Электроды для мма сварки что это
Обновлено: 16.05.2024
Ручная дуговая сварка подразумевает использование множества разновидностей электродов, классифицировать которые невозможно по какой-либо общей системе.
Существует условное разделение электродов в зависимости:
- от назначения;
- их механических свойств;
- состава наплавленного металла;
- вида и толщины покрытия.
Подбор электродов может вызвать затруднение у тех, кто освоил первые шаги в сварочном деле. Зачастую, мастера задействуют одни испытанные электроды, чтобы не прибегать к помощи различных таблиц и справочных источников, подбирая нужный тип расходника.
Рассмотрим, каким образом стоит подходить к выбору электрода под конкретную задачу. Существуют важные критерии при подборе:
- свариваемый металл;
- требования, которым должно соответствовать конечное изделие.
В быту чаще можно востребованы конструкции из черного металла и, главный момент здесь, содержание в нем углерода. К примеру, это может быть низкоуглеродистая, средне- либо высокоуглеродистая сталь или вообще чугун. Также очень распространена нержавеющая сталь.
Способы создания конструкции не влияют на выбор типа электрода.
Чтобы добиться необходимой прочности будущего изделия, используют конструктивные методы: берется нужный по размерам и толщине профиль, задействуют различные уголки, накладки, укосины.
Требования, предъявляемые к конструкции, бывают связаны с большой разницей действующих температур. К примеру, печь в бане, котел или любые другие объекты, где швы будут испытывать на себе частые перепады температур.
Сварные швы могут подвергаться вибрационным нагрузкам. Так, конструкция вибростола для формирования изделий из бетона.
Типов покрытий бывает множество, а вот наиболее распространены всего четыре: рутиловое, основное, целлюлозное и кислое. Остановимся подробнее на первых 2 типах — рутиловом, а также на основном.
Электрод, имеющий рутиловое покрытие используются в 90% всех сварочных работ. Чтобы сделать выбор, необходимо выяснить из какой марки стали наши заготовки, и нужно понимать, какого рода конструкцию предстоит сварить. Для сварки рядовых конструкций: стальных дверей и ворот, козырьков и навесов, как правило, применяется металл марки — сталь 3. В этих случаях выбирают электроды, имеющие рутиловое покрытие. Известных марок довольно много:
Плюсы этих электродов в легкости возбуждения дуги. Отлично подойдут, чтобы сделать «прихватки» и для основной обварки. Позволяют варить немного отрывая дугу, не создавая во время этого поры в шве. Демонстрируют хорошее горение на различных длинах дуги — это удобно для новичков, которые еще не имеют достаточного опыта и им сложно держать постоянную длину дуги. Для работы можно использовать инвертор — аппарат с постоянным сварочным током либо устройство с переменным током — сварочный трансформатор.
Работа электродами, которые имеют рутиловое покрытие, не подразумевает какие-либо особые требования к состоянию поверхности металлической заготовки.
Основное покрытие электродов актуально, если есть отличия хотя бы по одному критерию —используется нестандартный металл либо имеется специальное конструктивное требование. Например, когда изделие не отвесное, но планируется изготовить его из стали с высоким содержанием углерода.
Либо в обратной ситуации, когда заготовки из стали стандартной марки, однако изделие будут подвергаться высоким нагрузкам. Увеличенные механические свойства сварного шва, в данном случае, отвечают за увеличение надежности изделия.
Примеры марок электродов, где применено основное покрытие:
- УОНИИ 13/45;
- УОНИИ 13/55;
- УОНИИ 13/65;
- ОК 48.00;
- ОК 53.70;
- LB 52U.
При выполнении задач с помощью такой оснастки у начинающего сварщика могут возникнуть сложности:
- Такой электрод труднее поджигается, повторный поджиг особо осложнен.
- При выполнении сплошных швов — сварка с отрывом исключена.
- Требует более вдумчивой, точной настройки токов сварочного аппарата.
- Важно состояние свариваемых заготовок — чистые кромки, отсутствие ржавчины, лаков и красок, вообще любых загрязнений.
Можно выделить еще несколько специфических отличий сварочного процесса с применением электрода с основным покрытием:
- Покрытие обладает большей текучестью, чем рутиловое.
- Более отчетливая сварочная ванна.
- Горение сопровождается меньшим выделением шлака.
Для сварки используют исключительно инверторы — аппараты постоянного тока.
Перед приобретением электродов, смотрите на информацию с упаковки изделия, зачастую, именно там максимально раскрыты подсказки о свойствах и назначении.
Сварочные электроды
Сваркой называется технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
Ручная дуговая сварка (ММА)
Сущность процесса ММА
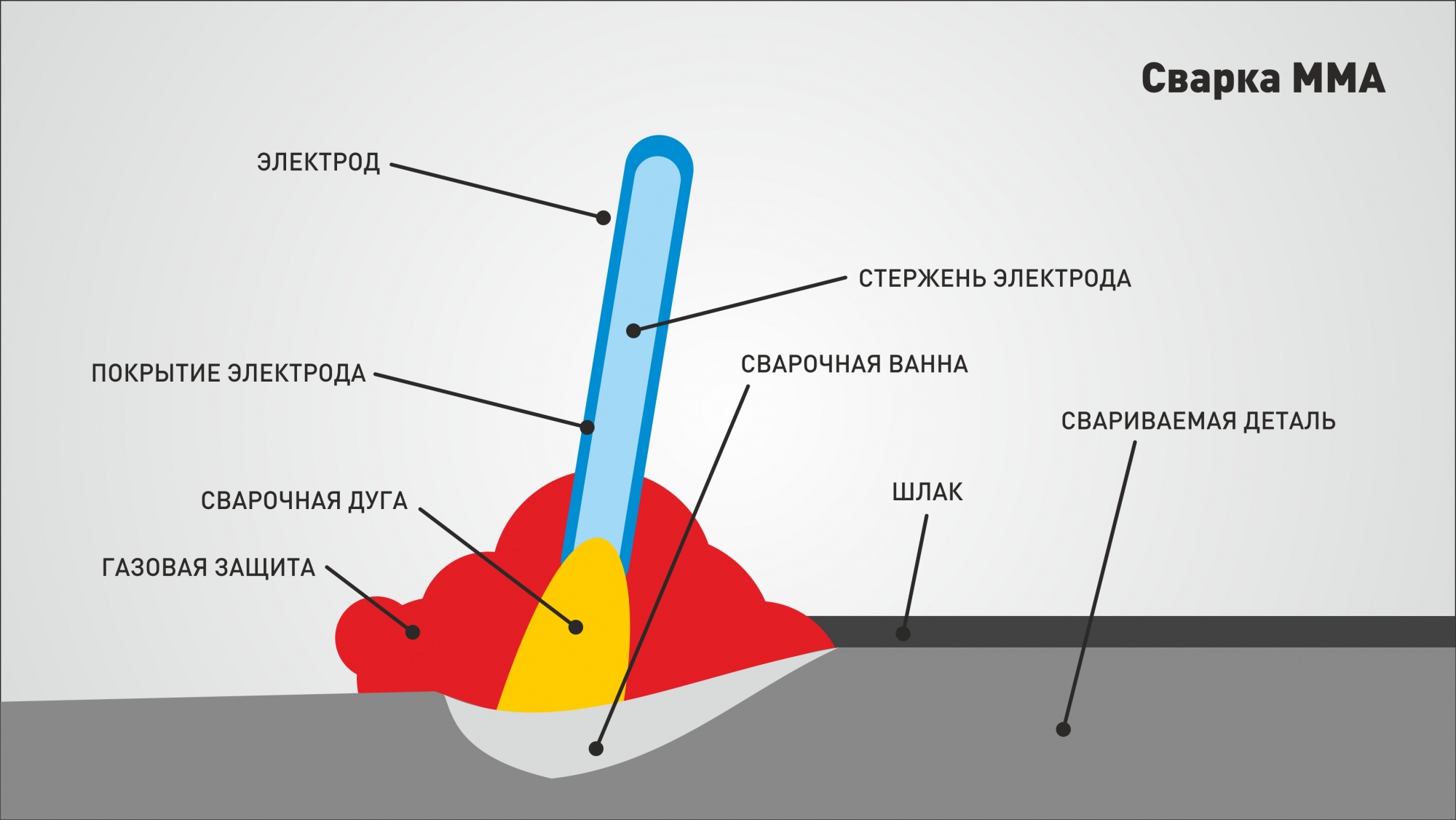
Ручная дуговая сварка (ММА) - это процесс дуговой сварки, при котором используется дуга, горящая между покрытым электродом и сварочной ванной. Покрытый электрод представляет собой металлический стержень, на который нанесено покрытие.
Юхин Н.А. Выбор сварочного электрода

Пособие содержит необходимые сведения о классификации, конструкции отечественных покрытых электродов для ручной дуговой сварки, а также об их условных обозначениях. Приведен перечень электродов наиболее распространенных типов и марок (около 220 наименований) с указанием их технических характеристик и назначения. Даны краткие рекомендации по выбору электродов для сварки различных сталей, металлов и сплавов, а также резки и наплавки.
В пособие, кроме того, включены таблицы для расчета требуемого количества электродов и данные о примерном соответствии отечественных электродов зарубежным.
Юхин Н.А. Ручная сварка при сооружении и ремонте трубопроводов пара и горячей воды

В иллюстрированном пособии изложены принципы и особенности ручной дуговой сварки трубопроводов пара и горячей воды покрытым электродом, аргонодуговой сварки вольфрамовым электродом и газовой сварки ацетиленокислородным пламенем. Содержатся сведения о технологии и технике сварки трубопроводов, их ремонте с помощью сварки. Пособие рассчитано на электросварщиков ручной сварки и газосварщиков, занятых сооружением и ремонтом трубопроводов пара и горячей воды
Ручная дуговая сварка. Выбор и обозначение сварочных электродов (видео)
Ручная дуговая сварка покрытыми электродами один из старейших способов сварки, но до сих пор широко используется при строительстве и ремонте металлоконструкций. Поэтому многим будет интересна информация о классификации и расшифровке обозначения сварочных электродов согласно ГОСТ, EN, AWS и DIN.
Для закрепления полученных знаний рекомендуем прочитать статью Ручная дуговая сварка (ММА)
Зажигание и удержание дуги при ручной дуговой сварке покрытыми электродами (видео)
В данном видео идет речь о зажигании и удержании дуги при ручной дуговой сварке (MMA, SMAW) покрытыми электродами АНО-21 диаметром 3 мм.
Подписывайтесь на канал Владимира Овчинникова, чтобы не пропустить новые видео!
Основные характеристики сварочного инвертора
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.

Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.

Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.

Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.

На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.

Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами»

Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.

Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.

Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.

В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации

Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Основные виды сварки
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают. Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами. Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.

В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой. Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- (в отечественной классификации – ручная дуговая сварка, или РДС) (аргоно-дуговая) (полуавтоматическая, проволокой).
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако. Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него. Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:

Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.
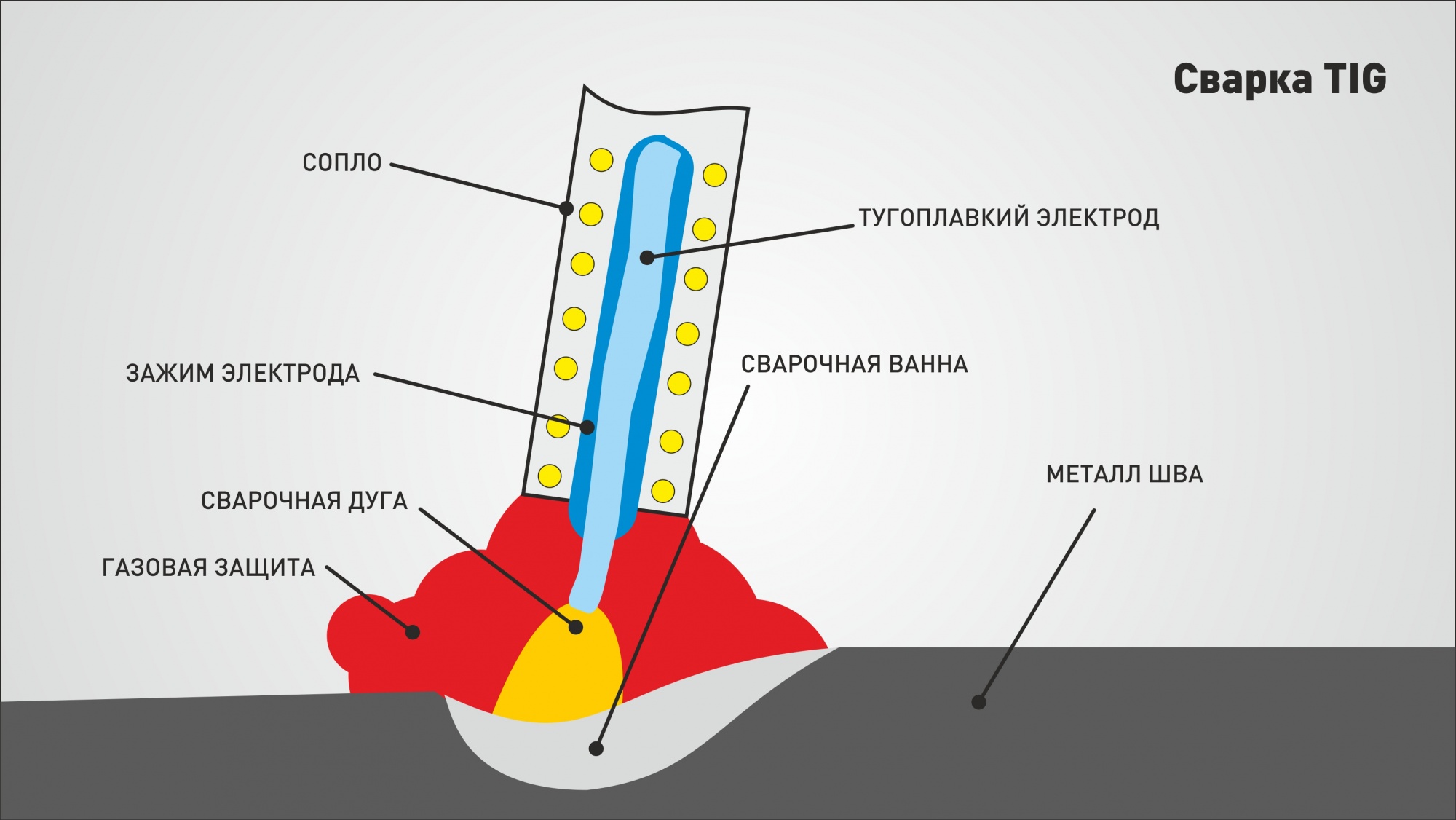
Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто. (А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем. Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.

Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т.н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
MIG-MAG
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла. Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
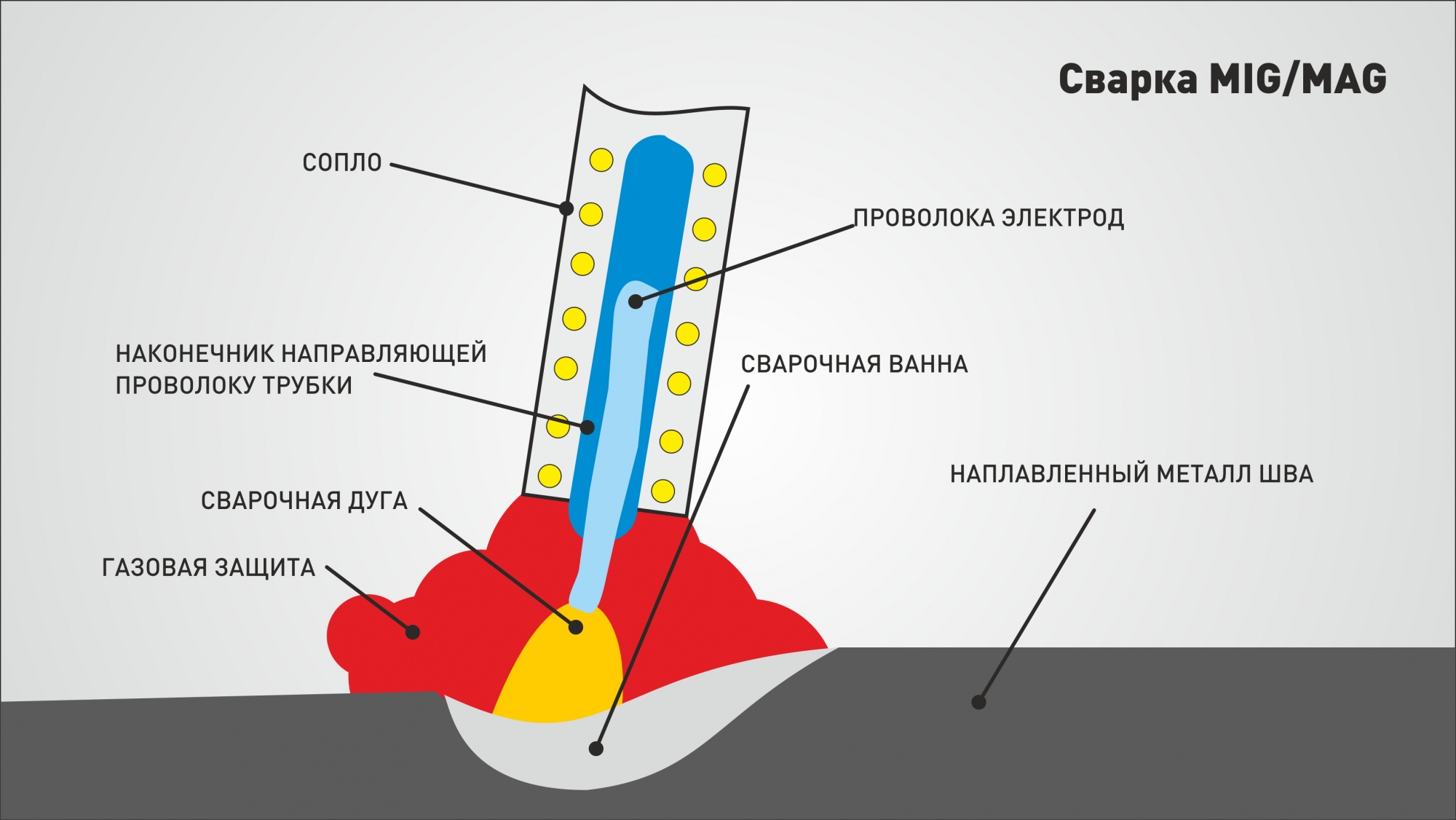
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой. Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.

Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги. А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки. Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
Лидер народной популярности – сварка ММА

Виды сварки
Для начала разберёмся с аббревиатурой ММА: это Manual Metal Arc – ручная дуговая сварка инвертором или через трансформатор с использованием электродов. Старое «советское» название было проще и понятнее: РДС – ручная дуговая сварка.
Сварка ММА – абсолютный чемпион среди сварочных технологий по популярности среди широких масс населения в течение долгого времени. Да и сам способ очень старый – его изобрели еще в конце 19-го века. ММА прост и недорого – вот два главных критерия, выводящих его на почетный и заслуженный пьедестал народной любви.
Суть сварки ММА
Для того, чтобы произошла сварка ММА, нужно совсем немного: чтобы плавился подходящий металлический электрод. Возможность применения электрода определяется видом его обмазки, диаметром, составом металлического сплава стержня – все эти параметры уложены в довольно обширную классификацию сварочных электродов.
Покрытие электрода защищает сварочную ванну от главного врага качественной сварки – кислорода, который окисляет металл. Сварочный шов формируется за счет плавящегося стержня, а обмазка электрода превращается в шлак.

Технология сварки MMA.
Варить способом ММА можно и на постоянном, и на переменном токе. Если ток постоянный, подключать зажим и держатель можно двумя способами, то есть работать можно как на прямой, так и на обратной полярности. Если ток переменный, вариант подключения электрода не играет никакой роли.
В настоящее время существует огромное количество сварочных аппаратов в виде инверторов, среди которых можно найти самую подходящую версия для себя с учетом опыта, вида планируемых работ и так далее.
Основы сварочного процесса
Первым делом решается вопрос, на каком типе тока нужно проводить работу. Современные сварочные аппараты способны функционировать при любом токе. Просто нужно учитывать, что с переменным током работать сложнее, потому что электрическая дуга не очень устойчива, и сварочный шов может потерять в качестве.
Поэтому выбор типа тока будет в большей степени зависеть от профессионального опыта: если он есть, можно работать и на переменном. Если же вы в начале славного пути сварщика, вашим выбором должен оставаться постоянный ток: на нем работать легче.
Кстати, с некоторыми металлами или сплавами можно иметь дело только на постоянном токе.

Обратная и прямая полярность.
Полярность подключения может быть также двух видов:
- Прямая полярность имеет место при подключении минуса на электроде, а плюса на массе.
В этом случае направление тока идет от электрода к детали, которая как раз нагревается – в отличие от электрода, который остается холодным. Прямая полярность применяется в узких сферах, к примеру, во время сварки листового металла. - Обратная полярность – это подключение плюса на электроде, а минуса на клемме массы.
В данном случае направление тока идет в обратном направлении: от металла к электроду, что приводит к нагреванию электрода.
Следующий шаг – определиться с правильной силой тока, которая зависит прежде всего от толщины свариваемого металла. Рассчитывать силу тока удобнее по формуле: 40 ампер на каждый миллиметр толщины детали. Значение тока выставляется легко: на панели регулятором.
Теперь пора разжигать электрическую дугу – главный элемент ММА. Данный этап можно назвать самым ответственным и самым сложным. Пожечь дугу можно двумя способами: либо прикоснуться концом электрода и затем резко оторвать его, либо чиркать электродом, как спичкой.
Главное — получить стабильную и ровную дугу, от этого зависит качество сварочного шва в итоге. Прежде всего для этого электрод нужно держать над поверхностью всегда на одинаковом расстоянии – вести его как можно ровнее. Расстояние должно быть оптимальным.
Будете держать выше, чем нужно — дуга потухнет, ниже – электрод залипнет на поверхности.
Сам процесс сварки идет в сварочной ванне. Чтобы она формировалась, металл должен хорошенько прогреться, для этого можно обернуть пару раз электрод в месте старта сварки. Ширина сварочной ванны должна быть адекватной и одинаковой ширины по ходу всего шва.
Для того, чтобы все это получилось, нужна, конечно, практика. Качественная сварка ММА получится только у мастеров с опытом. Новичкам такие требования поначалу кажутся очень сложными. Но метод осваивается быстро. Ведь именно из-за простоты и доступности ММА так популярна и на строительных площадках, и на дачных участках.
Преимущества ММА

Сварка металлов электродом.
Преимущества электродуговой сварки мощные и не вызывают никаких сомнений:
- Универсальность технологии: с ее помощью можно варить практически любые металлы.
- Варить можно в любом положении, включая ограниченное пространство.
- Технология ММА выдерживает любые неблагоприятные условия внешней среды.
- Возможность использования в домашних условиях, недорогие составляющие.
Недостатки ММА
На самом деле все нижеперечисленные минусы можно таковыми не считать.
Это, скорее свойства технологии, которые нужно учитывать:
- Относительно низкая производительность, особенно в сравнении с полуавтоматом.
- Технология требует профессионального опыта.
- Непростой процесс розжига дуги с риском залипания.
- Вред здоровью от испарений обмазки некоторых видов электродов во время сварки.
Следует отметить, что современное оборудование помогает избежать неприятностей типа залипания электрода из-за неправильного розжига дуги. Многие модели снабжены продвинутыми функциями «горячий старт» и «антизалипание», которые сделают сварку ММА для начинающих более-менее легкой и доступной.
Конечно, все преимущества сварки ММА многократно перевешивают ее недостатки. Доступность и универсальность метода неоспоримы. Кроме того, стоимость оборудования для ММА намного ниже в сравнении с ценами на аппараты аргонодуговой или полуавтоматический сварки.
Сварочное оборудование для ММА
Выбор аппарата для работы по методу ММА – дело непростое из-за многочисленности моделей, предлагаемых на рынке. В этом изобилии нужно разбираться. Поэтому несколько советов по поводу оборудования для ММА:
Трансформаторы

Устройство инвертора для сварки MMA.
Ветераны сварочного движения – неприхотливые, недорогие, тяжелые, с большими габаритами, управляемые только вручную. Это, конечно, стационарные аппараты.
Суть их действия – преобразование сетевого тока в сварочный с помощью катушки – сердечника с обмотками из металлической проволоки. Варить нужно на переменном токе.
Сварочные выпрямители
Аппараты для преобразования переменного тока в постоянный. При постоянном токе сварочные швы формируются ровными, аккуратными и крепкими, а это самое главное в сварке.
Выпрямители – близкие родственники трансформаторов, особенно с точки зрения их габаритов и большого веса. Для работы на них нужны практические навыки сварщика.
Инверторы
Вот самый оптимальный выбор современного аппарата со всех точек зрения. С инверторами РДС становится доступной, простой и эффективной даже в руках новичков. В них нет никакой катушки, действие строится на электронном плато со встроенным выпрямителем.
На выходе уже получается постоянный ток с корректировкой его стабильности.
Подавляющее большинство имеют продвинутые функции, помогающие избежать залипания электродов, помогают с быстрым розжигом дуги.
Инверторы компактны, имеют небольшой вес и способны к передвижению. Инвертор можно повесить даже на плечо.
Читайте также: