопроходного шва, измеряемое в Дж/м. Погонная энергия равна отношению эффективной тепловой мощности к скорости сварки. Потери теплоты при ручной дуговой сварке составляют примерно 25 %, из которых 20 % уходят в окружающую среду дуги через излучение и конвекцию паров и газов, а остальные 5 % – на угар и разбрызгивание свариваемого металла. Потери теплоты при автоматической сварке под флюсом составляют только 17 %, из которых 16 % расходуется на плавление флюса, а на угар и разбрызгивание затрачивается около 1 % теплоты.
Эффективной тепловой мощностью дуги q (Дж/с) называют часть общей тепловой мощности дуги, расходуемой непосредственно на нагрев и расплавление основного и присадочного металлов. Она всегда меньше полной тепловой мощности дуги. Эффективная тепловая мощность сварочной дуги представляет собой количество теплоты, введенное дугой в свариваемую деталь в единицу времени. Она определяется уравнением:
где ? является коэффициентом полезного действия дуги, представляющим собой соотношение эффективной тепловой мощности к полной тепловой мощности дуги.
Эффективная тепловая мощность зависит от способа сварки, материала электрода, состава покрытия или флюса и ряда других факторов.
Данные значений для различных способов сварки приведены в таблице.
Эти данные показывают, что теплота дуги наиболее рационально используется при автоматической сварке под флюсом.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Арка, дуга
Арка, дуга Жертвоприношение астральному божеству (из аравийской рукописи XIII века)Арка (дуга), в первую очередь, – символ небесного свода, бога Неба. В обрядах инициации прохождение через арку означает новое рождение после полного отказа от своей старой природы. В
Тепловая труба
Тепловая труба Тепловая труба – устройство, передающее большие мощности тепла. Труба герметизирована, ее наполняет жидкий теплоноситель. Нагреваемая часть трубы – это зона нагрева и испарения жидкого теплоносителя. Охлаждаемая часть трубы – это зона охлаждения и
Дуга Из нее выпадает направляющая втулка. Во многих случаях она лежит на дне бачка. Самый быстрый ремонт дуги — это вставить втулку в отверстие дуги. Снизу и сверху на втулку в несколько слоев намотайте по тонкой резинке, применяемой для упаковки продуктов. Можно натянуть
ЭЛЕТРИЧЕСКАЯ, ТЕПЛОВАЯ И ЭФФЕКТИВНАЯ ТЕПЛОВАЯ МОЩНОСТЬ ПРОЦЕССА ЭЛЕКТРИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ
Электрическая мощность (Вт) для ЭДС плавлением может быть выражена уравнением:
Iсв – ток, протекающий по сварочной цепи, А;
Uсв – напряжение в дуге или в шлаковой ванне, В.
Электрическая энергия, потребляемая при сварке, в основном превращается в тепловую энергию. Поэтому полную тепловую мощность сварочной дуги или шлаковой ванны в ваттах (не учитывая потери, связанные со световым излучением и химическими реакциями) можно определить по уравнению:
k – коэффициент, учитывающий влияние, оказывающее несинусоидальностью кривых напряжения и тока на мощность дуги.
k на постоянном токе принимают равным 1, на переменном принимается равным 0,7 – 0,97.
Характер использования полной тепловой мощности процесса можно установить по тепловому балансу. Из графиков теплового баланса видно, что только часть полной тепловой мощности процесса расходуется на нагрев и плавление основного и электродного металла на сварку, что характеризует эффективную тепловую мощность процесса.
Эффективная тепловая мощность процесса электрической сварки плавлением есть количество теплоты, введённой источником в изделие в единицу времени. Другая часть это потери теплоты при сварке.
Эффективная тепловая мощность определяется по формуле:
где η – эффективный к.п.д. нагрева изделия, который представляет отношение эффективной тепловой мощности дуги к полной тепловой мощности.
ПРОИЗВОДИТЕЛЬНОСТЬ ПРОЦЕССА
ДУГОВОЙ СВАРКИ
Производительность процесса ЭДС плавлением в единицу времени можно определить следующим образом:
А) при сварке плавящимся электродом по двум признакам: по массе расплавленного металла Gэ или массе наплавленного металла Gн , определяемого как избыток массы изделия после сварки;
Б) при сварке неплавящимся электродом с введением дополнительного металла – по массе дополнительного наплавленного металла Gд;
В) при сварке неплавящимся электродом без ввода дополнительного металла – по массе расплавленного основного металла Gр.
Масса расплавленного электродного металла за время горения дуги может быть определена по формуле:
Где Gэ – масса расплавленного электродного металла, г;
αэ - коэффициент плавления электродного металла, показывающий массу электродного металла в граммах, расплавленного сварочным током 1А в единицу времени (обычно 1ч), измеряется в граммах на 1 А٠ч, г/(А٠ч);
Iсв – сварочный ток;
tо – время горения дуги (основное время сварки),ч.
Так как во время сварки часть электродного металла теряется, то масса наплавленного металла может быть определена по формуле:
где Gн - масса наплавленного металла, г;
αн - коэффициент наплавки, показывающий, сколько металла с плавящегося электрода под действием сварочного тока в 1А перейдёт на основной металл в единицу времени.
Но часть электродного металла теряется на испарение, разбрызгивание, огарки и т.п. Поэтому, чтобы правильно определить количество необходимых электродов или электродной проволоки, следует учитывать потери электродного металла.
Потери электродного металла оцениваются коэффициентом потерь - ψ
Откуда αн – коэф. напл. можно выразить через ψ и αэ,
Из этого уравнения следует, что зная коэффициенты плавления и потерь, можно определить коэффициент наплавки.
Электродуговой сварки
Технологические возможности ручной электродуговой сварки покрытыми электродами характеризуется, прежде всего, производительностью процесса. Эта величина определяется в первом приближении скоростью расплавления металлического электродного стержня ν(см/мин). Наравне с линейной скоростью плавления определяют массовую (весовую), выраженную в г/мин. (2):
g – погонный вес электродного стержня г/см.
ν– скорость расплавления металлического электродного стержня
Погонный вес электродного стержня может быть определен экспериментально - путем взвешивания или расчетом по формуле (3):
d - диаметр электродного стержня, см;
g - плотность материала электродного стержня, г/см 3 .
Многочисленными исследованиями установлено, что скорость плавления электрода для ручной дуговой сварки зависит не только от состава электродного покрытия, но и от электрических параметров режима сварки - силы сварочного тока Iд и напряжения дуги Uд. С изменением последних двух величин изменяется мощность дуги, а, следовательно, и количество тепла, затрачиваемого на расплавление электродного материала. Поэтому наиболее объективной оценкой производительности сварки покрытыми электродами считают скорость расплавления электродного стержня, отнесенную к единице сварочного тока. Эта характеристика именуется коэффициентом расплавления и имеет размерность г/(А´час).
Для определения коэффициента расплавления необходимо скорость расплавления электродного стержня, выраженную в г/мин., разделить на силу сварочного тока, при которой получена данная скорость расплавления (4):
g - масса электродного стержня, г/см;
Dlст - длина электродного стержня, расплавленного при сварке, см;
Iсв - сила сварочного тока, А;
tсв - время, за которое был расплавлен электродный стержень длиной Dlст, мин.
αрзависит от состава сварочной проволоки и покрытия электрода, веса покрытия, а так же рода и полярности тока. Для стальных электродов коэффициент расплавления может колебаться в пределах от 5 до 20 г/А´ч, составляя в среднем 8…12 г/А´ч.
В процессе расплавления электродного материала и перехода его в сварочную ванну, металл подвергается воздействию высоких температур до (6000°С) и системы сил, определенным образом ориентированных в пространстве. При этом часть металла испаряется, а часть - разбрызгивается. Кроме того, в состав электродных покрытий вводят различные металлические порошки - ферросплавы и чистые металлы, которые в процессе плавления принимают участие в металлургических реакциях. Часть этих порошков переходит в сварочную ванну и является дополнительным присадочным материалом. Таким образом, количество металла, пошедшего на образование сварочного шва, зачастую отличается от количества расплавленного электродного стержня.
Поэтому производительность сварки следует определять по скорости наплавки. Скорость (или производительность) наплавки определяют как изменение веса свариваемых изделий за время сварки. При этом не учитывают вес брызг и шлака, остающихся после сварки на сварном шве и прилегающих участках свариваемых деталей (5):
DG - изменение веса свариваемых деталей, г;
t – время сварки, мин.
Изменение электрических параметров режима сварки приводит к изменению производительности наплавки. Поэтому принято определять коэффициент наплавки, являющийся отношением скорости наплавки к силе сварочного тока (6):
где DG - изменение веса свариваемых изделий после наложения шва или вес наплавленного металла , г.;
I- сила сварочного тока, А;
t- время, за которое было наплавлено DG грамм металла, мин.
Коэффициент наплавки (αн) меньше коэффициента расплавления (αр) на величину потерь электродного металла при сварке, составляющих от 5 до 20%.
При сварке на переменном токе электродами с толстым покрытием величина коэффициента наплавки может быть в пределах
αн= 6…18 (г/А´ч), составляя в среднем αн= 7…10 (г/А´ч).
Величину коэффициента наплавки важно знать при нормировании сварочных работ. Обозначим через V – скорость сварки ( см/ч); F– площадь поперечного сечения шва (см 2 ), тогда:
,см/ч(7)
где ρ – плотность металла, г/см 3 .
Следовательно, скорость сварки будет тем выше, чем больше коэффициент наплавки и больше ток.
Соотношение между коэффициентами наплавки и расплавления или скоростями наплавки и расплавления определяет коэффициент использования электродного стержня или выход наплавленного металла (8):
Коэффициент наплавки является главной и объективной оценкой производительности сварки электродами любой марки. Эта характеристика обязательно указывается в паспорте на электроды и в каталогах.
Для более детальной оценки сварочно-технологических свойств покрытия электродов принято определять коэффициент веса покрытия (КВП), коэффициент шлаковой защиты (КШЗ), коэффициент использования электродов или выход годного металла (КЭ) и коэффициент набрызгивания, коэффициент веса покрытия - это отношение веса электродного покрытия GПОКР к весу электродного стержня GЭЛ.СТ. такой же длины (9).
Обычно коэффициент веса покрытия колеблется в пределах 30-40%. Коэффициент шлаковой защиты - отношение веса шлака GШЛ, полученного при выполнении шва, к весу наплавленного металла (10):
Эта величина определяет степень защиты металла сварочной ванны от окружающей газовой атмосферы и колеблется в пределах 33-38%.
Снижение коэффициента газовой защиты вредно сказывается на механических свойствах металла шва, а с увеличением - значительно усложняет процесс сварки из-за избытка шлака в зоне горения дуги.
Коэффициент набрызгивания - отношение веса металлических и шлаковых брызг к весу наплавленного металла - определяет необходимые затраты рабочего времени и энергии на очистку сварных конструкций и деталей (11).
Для определения расхода электродов на сварку очень удобной является величина выхода годного металла или коэффициент использования электрода (12):
где Gэл.ср. - вес сгоревшей части электрода в г.
Обычно выход годного металла не превышает 65-70%.
Коэффициент потерь (Ψ) – характеризует потери металла электрода на разбрызгивание, испарение, окисление
,(13)
Gн – масса наплавленного металла, г,
Gp – масса расплавленного металла, г.
Коэффициент потерь зависит не только от состава проволоки и её покрытия, но так же от режима сварки и типа сварного соединения. Коэффициент потерь возрастает при увеличении плотности тока и длины дуги. Он несколько меньше при сварке в тавр с разделкой кромок, чем при наплавке.
Производительность процесса дуговой сварки – определяется количеством наплавленного металла (Gн):
, (14)
Чем больше ток, тем выше (Gн). Однако при значительном увеличении сварочного тока для применяемого диаметра электрода – последний может быстро нагреваться теплом Джоуля-Ленца:
,(15)
что резко понизит качество сварочного шва, так как металл шва и зона сплавления основного металла будут перегреты. А перегрев электрода увеличивает, к тому же, разбрызгивание металла.
Погонная энергия.
Количество тепла, вводимое дугой в свариваемый металл в единицу времени, называется эффективной тепловой мощностью. Она меньше полной тепловой мощности дуги и слагается:
1. Из тепла, выделяющегося в пятне дуги на свариваемом металле.
2. Тепла, вводимого в металл за счёт теплообмена со столбом дуги и её пятном на свариваемом металле.
3. Тепла, вносимого в свариваемый металл с каплями расплавленного металла электрода, электродного покрытия (или флюса).
Эффективная тепловая мощность подсчитывается по формуле:
где Uд – напряжение на дуге, В,
Iд – сила сварочного тока, А,
h – эффективный коэффициент полезного действия.
Эффективным к.п.д. процесса нагрева металла сварочной дугой называется отношение количества введенного в металл тепла к тепловому эквиваленту электрической мощности дуги.
Этот коэффициент характеризует эффективность процессов выделения тепла и теплообмена в дуговом промежутке по отношению к нагреву металла изделия и зависит в основном от способа сварки.
Отношение эффективной тепловой мощности дуги Qэф к скорости перемещения дуги называется погонной энергией:
где Vсв – скорость перемещения дуги или скорость сварки, см/с.
Таким образом, погонная энергия – это количество тепла, введенное на единицу длины однопроходного шва или валика.
Практическая работа №6 по МДК.01.01. Изучение и определение тепловой мощности и кпд дуги
3. Рассчитать: ( варианты задания в таблице– по номеру в журнале).
1) Полную тепловую мощность дуги - Q,
2) Эффективную тепловую мощность дуги - Qэ ,
3) Погонную энергию- Qп
4. Ответить на контрольные вопросы.
Теоретические сведения
Наиболее важным свойством для сварки являются тепловые свойства дуги. Температура сварочной дуги очень высокая — около 6000 °-8000°С и зависит от диаметра электрода, плотности тока, материала электродов и состава газовой среды. На катоде она более низкая, чем на аноде, и максимального значения достигает в столбе дуги. При ручной сварке на постоянном токе разница температур на катоде и аноде используется для увеличения расплавления электрода или изделия. Тепловые возможности сварочной дуги измеряются ее тепловой мощностью.
Полная тепловая мощность дуги Q – это количество теплоты, выделяемое дугой в единицу времени (в Дж/с).
Т.е. это эффективная тепловая мощность дуги + количество теплоты, расходуемое на теплоотвод в металле, излучение, нагрев капель при разбрызгивании.
Энергия мощных потоков заряженных частиц, бомбардирующих катод и анод, превращается в тепловую энергию электрической дуги. Суммарное количество теплоты Q (Дж), выделяемое дугой на катоде Qк , аноде Qа и столбе дуги Qc , определяется по формуле:
Q = I . Uд . t ,
где I – сварочный ток, А;
Uд – напряжение дуги, В;
t – время горения дуги, с.
Рис.1 Строение и характеристики сварочной дуги:
lд – длина дуги; lк – катодной области;
lа – анодная область; lст – столб дуги
При сварке угольным электродом температура в катодной зоне достигает 3200 °С , в анодной – 3900 °С , а в столбе дуги среднее значение температуры составляет 6000 °С .
При питании дуги постоянным током (рис. 1) наибольшее количество теплоты выделяется в зоне анода (42. 43 %). Это объясняется тем, что анод подвергается более мощной бомбардировке заряженными частицами, чем катод, а при столкновении частиц в столбе дуги выделяется меньшая доля общего количества теплоты.
При сварке металлическим электродом температура катодной зоны составляет около 2400 °С, а анодной зоны – 2600 °С.
Разная температура катодной и анодной зон, а также и разное количество теплоты, выделяющееся в этих зонах, используются при решении технологических задач.
При сварке деталей, требующих большого подвода теплоты для прогрева кромок, применяют прямую полярность , при которой анод (плюсовая клемма источника тока) подсоединяют к детали, а катод (минусовая клемма источника тока) – к электроду.
При сварке тонкостенных изделий, тонколистовых конструкций, а также сталей, не допускающих перегрева (нержавеющие, жаропрочные, высокоуглеродистые и др.), применяют сварку постоянным током обратной полярности . В этом случае катод подсоединяют к свариваемой детали, а анод – к электроду. При этом не только обеспечивается относительно меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного материала за счет более высокой температуры анодной зоны и большего подвода теплоты.
При питании дуги переменным током различие температур катодной и анодной зон и распределение теплоты сглаживаются вследствие периодической смены катодного и анодного пятен с частотой, равной частоте тока. Практика показывает, что в среднем при ручной сварке только 60. 70 % теплоты дуги используется на нагревание и плавление металла. Остальная часть теплоты рассеивается в окружающую среду через излучение и конвекцию.
Эффективная тепловая мощность дуги Qэ – это к оличество теплоты, используемое на нагрев и плавку свариваемого металла в единицу времени, называется (Дж).
Она равна полной тепловой мощности дуги, умноженной на эффективный коэффициент полезного действия ƞ нагрева металла дугой:
Qэ=I . U . ƞ
Коэффициент ƞ зависит от способа сварки, материала электрода, состава электродного покрытия и других факторов.
Ø При ручной дуговой сварке электродом с тонким покрытием или угольным электродом ƞ составляет 0,5. 0,6,
Ø При качественных электродах – 0,7. 0,85.
Ø При аргонодуговой сварке потери теплоты значительны и составляют 0,5. 0,6. Наиболее полно используется теплота при сварке под флюсом ( ƞ = 0,85. 0,93 ).
Для характеристики теплового режима процесса сварки принято определять погонную энергию дуги , т.е. количество теплоты, вводимое в металл на единицу длины однопроходного шва, измеряемое в Дж/м.
Погонная энергия Qп равна отношению эффективной тепловой мощности Qэ к скорости сварки υ и имеет вид
Qп=I . U/v= Qэ/ υ
Потери теплоты при ручной дуговой сварке составляют примерно 25 %, из которых
20 % уходят в окружающую среду дуги через излучение и конвекцию паров и газов, а остальные 5 % – на угар и разбрызгивание свариваемого металла.
Потери теплоты при автоматической сварке под флюсом составляют только
17 %, из которых 16 % расходуются на плавление флюса, а на угар и разбрызгивание затрачивается около 1 % выделяемой дугой теплоты.
Контрольные вопросы:
1. Что называют катодной и анодной областями, катодом и анодом?
2. На что тратится полная тепловая мощность дуги?
3. Что называют статической вольтамперной характеристикой сварочной дуги?
4. Укажите верное значение эффективного КПД при сварке покрытым электродом:
Читайте также: