Электроды для сварки э46а
Обновлено: 20.09.2024

Электроды для сварки
Электроды Э46, выпускаемые в соответствии со стандартами ГОСТ 9467-75 и 9466-75, предназначены для соединения деталей из конструкционных сталей (как углеродистых, так и с небольшим содержанием легирующих компонентов). Материал шва отличается пониженным сопротивлением на разрыв, поэтому стержни не используют при сварке ответственных узлов. У российских электродов существуют импортные аналоги, имеющие близкие параметры.

Общие и технические характеристики электродов типа Э46
Электроды предназначены для ручной дуговой сварки деталей, изготовленных из низколегированных или углеродистых сталей. Стержни рассчитаны на подачу переменного или постоянного тока, положение сварки зависит от модификации.
Например, существуют изделия только для выполнения швов в основании конструкции, встречаются инструменты универсального типа (не допускающие движения стержня по вертикали вниз). Сила тока в цепи зависит от диаметра металлического сердечника и положения шва (варьируется от 60 до 290 А, указывается на заводской упаковке).
Расшифровка аббревиатуры
Обозначение Э46 декодируется следующим образом:
- Э – электрод;
- 46 – прочность соединения на разрыв в кг/мм² (соответствует 460 МПа).
Показатели
Основные характеристики Э46:
- коэффициент наплавки – 8,5 г/А*ч;
- расход стержней на 1 кг нанесенного металла – 1,7 кг;
- относительное удлинение шва при разрыве – 20%;
- вязкость наплавленного металла (при температуре +20°С) – не ниже 80 Дж/мм².
Перед работой необходимо прогреть инструмент в электрической печи на протяжении 1 часа при температуре около 160°С. В наплавленном металле присутствует от 0,09 до 0,12% углерода и от 0,5 до 0,8% марганца. Содержание кремния не превышает 0,15%, допускается присутствие серы и фосфора (не более 0,035%).
Рутиловое покрытие
На поверхности металлического стержня имеется покрытие, содержащее диоксид титана природного происхождения (рутиловый концентрат). Использование защитного флюса позволяет снизить вероятность образования трещин, рутил поддерживает равномерное горение дуги при использовании переменного тока.
Образующийся на поверхности шва шлак легко удаляется абразивным инструментом и постукиванием, при изменении длины дуги при ручной сварке в структуре металла не образуются поры.
Преимущества элементов
Преимущества электродов серии Э46:
- стабильное возбуждение и горение дуги при использовании переменного тока;
- хорошая защита ванны расплава, снижающая разбрызгивание металла в стороны;
- простота зачистки швов от остатков флюса;
- равномерное качество металла на всей глубине стыка;
- сниженный выброс вредных веществ в атмосферу;
- отсутствие пористости материала в зоне стыка при колебаниях длины дуги (например, из-за дрожи рук сварщика);
- возможность соединения деталей без предварительной очистки кромок от ржавчины и удаления следов влаги;
- неразъемное соединение заготовок любых размеров и очертаний из низкоуглеродистых и слаболегированных сталей (содержание углерода – до 0,25%).
Кроме того, для работы не требуется специальное оборудование (достаточно бытового инвертора, работающего от сети переменного тока напряжением 220 В).
Сертификация качества
Производимые электроды проходят процедуру сертификации с проверкой соответствия химического состава и технических характеристик. В бланке завод-производитель указывает модель электрода и номера протоколов о проведенных испытаниях. Выданный номерной документ имеет ограниченный срок действия (36 месяцев), по окончании проводится повторная экспертиза.
Наличие свидетельства позволяет предъявить претензии изготовителю инструмента (например, в случае разрушения конструкции при нормативных нагрузках).
Нюансы и области применения
Электроды используются для сварки следующих конструкций:
- трубопроводов для подачи воды и пара;
- резервуаров для хранения негорючих жидкостей;
- силовых ферм на машиностроительных или судостроительных предприятиях;
- бытовых конструкций.
Перед приобретением стержней марки Э46 необходимо проанализировать расположение сварных швов, поскольку часть моделей рассчитана на нижнее положение стыков. Если конструкцию можно кантовать на месте сборки, то допускается применение любых электродов Э46. Если требуется выполнять потолочные или вертикальные швы, то потребуется подобрать стержни с соответствующими характеристиками (например, ОЗС-4).
Диаметр стержня подбирается в зависимости от ширины сварного шва. Промышленность предлагает изделия размером до 5 мм. Не допускается использование Э46 для сварки заготовок из сталей с повышенным содержанием легирующих компонентов (например, нержавеющих), из цветных металлов или сплавов, а также чугунных отливок.
Популярные марки и их особенности: отличительные черты
Заводы выпускают несколько модификаций электродов:
- ОЗС-3 диаметром 3, 4 и 5 мм, рассчитанные на сварку в нижнем положении с использованием постоянного или переменного тока.
- ОЗС-4, ОЗС-4И и ОЗС-6, допускающие ведение работ в любом положении (за исключением ведения сварных швов сверху вниз в вертикальном направлении). (от 2 до 5 мм). Допускается вертикальная сварка с подачей стержня сверху вниз.
- УОНИ 13/55К, соответствующие стандарту Э46А и рассчитанные на постоянный ток. По возможностям сварки эквивалентны ОЗС-4.
- ОЗС-17Н диаметром 4 или 5 мм, предназначенные для сварки под наклоном. Допускается выполнение нижних швов с подключением инструмента к аппаратуре переменного тока.
- ОЗС-30, используемые при сварке ванн для горячего цинкования деталей. Электроды запрещено использовать при ведении швов сверху вниз на вертикальных плоскостях.
- ОЗС-32 для соединения деталей из оцинкованной стали. Допускается подача как постоянного, так и переменного тока.

Электроды серии Э46А отличаются покрытием основного типа, чувствительным к загрязнениям на кромках соединяемых элементов и к удлинению дугового разряда. Металл шва имеет повышенную ударную вязкость и выдерживает большее относительное удлинение. Стержни рассчитаны на работу на постоянном токе при подключении отрицательного полюса к заготовке (обратная полярность). Для повышения качества шва необходима прокалка стержней перед использованием в духовом шкафу при температуре +250°…+400°С на протяжении 1 часа.
Лучшие производители
К ведущим российским производителям стержней категории Э46 относят:
- ООО «Уральский электродный завод» (находится в г. Екатеринбурге);
- завод сварочных электродов ЗАО «Герон» (г. Томск);
- ООО «ЭСАБ-СВЭЛ» и ЗАО «Электродный завод» (г. Санкт-Петербург);
- ЗАО «Омский электродный завод»;
- ООО «Лосиноостровский электродный завод».
Аналогичные электрические проводники
Аналогами являются изделия моделей ОК 46.00, OK 48.00, OK 48.04 и OK 43.02 (все выпускаются компанией ESAB), американские Omnia 46 (производятся фирмой Lincoln Electric), итальянские 770-421 от Quattro Elementi и южнокорейские S-6013LF от концерна Hyundai.
Импортные электроды обеспечивают сопоставимую прочность шва, но отсутствуют в ГОСТ.
Технические характеристики электродов МР-3

Электроды МР-3, технические характеристики которых позволяют использовать их при монтаже трубопроводов и прочих инженерных конструкций, независимо от климатических условий, составляют прямую конкуренцию УОНИ. Указанные элементы имеют рутиловое покрытие, ориентированы на обработку изделий из среднеуглеродистой стали. Рабочий процесс протекает легче, чем с другими марками сварочных расходников.
.jpg)
Область применения
Разновидности электродов МР предназначены для сварки ответственных объектов из сталей с низким и средним показателями легированности. При этом обеспечивается усиленное соединение деталей.
- формирование неповоротных стыков и монтаж трубопроводов;
- починка, обслуживание резервуаров, работающих под высоким давлением;
- судовая и машиностроительная промышленность;
- нефтегазовая отрасль.
ГОСТ и другие требования
Электроды марки МР-3 выпускаются в соответствии с требованиями государственных стандартов (ГОСТ 9467/9466). Согласно нормам, присадочный материал расходного сварочного элемента причисляется к типу Э46. Аналогичные стержни используются при сварке малолегированных низкоуглеродистых сталей с вмещением углерода от 0,25%.
Порошкообразный рутиловый концентрат нанесен на металлический сердечник. В качестве активного вещества выступает диоксид титана. Обмазка состоит из карбонатной или алюмосиликатной смеси, повышающей вязкость обрабатываемой детали. Это уменьшает возникновение трещин и деформаций на получаемом шве.
Материал электродного сердечника – низкоуглеродистая проволока конфигурации Св-08, изготовленная методом холодного катания. Диаметр изделия – от 2 до 6 мм. Толщина свариваемых заготовок составляет 3-20 мм. Временное механическое сопротивление на разрыв достигает 500 МПа.

Расшифровка цвета и маркировки
На оттенок электродов влияет разновидность обмазки. Часто сварочные стержни с рутиловым покрытием имеют красный цвет. Также на колер влияют особенности изготовления, применяемые на том или ином заводе. В ассортименте попадаются элементы серого, синего, зеленого цветов.
Расшифровку маркировки лучше рассмотреть на примере. В наименовании электрода МР3-Э46-МР-3-Ø-УД-Е 43-0 (3)-Р26 представлены следующие обозначения:
- модель для сварки низколегированных сталей с усилием разрыва до 46 кгс/кв.мм – Э46;
- марка стержня – МР3;
- диаметр (2/3/4/5 мм) – Ø;
- углеродистый стержень (У) с утолщенным покрытием (Д);
- международная классификация плавящихся электродов с напылением – Е;
- задел прочности на растяжение (кгс/кв.мм) – 43;
- примерное удлинение (не более 20%) – О;
- температурный режим вязкости, при котором ударное усилие на шов составляет 34 Дж/кв.см – (3);
- рутиловое покрытие – Р;
- рабочие положения при сварочных работах (все, кроме вертикальной позиции сверху вниз) – 2;
- допустимое сварочное напряжение (не менее 50 В) – 6.
Виды электродов МР-3 и отличия друг от друга
Электроды марки МР-3С, как и аналоги МР-3, служат для сварочных работ с созданием длинной дуги, возможностью осуществления коротких прихватов. Технический потенциал стержней обеспечивает оперативность работ, без затрат времени на предварительную подготовку обрабатываемых деталей. Заготовка может быть влажной, окисленной, грязной, с коррозийными проявлениями.
Все электроды марки МР-3мм подходят для сварки по зазорам. При этом сила рабочего тока должна быть минимальной, во избежание появления пористых участков поверхности. Кроме указанных разновидностей используется вариант МР-3М, отличительной особенностью которого является рутильно-ильменитовое напыление. Марка 3С имеет синий цвет, обработана ионизирующим составом.
Особенности конструкции стержней ориентированы на ускоренное образование сварочной дуги, возможность эксплуатации с источниками, выдающими минимальный ток.
.jpg)
Такие изделия чище в экологическом плане, выделяют меньше вредных веществ, обеспечивают лучшее качество шва и соединительной прочности.
Характеристики и свойства
К техническим параметрам электродов относят расход на наплавку заданного количества металла (сварного шва). Чтобы обработать 1 кг материала, потребуется 1,7 кг стержней типа МР-3. В результате обеспечивается производительность на уровне 1,7 кг/ч, рабочий коэффициент – 8,5 г/Ач.
Указанные электроды отличаются высокой рабочей скоростью, позволяют варить с полным касанием поверхности либо короткой дугой на дистанции. Изделия типа ЛЭЗ МР выпускаются на Лосином Острове, в Подмосковье, Костромской области, Сызрани. Ближайшие аналоги зарубежного производства изготавливаются в Кливленде (США).
Вес и диаметр
От размера электрода зависят настройка сварочного тока и пространственная позиция формируемого шва. Показатели следующие:
| Диаметр, мм | Шов вертикальный, А | Шов нижний, А | Потолочный шов, А |
| 3,0 | До 110 | 100-140 | До 120 |
| 4,0 | 150-180 | До 220 | 140-180 |
| 5,0 | До 200 | До 260 | |
| 6,0 | 300-360 |
От диаметра также зависит вес электрода МР-3 и его длина. Параметры варьируются от 30 до 92 г и от 350 до 450 мм соответственно.

Состав наплавки
Сварку осуществляют методом отрывного шва, зажигая дугу у левого края, осуществляя проводку слева направо, затем в обратном направлении. Операцию нужно выполнять быстро, чтобы шов не успел остыть. В процессе образуется много шлака, который полностью заполняет ванну и зазор по всей ширине. Температура обмазки существенно выше, чем у обрабатываемой стали.
Материал легко отделяется после остывания при многопроходной проводке.
Разбрызгивание металла – слабое, шлак ложится аккуратно равномерным слоем, легко отслаивается. При работе диоксидом титана остатки попадают в ванну плавления, образуя специфические раковины. Наплавка в массовых долях состоит из:
Механические свойства шва
Отличие применения электродов МР-3 от аналогов заключается в возможности сваривания неочищенных кромок заготовок. Окислы, окалины, пыль, влага не ухудшают качество шва. Загрязнения в процессе работы испаряются и смешиваются со шлаком. При этом получается шов с хорошими технологическими параметрами:
- вязкость на удар – до 8 кгс/кв.см;
- разрывное сопротивление – около 46 кгс/кв.мм;
- показатель удлинения – до 20%.

Количество в пачке
Изготовители фасуют рассматриваемые электроды в пачки весом 1,0/2,5/5,0 кг. Длина и вес стержня зависят от диаметра элементов, как и их количество в упаковке. В таблице приведена информация по вместимости электродов в 1-килограммовой пачке с учетом указанных параметров.
| Диаметр, мм | Масса, г | Длина стержня, мм | Количество в упаковке, 1,0 кг (шт.) |
| 3,0 | 32,0 | 350 | 39,0 |
| 4,0 | 62,0 | 450 | 16,0 |
| 5,0 | 92,0 | 450 | 11,0 |
Напряжение и настройка аппарата
Характеристика электродов МР-3 предполагает подключение обратной полярности, если работы ведутся на постоянном токе. При переменном напряжении полюсность подсоединения роли не играет. Варить можно на короткой, длинной и прерывистой дуге. Отсыревшие стержни подвергают прокаливанию 45-60 минут при температуре 180 °C. Ток выбирают с учетом диаметра элемента. Для изделий сечением 3 мм хватит 140 А, модификации толщиной 5-6 мм используются при токовой силе 300 А. Работы выполняют, удерживая стержень под углом 45°.

Производители и марки электродов
Проверенные изготовители, специализирующиеся на изготовлении электродов марок МР (3С, 3М, 3Р, 3Т, 3У):
- ЛЭЗ;
- «Ресанта»;
- «Тантал»;
- СЗСМ;
- «Премиум»;
- «Линкольн Электрик»;
- ХОБЭКС.
Аналоги, имеющие рутиловое покрытие, – ОЗС-12, ОК-46.
Особенности и инструкция по эксплуатации МР-3
Варить указанными электродами можно на постоянном и переменном токе. Генераторы или инверторы должны выдавать на холостом ходу напряжение не менее 50 В. На постоянном токе работы проводят на обратной полярности (плюс на держатель). Элементами конфигурации МР-3 можно работать в любой пространственной позиции.

Изготовители в инструкции указывают на соблюдение правил хранения электродов.
Продукцию помещают в сухое отапливаемое помещение с температурой воздуха не ниже +15.
Изделие необходимо защищать от прямого попадания влаги и механического воздействия.
Плюсы и минусы
К преимуществам электродов МР-3 причисляют:
- быстрое формирование стабильной дуги;
- ровный, надежный шов;
- высокую прочность соединения;
- безопасность, отсутствие выделения вредных веществ;
- легкое удаление шлака;
- небольшой диапазон разбрызгивания металла;
- высокую производительность;
- простоту работы.
.jpg)
Среди недостатков – высокая цена, интенсивный расход сварочного материала.
Достойные аналоги по сравнению
Кроме электродов МР-3 у сварщиков популярны модификации типа АНО и УОНИ. Их часто сравнивают между собой, чтобы выбрать лучший вариант, однако это не совсем корректно. Указанные стержни отличаются не только напылением, но и структурой. Основная разница заключается в составе и способе обмазки.
Электроды УОНИ
В отличие от марки МР-3, стержни УОНИ имеют не рутиловое, а основное покрытие. Они рассчитаны на работу от аппаратов постоянного тока с обратной полярностью. Перед сваркой УОНИ необходимо тщательно очистить поверхность. Также напыление чувствительно к влаге.
Краткие характеристики указанной марки:
- наплавочный коэффициент – 9,5 г/Ач;
- расход на 1 кг металла – 1,7 кг;
- производительность – 1,4 кг/ч;
- запас прочности – 540 МПа;
- текучесть – до 420 МПа;
- относительное удлинение – до 22%.

Электроды АНО
Стержни АНО отличаются многообразием прутков и специфическими параметрами. Сравнивать напрямую их с маркой МР-3 неуместно. Это связано с тем, что указанные элементы рассчитаны на сварку металла до 4 мм и не подходят там, где нужны модификации МР.

| Диаметр, мм | Длина, мм | Вместимость в упаковке 1 кг (шт.) | Предельный рабочий ток, А |
| 2,0 | 300 | 95 | 100 |
| 3,0 | 350 | 40 | 140 |
| 4,0 | 350 | 40 | 180 |
О приобретении и цене
Купить электроды марки МР-3 не составит особых проблем. Оптом стержни можно приобрести на строительных базах или напрямую у производителя. В розницу продукция представлена в небольших магазинах. На торговых онлайн-площадках дилеры отпускают большие и средние партии, часто с бесплатной доставкой. Цена колеблется от 80 до 150 руб. за килограммовую пачку, в зависимости от производителя и региона.
Отзывы сварщиков
Илья, 37 лет, Нижний Новгород
Самые неприхотливые электроды – это МР-3, варить можно даже по «мусору». Пользуюсь стержнями от «Тантала», особых нареканий не вызывают.
Сергей, 40 лет, Санкт-Петербург
Для сварки инженерных изделий предпочитаю АНО или УОНИ. Хотя для быта и строек подходят МР-3, да и варить ими сможет любой новичок.
Владимир, 33 года, Екатеринбург
В работе эти электроды ни разу не подводили. Главное, приловчится к ним, с учетом особенностей производителя, а так, все нормально.
Максим, 35 лет, Псков
Считаю, что МР-3 – самые удачные электроды. Они быстро поджигаются, не разбрызгивают металл, дают аккуратный, четкий шов, шлак убирается без проблем.
Как пользоваться электродами ОК 46

Электроды ОК 46 пользуются популярностью у опытных и начинающих мастеров сварного дела. Их радует универсальность изделий и простота обращения. Отзывы о стержнях положительные.

Расшифровка маркировки
Полное название изделия – ESAB OK 4600, оно означает:
- название производителя;
- инициалы основателя фирмы – Оскара Кельберга;
- испытываемую нагрузку, которую способен выдерживать шов.
Для изготовления стержня применяется проволока марки Св08. Снаружи она покрывается обмазкой, состоящей из рутила и целлюлозы.
Назначение ОК 46
Целью использования стержней является сварка цветных и черных металлов, тонких изделий с гальваническим защитным покрытием. Выпускаются они разного диаметра. Наиболее популярные – 4 и 3 мм.
Применяются в создании строительных конструкций, кораблей, в промышленности, в бытовых условиях. Низколегированные и низкоуглеродистые стали хорошо поддаются обработке сварочным электродом ОК 46.
Разновидности электродов
ОК 46 имеют аналоги в виде Э46, СЕОК-46. Они поддерживают горение дуги, работают при переменном и постоянном токе в любом пространственном положении. Горячий металл разбрызгивается умеренно. Размеры варьируются в пределах 300-450 мм.
Заменой может служить ОЗС-12, АНО-4, МР-3 с рутиловым покрытием.
Многие показатели совпадают, но есть разница:
- полярность им нужна только прямая;
- отдельные фрагменты корки шлака удаляются с трудом;
- поверхность шва выглядит вогнутой.
Аналоги рекомендованы к сварке тавровых и трубных конструкций.
По качеству шва близки к ОК 46 00 электроды с покрытием из целлюлозы и рутила – СЗСМ 46 и SE-46, в которых цифра показывает прочность шва на разрыв в кг/мм². Перед применением стержни рекомендовано прокалить в целях устранения непровара.
Процедура происходит при температуре 300°С не менее часа. Мастера не советуют это делать более 3 раз во избежание разрушения обмазки.
ОК 46 выпускает и фирма, находящаяся в Пензе. При изготовлении электродов используются те же материалы, что и у оригинала. Внешне изделия ничем не отличаются. Практика показала, что обмазка на стержне-аналоге держится хуже, горение дуги менее стабильное, но шов получается одинаковым.
ЭСАБ ОК 46 мастера заменяют марками: ОЗС 6, АНО с индексами 6, 23 и 29 М. С их помощью нельзя добиться качества сварки, но стоимость материалов намного ниже.

Технические характеристики
Электроды отличаются своими размерами, весом и другими параметрами. Общее в них – образование прочного шва с плавным переходом к поверхности основного металла.
Общая информация по диаметрам
По отзывам сварщиков составлен небольшой список рекомендаций по использованию изделий разной толщины.
2 мм – не рекомендуется применять при работе с трубопроводами. В остальных случаях они проявляют устойчивость к температурному воздействию.
2,5 мм – используются для соединения деталей из углеродистой и нержавеющей стали переменным током. Заготовки сначала нужно очистить металлическими щетками и шкуркой.
3 мм – их вязкость позволяет сваривать трубы.
4 мм – хорошо работают с постоянным напряжением. Требуют полного удаления следов ржавчины в месте наложения шва.
5 мм – при экономном расходе образуют ровный стык. Не рекомендуется варить короткой дугой.
.jpg)
Свойства при растяжении
Характеристики прочности, вязкости и пластичности рассчитываются по нахождению точек на графике растяжения в разное время. На практике определение производится по кривым, расположенным в координатах нагрузки и удлинения. Данные записываются на специальной ленте.
По графикам специалисты рассчитывают свойства материала. Среднее относительное удлинение при сварке ОК 46 – 25%, предел прочности – 510 Мпа, текучести – 400 МПа.
Ударные свойства
Они связаны с вязкостью и равняются 35-140 Дж/см². Измерения проводятся при температурных пределах 0…-20°С. Нормой принято считать 33-70 Дж/см².
Сила тока
При работе используют ток постоянной и переменной полярности. В таблице приведены значения его силы в зависимости от толщины электрода и положения шва:
| Диаметр (мм) | Сила тока (А) | ||
| Нижнее | Вертикальное | Потолочное | |
| 2,0 | 40-80 | 40-60 | 50-70 |
| 2,5 | 60-110 | 60-90 | 60-110 |
| 3,0 | 80-160 | 80-140 | 80-180 |
| 4,0 | 110-210 | 110-200 | 90-220 |
| 5,0 | 150-300 | 150-280 | 150-270 |
После изготовления электродов производитель складывает их в картонную упаковку. Каждая пачка содержит разное количество ОК 46 00. Зависит оно от длины и толщины стержней.
Количество в 1 кг
| Диаметр (мм) | Длина в см | Количество в 1 кг |
| 2,0 | 30 | 50 |
| 2,5 | 35 | 45 |
| 3,0 | 35 | 39 |
| 4,0 | 45 | 19 |
| 5,0 | 35 | 13 |
Продаются стержни в коробках весом 1-2,5 кг.

- возможность работы по загрязненным и ржавым поверхностям;
- легкое осуществление поджига;
- стабильное горение дуги;
- выполнение вертикальных, горизонтальных и потолочных швов;
- минимальное разбрызгивание расплавленного металла;
- сварка при напряжении 50 В;
- небольшой расход;
- высокое качество соединения;
- электроды имеют гарантию качества и сертификаты соответствия.
- при сварке необходимо держать угол около 35°;
- швы наносить мелкими отрезками;
- ударная вязкость низкая.
Перед работой нужно выдержать изделия в термопенале не менее часа.

Особенности применения
Действия с ОК 46 производятся с выполнением нескольких правил:
- для сварки используется ток переменного и постоянного направления;
- шов накладывается во всех направлениях: горизонтальном, потолочном и вертикальном;
- стержень применяется для соединения деталей с оцинковкой и другим покрытием;
- легко поджигается;
- электрод служит главным материалом при заполнении пустот в конструкциях;
- не рекомендуется делать длинных швов.
Расходный материал на заводе укладывается в герметичную упаковку для защиты от влаги, потом – в картонную коробку. В таком виде изделия легко переносят несколько перевозок и хранятся длительное время на складах.

Доступные режимы работы и сварки
Правильные условия деятельности создаются при соблюдении подбора стержней в зависимости от направления шва в пространстве. Широкий диапазон параметров помогает в этом поиске вместе с таблицами и графиками. Аппарат не требует большого напряжения и подключается к домашней сети.
Пользователи отмечают недостатки расходников:
- высокие цены;
- плохо провариваются заготовки с толстыми стенками;
- обмазка быстро впитывает влагу.
Эти недочеты не портят общего впечатления от универсальных электродов.
Характеристики шва ОК 46
Место сварки состоит из расплавленного металла, в составе которого находятся в процентном содержании:
- углерод – 0,08;
- марганец – 0,4;
- кремний – 0,3;
- фосфор – 0,03;
- сера – 0,025.
Он застывает при охлаждении и образует ровный шов с плавным переходом в поверхность деталей.

Кто производит
Производитель стержней – шведская компания ESAB («ЭСАБ»). Это мировой лидер в выпуске сварочного оборудования, инструмента и расходных материалов. Электроды имеют множество положительных отзывов: они легки в использовании и обладают высоким качеством, дают ровный и прочный шов. Опытные мастера рекомендуют расходники для новичков.
У этих изделий есть недостатки: подделки и высокие цены. Они могут иметь несколько иные названия и массу. Например, АК46. Многие предприятия в нашей стране и за рубежом производят аналоги шведской продукции, которые также отличаются названиями: ESAB-СВЭЛ ОК 46 Д3, ESAB ОК 74.46 d4,0 или 5 ОК 46.
Выпускают их в Пензе и Новосибирске, Санкт-Петербурге и Екатеринбурге, Нижнем Новгороде и Симферополе, Красноярске, Владивостоке, а также в городах Германии и Японии.
Во избежание подделок нужно приобретать материалы у представителей, имеющих сертификаты. ОК 46 – это гарантия результата сварки даже у начинающего мастера. Электрод с плотной обмазкой хорошо защищает ванну от внешних факторов даже при расплавившемся конце.
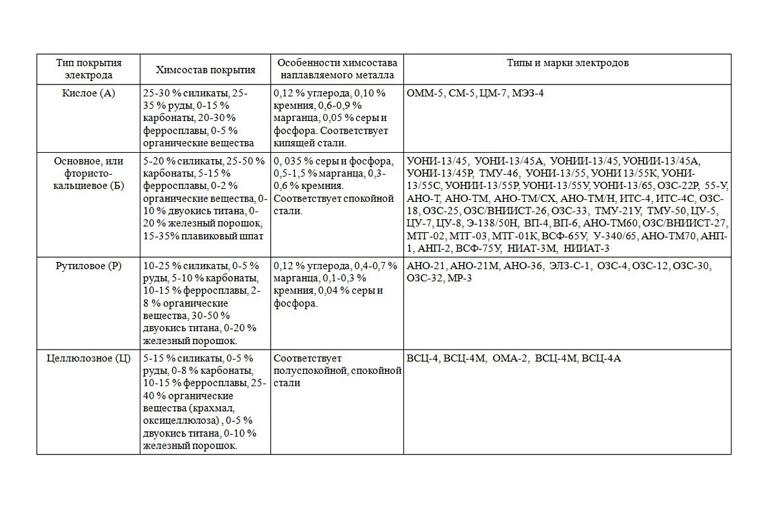
Электроды марки Э46 — технические характеристики и особенности

Для сварки конструкций из низколегированных сталей марок 09Г2, МС-1, 10ХСНД, 10Г2С1Д-35, 10Г2С1Д-40, 20Л, 25Л, а также низколегированных сталей с углеродистыми марок Ст3, Бст3, Вст3сп и для сварки поковок из стали 08ГДН и 08ГДНФ. Сварка во всех пространственных положениях, кроме вертикального сверху вниз постоянным током обратной полярности.
Зона применения

Как уже оговаривалось, зона применения стрежней данного выпуска (Э-46) достаточно широкая. Однако некоторые производители позаботились об абсолютной универсальности товара, включив в свой список стержни узконаправленной потребностью.
Например, электроды ОЗС -12Н предназначены в сварке нижнем пространстве на переменном токе. А марка ОЗС-32 необходима при оцинкованной стали. Так, если вам необходимо совершить конкретный вид работы, лучше применить нужный электрод, например тот же Э-46.
При рассмотрении электродов Э-46, технические характеристики являются главным показателем выбора. Они зависят от того, какие химические элементы присутствуют в составе материала.
Когда производится технологический подбор, то рассчитывают, с какими условиями придется столкнуться наплавленному металлу во время эксплуатации. Это помогает определиться с соотношением цены и качества, чтобы механические свойства оптимально подходили для будущей работы. В данной марке, в наплавленном состоянии металла, присутствуют следующие механические характеристики.
Температура испытаний, градусы Цельсия
Производительность наплавки, г/мин
Расход материала на 1 кг наплавленного шва, кг
Размеры и ассортимент
С тонкими деталями работает практически не ведется, так что ассортимент начинается от 2 мм. Одной из самых распространенных моделей является 4 мм электрод.
Диаметра электрода, мм
Особенности наплавки
Для каждого положения и диаметра электрода следует подбирать свой режим наплавки, выходить за пределы которого не рекомендуется:
Диаметр электрода, мм
Обозначение и расшифровка
Маркировка содержит в себе данные о главной механической характеристике, которая нужно при выборе данной марки среди остальных. Расшифровка выглядит следующим образом:
- Э – электрод для ручной дуговой сварки;
- 46 – 460 Мпа характеристика прочности наплавленного металла.
Производители
На отечественном рынке данную марку, благодаря ее распространенности, выпускают практически все основные компании, придерживаясь принятых стандартов изготовления:
- Стандарт;
- Вистек;
- Эра;
- ЭконПлюс;
- Ресанта;
- Монолит.
Электроды ОЗС-12 и ОК-46, в чём разница?

ОЗС 12 формирую соединение деталей высокого качества на малых токах. Стержнями Ø 2–3 мм ведётся уверенная сварка с подключением трансформатора к бытовой сети 220 В. Многие показатели ОЗС 12 и Э46 совпадают:
- Нет ограничений по пространственному положению шва.
- Допускается использование источников постоянного и переменного тока (AC/DC).
- Ограничение полярности, только прямая.
- Невысокая требовательность к чистоте разделки.
- Противодействие наплавленного металла усталостной деформации, что способствует долговременности соединений.
- Обмазка способствует защите шва, корка шлака неравномерна, отдельные фрагменты удаляются трудно.
- Шовная поверхность обладает тенденцией к вогнутости.
- Длительное перенесение статичных нагрузок.
- Равномерность и устойчивость поддержания горения дуги.
- Рекомендованы для трубных и тавровых соединений.
- Нет склонности к растрескиванию.
- Повторный розжиг без залипания.
ОЗС 12 в сравнении с электродами для сварки ОК-46 нуждаются в прокалке с увеличением температуры на 50%. Качество шва возрастает при сварке длинной дугой. До 60% веса электрода уходит на угар и шлакообразование.
Обмазка обладает нетипичным повышенным влагопоглощением в семействе рутиловых. Крупные включения имеют тенденцию впекаться, ручная зачистка шва трудоёмка.
Рекомендуемое значение тока (А)
| Диаметр, мм | Положение шва | ||
| нижнее | вертикальное | потолочное | |
| 3.0 | 100-130 | 90-120 | 90-120 |
| 4.0 | 160-190 | 130-160 | 130-160 |
| 5.0 | 180-240 | 160-200 | |
Сертификация проводится для подтверждения надлежащего качества электродов. О том, насколько это важно, говорят аварии, случавшиеся на технике: от относительно безобидных падений опор ЛЭП в поле или лесной просеке, до атомных аварий на исследовательских и опытных реакторах с тяжелейшими последствиями. Поскольку эти аварии обычно оставались засекреченными, то сертификации не придавали большого значения, например, в России она не обязательна до сих пор, а в Украине или Беларуси – обязательна (Чернобыль научил, даже если там электроды были не при чем).
Впрочем, и в России, для ответственных работ сертификация требуется. Например, Судиславский завод получил на свою продукцию сертификаты: Сертификат соответствия ИСО 9001:2008, Сертификат соответствия ГОСТ Р, Гигиенические сертификаты, сертификаты Речного и Морского Регистров судоходства, НАКС, Сертификат Ростехнадзора (Госатомнадзор), продукция включена как доверенная в Реестр ПАО “Газпром”, Реестр ОАО “АК” Транснефть”. Аналогичные сертификаты имеет предприятие СпецЭлектрод и это только два примера. Очень многие заводы сертифицируют свою продукцию, поставляемую для специальных применений, иначе ее просто не удастся продать.
Не сертифицированными остаются только электроды, используемые в тех областях, где сварка заведомо дает огромный запас прочности, например, огородные теплицы или оградки на кладбище.
Что касается электродов Э46А то, например, Судиславский завод, который их выпускает, имеет Сертификат соответствия ГОСТ ISO 9001-2011 (ISO 9001:2008), относящийся ко всей выпускаемой продукции, и в частности, сертификат ГОСТ Р на марки СЗСМ 46.00 и УОНИИ-13/45А, а последняя марка имеет еще и сертификат Речного Регистра. Таким образом, на разную продукцию могут быть разные сертификаты.
Характеристики плавления электродов УОНИИ-13/45А
| Коэффициент наплавки, г/Ач | 9,5 |
| Расход электродов на 1 кг наплавленного металла, кг | 1,6 |
Главные отличительные свойства
На самом деле электроды (в тч. Э-46) не имеют четкой классификации, их делят по техническим свойствам и данным указанном в паспорте.
К одному типу может относиться сразу несколько или одна марка. Для удобства их все-таки делят на некие группы и подгруппы. Различают также по покрытию, для указанных электродов используют рутиловое и целлюлозное.
Рутиловое покрытие встречается чаще. Они очень удобны в работе, а результат не может радовать. Шов с такими стержнями получается на высоком уровне, — красивый и ровный.
Есть только одна особенность в электродах с таким покрытием. Из-за повышенного образования водорода, шов не всегда получается прочным, что способствует возникновению пор. Однако есть выход из такого положения, перед сваркой свечи нужно прокаливать.
Второе, целлюлозное покрытие встречается реже. Стержни предназначены для работы с тонкими, маленькими деталями. Возникает предыдущая проблема, — излишнее выработка водорода. Решить ее сложнее, чем у рутиловых, так как сушка не снимает сути недостатка.
Иногда можно встретить смешанные составы, которые предназначены для конкретного вида работы. Сочетание рутилово-целлюлозно пригодны для сварки арматур и сложных деталей.
Расшифровка обозначения
Э46А по ГОСТ 9467-75 – электрод для выполнения дуговой сварки ручным способом. Э означает “электрод”, 46 – предел прочности в килограммах на квадратный миллиметр сечения сплава из свариваемого материала и проволоки, применяемой для изготовления электродов, т.е. металл наплавки или шва. А означает, что данный тип сварочного материала имеет улучшенные свойства по ударной вязкости и пластичности.
Механические свойства металла шва, не менее
| Временное сопроти-вление разрыву, МПа | Предел текучести, МПа | Относи-тельное удлинение, % | Относи-тельное сужение, % | Темпера-тура испытаний,°С | Тип образца | Ударная вязкость, Дж/см2 | Работа удара KV,Дж(среднеезначение для трех образцов) |
| не менее | |||||||
| 430 | 305 | 26 | 45 | 20-20 | KCUKCV | 16034 | — |
Отличие от Э46
Отличие Э46А заключается в более высоких показателях и пластичности. Марки такого типа предпочтительны для сварки изделий, работающих при низких температурах и переменных механических нагрузках. Например, в судовых конструкциях или холодильных установках.
Химический состав наплавленного металла, %
Для каких сплавов
Марки типа Э46А используют при работах с низколегированными и углеродистыми стальными сплавами, от которых требуется, чтобы они имели высокую пластичность, а также ударную вязкость. Сюда входят стали с углеродным содержанием до 1.5-2.0%, например, 14Г2, 15ГС, 10Г2С, 15ХСНД и 10ХСНД.
Технологические особенности сварки
сварку производят только на короткой длине дуги по очищенным кромкам. Прокалка перед сваркой: 350±25 °С, 1 час.
Особенности и ограничения
Разрывная нагрузка шва определена в 500 МПа с дополнительным запасом прочности. При этом технологические особенности вносят ограничения в практику применения: для отечественных марок этого типа только ОЗС-28 доступен круговой шов с вертикальным спуском сверху вниз. Для других это недопустимо.
УОНИ-13/55Т, ОЗС-28, ОЗС-33 работают на сварочных установках с постоянным и переменным токами. Большая группа: УОНИ-13/55, УОНИ-13/55Г, ОЗС-18, ОЗС-25, ОЗС-29, ТМУ-21У – приспособлены исключительно на использование постоянного тока обратной полярности.

Защитные функции обмазки щелочного исполнения основаны на реакции выделения карбонатами CaCO3, MgCO3 оксида углерода CO, который в роли восстановителя поглощает кислород, переходя в углекислый газ. Углекислая газозащита удерживается до схватывания застывающего шлака.
Электродам типа Э50А в большинстве рекомендована короткая дуга. Часовое осушение покрытия признано обязательным. Использование ограничено 3–4 днями. Влажные электроды горят нестабильно. Тройное прокаливание – предел. Термообработка разрушает обмазку.
Критерий выбора электродуговых электродов с наружным покрытием для сварки конструкционных сплавов должен учитывать возможности сети, личный навык. ОЗС-12 признаны лёгкими в розжиге и ведении, а для УОНИ 13/55 нужна опытная рука, особенно на прерывистых действиях.
Ограничения по использованию
Электродами Э46А нельзя варить чугун, нержавейку, и цветные сплавы, поскольку это не будет соответствовать типу проволоки, которая применяется в них (Св-08 и ее модификации). Содержание углерода – 0.8% – вот что определяет пригодность электрода, это среднее значение для углеродистой стали с низким содержанием легирующих добавок.
Электроды с рутиловыми покрытиями не следует использовать для металлоконструкций, предназначенных для работы при высоких температурах (в печах и т.д.).
ТМУ-46
Электроды ТМУ-46 используются для ответственных конструкций, в т.ч. и трубопроводов, когда к швам предъявляются повышенные требования по…
Электроды АНО-8 применяются для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву до 450 МПа. АНО-8…
Кол-во блоков: 26 | Общее кол-во символов: 13835
Количество использованных доноров: 5
Информация по каждому донору:
Электроды типа э50а — характеристики и особенности

Международная кооперация и глобализация продвигают на российский рынок производственные разработки западных компаний. Сварочные электроды ОК-46, СЕОК-46, Э46 с рутиловым покрытием в соответствии с программой импортозамещения заменили на рынке Omnia 46 компании Линкольн Электрик и ОК 46.00 ЭСАБ (ESAB).
Общие сведения
Э50А – это электрические проводники для сваривания металлических конструкций особой надежности, которые изготовлены из инструментальной стали, в составе которой низкая концентрация примесей.
Швы, получившиеся в итоге, используют в работе при низких и высоких температурах. Эти швы имеют высокую пластичность, что хорошо чувствуется при механических ударах.
Этот тип электродов, как правило, применяют в сфере кораблестроения и ядерной промышленности.
Основное назначение:
Для сварки углеродистых и низколегированных конструкционных сталей перлитного класса с минимальным пределом текучести не более 360 МПа. Для сварки низколегированных конструкционных сталей перлитного класса с минимальным пределом текучести свыше 360 МПа до 500 МПа. Отвечают требованиям категории 3YH10 Правил Российского Морского Регистра Судоходства, требованиям категории 3YH Правил Российского Речного Регистра.
Сертификаты на электроды требуются в случае ответственных работ. Если потребитель варит себе гараж, то крайне маловероятно, что с ним что-нибудь случится, слишком уж ничтожны нагрузки на швы. Если и случится, то последствия будут незначительными, по крайней мере, по сравнению с другими возможными областями использования. Если сварочный материал используется для работ в промышленности, в судостроении, по газо- или нефтепроводам, в атомной энергетике, то последствия плохой сварки могут принять и катастрофические масштабы.

Сертификат – это документ, который подтверждает качество электродов и ответственность выдающей стороны за все, что может случиться. Например, в случае морской катастрофы суд может установить, что она произошла из-за плохой сварки, связанной с низким качеством электродов. При этом, на электроды был выдан сертификат Ллойда (Lloyd’s Register of Shipping). В этом случае, Ллойд и будет платить владельцам судна, груза или родственникам пассажиров.
Другое дело, что зная об этом, Регистр Ллойда так просто не выдаст свой сертификат, а потребует подтверждения качества продукции от авторитетнейших экспертов. Сертификат может иметь ограниченный срок действия и требовать подтверждения. Поэтому ответственный потребитель, независимо от того, о российском или международном сертификате идет речь, должен обращать внимание на сроки его действия.
Все предприятия, выпускающие электроды типа Э50А, выдают на них сертификаты, так как область применения материала захватывает ответственные металлоконструкции и, в основном, для этих целей данные электроды и используются.
Аналоги, чем заменить
Все эти электроды имеют очень близкий состав к маркам типа Э50А. Покрытие у всех основное. Материал Fox EV 50 имеет специальные добавки к покрытию, которые препятствуют сильному поглощению влаги, что облегчает поддержание электродов в сухом виде.
Значение аббревиатуры

Каждая аббревиатура несет в себе зашифрованную информацию, так и в Э50А есть свое значение для каждой буквы и цифры. «Э» означает, что этот тип электрических проводников рассчитан на ручную дуговую сварку покрытыми электродами.
А цифры «5» и «0» говорят о пределе прочности относительно разрывов. Таким образом, есть возможность просчитать нагрузки, которые могут выдержать соединения, что очень важно при работе с несущими конструкциями (ферм и проч.).
«А» означает, что получаемый шов будет пластичным и вязким.
Э46А, технические характеристики
Э46А дают шов повышенной пластичности и ударной вязкости за счёт снижения в стержне доли серы и фосфора (S и P в пределах 0.04–0,045%). Предназначены для работы в условиях переменных нагрузок, в том числе динамических, низких температур. Свариваются низколегированные стали с содержанием углерода до 2% типа 15ХСНД, 14Г2. Тепловые нагрузки свыше 2000 не желательны.
Близкие по качеству шва аналоги: OMNIA-46, ОК 48.00, OK Femax 38.95, Pipeweld 6010. В тип Э46А входят марки:
- С целлюлозно-рутиловым покрытием – SE-46-00, СЗСМ 46.00;
- С основным покрытием стержня и созданием щелочной среды в сварочной ванне (нейтрализация водорода против растрескивания) – АНО-8, УОНИ-13/45А, УОНИ-13/55К;
- С включением порошка железа ВН48У и ИТС-1.
Расшифровка буквенно-цифровой индикации информирует об основных технических данных по ГОСТ 9467-75:
- Э – электрод с внешним покрытием для ручной электродуговой сварки;
- 46 – значение временного предела прочности на разрыв в кг на мм2;
- А – пластичность и ударная вязкость рассчитаны на переменные нагрузки.

Технологические требования к сварке включают удержание короткой дуги в качестве меры устранения пористости и непровара. Прокаливание электродов в течение часа при 3000 С перед использованием.
Предпочтение отдаётся постоянному току обратной полярности. Требования к чистоте поверхности, особенно касательно окалины и ржавчины, высокие. Увеличение концентрации порошка железа в покрытии снижает углеродистость наплавки, склонность к трещинообразованию.
Область применения в сравнении с ОК-46А расширена. Помимо трубопроводного, морского транспорта включены изделия и конструкции с существенными динамическими нагрузками в режиме низких температур, в том числе объекты атомной промышленности.
Тип Э50А включает ряд взаимозаменяемых марок российских производителей на базе сварочной проволоки Св-08А: ОЗС-18, ОЗС-25, Э-138/50Н, АНО-ТМ, ДСК-50У, ТМУ-21У, ТМУ-50, МТГ-02, МТГ-01К, ЦУ-5, ЦУ-5М. Покрытие преимущественно щелочно-основное.
Химический состав наплавного шва идентичен. А область применения отличается. Учитывая жёсткие условия эксплуатации, универсализация нецелесообразна. Величина слоя обмазки и вариативность химических компонентов оказывают влияние на технологию процесса и связаны с назначением марки.
Выгодно отличается безразличием к влажности за счёт водоотталкивающих добавок немецкая марка Fox EV 50. ТМУ-21У используют преимущественно нефтяники и газодобытчики на арктических трубопроводах.
Механические свойства металла шва и наплавленного металла
Временное сопротивление разрыву, МПа
Предел текучести, МПа
Относительное удлинение, %
Относительное сужение, %
Температура испытаний, °С
Тип образца
Ударная вязкость, Дж/см2
Работа удара KV, ДЖ (среднее значение для трех образцов)
не менее
Технологические особенности сварки: сварку производят только на короткой длине дуги по очищенным кромкам. Прокалка перед сваркой: 350±25 °С, 1 час
Сертификат НАКС (РД 03-613-03)(2,5 мм)
Сертификат НАКС (РД 03-613-03)(3 мм)
Сертификат НАКС (РД 03-613-03)(4 мм)
Сертификат НАКС (РД 03-613-03)(5 мм)
Особенности
Сварочные электроды Э50А отличаются весьма широкой сферой применения, они востребованы во всех отраслях производства, а также в строительной индустрии. Это идеальный вариант, если требуется произвести:
- Сварку соединений при некачественной сборке;
- Сваривание коротких, нахлесточных и угловых швов;
- Наплавку металла.
В нашей компании вы сможете купить электроды, которые полностью будут соответствовать вашим требованиям и стандартам ГОСТ 9467-75 Э50А. Мы предлагаем сотрудничество на самых выгодных условиях. Сварка может производиться в любом пространственном положении, исключение составляет вертикальное положение при работе сверху вниз. Сваривание по очищенным кромкам выполняется исключительно на небольшой длине дуги. Данные электроды снабжены основным покрытием и могут использоваться при работах с трубопроводами атомных и тепловых электростанций, также ими можно воспользоваться в условиях низких температур. Кроме того, соединения, выполненные с помощью расходников Э50А, могут эксплуатироваться при очень высоких температурах. Электроды Э50А позволяют получить шов, который содержит малое количество водорода, этот показатель свидетельствует о том, что изделие устойчиво к появлению трещин. Перед применением электроды следует прокалить, это поможет придать больше прочности изделию. Процесс прокаливания проводится при температуре 400 градусов в течение часа. Электроды Э50А довольно разнообразны и представлены самыми различными марками, каждая из них имеет свои незначительные особенности. Профессиональными сварщиками наиболее востребована марка УОНИ-13/55, стандарты которой полностью соответствуют ГОСТ 9467-75 Э50А. Применяя электроды УОНИ 13/55, следует поддерживать чистоту свариваемых деталей, если на поверхностях будут находиться технические масла и ржавчина, могут образоваться поры, к тому же сварное соединение будет недолговечным.
ПЕРЕЙТИ В КАТАЛОГ ЭЛЕКТРОДОВ
Для каких сталей
Электроды любой из марок, соответствующей типу Э50А варят углеродистые и низколегированные стали с содержанием углерода до 0.25%. Временное сопротивление разрыву ограничено величиной 490 МПа.
Можно сваривать сталь 10ХНДП и ей подобные коррозионно-стойкие, работающие при обычных и пониженных до -40°C температур. Некоторые марки, например, ТМУ-21У, предназначены для сварки трубопроводов.
Итоги
Если ваша цель – высококачественные термоустойчивые швы, то обратите внимание на такой тип электродов, как Э50А. Этот тип электрических проводников включает разные марки, схожие по параметрам, так что вы легко выберете нужную.
Если же вам интересна техника иностранных фирм, рекомендуем брэнды Garant, Kobelco, а также Esab, которые имеют электроды-аналоги типа Э50А.
Нам интересно ваше мнение насчет электрических проводников типа Э50А. Если вы раньше применяли их на практике, опишите свои впечатления в комментариях. Ваш опит может быть полезным для новичков в сфере сварки. Успехов вам в работе!
ОЗС-29
Электроды ОЗС-29 предназначены для сварки ответственных конструкций из низколегированных сталей с временным сопротивлением разрыву до…
Phoenix К50 R
Электроды Phoenix К50 R применяется для сварки следующих изделий и конструкций: корневой слой шва неповоротных стыков труб трубопроводов…
Garant
Garant – среднекапельные, универсальные электроды с выдающимися сварочными свойствами. Данная марка предназначена для соединительной…
FOX EV 50
Электроды FOX EV 50 предназначен для высококачественной сварки углеродистых сталей. Также данная марка может использоваться для сварки…
ДСК-50У
Электроды ДСК-50У применяются для высокопроизводительной сварки конструкций из углеродистых и низколегированных сталей с временным…
Э-138/50Н
Электроды Э-138/50Н предназначены для сварки тяжелонагруженных швов подводной части судов и других конструкций, подверженных коррозии в…
Кол-во блоков: 27 | Общее кол-во символов: 15728
Количество использованных доноров: 5
Информация по каждому донору:
Читайте также: