Электродуговая сварка и ручная дуговая сварка отличия
Обновлено: 20.09.2024
В статье Вы найдете 29 применяемых в настоящее время видов сварки. Мы подготовили для Вас подробное описание современных технологий, их подробное описание и область применения.
Основные группы
В настоящий момент используется три основных варианта выполнения работ:
- механический;
- термический;
- термомеханический.
Введение электроники позволило повысить производительность и точность, автоматизировало процесс.
Работы термического класса
В таком варианте соединение обеспечивает тепловое воздействие. Высокие температуры оплавляют стыки. При охлаждении они кристаллизуются. Источником подачи тепла становится:
- газовая горелка;
- поток плазмы;
- электрическая дуга.
Узнавая, какие бывают сварки и технологии проведения соединений следует оценивать и квалификацию работников.
Электросварка электродугового типа
Является наиболее распространенным вариантом выполнения. Разогрев металла выполняется за счет взаимодействия анода и катода, с высвобождением энергии большой мощности. Плавление заготовки в такой ситуации происходит к образованию сварочной ванны.
Кристаллизация сплава также происходит в процессе остывания. По прочности полученное соединение аналогично свариваемым металлам. В таком варианте классификация различных видов сварки включает следующие типы.
Ручная дуговая ММА

При проведении используются представляющие собой металлический стержень с обмазкой штучные электроды. Выполняется под постоянным воздействие переменного или прямого тока. Преимуществом становится образование при плавлении расходников облака состоящее из смеси газов (по большей части из СО2), формирующего защиту от окисления свариваемого металла.
При обмазке используются разнообразные химические соединения. В сварочной ванне они способствуют формированию дополнительной защиты сварочного шва и поддерживают стабильное горение электрической дуги.
Аппараты способны работать в любом положении, в том числе в труднодоступных местах, сваривая любые металлы. Технология в равной мере доступна новичкам и профессионалам. Направления использования создание металлоконструкций, в частном предпринимательстве, на станциях технического обслуживания транспортных средств.
TIG (аргоновая сварка)

Используются вольфрамовые, графитовые, неплавящиеся, угольные электроды. В роли инертного газа применяется азот, аргон, гелий или их смесь. Сварной шов включает только металл заготовок и присадки.
Присадка, которой выступает металлическая полоса или пруток, по составу идентичные свариваемым металлам. Использование инертных газов требуется с целью защиты от атмосферного воздуха. Это обеспечивает стабильное горение электрической дуги и исключает окисление металла.
Полуавтомат MAG (MIG)

Применяется в качестве присадочного материала проволока, поступающая в рабочую зону через горелку. Параллельно подается активный или инертный газ, состав которого определяется в зависимости от выбранного материала работы. Выполнение возможно только при непрерывном контакте с электрическим током, образующим много брызг.
За счет этого шов теряет аккуратность, что компенсируется высокой производительностью. Расходный материал подается в автоматическом режиме. Выполняется сваривание широкого спектра материалов от марганца или чугуна до меди и алюминия. Соединяются разнотипные материалы.
Что представляет сварка под флюсом

Проводится с использованием специальных флюсовых порошков, обеспечивающие рабочую область выделяющимся в процессе плавления защитным газом. Флюс поддерживает сохранение расплавочной дуги и обеспечивает защиту расплава. Процесс полностью автоматизирован от подачи флюса до перемещения вдоль стыка. Среди направления использования создание:
- модулей спутников;
- башенных кранов;
- корпусов морских судов;
- иного оборудования где применяются протяженные швы и швы большой толщины.
Формируется шов повышенной прочности, необходимый для создания оборудования, выдерживающие сложные условия эксплуатации. Такие, как огромное давление и экстремальные температуры.
Газоплазменная

Сегодня виды сварки и конечно их краткая характеристика включает и этот все реже используемый вариант. Она состоит из образования по ходу сварочного шва все новых ванночек под воздействием горелки. Поддержание её горения обеспечивает подача в смеси с кислородом одного или нескольких горючих газов. Технология сложнее дуговой. Используется чаще всего опытными специалистами за счет универсальности и мобильности.
Сваривание обеспечивает высокая температура открытого пламени, образующаяся при горении кислорода с такими горючими газами, как ацетилен, водород, бутан, пропан и другие. Наиболее эффективным признается использование метилацетиленовая фракция. В зависимости от типа горючего газа температура составляет:
- 2927 с кислородом;
- 4500 при соединении кислорода и МАФ;
- ацетилендинитрилом 5000.
Используется открытое пламя, не зависящее от энергоснабжения. За счет этого широко применяется в «полевых» условиях. Остывание происходит постепенно, что удобно в работе с листовыми материалами.
Использование метода непригодно в промышленных условиях за счет отсутствия возможности автоматизации и низкого уровня производительности. Высокая сложность работы требуется приглашения профессионала. При рассмотрении виды сварки какие бывают и какой уровень квалификации, этот считается одним из наиболее сложных.
Электрошлаковый тип

Кромки деталей соединяются при нагреве под воздействием электроэнергии флюса. Она предварительно насыпается между соединяемыми элементами. Дополнительно применяется расплавленный пруток или проволока. Рекомендована при соединении деталей из чугуна или, реже, цветных металлов. Используется для соединения крупногабаритных деталей в промышленности. Эффективна со всеми видами металлов.
Термитная
Название вызвано использованием при нагреве металла термита. Требуется в «полевых» условиях, при отсутствии постоянного источника электроснабжения и газовых баллонов. Является простым для выполнения вариантом деятельности. Чаще всего используется при наплавке конструкций, а также соединения хрупких и чугунных сплавов в соответствии с требованиями ГОСТ Р 57181-2016. При соединении используются порошковые смеси, в процессе горения которых образуется большое количество энергии под воздействием которого металлы переходят в полужидкое состояние.
Литейный способ
Еще один тип работ, в наши дни применяемый все реже. Он заключается в заливке предварительно подготовленного места работы жидким перегретым металлом. Нагрев может производиться, например, в тигле. Процесс сходен с выполнением отливок. Место сварки требуется заформовывать, просушивать и прокаливать. При подогреве изделия в заформованный стык заливают перегретый расплавленный металл.
В современном производстве методика наиболее применима в работе с драгоценными благородными материалами. Проводится работа с изделиями из бронзы, посудой, украшениями. Именно так в древности выполнялись свинцовые трубы трубопроводов.
Использование лазера
Один из современных типов технологий. Энергетическим источником становится лазер, обеспечивающий особую прочность готовых изделий. Рекомендуется в работе с конструкциями сложной конфигурации. При соединении создается гладкий и эстетичный ровный шов, лишенный малейших искривлений. Применяется для соединения элементов из алюминия, серебра, нержавейки.
При плавлении и нагревании используется лазерный луч с монохромным потоком генерируемого лазером светового потока. Контроль потока обеспечивает фокусировка линз и отклонение призм. При работе применяются автоматические, полуавтоматические и роботизированные устройства. Плавление происходит размеренно и точно. Необходимость использования вакуума отсутствует.
Электронно-лучевая (ЭЛС)
Один из самых новых и современных способов соединения тугоплавких материалов. Метод разработан в середине ХХ века. Удобен с целью надежного соединения толстостенных и тонкостенных изделий, исключая или сводя до минимума возможность при нагреве деформироваться. Может применяться и при обработке керамики.
Главным способом использования становится готовность электронов переносить энергию. Потоки зараженных частиц образуются в условиях вакуума.
Тлеющим разрядом
Сварка тлеющим разрядом осуществляется путем взаимодействия диффузии за счет применения индукционного нагрева. За счет этого соединение происходит на атомарном уровне.
Световая
При проведении соединения используется мощный световой луч. В качестве источника его подачи используется угольная дуга, дуговые газозарядные лампы. Самым перспективными сегодня считаются дуговые ксеоновые лампы, баллоны которых наполнены ксеоном под давлением 4-10 ат (0,4-1 МН/м2). Давление при работе лампы дополнительно возрастает до 10-30 ат (1-3 МН/м2). При этом дуговой разряд сильно сжимается и образует высококонцентрированный источник лучистой энергии достигающий по температуре разряда 12 000 °С. Повышение плотности лучистого потока формируется за счет использования комбинированных полиэлипсоидных систем. Дуговые ксеоновые лампы обеспечивают фокусировку потока.
Индукционная

Сваривание обеспечивает нагрев под воздействием индукционного тока, формирующегося в сварочном аппарате под воздействием индукционного тока. Подобные инновационные виды отличаются повышенной точностью. Индукционная катушка возбуждается за счет использования тока высокой частоты.
Термомеханический класс
При выполнении такой работы используется сочетание термического и механического воздействия. Такие виды сварки включают:
- прессовую;
- контактную;
- диффузную;
- кузнечную.
Соединение осуществляется при помощи тепловой энергии. Стоит рассмотреть данные виды сварки и их характеристики.
Контактны тип

Точечная технология выполняемая с помощью использования электрического тока. Применяется как в бытовых, так и в производственных условиях. Сочетание сильного нагрева и давления формирует прочное соединение с ровной поверхностью. Особенно удобен для однотипных изделий и тонких деталей.
Точечная
Аппараты для точечной сварки часто используются даже в бытовых условиях. Популярна в работе с тонкими изделиями. Часто используется при изготовлении электротехнических приборов, листовой стали, имеющей толщину не более 2 мм.
Шовная
Контактная шовная роликовая сварка предполагает соединение деталей швом, состоящим из отдельных точек, выдерживающим повышенные нагрузки. Соединение для дополнительного увеличения прочности часто соединяются внахлест. При выполнении работ ток подводится к крутящимся дисковым электродам. По линии шва постоянно катятся ролики, обеспечивая плотное прижатие друг к другу элементов. Рекомендовано для работы с тонкими листами. Характеризуется высоким уровнем производительности.
Сварка оплавлением
Как правило высокотехнологичный способ соединения деталей. Относится к электротермодеформационным процессам, выполняемы в соответствии с ГОСТ 2601. Крепление выполняется при помощи глубокой пластической деформации с оплавлением торцов изделия и отличается повышенным уровнем надежности.
Диффузионная
Изотермический тип на атомарном уровне, смешиваются молекулы и атомы соединяемых элементов в защитной среде. Допустимые параметры давления 0,5Мпа. Используются разные источники нагрева:
- индукционный;
- электронно-лучевой нагрев;
- радиационный;
- тлеющим разрядом;
- нагрев проходящим током;
- в расплаве солей.
Свариваемые поверхности тщательно готовятся. Требуется вакуумированная рабочая камера.
Газопресовая
Используется редко. Первым шагом становится нагрев свариваемых поверхностей газокислородным пламенем. После нагрева они сдавливаются без использования присадочного материала. Нагрев выполняется пламенем многосопловых горелок. Отличается повышенной прочностью. Используется только в производственных условиях. Выполняется при нагреве газокислородным пламенем. Поле нагрева выполняется сдавливание. Формируется единый тонкое и прочное соединение частей в единое целое.
Кузнечная
Неразъемное соединение обеспечивает внешнее давление на разогретые детали и элементы. Является одним из наиболее старинных способов выполнения работы, формируя крепкое объединение частей в единое целое.
Индукционнопрессовая
Используется электромагнитная индукция заготовки. Она возникает в металле при внесении в электромагнитное поле, создаваемое индуктором (обмоткой), которая питается переменным током. Используется с 40-х годов ХХ века для соединения тонкостенных деталей.
Дугопрессовая
Используется для соединения узкой направленности. Например, шпильки к металлической пластине. Электродом становится сама деталь. Тепло подается с помощью электрической сварочной дуги.
Шлакопрессовая
Технология повышенной производительности. Тепло формируется в расплавленном шлаке при погружении в него электрического тока без использования дуги. Наиболее удобен при создании швов, идущих снизу вверх. При выполнении детали ставятся вертикально с сохранением небольшого зазора. Поверхности закрываются ползунами, оснащенными для проведения трубками с водой. Равномерное остывание поверхностей обеспечивает постоянно движение ползунов.
Термитнопрессовая
Для получения тепла используется жидкий теяло-шситель, оно образуется за счет использования алюминиевого порошка и металла. По достижению нагрева на уровне фактически плавления, детали сдавливаются.
Печная
Вариант, хорошо известный нашим предкам. При нагреве используются горны или печи. При достижения должного уровня накаливания, выполняется сжатие.
Механический класс
При использовании механического класса используется только механическая энергия и давления. К распространенным вариантам относится:
- взрыв;
- ультразвуковое воздействие;
- трение;
- холодный способ и другое.
Распространен во всех отраслях производства за счет простоты и доступности.
Сварка взрывом
Удобна при соединении разных металлов. Применяется и с целью плакирования. Подобная технология часто неизвестна даже профессионалам высокого уровня. При выполнении на поверхностях проводится направленный взрыв. В результате чего происходит сплавление.
Холодная сварка
Соединение проводится под сильным давлением без выполнения нагрева. Склеивание осуществляется за счет происходящей пластической деформации. Специальные подготовка и оборудование не требуется. Часто используется в сантехнических работах и автолюбителями.
Ультразвуковая сварка
При воздействии используются ультразвуковые колебания. Для сжатия достаточно несколько единиц ньютона. В равной мере используется в радиоэлектронике или при работе с толстостенными изделиями. Принцип работы определяется ГОСТ 2601, СЭВ 5277. Кроме металлов так могут соединяться такие материалы, как кожа, ткани, пластмассы и другое.
Сварка трением

Основывается на использовании сильного давления. Соединяемые элементы крепко закрепляются. Один остается подвижным и при трении выполняет нагрев до состояния пластичности. Прочность шва формируется за счет разрушения окислов, жировых пленок, способных мешать уровню прочности получаемого шва.
Магнитоимпульсная
Относится у ударным типам работ с использованием соударения. Применяется пересечение магнитных полей за счет силы электромеханического взаимодействиями вихревых потоков. При столкновении электрическая энергия преобразуется в механическую с помощью установки магнитно-импульсной сварки. Детали устанавливаются под углом внахлестку.
Как выбрать способ сваривания металла
, полуавтоматическую, аргонодуговую и контактную. Расскажем, на какие особенности каждой из них нужно ориентироваться, выбирая сферу применения.
Особенности электродуговой сварки
Ручная электродуговая сварка (РДС) по-другому обозначается ММА. Это один из самых простых способов соединения металлов, поэтому он часто используется в бытовых целях. Ручная сварка выполняется на постоянном или переменном токе. С использованием прямой полярности – к положительному полюсу подключают деталь, а к отрицательному – держатель электрода – или обратной полярности, когда деталь подключают к отрицательному полюсу, а электрод – к положительному. Для ее реализации важен правильный выбор источника питания и плавящихся электродов.
Источники питания для электродуговой сварки
Источник питания необходим для изменения параметров сетевого напряжения и силы тока. По этой характеристике сварочные аппараты делятся на два вида:
- Трансформаторные – преобразуют стандартные параметры электрического тока (понижают напряжение и повышают силу тока) с помощью трансформатора. В таких аппаратах сила сварочного тока регулируется механически. Она зависит от количества витков во вторичной обмотке трансформатора. Эти аппараты надежные, но большие, тяжелые и потребляют много электроэнергии. С их помощью сложно обеспечить хорошее качество швов.
- Инверторные сварочные аппараты – электронные устройства, в которых используются управляющие блоки на основе микропроцессоров. Они компактные, легкие. Позволяют использовать любой тип электродов, обеспечивают низкое разбрызгивание металла и отличаются широким диапазоном регулирования сварочного тока. Но инверторные аппараты чувствительны к влаге и строительной пыли.
Электроды для электродуговой сварки
При электродуговой сварке используют плавящиеся электроды, состоящие из металлического сердечника и специального покрытия (обмазки). Сердечник необходим для легирования металла шва и его формирования. Покрытие нужно, чтобы поддерживать горение дуги, создавая защитное газовое облако. В зависимости от состава покрытие может быть рутиловым, целлюлозным, основным, кислым или смешанным.
Более подробная информация об электродах представлена на видео ниже:
Преимущества и недостатки электродуговой сварки
- можно использовать в труднодоступных местах ;
- мобильное оборудование;
- простота технологического процесса.
- невысокая производительность;
- прямая зависимость качества швов от квалификации сварщика.
Применение электродуговой сварки
Ручная дуговая сварка подходит для работы с углеродистыми, легированными, высоколегированными, нержавеющими и жаростойкими сталями, а также чугуном. Для каждого из этих материалов нужно использовать разные типы электродов, отличающиеся химическим составом сердечника.
Как выполняется электродуговая сварка, можно увидеть на видео ниже:
Особенности полуавтоматической сварки
Полуавтоматическая сварка обозначается MIG/MAG. MIG – аббревиатура, образованная от Metal Inert Gas – сварка, которая выполняется в среде инертного газа: гелия, аргона или его смеси с углекислым газом. MAG – сокращенная аббревиатура Metal Active Gas, с применением активного газа, чаще всего – углекислого. Основное отличие полуавтоматической сварки – механизация процесса подачи плавящегося электрода.
Источники питания для полуавтоматической сварки
Используют трансформаторные и инверторные источники питания. У них такие же плюсы и минусы, как у аппаратов для электродуговой сварки.
Электроды для полуавтоматической сварки
Для полуавтоматической сварки используют плавящиеся электроды в виде проволоки, уложенной в катушки или кассеты. Она может быть с медным покрытием или без него. Покрытие обеспечивает равномерную подачу проволоки и снижает ее контактное сопротивление, а это приводит к стабильному горению дуги и малому разбрызгиванию электродного металла.
Еще одно преимущество таких электродов – минимальное количество вредных для сварочного шва примесей. Дело в том, что неомедненная проволока покрывается технической смазкой, содержащей жирные кислоты, щелочь и воду. Они становятся поставщиками водорода в металл шва и вызывают его пористость.

Комплект оборудования для полуавтоматической сварки
Преимущества и недостатки полуавтоматической сварки
- малая зона термического влияния, позволяющая без прожогов варить металл толщиной до 0,5 мм;
- высокая производительность;
- возможность варить элементы разной толщины;
- высокое качество швов;
- возможность проведения работ в любом пространственном положении;
- отсутствие шлаковой корки и необходимости механической доработки швов.
- сварочные работы проводятся только в закрытых помещениях, поскольку на отрытом воздухе газовая защита сдувается;
- обязательное наличие качественной вентиляции для удаления углекислого газа.
Применение полуавтоматической сварки
Сфера применения полуавтоматической сварки такая же, как и электродуговой.
Особенности аргонодуговой сварки
Аргонодуговая сварка обозначается аббревиатурой TIG. Это сокращение от Tungstren Inert Gas. Она выполняется в среде защитного газа – аргона. Он на 35 % тяжелее воздуха и легко вытесняет его из зоны сварки. При этом аргон не вступает в реакции с другими веществами, содержащимися в воздухе или металлах. В результате количество дефектов в швах минимально. Аргон можно заменить гелием или смесью аргона с кислородом.
При аргонодуговой сварке электрод не касается поверхности металла. Для зажигания дуги используется осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют воздух в небольшом промежутке между электродом и поверхностью металла, и дуга зажигается при подаче тока на электрод.
Источники питания для аргонодуговой сварки
Для аргонодуговой сварки используют и трансформаторные, и инверторные источники питания. По типу питающей сети они делятся на однои трехфазные. По поддерживаемым режимам работы аппараты TIG бывают двух видов:
- DC – работают только на постоянном токе;
- AC/DC – на постоянном и переменном.
Электроды для аргонодуговой сварки
Аргонодуговую сварку выполняют неплавящимися вольфрамовыми электродами. Швы образуются за счет расплавления кромок соединяемых элементов. Для сварки толстостенных деталей дополнительно используют присадочную проволоку. Для работы на постоянном и переменном токе используют разные вольфрамовые электроды. Они выпускаются в чистом виде или легированные специальными добавками для разных условий работы.

На фото – схема выполнения аргонодуговой сварки
Преимущества и недостатки аргонодуговой сварки
- отсутствие шлаковой корки и необходимости ручной доработки швов;
- минимальное количество дефектов в сварных швах;
- отсутствие разбрызгивания металла;
- возможность соединения разнородных металлов.
- невысокая производительность;
- сложная настройка оборудования и высокая квалификации сварщиков.
Применение аргонодуговой сварки
Оптимальна для тонкостенных изделий и трудносвариваемых металлов. Она подходит для работы с любыми сталями, включая оцинкованные и нержавеющие. С ее помощью можно варить медь, чугун, титан и другие цветные металлы. Для соединения алюминиевых элементов аргонодуговая сварка самый подходящий вариант.
Особенности контактной сварки
Контактная сварка отличается ото всех остальных видов соединения металлов. При ее использовании соединяемые поверхности нагреваются в результате прохождения через место контакта электрического тока, а затем прижимаются друг к другу. Основные особенности контактной сварки – высокие значения сжимающего усилия (до сотен кг) и сварочного тока (до 1 000 А), а также малое время всего процесса – не более нескольких секунд.
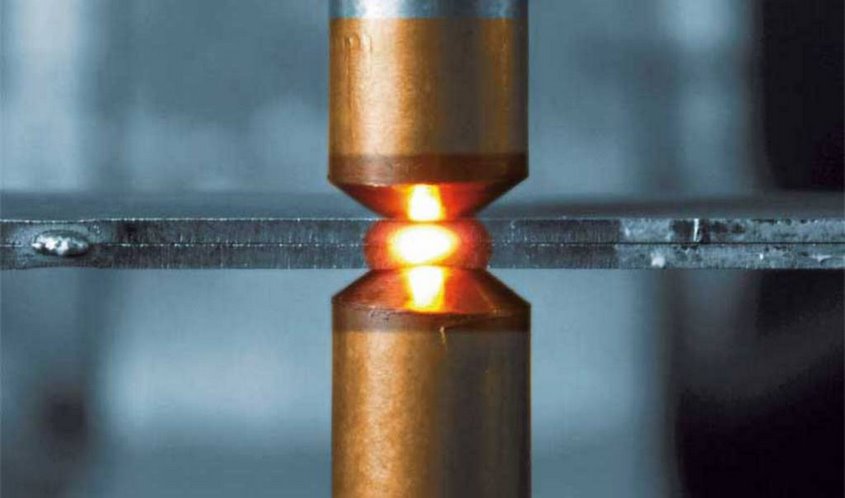
Так формируется сварочный шов при контактной сварке
Типы машин контактной сварки
По форме импульса и роду сварочного тока машины контактной сварки делятся на четыре типа:
- Аппараты переменного тока. Их основные узлы – трансформатор и тиристорный модуль. Трансформатор необходим для изменения стандартных параметров электрического тока, а тиристорный модуль – для подключения первичной обмотки трансформатора к питающему напряжению на время, достаточное для формирования сварочного импульса.
- Аппараты постоянного тока. Выпрямителями тока здесь являются силовые полупроводниковые вентили. Такие машины оптимальны для работы с алюминием и его сплавами.
- Аппараты конденсаторного типа. Их особенность в медленном накоплении электроэнергии в конденсаторе и последующем образовании мощного токового импульса. Сварка выполняется за очень короткое время. Оптимальна для работы с металлами с высокой теплои электропроводностью: серебром, медью или алюминиевыми сплавами.
- Низкочастотные аппараты. В них трехфазный ток промышленной частоты преобразуется в импульсы тока низкой частоты с помощью силовых выпрямителей. Используются для сварки легких сплавов на основе алюминия, магния и титана.
Электроды для контактной сварки
При контактной сварке электроды подводят ток, передают сжимающее усилие и отводят тепло. Они могут быть прямыми или фигурными, с плоской или сферической поверхностью. Последние отличаются большей стойкостью и меньшей чувствительностью к перекосам при установке, поэтому используются чаще. Электроды изготавливаются из медных сплавов, обладающих высокой тепло-, электрои жаропрочностью.
Преимущества и недостатки контактной сварки
- высокая степень автоматизации и производительность;
- стабильное качество сварных швов;
- не нужно использовать защитный газ или присадочную проволоку;
- низкий уровень химической неоднородности швов.
- узкая специализация;
- жесткие допуски на толщину стенок стыкуемых деталей.
Применение контактной сварки
По форме сварных соединений контактная сварка делится на следующие виды:
- Точечную. Используется для соединения тонких деталей толщиной от 0,02 мкм до 20 мм. Применяется при изготовлении электронных приборов, в судо-, самолетои автомобилестроении.
- Шовную. Используются электроды в форме роликов. Такой способ применяется для сварки листов толщиной от 0,2 до 3 мм. Он востребован при изготовлении различных емкостей.
- Стыковую. Детали соединяются сразу по всей плоскости соприкосновения. Такой способ удобен для изготовления трубопроводов, сверл или арматуры.
Контактная сварка подходит для работы с любыми металлами, включая разнотолщинные и разноименные.
Пример выполнения контактной сварки можно увидеть на видео ниже:
Заключение
Выбирая вид сварки, обязательно учитывают:
- толщину металла свариваемых деталей;
- серийность продукции;
- химический состав основного металла.
При этом электродуговая сварка удобна при работе в труднодоступных местах и наложении коротких швов, расположенных на большом расстоянии друг от друга. Она оптимальна для установки прихваток.
Полуавтоматическая сварка больше подходит для швов сложной конфигурации и средней длины, расположенных в различных пространственных положениях. Она обеспечивает высокое качество швов, поэтому применяется для сборки ответственных конструкций.
Аргонодуговая сварка подходит для работы с любыми металлами. Ее используют для соединения тонкостенных изделий и разнородных металлов, но особенно подходит она для сварки алюминия и его сплавов.
Контактная сварка считается самой производительной для работы с тонкостенными деталями. Часто является единственным вариантом соединения валов, стержней или прутов.
Какая сварка лучше: дуговая или полуавтомат

Какая сварка лучше: дуговая или полуавтомат? Об этом часто спрашивают те, кто обращаются к специалистам за помощью в сварочных работах. Однако здесь нет единого ответа, ведь у всех сварочных методов есть свои достоинства и недостатки – им и посвящена эта статья.
Как работает дуговая сварка

Прежде чем отвечать на вопрос о том, какая сварка лучше – ручная дуговая или полуавтомат, нужно понять принципы действия этих способов. Для ручной дуговой сварки применяют плавящиеся и неплавящиеся электроды. Металл плавится электрической дугой, что полностью соответствует названию. За счет плавления материалы заготовки и электрода смешиваются, а качество шва зависит от химического состава металлов и такого показателя, как свариваемость. Немаловажную роль также играют диаметр, химический состав и тип электрода.
Также при дуговой сварке специалист сам устанавливает необходимый режим работы в соответствии с толщиной металла и длиной шва. Режим зависит от длины сварочной дуги, плотности и силы тока. При соединении толстых металлических листов используют несколько подходов, тогда как тонкие допускается соединять внахлест.
Сваривание дуговым аппаратом производится вручную, за счет чего повышается эффективность работы, а также достигаются такие преимущества, как:
- простое использование и обслуживание оборудования;
- научиться азам дуговой сварки под силу любому;
- соединение металлических элементов может происходить в разных положениях: снизу, сверху, под углом, сбоку;
- за счет согнутого электрода удается накладывать шов даже на труднодоступных участках;
- технология подходит для работы с большим количеством металлов.
Однако прежде чем решить, какая сварка лучше – дуговая или полуавтомат, нужно назвать и минусы первого подхода:
- испускаемое дуговым аппаратом электромагнитное излучение вредно для человека;
- качество швов непосредственно зависит от навыков специалиста, выполняющего их;
- сниженные КПД и показатель производительности относительно других подходов.
Все названное приводит к тому, что дуговая сварка используется при таких работах, как:
- соединение деталей и арматурных сеток;
- возведение прочных арматурных каркасов и сеток;
- скрепление стержней, монтаж конструкций из железобетона;
- подготовка арматуры без специальной стыковочной аппаратуры.
Аппараты дуговой сварки позволяют производить работы под любым углом, вне зависимости от сложности доступа. Этот способ считается универсальным, так как подходит для соединения элементов из цветных и черных металлов толщиной не менее 3 мм. Стоит оговориться, что дуговая система, как и полуавтомат, может использовать и при работе с более тонкими изделиями, но в этом случае понадобятся не только особые навыки сварщика, но и специализированные электроды.

На качество шва влияют следующие свойства металла:
- химический состав;
- показатель свариваемости, который включает в себя показатель склонности к образованию швов, изменения металла при сварке, пр.
При выборе электрода обязательно учитывают его:
- диаметр;
- химический состав;
- вид.
Еще одна особенность, влияющая на качество шва, – это режим сварки. При его выборе немаловажную роль играют:
- длина сварочной дуги;
- сила, плотность тока.
Способ дуговой сварки выбирают, исходя из толщины металла и длины шва, поэтому:
- толстый металл сваривают в несколько подходов;
- тонкую сталь соединяют внахлест, причем проплавление металла производится через верхний лист, либо встык – тогда между кромками соединяемых деталей прокладывают еще одну стальную полоску.
Если речь идет о работе на трубопроводе, то способы дуговой сварки зависят от пространственного положения шва, а также типа стыка, который может быть поворотным или неповоротным.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Прежде чем приступать к ручной дуговой сварке изделий, подготавливают кромки: их очищают при помощи растворителей, газокислородного пламени и кислот от масел, грязи, ржавчины и других загрязнений. Также возможна и механическая зачистка.
Что собой представляет сварка полуавтоматом

Действие полуавтомата основано на том, что переменный ток из электрической сети преобразуется в постоянный. Для этого в системе предусмотрены специальный модуль, высокочастотный трансформатор и несколько выпрямителей. Оговоримся, что сегодня существуют и более современные полуавтоматы, оснащенные блоком для регулировки коэффициента мощности в автоматическом режиме. Данный блок синхронизирует напряжения рабочих токов по синусоидам, в результате чего элементы соединяются максимально стабильно и качественно.
Рекомендуем статьи по металлообработке
Обработка металлических изделий при помощи инвертора-полуавтомата производится за счет непрерывной подачи электродной проволоки к месту горения электродуги с неизменной скоростью. В случае работы с полуавтоматом эта область обязательно защищается от внешних воздействий посредством газа – чаще всего используют углекислый газ, аргон. В результате удается получить безупречный по прочности шов, в котором содержится минимальная доля шлаков. Дело в том, что из-за газа при работе с полуавтоматом атмосферный воздух не может вступить в реакцию с разогретым металлом.
Процесс сварки инверторным полуавтоматом управляется при помощи микропроцессора, он отслеживает рабочие характеристики системы. Если фиксируются отклонения важных параметров, работа оборудования тут же корректируется.
Однако это не все достоинства использования полуавтомата, также стоит назвать следующие:
- небольшая масса полуавтомата – современная система, предназначенная для любителей, весит 5-6 кг, профессиональные установки всегда тяжелее;
- большое количество дополнительных функций, таких как защита от перепадов напряжения, встроенные измерительные приборы, автоматическая остановка и поддержание электродуги в горящем состоянии, защита от чрезмерного нагрева, пр.;
- плавная регулировка рабочего напряжения в зависимости от силы тока;
- встроенное в инвентор-полуавтомат вентилирующее устройство;
- точная настройка тока, что важно при соединении элементов из различных материалов.
Все современные полуавтоматы, в отличие от дуговых аппаратов, имеют очень высокий КПД, даже когда речь идет о недорогих моделях китайского производства. Также немаловажно, что при сварке не происходит разбрызгивание кипящего металла – появляются только небольшие брызги, которые не способны вызвать наплывы на соединенных поверхностях и другого рода дефекты.
В инверторах-полуавтоматах проволока подается равномерно, с постоянной скоростью. Этого эффекта не способен добиться даже самый опытный специалист, занимающийся дуговой сваркой.
Немаловажно, что инверторы подходят для работы со штучными электродами различного сечения. А если в полуавтомате есть вентильная горелка, то с его помощью можно выполнять даже аргонодуговую сварку.
Все перечисленные достоинства объясняют, почему инверторы-полуавтоматы считаются универсальными сварочными системами. Немаловажно, что они одинаково справляются как с крупными конструкциями, так и с заготовками из тонких листов металла, чего нельзя сказать об устройствах для ручной дуговой обработки.

Сегодня полуавтоматы широко применяются в экстремальных условиях, например, во время спасательных, аварийных, профессиональных монтажных, строительных работ, ремонта разного рода строений. Однако многие покупают инверторы для использования в быту – это стало возможно после снижения цены на такое оборудование. Именно для тех, кто использует полуавтоматы в домашних условиях, предназначены наши советы по выбору данных систем.
Какая сварка лучше: дуговая или полуавтоматическая
Вопрос о том, какая сварка лучше дуговая или полуавтомат, сразу отпадает, как только становится ясно, что эти два вида используются для разных работ:
- Дуговая сварка не подходит, если нужно соединить элементы кузова автомобиля – в теории это возможно, но слишком сложно.
- Для кузовных работ выбирают не дуговой аппарат, а полуавтомат, так как сила тока в этом случае оптимальна для работы с тонким металлом.
- Полуавтомат справляется с цветными и тугоплавкими металлами, тогда как дуговая сварка не дает возможности наварить шов на меди или алюминии. При этом качественный прибор для дуговой сварки не заменить ничем, если идет работа с черными металлами. А его обслуживание, даже с учетом всех необходимых расходников, обходится гораздо дешевле, чем содержание аналогичных полуавтоматов.
- Полуавтомат необходим, если нужно быстро и крепко соединить пару элементов. Такой вид сварки, как автоматический, применяется во всех сферах промышленности, ведь он позволяет работать с любыми металлами различной толщины.
- Полуавтомат отличается повышенным КПД по сравнению с дуговой сваркой, при этом требует небольших материальных затратах.
Прежде чем приступать к сварке полуавтоматом, начинающий специалист должен освоить как теорию, так и практику, поскольку эти две составляющие тесно связаны между собой.
Повторим, что невозможно выбрать только один аппарат, отвечая на вопрос о том, какая сварка лучше – дуговая или полуавтомат, если не учитывать цели приобретения устройства. Четко представляя план работ, вы сможете купить действительно хорошее устройство за разумную сумму.
В первую очередь выберите, для чего вы будете использовать сварочную технику:
- в быту, если требуется не больше 20–30 минут непрерывной работы;
- в профессиональной работе, когда аппарат должен постоянно использоваться в течение 8 часов, то есть одной смены;
- в промышленности, если необходима трехсменная работа.
Одной из основных характеристик устройства для сварки полуавтоматом специалисты называют продолжительность включения, то есть длительность бесперебойной, непрерывной работы оборудования относительно общего времени использования. Высокий уровень данного показателя свидетельствует об эффективности аппарата. При выборе важно изучить все характеристики устройства, тип обмотки и другие особенности.
Также стоит принимать во внимание ток сварки, поскольку он бывает:
Оговоримся, что устройства, работающие с переменно-постоянным током, отличаются доступной ценой, универсальностью.
Также все сварочные аппараты делятся на типы по числу рабочих фаз:
- однофазные, подключаются к источнику электроэнергии в 220 В;
- трехфазные, эксплуатируемые на производстве;
- универсальные, которые работают от одной или трех фаз.
Еще один ключевой показатель – мощность устройства. Более мощные сварочные системы легко режут и сваривают толстые материалы, но при этом они потребляют немало электроэнергии. В зависимости от КПД, мощность полуавтомата в большей или меньшей степени отличается от значения данного параметра.
Не менее важно проверить напряжение холостого хода. При высоком значении этого показателя от устройства можно добиться быстрого, легкого и стабильного образования дуги. Для трансформаторных аппаратов хватает 50–55 В напряжения, если речь идет об инверторах, то 90 В, а для полуавтоматов – 40 В.
Кроме того, необходимо учитывать значения сварочных токов, ведь именно на их основе выбирают электроды. Самые высокие показатели в этом случае нужны, если планируются масштабные работы с изделиями большой толщины.
Выбор степени защиты
Вне зависимости от типа, сварочные аппараты не терпят пыли, повышенной влажности, температуры, внешних механических воздействий. Поэтому устройство должно обладать высокой степенью защиты, в соответствии с международной системой классификации IEC_60529. Чаще всего можно встретить класс защиты IP 21, где «2» говорит о том, что аппарат защищен от попадания внутрь любых предметов (если их размеры больше 12,5 мм), а «1» – это свидетельство защиты от вертикального проникновения влаги, капель.
Если требуется более высокий класс защиты, лучше отдать предпочтение IP 23. В этом случае аппарат защищен от брызг под углом 60° относительно вертикальной плоскости, то есть устройство может эксплуатироваться даже под дождем, хотя производители и опытные сварщики настоятельно не рекомендуют работать в таких условиях.
Если говорить о защите от нагрева, выделяют такие классы:
- Н, предполагает устойчивость до 180°;
- F – устойчивость до 155°;
- В, выдерживает до 130°.
Часто можно встретить современные сварочные аппараты, снабженные защитой от перегрева, что упрощает работу, ведь при необходимости устройство отключается. А значит, не допускается его нагрев до критического уровня.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Что такое электродуговая сварка. Принцип работы электросварки

Самым востребованным и распространенным способом сваривания металлов на сегодняшний день является электрическая дуговая сварка. Технология характеризуется универсальностью. Она отлично показала себя и на производственных участках, и в мастерских, и на частных подворьях. Она обладает большим списком достоинств – простота использования (под силу даже новичкам, не имеющим никакого опыта), доступность оборудования и расходных материалов, хорошее качество конечного результата. Тем не менее, перед началом работ требуется некоторый уровень теоретической подготовки, базовые знания принципов работы оборудования и особенностей технологии.
Что такое электродуговая сварка
Знакомство следует начинать с принципов работы. Во время электродуговой сварки металлические кромки деталей, которые примыкают одна к другой, плавятся под воздействием высокой температуры. Ее источником является электрическая дуга, которая образуется в результате замыкания цепи.
Во время работы сварщик перемещает электрод по стыку. Вслед за ним перемещается и расплав, называемый сварочной ванной. Со временем расплавленный металл стынет и образует монолитное прочное соединение, которое называется сварным швом. Данная технология имеет одну характерную особенность. Из-за высокой температуры расплав активно взаимодействует с атмосферным кислородом, азотом и влагой. В результате такой реакции снижаются прочностные характеристики соединения.
Чтобы предотвратить окисление свариваемого металла и защитить сварочную ванну от неблагоприятного воздействия, используются инертные газы: углекислый газ, аргон, гелий и другие. Одним из основных компонентов электрической дуговой сварки является электрод. Он может быть плавящимся или же нет. В первом случае материал, из которого состоит электрод, войдет в состав сварного шва. В случае использования неплавящихся электродов применяются флюсовые добавки, которые чаще всего просыпаются вдоль стыка в виде специального порошка.
Принцип сварки электродом
В основе технологического процесса электродуговой сварки лежит несколько принципов, среди которых – пробой и короткое замыкание. На первом из них стоит сосредоточить особе внимание. Он базируется на пробое диэлектрика, который образуется в результате заполнения межатомного пространства заряженными электрическими частицами. Положительный заряд создают ионы, а отрицательный – электроны.
Существует немало ситуаций, при которых пробой возможен для любого диэлектрика. А вот относительно электродуговой сварки, то здесь пробой воздушной массы образуется между массой и электродом. Во время эксплуатации оборудования на расходнике образуется заряд с низким напряжением и в то же время большой силой тока – от 80 до 200 ампер. Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
В момент, когда электрод прикасается к свариваемой поверхности, образуется короткое замыкание. В результате генерируется электрическое поле высокой мощности. В этом поле и получается пробой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Виды электросварки
Существует несколько разновидностей электрической дуговой сварки. Для каждой характерны отличительные особенности, которые в итоге сказываются на качестве сварного соединения. Принято отличать такие виды электродуговой сварки:
- ручная. Держателем управляет рука человека. Не предусматривается использование дополнительных механизмов, манипуляторов и т.д.;
- механизированная. Подача присадки в рабочую область выполняется автоматом. Остальные манипуляции специалист делает вручную;
- автоматическая. Сварочный прочес полностью автоматизирован. Оборудование без вмешательства человека разжигает дугу, перемещает его по стыку, регулирует показатели длины пламени, обеспечивает подачу расходных материалов.
По технологическим признакам электродуговая сварка делится в зависимости от способа выполнения процесса:
- пучком. Для выполнения работы несколько электродов связываются в пучок. Их наконечники свариваются, чтобы обеспечить беспрепятственное прохождение электрического разряда. Допускается использование токов в широком диапазоне значений;
- лежачим электродом. Подразумевается, что может проводиться укладка с обмазкой длиной 50-120 см в угол или предварительно разделанный стык. Поверх укладывается медный брус продольной канавкой. После этого к источнику тока подключаются электрод и сама заготовка. При помощи угольного стержня разжигается дуга, которая уходит под медный брусок. Она перемещается по канавке, расплавляет ранее уложенный плавящийся электрод и таким образом сваривает заготовки;
- наклонным электродом. Метод дает возможность заметно повысить производительность. При выполнении работ стержень зажимается в обойме, которая перемещается по стойке под воздействием своего веса. То есть, сварочная дуга разжигается, в результате чего плавятся электроды. По мере уменьшения его размеров вниз опускается и удерживающая обойма.
Оборудование для электродуговой сварки
Для электродуговой сварки достаточно иметь традиционный трансформаторный аппарат. Это давно известное классическое сварочное оборудование. Принцип его работы прост: трансформатор понижает напряжение, повышая при этом силу тока. Оборудование рассчитано для работы с источником переменного тока. Но такие установки обладают критическими недостатками: большим размером и весом. Его неудобно перемещать как до объекта работы, так и во время сварочного процесса. Чтобы облегчить участь, специалисты устанавливают оборудование на мобильные платформы. Но это слабое подспорье, поскольку габариты только увеличиваются и техника становится менее поворотливым.
В случаях, когда требуется мобильность и производительность, то выходом из ситуации станет конвертор. Работа установки заключается в преобразовании переменного бытового тока в высокочастотный. После этого он трансформируется в постоянный. Установки характеризуются компактными размерами и небольшим весом. Инвертор характеризуется стабильной электрической дугой, что положительно сказывается на качестве шва. Он предусматривает возможность работы с током прямой или обратной полярности.
Особенности выполнения работы
Качественное сварное соединение можно получить только при условии соблюдения всех требований технологического процесса. Любое отклонение приведет к ухудшению качества шва или же к откровенному производственному браку.
Особенности технологии электродуговой сварки:
- Прежде всего требуется подготовка свариваемых поверхностей. Стыки зачищаются от мусора и обезжириваются. В некоторых случаях требуется дополнительная разделка кромок. После можно приступать непосредственно к свариванию. Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга.
- Чтобы процесс происходил быстрей, а сварные швы получились максимально качественными, на электроде присутствуют вспомогательные элементы. Для этого лучше всего подходят кальций, натрий и калий. Благодаря им металл энергичнее делится на частички.
- Для сварочного процесса может использоваться как открытая, так и закрытая электрическая дуга. При открытой дуге в область сварки проникает много атмосферного азота. Он отрицательно влияет на качество соединения и структуру сварного шва. Чтобы уменьшить отрицательное влияние на поверхность расходных материалов наносится металлический слой. В промышленных масштабах чаще всего применяется способ сваривания заготовок посредством закрытой электрической дуги. В этом случая рабочая зона защищена от воздействия атмосферного кислорода и других газов.
- Сварку металла можно выполнить при помощи разных аппаратов. Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.
Выбор метода и техники сваривания зависит от условий выполнения работ и материалов, которые соединяются.
Меры безопасности
Во время выполнения манипуляций по электродуговой сварке металлов следует соблюдать меры безопасности:
- Обязательно одевается одежда сварщика, изготовленная из специального огнезащитного материала. Костюм и другие элементы амуниции защищают тело от вероятности получения ожога. Раскаленный металл во время работы разлетается в разные стороны. Особенно внимательно нужно экипироваться перед потолочной сваркой.
- Допускается хлопчатобумажная спецовка в случаях выполнения кратковременных работ. Ни в коем случае нельзя использовать одежду из искусственных материалов. Она легко воспламеняется и отлично поддерживает огонь.
- Глаза и лицо должны быть защищены специальной маской сварщика.
Электродуговая сварка хорошо подходит для разных свариваемых металлов. При выполнении работ следует придерживаться технологии и всех требований по технике безопасности. Только в таком случае специалист будет защищен от возможной травмы, которую может спровоцировать электрический разряд или раскаленный металл.
Читайте также: