Электрод э46 мр 3е для сварки ответственных конструкций из низколегированных углеродистых сталей 3мм
Обновлено: 20.09.2024
Электроды для сварки МР-3 предназначаются для ручной дуговой сварки ответственных и рядовых конструкций из среднеуглеродистых сталей (процентное содержание Углерод (C) до 0,55), с временным сопротивлением разрыву не более 490 МПа. Работа электродами МР ведется на токе переменном либо постоянном, полярность обратная, сварка при любых положениях в пространстве, строго исключая вариант «сверху вниз».
Сварочные электроды МР-3 принадлежат к группе электродов с покрытием рутилово-основного типа . Для изготовления стержня электрода МР3 используют проволоку Св-08 или Св-08А и соответствующую ГОСТу 2246-70. Покрытие МР-3 содержит значительную долю рутилового концентрата (двуоксида титана), а также карбонаты, алюмосиликаты, раскислители и органическую целлюлозу. Двуоксид титана – это стойкий оксид, он дает шлаковую защиту и позволяет добавлять меньше токсичных «раскислителей» Mn и Si. В процессе горения органических соединений, формируется газовая оболочка, изолирующая металл сварного шва от негативного влияния азота и кислорода.
В момент отрыва дуги в кратере электрода МР-3 получается пленка, имеющая в своем составе ТiO2 и обладающая хорошей проводимостью. Благодаря этому можно не касаясь стержнем свариваемого металла получать легкое многократное возбуждение дуги, когда выполняются короткие швы, предполагающие частые прерывания.
Характеристики электродов для сварки МР-3
Рецептура электродов для сварки МР-3 позволяет получать отличные свойства сварки и качества металла шва:
1. малая токсичность МР-3;
2. универсальность применения;
3. плавный переход шва к свариваемому металлу, благодаря чему в условиях знакопеременных нагрузок не образуются «усталостные трещины»;
4. легкое многократное возбуждением дуги;
5. высокая ударная вязкость;
6. хороший показатель временного сопротивления разрыву;
7. сварка с короткой или средней дугой;
8. отсутствие чувствительности к изменению длинны дуги;
9. возможность сварки влажной, загрунтованной и окисленной поверхности рядовых конструкций;
10. хорошая стойкость к образованию трещин и пор;
11. устойчивое и мягкое горением дуги и малое разбрызгивание;
12. допустимость сваривания средних и широких зазоров;
13. переход металла стержня электрода в ванну мелкими частицами;
14. тонкий рисунок сварного шва;
15. высокая производительность сварочных работ.
Важные особенности марки МР-3: универсальность применения, отличные технологические показатели, высокое качество шва. Перечисленные выше характеристики МР-3 дают возможность работать этими электродами сварщикам любой квалификации и опыта, на любом оборудовании ( профессиональном, полупрофессиональном, бытовом).
Применение сварочных электродов МР-3
Потребляются электроды МР-3 во многих отраслях экономики, преимущественно в промышленности, транспорте, и строительстве. Например, в нефтехимической и газовой промышленности МР3 незаменимы при строении резервуаров, т.к. выполненные МР швы, выдерживают повышенное давление . В транспортной сфере они востребованы в судостроении, судоремонте, машиностроении, потому что таким сварным швам не страшны агрессивные среды и нагрузки вибрации. В бытовом, жилищном, трубопроводном строительстве, МР3 нужны для сваривания любых конструкций из углеродистых и низколегированных сталей.
Свойства электродов МР-3 дают возможность варить и на инверторах и на трансформаторных полуавтоматах.
Качество электродов МР-3
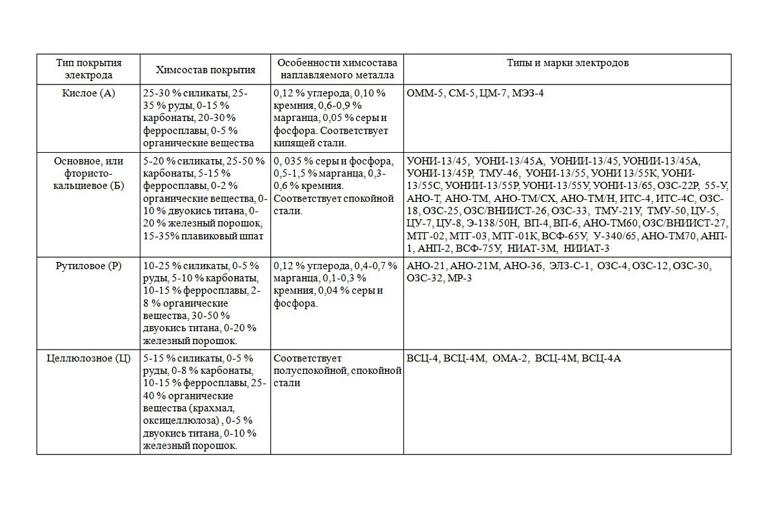
Качество МР-3 соответствует ГОСТу 9467-75, это типа Э46, где: «Э» - электроды для ручной дуговой сварки; «46» – показатель временного сопротивления в кгс/мм 2 .
По стандартам сварки American Welding Society (AWS- Американское общество по сварке), электроды МР-3 - это тип E6013.
По регламентам международной организации EN ISO 2560-A, электроды МР-3 маркируются как E 38 ZRB 1 2 , где: «E» - электрод покрытый; «38» - показатель прочностных и пластических характеристик металла; «Z» – указывает на отсутствие регламента температур, гарантирующих работу удара KV более 47 Дж.; « R B» – вид покрытия типа рутилово-основной; «1» - коэффициент наплавки Кс≤105% ток обратной полярности; «2» – все положения сварки, исключая вертикаль вниз (PA, PB, PC, PE, PF). Так же в ISO 2560-A применяются другие индексы, являющиеся вторичными .
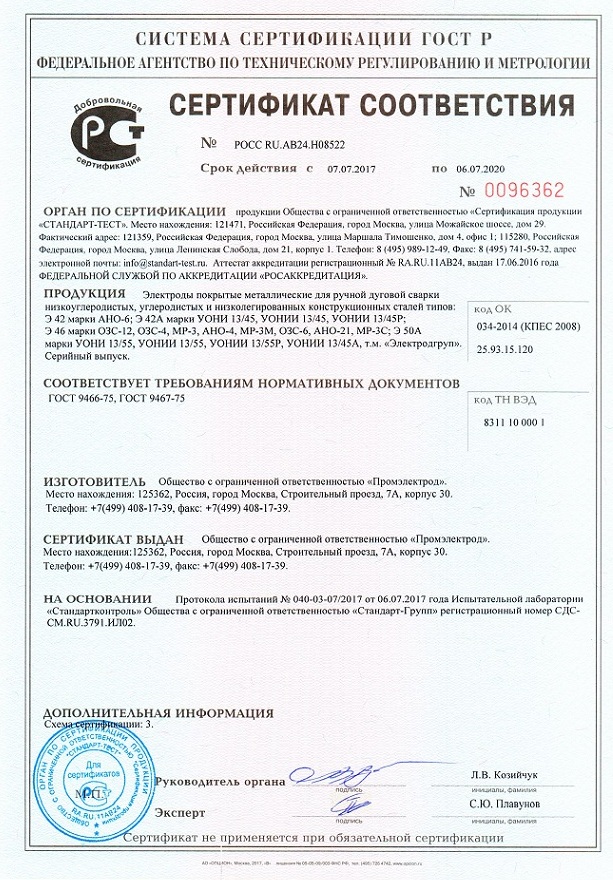
Качество МР-3 производства Промэлектрод соответствует НТД: ГОСТ 9466-75 и ГОСТ 9467-75, ТУ 1272-002-58965179-2006. Это подтверждается документами:
1. Санитарное заключение;
2. Добровольная сертификация - Сертификат на соответствие ГОСТ-Р;
3. Свидетельство Российский Морской Регистр Судоходства;
4. Сертификат Российский Речной Регистр.
5. Аттестат соответствующий требованиям НАКС РД 03-613-03, для группы устройств используемых на опасных производствах.
Импортными аналогами марки MP -3 можно считать: Askaynak AS R-146, ESAB ОК 46, BÖHLER FOX SPE, Lincoln Electric Fleetweld 37 и пр.
Производство электродов МР-3 компании Промэлектрод
Отечественные электроды с содержанием рутила появились в 60-х годах. Массовый выпуск рутиловых электродов стал возможен только в 70-х годах, когда появилось доступное сырье – рутиловый концентрат.
Обозначение МР-3 указывает на специфику марки. Расшифровка МР-3 передает возможности применения электродов, а именно:
М – Монтажные электроды;
Р – Рутиловое покрытие;
3 – Модель электродов;
Также в обозначениях может указываться «С» или «Синие», соответствует улучшенным сварочным свойствам МР-3С.
Изготавливаем МР-3 по разработанной технической документации, с применением метода опрессовки металлических стержней обмазочной смесью с дальнейшей обработкой, сушкой и упаковкой.
Как расшифровать электроды марки МР 3
Рутиловые электроды МР-3 — одна из самых популярных и востребованных марок на рынке сварочных электродов. Эта марка электрода используется при сварке углеродистых низколегированных сталей общего назначения.
Электроды с рутиловым покрытием содержат 95% рутила (природный минерал, состоящий в основном из титаната закиси железа FeO -TiO2), некоторое количество карбонатов и немного целлюлозы, а в качестве раскислителя - ферромарганец. Взаимодействие всех этих веществ в процессе сварки обеспечивает умеренные характеристики сварного шва несколько ниже, чем с основными покрытиями. Они очень подходят для сварки ответственных конструкций из углеродистых и низколегированных сталей.
Стабильность дуги - это свойство, позволяющее использовать электрод как для сварки постоянным, так и переменным током с прямой полярностью. Чаще всего они используются для сварки тонких изделий.
Производство электродов МР-3

Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними, данный присадочный материал относится к типу Э46 электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%.
Покрытие электрода МР-3 — рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3 — холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву — до 490 МПа.
Условное обозначение электродов МР 3 — пример полной расшифровк

- Э — электроды для ручной дуговой сварки;
- 46 — временное сопротивление разрыву - не более 46 кгс/мм2;
- МР-3 — марка;
- ЛЮКС — коммерческое название, под которым электрод выпускается определенным производителем;
- Ø — диаметр;
- У — для сварки углеродистых и низколегированных сталей;
- Д — с толстым покрытием;
- 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
- 0 — относительное удлинение менее 18%;
- ->(3) — ударная вязкость наплавленного металла αн45 (при температуре - 20°C), не менее 3,5 кгс•м/см2;
- РЦ — рутилово-целлюлозное покрытие;
- 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.
Диаметр и вес
В зависимости от диаметра и длины (от 300 до 450 мм), вес одного стержня составляет
- d 3 мм — 30 г;
- d 4 мм — 60 г;
- d 5 мм — 92 г.
Массовая доля элементов, %
Электроды МР - 3 технические характеристики
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
- Расход электродов МР-3 на 1 кг металла - около 1,7 кг МР-3.
- Предел коэффициента наплавки шва - 8,5 г/А*ч.
- Коэффициент разбрызгивания металла при сварке — 9-13%;
- Напряжение холостого хода — 60-80 В.
- Сварка во всех пространственных положениях, кроме вертикального сверху вниз.

Чтобы рассчитать правильную величину рабочего тока для сварки, необходимо учитывать диаметр электрода и пространственное положение, в котором выполняется сварка. В таблице представлены рекомендуемые параметры.
| Диаметр | Положение | Сила тока |
| 3 мм | вертикальное | 90−110 А |
| нижнее | 100−140 А | |
| потолочное | 100−120 А | |
| 4 мм | вертикальное | 140−180 А |
| нижнее | 160−220 А | |
| потолочное | 140−180 А | |
| 5 мм | вертикальное | 160−200 А |
| нижнее | 180−260 А | |
| 6 мм | только нижнее | 300−360 А |
Какой полярностью варить электродами МР 3
Если от источника питания подается постоянный ток, он должен быть обратной полярности. Выполнение сварки возможно не только на короткой и средней, но и длинной дуге, а также «с отрывом» — короткими прихватками.
Как и любые электроды, МР-3 должны храниться в сухом отапливаемом помещении при температуре не ниже +15 °C. При отсыревании их необходимо прокалить не менее часа при t 180 °C.
Преимущества
Недостатки
- Получаемое сваркой соединение характеризуется высокой прочностью.
- Дуга отличается легких поджигом и стабильностью горения, особенно — при низкой силе тока.
- Без труда достигается повторное зажигание.
- В получаемом шве отсутствуют стыки, он отличается ровностью, хорошим товарным видом.
- Между металлом шва и детали отсутствуют выраженные переходные зоны.
- Благодаря рутиловому типу покрытия шов надежно защищен от попадания в него шлака и окисления.
- Для электрода характерно очень малое разбрызгивание металла.
- Работы характеризуются высокой производительностью.
- МР-3 в равной степени подходит как для сварки, так и для прихваток.
Минусов у электродов этой марки сравнительно немного, и некоторые из них достаточно условны.
- Относительно высокая цена — стоимость этого расходного материала несколько выше, чем многих других электродов.
- Невозможность производства сварки вертикально сверху вниз — однако этим не могут «похвастаться» и многие другие марки.
- Не самый низкий расход материала - 1,7 кг на 1 кг шва (у МР-3Р несколько меньше — 1,62 кг).
- В процессе сварки электрод необходимо удерживать под острым углом относительно поверхности делали. Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.
- Крайне важно установить нужную силу тока — в противном случае есть риски образования пор в металле шва.
И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Применение электродов МР 3
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:

- сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;

- сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;


Аналоги
На современном рынке аналогами электродов МР-3 являются ОК.46 и ОЗС-12. Они также имеют рутиловое покрытие.
Где купить оптом и в розницу
Один из ведущих и старейших российских производителей электродов этой и других марок — Магнитогорский электродный завод. Продукция предприятия традиционно отличается образцовым качеством. Приобрести электрод сварочный МР 3 ГОСТ производства МЭЗ сегодня можно по всей России (см. адреса представительств по городам), при этом — по весьма доступной цене.
Сварочные электроды МР-3С (МР-3 синие) тип Э-46
Сварочные электроды МР-3С предназначены для ручной дуговой сварки рядовых и ответственных конструкций из низкоуглеродистых, углеродистых и низколегированных сталей, с временным сопротивлением до 490 МПа. Сварка выполняется как на переменном, так и на постоянном токе обратной полярности, т.е. электрод положительный, а заготовка отрицательная, во всех пространственных положениях, кроме вертикали на спуск.
Электроды для сварки МР-3С относятся к типу электродов с рутилово-основным покрытием . В основе применяется стержень из проволоки предназначенной для изготовления электродов, согласно ГОСТ 2246-70, с низким содержанием углерода, марок Св-08 или Св-08А. Покрытие МР-3С в основном состоит из рутилового концентрата (TiO2 - двуоксид титана), а также из карбонатов, алюмосиликатов, раскислителей и органической целлюлозы. ТiO2 достаточно стойкий оксид, он обеспечивает шлаковую защиту и требует меньшего количества «раскислителей» Mn и Si, что снижает токсичность сварочных аэрозолей. В результате сгорания органических соединений, образуется газовая оболочка (защита), предохраняющая металл шва от воздействия атмосферного кислорода и азота. При отрыве дуги в кратере электрода МР-3С образуется пленка, которая имеет высокое содержание ТiO2 и обладает проводимостью полупроводника. Это обеспечивает легкое повторное возбуждение дуги без необходимости соприкосновения стержня со свариваемым металлом при работе с короткими швами, требующими частого прерывания.
Характеристики электродов для сварки МР-3С

Благодаря уникальной рецептуре электроды для сварки МР-3С характеризуются следующими сварочно-технологическими свойствами и качеством металла шва:
1. универсальностью использования;
2. низкою токсичностью;
3. легким повторным возбуждением сварочной дуги;
4. плавным переходом шва к основному металлу, что исключает образование усталостных трещин при знакопеременных нагрузках;
5. сваркой с короткой или средней дугой,
6. нечувствительностью к изменению длинны дуги;
7. высокой ударной вязкостью;
8. увеличением временного сопротивления разрыву;
9. возможностью перекрытия средних и увеличенных зазоров;
10. высокой стойкостью к образованию пор, трещин и шлаковых включений;
11. устойчивым и более мягким горением дуги и малым разбрызгиванием;
12. допускается сварка рядовых конструкций с окисленной, влажной загрунтованной поверхностью;
13. переходом металла стержня в ванну малыми или средними каплями;
14. тонким рисунком шва;
15. высокой производительностью сварочных работ.
Основными отличительными особенностями электродов МР-3С являются их универсальность, высокие сварочно-технологические свойства и качество металла шва. Уникальная рецептура позволяет производить сварочные работы, как на профессиональном, так и на бытовом оборудовании, без особых требований к сварщику.
Применение сварочных электродов МР-3 С

Применяются электроды МР-3С в разных отраслях экономики, особенно в транспорте, промышленности и строительстве. В транспортной отрасли они используются в машиностроении, судостроении и ремонте, так как сварные соединения выдерживают агрессивные среды и вибрационные нагрузки . В нефтегазовой и химической промышленности при строении резервуаров и емкостей электроды МР3С востребованы, так как выполненные ими швы, выдерживают высокое давление . В жилищном, культурно-бытовом, дорожном, трубопроводном строительстве МР3С применяют для соединения ответственных конструкций из низкоуглеродистых, углеродистых и низколегированных сталей.
Электроды МР-3 С гарантируют качественные сварочные показатели при работе на профессиональном, и на бытовом оборудовании, как на инверторах, так и на трансформаторных полуавтоматах.
Допустимое содержание влаги в покрытии перед использованием электродов не более 0,8%. В случае повышения влажности перед использованием прокалить при температуре 150-160 °С в течение 30 минут.
Качество электродов МР-3 синие
Качество МР-3 синие отвечает требованиям российских стандартов, согласно ГОСТ 9467-75, электроды соответствуют типу Э46, где: 46 – временное сопротивление разрыву в кгс/мм2.
Согласно американских стандартов сварки American Welding Society (AWS- Американское общество по сварке), электроды МР-3 синие соответствуют типу E6013.
В соответствии со стандартом международной организации по стандартизации EN ISO 2560-A, сварочные электроды МР-3 синие классифицируются как E 38 ZRB 1 2 , при этом: индекс E - электрод покрытый; индекс 38 - указывает на прочностные и пластические характеристики наплавленного металла; Z – указывает на то, что нет регламента для температур, при которых гарантируется работа удара KV не менее 47 Дж.; R B – рутилово-основной вид покрытия; 1 - коэффициент наплавки Кс≤105% (отношение веса наплавленного металла к весу израсходованного стержня), на постоянном и переменном токе, полярность обратная; 2 – все положения швов при сварке, кроме вертикального сверху вниз (PA, PB, PC, PE, PF). Кроме этого в ISO 2560-A используются дополнительные индексы, являющиеся факультативными .
Качество универсальных электродов МР-3 синие соответствует требованиям НТД: ТУ 1272-002-58965179-2006, ГОСТ 9466-75 и ГОСТ 9467-75, а также подтверждается следующими сертификатами, свидетельствами и аттестатами:
1. Сертификат Соответствия ГОСТ-Р;

2. Санитарно-эпидемиологическое заключение;
3. Свидетельство об одобрении сварочных материалов Российский Морской Регистр Судоходства;
4. Сертификат об одобрении типового изделия Российский Речной Регистр.
5. Аттестат Национальное Агентство Контроля и Сварки (НАКС) на соответствие требованиям РД 03-613-03, для группы технических устройств используемых на опасных производственных объектах:
· ГДО – Оборудование, используемое в горнодобывающей отрасли;
· ГО – Оборудование, используемое в газовой отрасли;
· КО – Котельное оборудование;
· МО – Оборудование, используемое в металлургической отрасли;
· НГДО – Нефтегазодобывающее оборудование;
· ОТОГ – Оборудование для транспортировки опасных грузов;
· ОХНВП – Оборудование, используемое в химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных предприятиях;
· ПТО – Подъемно- транспортное оборудование;
· СК – Строительные конструкции.
Зарубежными аналогами марки MP -3 S являются шведские ESAB ОК 46.00, турецкие Askaynak AS R-146, австрийские B Ö HLER FOX SPE , американские Lincoln Electric Fleetweld 37, и многие другие марки, производители которых в меньшей мере представлены на российском рынке.
Производство электродов МР-3 С

В 60-х годах ХХ века в СССР появились электроды с рутиловым покрытием, содержание которого начало занимать значительную часть. Разработка и применение их задерживалось долгое время в связи с недостатком дешевого рутилового концентрата. Первыми марками с содержанием рутила были АНО-1, АНО-3 ОЗС-3, ОЗС-4 и МР-1. За разработку низкотоксичных электродов, совершивших прорыв в улучшении гигиенических и сварочно-технологических характеристик, в 1971г. была присуждена государственная премия руководителю работы Игорю Константиновичу Походне, и ряду сотрудников проводивших совместную работу.
Производство сварочных электродов МР-3 в России было начато в 70-х годах XX века, после изобретения уникальной рецептуры, о чем было заявлено в 1973г. и опубликовано в 1974г. - авторское свидетельство. Впоследствии для предания отличительных свойств в обмазку электродов начали добавлять синий пигмент. Электродам с синим покрытием присвоили название - МР-3С (или МР-3 Синие). В настоящее время эти электроды продолжают составлять значительную часть промышленного производства электродов в нашей стране.
Обозначение марки МР-3 С отражает специфику данных электродов. Расшифровка МР-3 С показывает область их применения:
Изготовление электродов МР-3 синие выполняется в соответствии с разработанной технической документацией, методом опрессовки обмазочной смесью стальных стержней, с последующей обработкой и упаковкой.
Особенности и главные преимущества использования электродов типа Э46

Электроды для сварки
Электроды Э46, выпускаемые в соответствии со стандартами ГОСТ 9467-75 и 9466-75, предназначены для соединения деталей из конструкционных сталей (как углеродистых, так и с небольшим содержанием легирующих компонентов). Материал шва отличается пониженным сопротивлением на разрыв, поэтому стержни не используют при сварке ответственных узлов. У российских электродов существуют импортные аналоги, имеющие близкие параметры.

Общие и технические характеристики электродов типа Э46
Электроды предназначены для ручной дуговой сварки деталей, изготовленных из низколегированных или углеродистых сталей. Стержни рассчитаны на подачу переменного или постоянного тока, положение сварки зависит от модификации.
Например, существуют изделия только для выполнения швов в основании конструкции, встречаются инструменты универсального типа (не допускающие движения стержня по вертикали вниз). Сила тока в цепи зависит от диаметра металлического сердечника и положения шва (варьируется от 60 до 290 А, указывается на заводской упаковке).
Расшифровка аббревиатуры
Обозначение Э46 декодируется следующим образом:
- Э – электрод;
- 46 – прочность соединения на разрыв в кг/мм² (соответствует 460 МПа).
Показатели
Основные характеристики Э46:
- коэффициент наплавки – 8,5 г/А*ч;
- расход стержней на 1 кг нанесенного металла – 1,7 кг;
- относительное удлинение шва при разрыве – 20%;
- вязкость наплавленного металла (при температуре +20°С) – не ниже 80 Дж/мм².
Перед работой необходимо прогреть инструмент в электрической печи на протяжении 1 часа при температуре около 160°С. В наплавленном металле присутствует от 0,09 до 0,12% углерода и от 0,5 до 0,8% марганца. Содержание кремния не превышает 0,15%, допускается присутствие серы и фосфора (не более 0,035%).
Рутиловое покрытие
На поверхности металлического стержня имеется покрытие, содержащее диоксид титана природного происхождения (рутиловый концентрат). Использование защитного флюса позволяет снизить вероятность образования трещин, рутил поддерживает равномерное горение дуги при использовании переменного тока.
Образующийся на поверхности шва шлак легко удаляется абразивным инструментом и постукиванием, при изменении длины дуги при ручной сварке в структуре металла не образуются поры.
Преимущества элементов
Преимущества электродов серии Э46:
- стабильное возбуждение и горение дуги при использовании переменного тока;
- хорошая защита ванны расплава, снижающая разбрызгивание металла в стороны;
- простота зачистки швов от остатков флюса;
- равномерное качество металла на всей глубине стыка;
- сниженный выброс вредных веществ в атмосферу;
- отсутствие пористости материала в зоне стыка при колебаниях длины дуги (например, из-за дрожи рук сварщика);
- возможность соединения деталей без предварительной очистки кромок от ржавчины и удаления следов влаги;
- неразъемное соединение заготовок любых размеров и очертаний из низкоуглеродистых и слаболегированных сталей (содержание углерода – до 0,25%).
Кроме того, для работы не требуется специальное оборудование (достаточно бытового инвертора, работающего от сети переменного тока напряжением 220 В).
Сертификация качества
Производимые электроды проходят процедуру сертификации с проверкой соответствия химического состава и технических характеристик. В бланке завод-производитель указывает модель электрода и номера протоколов о проведенных испытаниях. Выданный номерной документ имеет ограниченный срок действия (36 месяцев), по окончании проводится повторная экспертиза.
Наличие свидетельства позволяет предъявить претензии изготовителю инструмента (например, в случае разрушения конструкции при нормативных нагрузках).
Нюансы и области применения
Электроды используются для сварки следующих конструкций:
- трубопроводов для подачи воды и пара;
- резервуаров для хранения негорючих жидкостей;
- силовых ферм на машиностроительных или судостроительных предприятиях;
- бытовых конструкций.
Перед приобретением стержней марки Э46 необходимо проанализировать расположение сварных швов, поскольку часть моделей рассчитана на нижнее положение стыков. Если конструкцию можно кантовать на месте сборки, то допускается применение любых электродов Э46. Если требуется выполнять потолочные или вертикальные швы, то потребуется подобрать стержни с соответствующими характеристиками (например, ОЗС-4).
Диаметр стержня подбирается в зависимости от ширины сварного шва. Промышленность предлагает изделия размером до 5 мм. Не допускается использование Э46 для сварки заготовок из сталей с повышенным содержанием легирующих компонентов (например, нержавеющих), из цветных металлов или сплавов, а также чугунных отливок.
Популярные марки и их особенности: отличительные черты
Заводы выпускают несколько модификаций электродов:
- ОЗС-3 диаметром 3, 4 и 5 мм, рассчитанные на сварку в нижнем положении с использованием постоянного или переменного тока.
- ОЗС-4, ОЗС-4И и ОЗС-6, допускающие ведение работ в любом положении (за исключением ведения сварных швов сверху вниз в вертикальном направлении). (от 2 до 5 мм). Допускается вертикальная сварка с подачей стержня сверху вниз.
- УОНИ 13/55К, соответствующие стандарту Э46А и рассчитанные на постоянный ток. По возможностям сварки эквивалентны ОЗС-4.
- ОЗС-17Н диаметром 4 или 5 мм, предназначенные для сварки под наклоном. Допускается выполнение нижних швов с подключением инструмента к аппаратуре переменного тока.
- ОЗС-30, используемые при сварке ванн для горячего цинкования деталей. Электроды запрещено использовать при ведении швов сверху вниз на вертикальных плоскостях.
- ОЗС-32 для соединения деталей из оцинкованной стали. Допускается подача как постоянного, так и переменного тока.

Электроды серии Э46А отличаются покрытием основного типа, чувствительным к загрязнениям на кромках соединяемых элементов и к удлинению дугового разряда. Металл шва имеет повышенную ударную вязкость и выдерживает большее относительное удлинение. Стержни рассчитаны на работу на постоянном токе при подключении отрицательного полюса к заготовке (обратная полярность). Для повышения качества шва необходима прокалка стержней перед использованием в духовом шкафу при температуре +250°…+400°С на протяжении 1 часа.
Лучшие производители
К ведущим российским производителям стержней категории Э46 относят:
- ООО «Уральский электродный завод» (находится в г. Екатеринбурге);
- завод сварочных электродов ЗАО «Герон» (г. Томск);
- ООО «ЭСАБ-СВЭЛ» и ЗАО «Электродный завод» (г. Санкт-Петербург);
- ЗАО «Омский электродный завод»;
- ООО «Лосиноостровский электродный завод».
Аналогичные электрические проводники
Аналогами являются изделия моделей ОК 46.00, OK 48.00, OK 48.04 и OK 43.02 (все выпускаются компанией ESAB), американские Omnia 46 (производятся фирмой Lincoln Electric), итальянские 770-421 от Quattro Elementi и южнокорейские S-6013LF от концерна Hyundai.
Импортные электроды обеспечивают сопоставимую прочность шва, но отсутствуют в ГОСТ.
Технические характеристики электродов МР-3

Электроды МР-3, технические характеристики которых позволяют использовать их при монтаже трубопроводов и прочих инженерных конструкций, независимо от климатических условий, составляют прямую конкуренцию УОНИ. Указанные элементы имеют рутиловое покрытие, ориентированы на обработку изделий из среднеуглеродистой стали. Рабочий процесс протекает легче, чем с другими марками сварочных расходников.
.jpg)
Область применения
Разновидности электродов МР предназначены для сварки ответственных объектов из сталей с низким и средним показателями легированности. При этом обеспечивается усиленное соединение деталей.
- формирование неповоротных стыков и монтаж трубопроводов;
- починка, обслуживание резервуаров, работающих под высоким давлением;
- судовая и машиностроительная промышленность;
- нефтегазовая отрасль.
ГОСТ и другие требования
Электроды марки МР-3 выпускаются в соответствии с требованиями государственных стандартов (ГОСТ 9467/9466). Согласно нормам, присадочный материал расходного сварочного элемента причисляется к типу Э46. Аналогичные стержни используются при сварке малолегированных низкоуглеродистых сталей с вмещением углерода от 0,25%.
Порошкообразный рутиловый концентрат нанесен на металлический сердечник. В качестве активного вещества выступает диоксид титана. Обмазка состоит из карбонатной или алюмосиликатной смеси, повышающей вязкость обрабатываемой детали. Это уменьшает возникновение трещин и деформаций на получаемом шве.
Материал электродного сердечника – низкоуглеродистая проволока конфигурации Св-08, изготовленная методом холодного катания. Диаметр изделия – от 2 до 6 мм. Толщина свариваемых заготовок составляет 3-20 мм. Временное механическое сопротивление на разрыв достигает 500 МПа.

Расшифровка цвета и маркировки
На оттенок электродов влияет разновидность обмазки. Часто сварочные стержни с рутиловым покрытием имеют красный цвет. Также на колер влияют особенности изготовления, применяемые на том или ином заводе. В ассортименте попадаются элементы серого, синего, зеленого цветов.
Расшифровку маркировки лучше рассмотреть на примере. В наименовании электрода МР3-Э46-МР-3-Ø-УД-Е 43-0 (3)-Р26 представлены следующие обозначения:
- модель для сварки низколегированных сталей с усилием разрыва до 46 кгс/кв.мм – Э46;
- марка стержня – МР3;
- диаметр (2/3/4/5 мм) – Ø;
- углеродистый стержень (У) с утолщенным покрытием (Д);
- международная классификация плавящихся электродов с напылением – Е;
- задел прочности на растяжение (кгс/кв.мм) – 43;
- примерное удлинение (не более 20%) – О;
- температурный режим вязкости, при котором ударное усилие на шов составляет 34 Дж/кв.см – (3);
- рутиловое покрытие – Р;
- рабочие положения при сварочных работах (все, кроме вертикальной позиции сверху вниз) – 2;
- допустимое сварочное напряжение (не менее 50 В) – 6.
Виды электродов МР-3 и отличия друг от друга
Электроды марки МР-3С, как и аналоги МР-3, служат для сварочных работ с созданием длинной дуги, возможностью осуществления коротких прихватов. Технический потенциал стержней обеспечивает оперативность работ, без затрат времени на предварительную подготовку обрабатываемых деталей. Заготовка может быть влажной, окисленной, грязной, с коррозийными проявлениями.
Все электроды марки МР-3мм подходят для сварки по зазорам. При этом сила рабочего тока должна быть минимальной, во избежание появления пористых участков поверхности. Кроме указанных разновидностей используется вариант МР-3М, отличительной особенностью которого является рутильно-ильменитовое напыление. Марка 3С имеет синий цвет, обработана ионизирующим составом.
Особенности конструкции стержней ориентированы на ускоренное образование сварочной дуги, возможность эксплуатации с источниками, выдающими минимальный ток.
.jpg)
Такие изделия чище в экологическом плане, выделяют меньше вредных веществ, обеспечивают лучшее качество шва и соединительной прочности.
Характеристики и свойства
К техническим параметрам электродов относят расход на наплавку заданного количества металла (сварного шва). Чтобы обработать 1 кг материала, потребуется 1,7 кг стержней типа МР-3. В результате обеспечивается производительность на уровне 1,7 кг/ч, рабочий коэффициент – 8,5 г/Ач.
Указанные электроды отличаются высокой рабочей скоростью, позволяют варить с полным касанием поверхности либо короткой дугой на дистанции. Изделия типа ЛЭЗ МР выпускаются на Лосином Острове, в Подмосковье, Костромской области, Сызрани. Ближайшие аналоги зарубежного производства изготавливаются в Кливленде (США).
Вес и диаметр
От размера электрода зависят настройка сварочного тока и пространственная позиция формируемого шва. Показатели следующие:
| Диаметр, мм | Шов вертикальный, А | Шов нижний, А | Потолочный шов, А |
| 3,0 | До 110 | 100-140 | До 120 |
| 4,0 | 150-180 | До 220 | 140-180 |
| 5,0 | До 200 | До 260 | |
| 6,0 | 300-360 |
От диаметра также зависит вес электрода МР-3 и его длина. Параметры варьируются от 30 до 92 г и от 350 до 450 мм соответственно.

Состав наплавки
Сварку осуществляют методом отрывного шва, зажигая дугу у левого края, осуществляя проводку слева направо, затем в обратном направлении. Операцию нужно выполнять быстро, чтобы шов не успел остыть. В процессе образуется много шлака, который полностью заполняет ванну и зазор по всей ширине. Температура обмазки существенно выше, чем у обрабатываемой стали.
Материал легко отделяется после остывания при многопроходной проводке.
Разбрызгивание металла – слабое, шлак ложится аккуратно равномерным слоем, легко отслаивается. При работе диоксидом титана остатки попадают в ванну плавления, образуя специфические раковины. Наплавка в массовых долях состоит из:
Механические свойства шва
Отличие применения электродов МР-3 от аналогов заключается в возможности сваривания неочищенных кромок заготовок. Окислы, окалины, пыль, влага не ухудшают качество шва. Загрязнения в процессе работы испаряются и смешиваются со шлаком. При этом получается шов с хорошими технологическими параметрами:
- вязкость на удар – до 8 кгс/кв.см;
- разрывное сопротивление – около 46 кгс/кв.мм;
- показатель удлинения – до 20%.

Количество в пачке
Изготовители фасуют рассматриваемые электроды в пачки весом 1,0/2,5/5,0 кг. Длина и вес стержня зависят от диаметра элементов, как и их количество в упаковке. В таблице приведена информация по вместимости электродов в 1-килограммовой пачке с учетом указанных параметров.
| Диаметр, мм | Масса, г | Длина стержня, мм | Количество в упаковке, 1,0 кг (шт.) |
| 3,0 | 32,0 | 350 | 39,0 |
| 4,0 | 62,0 | 450 | 16,0 |
| 5,0 | 92,0 | 450 | 11,0 |
Напряжение и настройка аппарата
Характеристика электродов МР-3 предполагает подключение обратной полярности, если работы ведутся на постоянном токе. При переменном напряжении полюсность подсоединения роли не играет. Варить можно на короткой, длинной и прерывистой дуге. Отсыревшие стержни подвергают прокаливанию 45-60 минут при температуре 180 °C. Ток выбирают с учетом диаметра элемента. Для изделий сечением 3 мм хватит 140 А, модификации толщиной 5-6 мм используются при токовой силе 300 А. Работы выполняют, удерживая стержень под углом 45°.

Производители и марки электродов
Проверенные изготовители, специализирующиеся на изготовлении электродов марок МР (3С, 3М, 3Р, 3Т, 3У):
- ЛЭЗ;
- «Ресанта»;
- «Тантал»;
- СЗСМ;
- «Премиум»;
- «Линкольн Электрик»;
- ХОБЭКС.
Аналоги, имеющие рутиловое покрытие, – ОЗС-12, ОК-46.
Особенности и инструкция по эксплуатации МР-3
Варить указанными электродами можно на постоянном и переменном токе. Генераторы или инверторы должны выдавать на холостом ходу напряжение не менее 50 В. На постоянном токе работы проводят на обратной полярности (плюс на держатель). Элементами конфигурации МР-3 можно работать в любой пространственной позиции.

Изготовители в инструкции указывают на соблюдение правил хранения электродов.
Продукцию помещают в сухое отапливаемое помещение с температурой воздуха не ниже +15.
Изделие необходимо защищать от прямого попадания влаги и механического воздействия.
Плюсы и минусы
К преимуществам электродов МР-3 причисляют:
- быстрое формирование стабильной дуги;
- ровный, надежный шов;
- высокую прочность соединения;
- безопасность, отсутствие выделения вредных веществ;
- легкое удаление шлака;
- небольшой диапазон разбрызгивания металла;
- высокую производительность;
- простоту работы.
.jpg)
Среди недостатков – высокая цена, интенсивный расход сварочного материала.
Достойные аналоги по сравнению
Кроме электродов МР-3 у сварщиков популярны модификации типа АНО и УОНИ. Их часто сравнивают между собой, чтобы выбрать лучший вариант, однако это не совсем корректно. Указанные стержни отличаются не только напылением, но и структурой. Основная разница заключается в составе и способе обмазки.
Электроды УОНИ
В отличие от марки МР-3, стержни УОНИ имеют не рутиловое, а основное покрытие. Они рассчитаны на работу от аппаратов постоянного тока с обратной полярностью. Перед сваркой УОНИ необходимо тщательно очистить поверхность. Также напыление чувствительно к влаге.
Краткие характеристики указанной марки:
- наплавочный коэффициент – 9,5 г/Ач;
- расход на 1 кг металла – 1,7 кг;
- производительность – 1,4 кг/ч;
- запас прочности – 540 МПа;
- текучесть – до 420 МПа;
- относительное удлинение – до 22%.

Электроды АНО
Стержни АНО отличаются многообразием прутков и специфическими параметрами. Сравнивать напрямую их с маркой МР-3 неуместно. Это связано с тем, что указанные элементы рассчитаны на сварку металла до 4 мм и не подходят там, где нужны модификации МР.

| Диаметр, мм | Длина, мм | Вместимость в упаковке 1 кг (шт.) | Предельный рабочий ток, А |
| 2,0 | 300 | 95 | 100 |
| 3,0 | 350 | 40 | 140 |
| 4,0 | 350 | 40 | 180 |
О приобретении и цене
Купить электроды марки МР-3 не составит особых проблем. Оптом стержни можно приобрести на строительных базах или напрямую у производителя. В розницу продукция представлена в небольших магазинах. На торговых онлайн-площадках дилеры отпускают большие и средние партии, часто с бесплатной доставкой. Цена колеблется от 80 до 150 руб. за килограммовую пачку, в зависимости от производителя и региона.
Отзывы сварщиков
Илья, 37 лет, Нижний Новгород
Самые неприхотливые электроды – это МР-3, варить можно даже по «мусору». Пользуюсь стержнями от «Тантала», особых нареканий не вызывают.
Сергей, 40 лет, Санкт-Петербург
Для сварки инженерных изделий предпочитаю АНО или УОНИ. Хотя для быта и строек подходят МР-3, да и варить ими сможет любой новичок.
Владимир, 33 года, Екатеринбург
В работе эти электроды ни разу не подводили. Главное, приловчится к ним, с учетом особенностей производителя, а так, все нормально.
Максим, 35 лет, Псков
Считаю, что МР-3 – самые удачные электроды. Они быстро поджигаются, не разбрызгивают металл, дают аккуратный, четкий шов, шлак убирается без проблем.
Читайте также: